
Wood Ash as Sustainable Alternative Raw Material for the Production of Concrete—A Review

Abstract
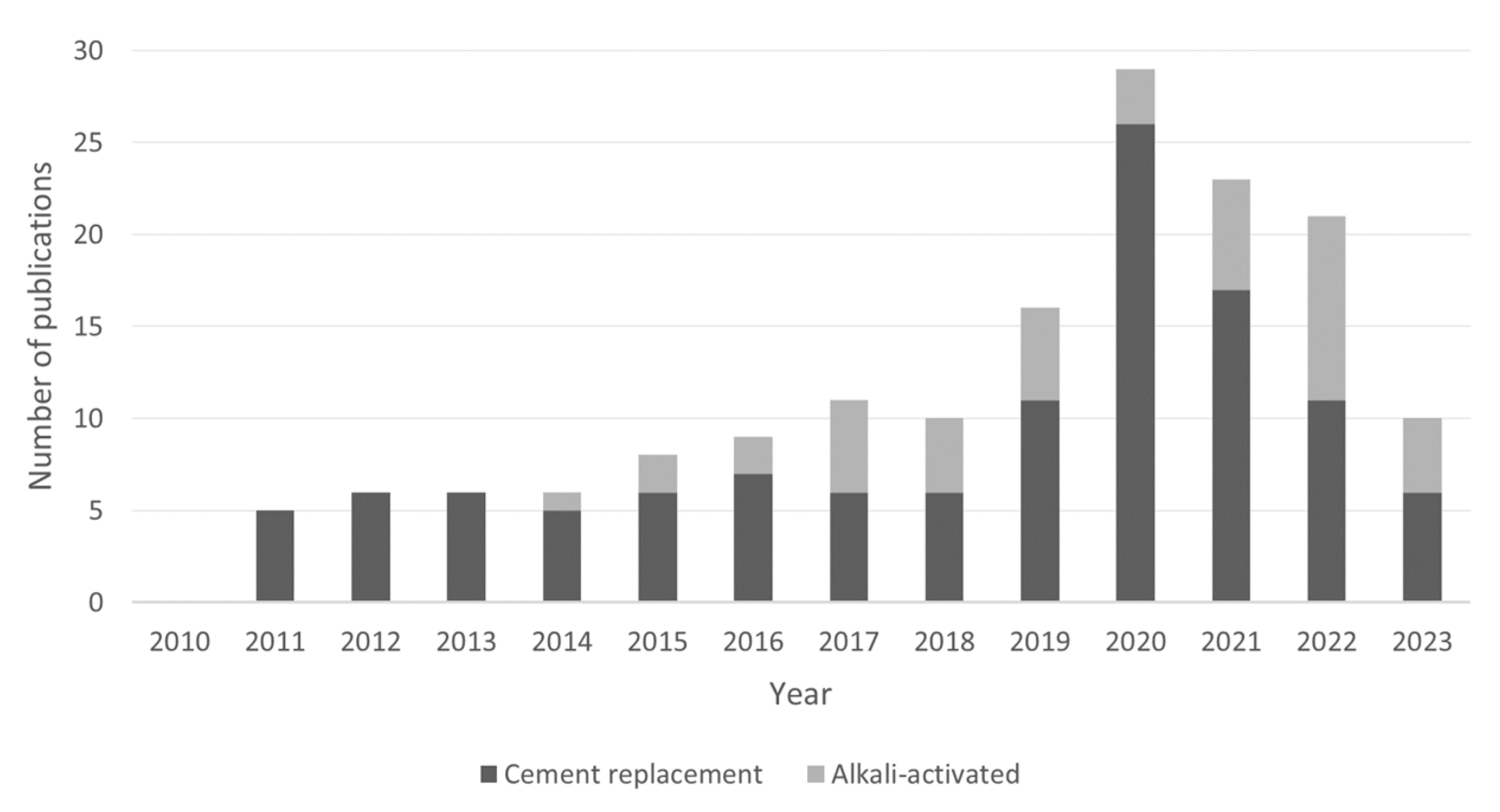
:1. Introduction
2. Characteristics of Wood Ash
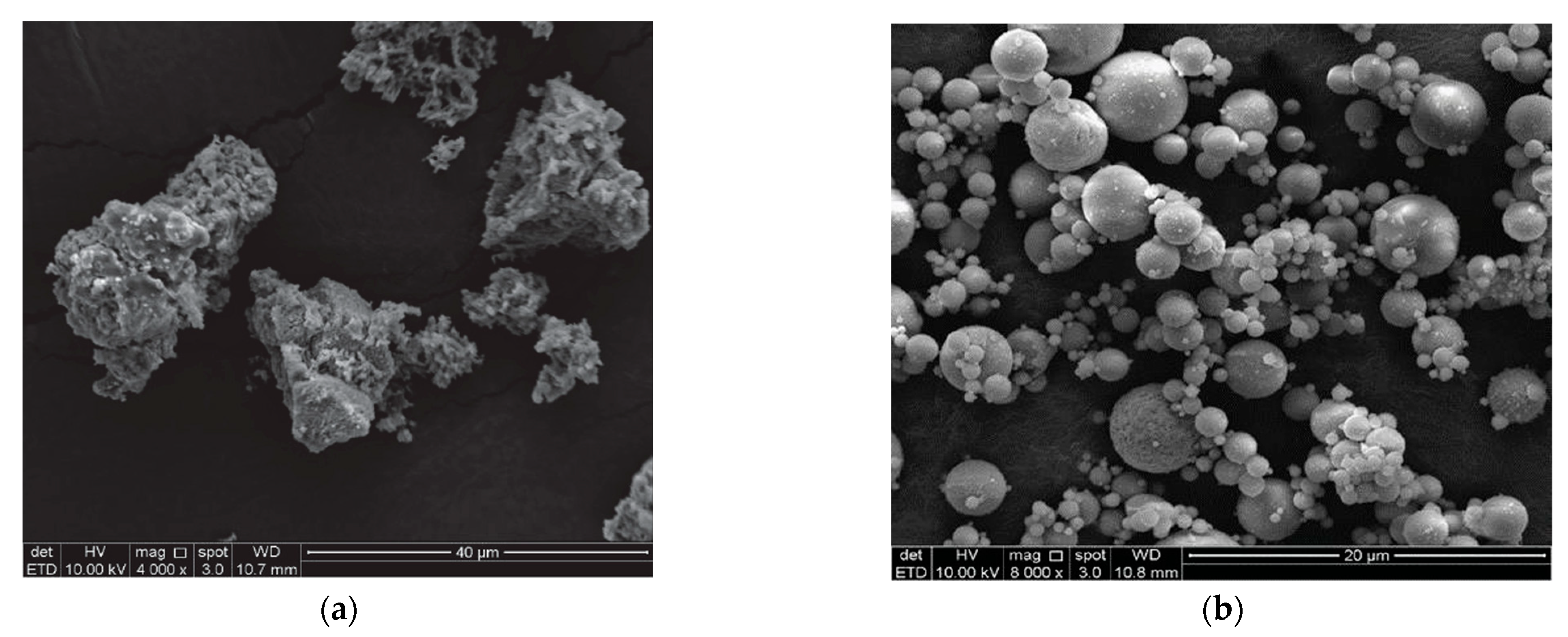
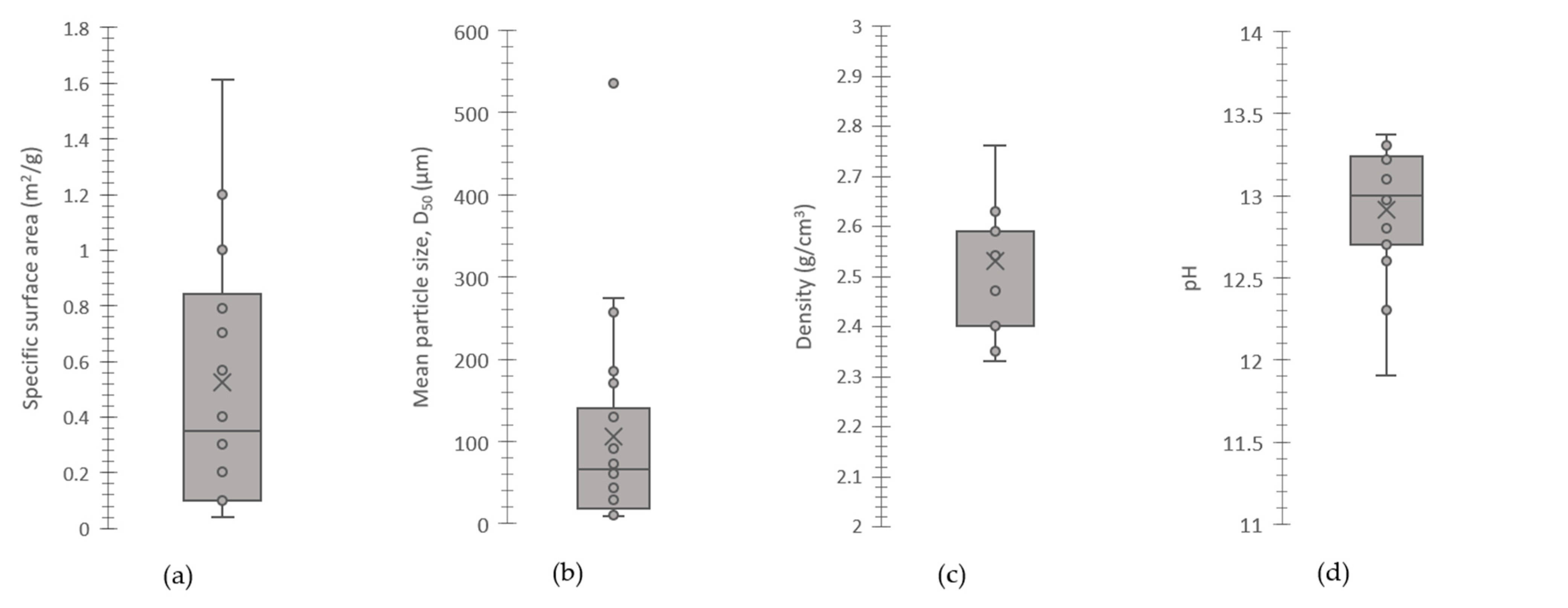
2.1. Physical Properties
2.2. Chemical Properties
2.3. Mineralogical Analysis
2.4. Loss on Ignition
2.5. Pozzolanic and Hydraulic Properties
3. Properties of Concrete and Mortar Containing Wood Ash
3.1. Workability
3.2. Setting Time
3.3. Soundness
3.4. Compressive Strength
3.5. Split Tensile Strength
3.6. Flexural Strength
3.7. Water Absorption
3.8. Shrinkage
3.9. Frost Durability
3.10. Chloride Permeability
3.11. Alkali–Silica Reaction
4. The Use of Wood Ash in Alkali-Activated Materials

{kind=link}
{kind=link}
{kind=link}
| Materials and Precursor Replacement Ratios | Alkali Activator | Curing Method/Temperature | Findings | References |
|---|---|---|---|---|
| Mortars with 100 wt% wood ash | SH (6M) | 20 °C and 75 °C (for 24 h) then 20 °C | -Heat curing improved compressive strength (9.3 MPa). | [99] |
| Mortars with 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, and 100 wt% of GGBS replacement with high-calcium wood ash | - | ambient temperature | -The optimum replacement ratio was determined as 30 wt% with the highest compressive strength (12.3 MPa). -Increasing wood ash content increased the water demand. | [52] |
| Mortars with 50, 60, 70, 80, 90, and 100 wt% of fly ash replacement with high-calcium wood ash | - | ambient temperature | -Acceptable strength and durability properties were observed without any alkali activator and elevated temperature curing. | [100] |
| Mortars with 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, and 100 wt% of fly ash replacement with high-calcium wood ash | SS (Ms = 2.1) | ambient temperature for 24 h and then samples were wrapped to prevent moisture. | -The optimum wood ash content was determined as 30 wt% after 365 days. | [40] |
| Mortars with 0, 10, 20, 30, 40, 50, 60, 70, 80, 90, and 100 wt% of fly ash replacement with the mix of GGBS (80 wt%) and wood ash (20 wt%) | SS + SH | ambient temperature | -Wood ash has absorptive property due to the high calcium content and shortened setting time. | [98] |
| Mortars with 0, 10, 20, and 30 wt% of metakaolin replacement with wood ash | SS + SH | 70 °C for 1h and then the ambient temperature | -Compressive and flexural strength decreased for a higher replacement ratio than 10 wt%. -Incorporation of wood ash slightly increased drying shrinkage, weight loss, and porosity. | [80] |
| Mortars with 0, 10, 20, and 30 wt% of fly ash replacement with wood ash | SS + SH | 70 °C for 24 h and then room temperature | -Compressive strength improved up to 20 wt%. -Initial and final setting times decreased. | [96] |
| Mortars with 75 wt% wood ash and 25 wt% metakaolin | SS + SH (SS/SH = 1 and 1.5) | -40 °C for 28 days in a hot chamber (TC) -40 °C for 28 days in a hermetic bottle (HC) -at room temperature and humidity for 1 day and then in 20 °C water for 27 days (SC) -20 °C and 65% humidity for 28 days (RC) -40 °C for 1 day and 20 °C and 65% humidity for 27 days (UC) | -RC was reported as a cost-effective and environmentally friendly method. -Samples with a higher SS/SH ratio showed more improvement in compressive strength. -Higher water absorption was observed in the samples with SS/SH = 1 (except HC curing). | [105] |
| Mortars with 100 wt% wood ash and 30, 35, and 40 wt% of wood ash replacement with glass powder (GP) | SH (2, 3, 4, and 5M) | room temperature | -For 100 wt% wood ash, 2 M NaOH-containing samples had the highest compressive strength. -GP incorporation improved the compressive strength. However, it tended to increase with the increase in NaOH concentration and decrease in GP ratio. | [92] |
| Concrete with 25, 50, 75, and 100 wt% of fly ash replacement with wood ash | SS + SH (SS/SH = 2.5) | 60 °C for 24 h and then at room temperature | -Compressive strength decreased with increasing wood ash ratio. The highest compressive strength was 57.82 MPa for 25 wt% wood ash-containing samples on the 56th day. -Similar workability was observed in all mixes. | [101] |
5. Sustainability of Wood Ash
6. Conclusions
- The chemical composition and quality of wood ash depend on many factors such as raw material origin, production, and storage parameters. It is important to characterize the raw material very frequently.
- The chemical composition is highly variable; usually, it contains high amounts of CaO and SiO2 and has a high loss on ignition.
- Wood ash has larger, porous, and irregular particles and a larger specific surface than Portland cement. For this reason, the workability tends to decrease as the wood ash content increases.
- Pre-treatment methods such as sieving, washing, and grinding have a positive effect on the fresh mix workability.
- The setting time is usually delayed with an increasing wood ash amount, with some exceptions.
- The use of wood ash as a partial cement replacement results in slightly worse or better mechanical properties in comparison with conventional Portland cement-based concrete.
- The replacement ratio is the dominant factor, and similar trends were observed for compressive, flexural, and split tensile strengths. In general, an increase in the proportion of wood ash resulted in a slight reduction in these properties. The optimum wood ash level is 10–20 wt% for cement replacement.
- Water absorption usually increased with increasing wood ash content.
- Incorporation of wood ash slightly improved shrinkage. In addition, it might mitigate the alkali–silica reaction expansion.
- Wood ashes do not have a significant effect on frost durability.
- The use of wood ash increased the chloride permeability.
- The use of wood ash in alkali-activated materials has yielded results with variations depending on the type and concentration of alkali activator, curing conditions, and the presence of other binders in the mix. While an increase in wood ash content generally resulted in a reduction in mechanical properties, some improvements were observed at levels up to 30 wt%. Moreover, wood ash can be used as an alkali activator.
- Wood ash is a promising sustainable material in terms of environmental, economic, and social aspects. Nonetheless, its local availability and the identification of suitable pre-treatment methods are important factors for mitigating environmental impacts and reducing cost.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Monteiro, P.J.M.; Miller, S.A.; Horvarth, A. Towards Sustainable Concrete. Nat. Mater. 2017, 16, 698–699. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Camões, A.; Branco, F.G. Valorisation of Wood Fly Ash on Concrete. Resour. Conserv. Recycl. 2019, 145, 292–310. [Google Scholar] [CrossRef]
- Thomas, B.S.; Yang, J.; Mo, K.H.; Abdalla, J.A.; Hawileh, R.A.; Ariyachandra, E. Biomass Ashes from Agricultural Wastes as Supplementary Cementitious Materials or Aggregate Replacement in Cement/Geopolymer Concrete: A Comprehensive Review. J. Build. Eng. 2021, 40, 102332. [Google Scholar] [CrossRef]
- Global Cement and Concrete Association. Available online: Https://Gccassociation.Org (accessed on 8 June 2022).
- Teixeira, E.R.; Mateus, R.; Camões, A.F.; Bragança, L.; Branco, F.G. Comparative Environmental Life-Cycle Analysis of Concretes Using Biomass and Coal Fly Ashes as Partial Cement Replacement Material. J. Clean. Prod. 2016, 112, 2221–2230. [Google Scholar] [CrossRef] [Green Version]
- Ukrainczyk, N.; Vrbos, N.; Koenders, E.A.B. Reuse of Woody Biomass Ash Waste in Cementitious Materials. Chem. Biochem. Eng. Q 2016, 30, 137–148. [Google Scholar] [CrossRef]
- Bakhoum, E.S.; Amir, A.; Osama, F.; Adel, M. Prediction Model for the Compressive Strength of Green Concrete Using Cement Kiln Dust and Fly Ash. Sci. Rep. 2023, 13, 1864. [Google Scholar] [CrossRef]
- Ramos, T.; Matos, A.M.; Sousa-Coutinho, J. Mortar with Wood Waste Ash: Mechanical Strength Carbonation Resistance and ASR Expansion. Constr. Build. Mater. 2013, 49, 343–351. [Google Scholar] [CrossRef]
- de Brito, J.; Kurda, R. The Past and Future of Sustainable Concrete: A Critical Review and New Strategies on Cement-Based Materials. J. Clean. Prod. 2021, 281, 123558. [Google Scholar] [CrossRef]
- Tripathi, N.; Hills, C.D.; Singh, R.S.; Singh, J.S. Offsetting Anthropogenic Carbon Emissions from Biomass Waste and Mineralised Carbon Dioxide. Sci. Rep. 2020, 10, 958. [Google Scholar] [CrossRef] [Green Version]
- Hills, C.D.; Tripathi, N.; Singh, R.S.; Carey, P.J.; Lowry, F. Valorisation of Agricultural Biomass-Ash with CO2. Sci. Rep. 2020, 10, 13801. [Google Scholar] [CrossRef]
- Lazik, P.-R.; Bošnjak, J.; Cetin, E.; Kücük, A. Application of Wood Ash as a Substitute For Fly Ash And Investigation of Concrete Properties. Otto-Graf-J. 2020, 19, 103–118. [Google Scholar]
- Gerges, N.; Issa, C.A.; Antoun, M.; Sleiman, E.; Hallal, F.; Shamoun, P.; Hayek, J. Eco-Friendly Mortar: Optimum Combination of Wood Ash, Crumb Rubber, and Fine Crushed Glass. Case Stud. Constr. Mater. 2021, 15, e00588. [Google Scholar] [CrossRef]
- Omran, A.; Soliman, N.; Xie, A.; Davidenko, T.; Tagnit-Hamou, A. Field Trials with Concrete Incorporating Biomass-Fly Ash. Constr. Build. Mater. 2018, 186, 660–669. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of Wood Ash in Concrete Manufacturing. Resour. Conserv. Recycl. 2012, 67, 27–33. [Google Scholar] [CrossRef]
- Tripathi, N.; Hills, C.D.; Singh, R.S.; Atkinson, C.J. Biomass Waste Utilisation in Low-Carbon Products: Harnessing a Major Potential Resource. NPJ Clim. Atmos. Sci. 2019, 2, 35. [Google Scholar] [CrossRef] [Green Version]
- Chowdhury, S.; Mishra, M.; Suganya, O. The Incorporation of Wood Waste Ash as a Partial Cement Replacement Material for Making Structural Grade Concrete: An Overview. Ain. Shams Eng. J. 2015, 6, 429–437. [Google Scholar] [CrossRef] [Green Version]
- Etiégni, L.; Campbell, A.G. Physical and Chemical Characteristics of Wood Ash*. Bioresour. Technol. 1991, 37, 173–178. [Google Scholar]
- James, A.K.; Thring, R.W.; Helle, S.; Ghuman, H.S. Ash Management Review-Applications of Biomass Bottom Ash. Energy 2012, 5, 3856–3873. [Google Scholar] [CrossRef]
- Udoeyo, F.F.; Inyang, H.; David, Y.T.; Oparadu, E.E. Potential of Wood Waste Ash as an Additive in Concrete. J. Mater. Civ. Eng. 2006, 18, 605–611. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Kirkelund, G.M.; Jensen, P.E.; Geiker, M.R.; Ottosen, L.M. Impact of Production Parameters on Physiochemical Characteristics of Wood Ash for Possible Utilisation in Cement-Based Materials. Resour. Conserv. Recycl. 2019, 145, 230–240. [Google Scholar] [CrossRef]
- Cheah, C.B.; Ramli, M. The Implementation of Wood Waste Ash as a Partial Cement Replacement Material in the Production of Structural Grade Concrete and Mortar: An Overview. Resour. Conserv. Recycl. 2011, 55, 669–685. [Google Scholar] [CrossRef]
- Maresca, A.; Hansen, M.; Ingerslev, M.; Astrup, T.F. Column Leaching from a Danish Forest Soil Amended with Wood Ashes: Fate of Major and Trace Elements. Biomass Bioenergy 2018, 109, 91–99. [Google Scholar] [CrossRef] [Green Version]
- Berra, M.; Mangialardi, T.; Paolini, A.E. Reuse of Woody Biomass Fly Ash in Cement-Based Materials. Constr. Build. Mater. 2015, 76, 286–296. [Google Scholar] [CrossRef]
- Ottosen, L.M.; Hansen, E.Ø.; Jensen, P.E.; Kirkelund, G.M.; Golterman, P. Wood Ash Used as Partly Sand and/or Cement Replacement in Mortar. Int. J. Sustain. Dev. Plan. 2016, 11, 781–791. [Google Scholar] [CrossRef] [Green Version]
- Hamid, Z.; Rafiq, S. An Experimental Study on Behavior of Wood Ash in Concrete as Partial Replacement of Cement. Mater. Today Proc. 2021, 46, 3426–3429. [Google Scholar] [CrossRef]
- EN 450-1; Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria. Slovenski Inštitut za Standardizacijo: Ljubljana, Slovenia, 2012; 50.
- ASTM C618-15; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2015.
- Abdullahi, M. Characteristics of Wood ASH/OPC Concrete. Leonardo Electron. J. Pract. Technol. 2006, 8, 9–16. [Google Scholar]
- Rajamma, R.; Ball, R.J.; Tarelho, L.A.C.; Allen, G.C.; Labrincha, J.A.; Ferreira, V.M. Characterisation and Use of Biomass Fly Ash in Cement-Based Materials. J. Hazard Mater. 2009, 172, 1049–1060. [Google Scholar] [CrossRef] [PubMed]
- Garcia, M.D.L.; Sousa-Coutinho, J. Strength and Durability of Cement with Forest Waste Bottom Ash. Constr. Build. Mater. 2013, 41, 897–910. [Google Scholar] [CrossRef]
- Carević, I.; Serdar, M.; Štirmer, N.; Ukrainczyk, N. Preliminary Screening of Wood Biomass Ashes for Partial Resources Replacements in Cementitious Materials. J. Clean. Prod. 2019, 229, 1045–1064. [Google Scholar] [CrossRef]
- Celik, I.B. The Effects of Particle Size Distribution and Surface Area upon Cement Strength Development. Powder Technol. 2009, 188, 272–276. [Google Scholar] [CrossRef]
- Rajamma, R.; Senff, L.; Ribeiro, M.J.; Labrincha, J.A.; Ball, R.J.; Allen, G.C.; Ferreira, V.M. Biomass Fly Ash Effect on Fresh and Hardened State Properties of Cement Based Materials. Compos. B Eng. 2015, 77, 1–9. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Ottosen, L.M. Characterization of Coal Bio Ash from Wood Pellets and Low-Alkali Coal Fly Ash and Use as Partial Cement Replacement in Mortar. Cem. Concr. Compos. 2019, 95, 25–32. [Google Scholar] [CrossRef]
- Castrillón, J.J.; Gil, H. Mechanical Properties of Mortars Modified with Wood Waste Ash. J. Indian Acad. Wood Sci. 2020, 17, 90–99. [Google Scholar] [CrossRef]
- Baričević, A.; Carević, I.; Bajto, J.Š.; Štirmer, N.; Bezinović, M.; Kristović, K. Potential of Using Wood Biomass Ash in Low-Strength Composites. Materials 2021, 14, 1250. [Google Scholar] [CrossRef] [PubMed]
- Abdulkareem, O.A.; Matthews, J.C.; Bakri, A.M.M.A. Strength and Porosity Characterizations of Blended Biomass Wood Ash-Fly Ash-Based Geopolymer Mortar. AIP Conf. Proc. 2018, 2045, 020096. [Google Scholar]
- Amaral, R.C.; Rohden, A.B.; Garcez, M.R.; Andrade, J.J. de O. Reuse of Wood Ash from Biomass Combustion in Non-structural Concrete: Mechanical Properties, Durability, and Eco-efficiency. J. Mater. Cycles Waste Manag. Vol. 2022, 24, 2439–2454. [Google Scholar] [CrossRef]
- Cheah, C.B.; Part, W.K.; Ramli, M. The Long Term Engineering Properties of Cementless Building Block Work Containing Large Volume of Wood Ash and Coal Fly Ash. Constr. Build. Mater. 2017, 143, 522–536. [Google Scholar] [CrossRef]
- Chowdhury, S.; Maniar, A.; Suganya, O.M. Strength Development in Concrete with Wood Ash Blended Cement and Use of Soft Computing Models to Predict Strength Parameters. J. Adv. Res. 2015, 6, 907–913. [Google Scholar] [CrossRef] [Green Version]
- Carević, I.; Baričević, A.; Štirmer, N.; Šantek Bajto, J. Correlation between Physical and Chemical Properties of Wood Biomass Ash and Cement Composites Performances. Constr. Build. Mater. 2020, 256, 119450. [Google Scholar] [CrossRef]
- Sklivaniti, V.; Tsakiridis, P.E.; Katsiotis, N.S.; Velissariou, D.; Pistofidis, N.; Papageorgiou, D.; Beazi, M. Valorisation of Woody Biomass Bottom Ash in Portland Cement: A Characterization and Hydration Study. J. Environ. Chem. Eng. 2017, 5, 205–213. [Google Scholar] [CrossRef]
- Štirmer, N.; Carević, I.; Milovanović, B.; Baricevic, A. Market Potential of Wood Biomass Ash Utilisation in Cement Composites-Croatian Case Study. In Proceedings of the SynerCrete’18 International Conference on Interdisciplinary Approaches for Cement-based Materials and Structural Concrete, Funchal, Madeir, Portugal, 24 October 2018; pp. 24–26. [Google Scholar]
- Carević, I.; Štirmer, N.; Trkmić, M.; Jurić, K.K. Leaching Characteristics of Wood Biomass Fly Ash Cement Composites. Appl. Sci. 2020, 10, 8704. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Phase Development and Mechanical Response of Low-Level Cement Replacements with Wood Ash and Washed Wood Ash. Constr. Build. Mater. 2021, 269, 121234. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An Overview of the Chemical Composition of Biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Mahmood, Y.A. Ash from Timber Waste as Cement Replacement Material. Cem. Concr. Compos. 2002, 24, 219–222. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Ejeh, S.P. Effects of the Incorporation of Sawdust Waste Incineration Fly Ash in Cement Pastes and Mortars. J. Asian Archit. Build. Eng. 2004, 3, 117654. [Google Scholar] [CrossRef]
- Udoeyo, F.F.; Dashibil, P.U. Sawdust Ash as Concrete Material. J. Mater. Civ. Eng. 2002, 14, 173–176. [Google Scholar] [CrossRef]
- Pavlíková, M.; Zemanová, L.; Pokorný, J.; Záleská, M.; Jankovský, O.; Lojka, M.; Sedmidubský, D.; Pavlík, Z. Valorization of Wood Chips Ash as an Eco-Friendly Mineral Admixture in Mortar Mix Design. Waste Manag. 2018, 80, 89–100. [Google Scholar] [CrossRef]
- Samsudin, M.H.; Chee Ban, C. Granulated Blast Furnace Slag and High Calcium Wood Ash (GGBS-HCWA) for the Fabrication of Geopolymer Mortar. Adv. Environ. Biol. 2015, 9, 22–25. [Google Scholar]
- Jurić, K.K.; Carević, I.; Serdar, M.; Štirmer, N. Feasibility of Using Pozzolanicity Tests to Assess Reactivity of Wood Biomass Fly Ashes. Gradjevinar 2021, 72, 1145–1153. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Reaction Mechanisms of Wood Ash for Use as a Partial Cement Replacement. Constr. Build. Mater. 2021, 286, 122889. [Google Scholar] [CrossRef]
- Ngueyep, M.; Leroy, L. Valorization of Wood Ashes as Partial Replacement of Portland Cement: Mechanical Performance and Durability. Eur. J. Sci. Res. 2019, 151, 468–478. [Google Scholar]
- ASTM C311; Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete 1. ASTM: West Conshohocken, PA, USA, 2009.
- EN 196-2; Method of Testing Cement—Part 2: Chemical Analysis of Cement. British Standards Institution: Loughborough, UK, 2013.
- Hamid, Z.; Rafiq, S. A Comparative Study on Strength of Concrete Using Wood Ash as Partial Replacement of Cement. IOP Conf. Ser. Mater. Sci. Eng. 2020, 955, 012043. [Google Scholar] [CrossRef]
- Tamanna, K.; Raman, S.N.; Jamil, M.; Hamid, R. Utilization of Wood Waste Ash in Construction Technology: A Review. Constr. Build. Mater. 2020, 237, 117654. [Google Scholar] [CrossRef]
- Doudart de la Grée, G.C.H.; Florea, M.V.A.; Keulen, A.; Brouwers, H.J.H. Contaminated Biomass Fly Ashes—Characterization and Treatment Optimization for Reuse as Building Materials. Waste Manag. 2016, 49, 96–109. [Google Scholar] [CrossRef]
- Massazza, F. Pozzolana and Pozzolanic Cements. In Lea’s Chemistry of Cement and Concrete; Elsevier: Amsterdam, The Netherlands, 1998; pp. 471–635. [Google Scholar]
- Fořt, J.; Šál, J.; Žák, J.; Černý, R. Assessment of Wood-Based Fly Ash as Alternative Cement Replacement. Sustainbility 2020, 12, 9580. [Google Scholar] [CrossRef]
- Demis, S.; Tapali, J.G.; Papadakis, V.G. An Investigation of the Effectiveness of the Utilization of Biomass Ashes as Pozzolanic Materials. Constr. Build. Mater. 2014, 68, 291–300. [Google Scholar] [CrossRef]
- Snellings, R.; Mertens, G.; Elsen, J. Supplementary Cementitious Materials. Rev. Miner. Geochem. 2012, 74, 211–278. [Google Scholar] [CrossRef]
- EN 196-5; Methods of Testing Cement—Part 5—Pozzolanicity Test for Pozzolanic Cement. British Standards Institution: Loughborough, UK, 2011.
- Cheah, C.B.; Ramli, M. Mechanical Strength, Durability and Drying Shrinkage of Structural Mortar Containing HCWA as Partial Replacement of Cement. Constr. Build. Mater. 2012, 30, 320–329. [Google Scholar] [CrossRef]
- EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. Malawi Bureau of Standards: Blantyre, Malawi, 2011.
- Carević, I.; Pečur, I.B.; Štirmer, N. Durability Properties of Cement Composities with Wood Biomass Ash. In Proceedings of the 4th International Conference of Service Life Design for Infrastructures (SLD4), RILEM WEEK 2018, Delft, The Netherlands, 27–30 August 2018. [Google Scholar]
- Sharma, M.; Lalotra, S. An Experimental Study on Strength of Concrete with Partial Replacement of Cement by Wood Ash and Fine Aggregate by Copper Slag. Int. Res. J. Eng. Technol. 2022, 9, 412–418. [Google Scholar]
- Brazão Farinha, C.; de Brito, J.; Veiga, R. Influence of Forest Biomass Bottom Ashes on the Fresh, Water and Mechanical Behaviour of Cement-Based Mortars. Resour. Conserv. Recycl. 2019, 149, 750–759. [Google Scholar] [CrossRef]
- Yang, Z.; Huddleston, J.; Brown, H. Effects of Wood Ash on Properties of Concrete and Flowable Fill. J. Mater. Sci. Chem. Eng. 2016, 4, 101–114. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.J.; Shih, N.H.; Wu, C.H.; Lin, S.K. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainbility 2019, 11, 2704. [Google Scholar] [CrossRef] [Green Version]
- Speight, J.G. Test Methods for Aggregate and Asphalt Concrete. In Asphalt Materials Science and Technology; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Subramaniam, P.; Subasinghe, K.; Fonseka, W.R.K. Wood Ash as An Effective Raw Material for Concrete Blocks. Int. J. Res. Eng. Technol. 2015, 4, 228–233. [Google Scholar]
- Naik, T.R.; Kraus, R.N.; Siddique, R. Demonstration of Manufacturing Technology for Concrete and CLSM Utilizing Wood Ash from Wisconsin. UWM Cent. By Prod. Util. 2002, 538, 124. [Google Scholar]
- Cheah, C.B.; Ramli, M. The Engineering Properties of High Performance Concrete with HCWA-DSF Supplementary Binder. Constr. Build. Mater. 2013, 40, 93–103. [Google Scholar] [CrossRef]
- Lessard, J.-M.; Omran, A.; Tagnit-Hamou, A.; Gagne, R. Feasibility of Using Biomass Fly and Bottom Ashes to Produce RCC and PCC. J. Mater. Civ. Eng. 2017, 29, 04016267. [Google Scholar] [CrossRef]
- Akinyemi, B.A.; Dai, C. Development of Banana Fibers and Wood Bottom Ash Modified Cement Mortars. Constr. Build. Mater. 2020, 241, 118041. [Google Scholar] [CrossRef]
- Raju, R.; Paul, M.M.; Aboobacker, K.A. Strength Performance of Concrete Using Bottom Ash as Fine Aggregate. Impact J. 2014, 2, 111–122. [Google Scholar]
- Candamano, S.; Crea, F.; Romano, D.; Iacobini, I. Workability, Strength and Drying Shrinkage of Structural Mortar Containing Forest Biomass Ash in Partial Replacement of Cement. Adv. Mater. Res. 2014, 1051, 73–742. [Google Scholar] [CrossRef]
- Koppejan, J.; van Loo, S. Biomass Fuel Supply and Pre-Treatment. In Handbook of Biomass Combustion and Cofiring; Earthscan: Oxfordshire, UK, 2012; pp. 54–111. [Google Scholar]
- Supancic, K.; Obernberger, I.; Kienzl, N.; Arich, A. Conversion and Leaching Characteristics of Biomass Ashes during Outdoor Storage—Results of Laboratory Tests. Biomass Bioenergy 2014, 61, 211–226. [Google Scholar] [CrossRef]
- Rissanen, J.; Ohenoja, K.; Kinnunen, P.; Illikainen, M. Peat-Wood Fly Ash as Cold-Region Supplementary Cementitious Material: Air Content and Freeze-Thaw Resistance of Air-Entrained Mortars. J. Mater. Civ. Eng. 2020, 32, 04020119. [Google Scholar] [CrossRef]
- Kothari, A.; Habermehl-Cwirzen, K.; Hedlund, H.; Cwirzen, A. A Review of the Mechanical Properties and Durability of Ecological Concretes in a Cold Climate in Comparison to Standard Ordinary Portland Cement-Based Concrete. Materials 2020, 13, 3467. [Google Scholar] [CrossRef]
- Wang, S.; Llamazos, E.; Baxter, L.; Fonseca, F. Durability of Biomass Fly Ash Concrete: Freezing and Thawing and Rapid Chloride Permeability Tests. Fuel 2008, 87, 359–364. [Google Scholar] [CrossRef]
- Nilsson, L.; Ngo, M.H.; Gjørv, O.E. High-Performance Repair Materials for Concrete Structures in the Port of Gothenburg. In Proceedings of the Second International Conference on Concrete Under Severe Conditions: Environment and loading, Tromsø, Norway, 21–24 June 1998; Volume 2, pp. 1193–1198. [Google Scholar]
- Kandasamy, S.; Shehata, M.H. The Capacity of Ternary Blends Containing Slag and High-Calcium Fly Ash to Mitigate Alkali Silica Reaction. Cem. Concr. Compos. 2014, 49, 92–99. [Google Scholar] [CrossRef]
- Ramyar, K.; Çopuroǧlu, O.; Andiç, Ö.; Fraaij, A.L.A. Comparison of Alkali–Silica Reaction Products of Fly-Ash- or Lithium-Salt-Bearing Mortar under Long-Term Accelerated Curing. Cem. Concr. Res. 2004, 34, 1179–1183. [Google Scholar] [CrossRef]
- Esteves, T.C.; Rajamma, R.; Soares, D.; Silva, A.S.; Ferreira, V.M.; Labrincha, J.A. Use of Biomass Fly Ash for Mitigation of Alkali-Silica Reaction of Cement Mortars. Constr. Build. Mater. 2012, 26, 687–693. [Google Scholar] [CrossRef]
- Wang, S.; Baxter, L. Comprehensive Study of Biomass Fly Ash in Concrete: Strength, Microscopy, Kinetics and Durability. Fuel Process. Technol. 2007, 88, 1165–1170. [Google Scholar] [CrossRef]
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM: West Conshohocken, PA, USA, 2018.
- Silva, G.J.B.; Santana, V.P.; Wójcik, M. Investigation on Mechanical and Microstructural Properties of Alkali-Activated Materials Made of Wood Biomass Ash and Glass Powder. Powder Technol. 2021, 377, 900–912. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejad, Z.; Yliniemi, J.; Kinnunen, P.; Illikainen, M. One-Part Alkali-Activated Materials: A Review. Cem. Concr. Res. 2018, 103, 21–34. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Awoyera, P.O.; Adesina, A.; Sivakrishna, A.; Gobinath, R.; Kumar, K.R.; Srinivas, A. Alkali Activated Binders: Challenges and Opportunities. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2020; Volume 27, pp. 40–43. [Google Scholar]
- Abdulkareem, O.A.; Ramli, M.; Matthews, J.C. Production of Geopolymer Mortar System Containing High Calcium Biomass Wood Ash as a Partial Substitution to Fly Ash: An Early Age Evaluation. Compos. B Eng. 2019, 174, 106941. [Google Scholar] [CrossRef]
- Ban, C.C.; Ken, P.W.; Ramli, M. Mechanical and Durability Performance of Novel Self-Activating Geopolymer Mortars. Procedia Eng. 2017, 171, 564–571. [Google Scholar] [CrossRef]
- Cheah, C.B.; Samsudin, M.H.; Ramli, M.; Part, W.K.; Tan, L.E. The Use of High Calcium Wood Ash in the Preparation of Ground Granulated Blast Furnace Slag and Pulverized Fly Ash Geopolymers: A Complete Microstructural and Mechanical Characterization. J. Clean. Prod. 2017, 156, 114–123. [Google Scholar] [CrossRef]
- Bajare, D.; Bumanis, G.; Shakhmenko, G.; Justs, J. Obtaining Composition of Geopolymers (Alkali Activated Binders) from Local Industrial Wastes. In Proceedings of the 3rd International Conference CIVIL ENGINEERING’11 Proceedings, Jelgava, Latvia, 12–13 May 2011; pp. 50–56. [Google Scholar]
- Cheah, C.B.; Part, W.K.; Ramli, M. The Hybridizations of Coal Fly Ash and Wood Ash for the Fabrication of Low Alkalinity Geopolymer Load Bearing Block Cured at Ambient Temperature. Constr. Build. Mater. 2015, 88, 41–55. [Google Scholar] [CrossRef]
- Owaid, H.M.; Al-Rubaye, M.M.; Al-Baghdadi, H.M. Use of Waste Paper Ash or Wood Ash as Substitution to Fly Ash in Production of Geopolymer Concrete. Sci. Rev. Eng. Environ. Sci. 2021, 30, 464–476. [Google Scholar] [CrossRef]
- Astutiningsih, S.; Liu, Y. Geopolymerisation of Australian Slag with Effective Dissolution by the Alkali. In Proceedings of the World Congress Geopolymer, Saint Quentin, France, 28 June–1 July 2005; pp. 69–73. [Google Scholar]
- Luga, E.; Peqini, K. The The Influence of Oxide Content on the Properties of Fly Ash/Slag Geopolymer Mortars Activated with NaOH. Period. Polytech. Civ. Eng. 2019, 63, 1217–1224. [Google Scholar] [CrossRef]
- Candamano, S.; De Luca, P.; Frontera, P.; Crea, F. Production of Geopolymeric Mortars Containing Forest Biomass Ash as Partial Replacement of Metakaolin. Environments 2017, 4, 74. [Google Scholar] [CrossRef] [Green Version]
- De Rossi, A.; Simão, L.; Ribeiro, M.J.; Hotza, D.; Moreira, R.F.P.M. Study of Cure Conditions Effect on the Properties of Wood Biomass Fly Ash Geopolymers. J. Mater. Res. Technol. 2020, 9, 7518–7528. [Google Scholar] [CrossRef]
- Nader, V.; Awwad, E.; Wakim, J.; Haya, L.B. A Study on Cement-Based Mixes with Partial Wood Bottom Ash Replacement. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2020, 173, 15–23. [Google Scholar] [CrossRef]
- Usta, M.C.; Yörük, C.R.; Uibu, M.; Hain, T.; Gregor, A.; Trikkel, A. CO2 Curing of Ca-Rich Fly Ashes to Produce Cement-Free Building Materials. Minerals 2022, 12, 513. [Google Scholar] [CrossRef]
- Norouzi, M.; Chàfer, M.; Cabeza, L.F.; Jiménez, L.; Boer, D. Circular Economy in the Building and Construction Sector: A Scientific Evolution Analysis. J. Build. Eng. 2021, 44, 102704. [Google Scholar] [CrossRef]
- Ghufran, M.; Khan, K.I.A.; Ullah, F.; Nasir, A.R.; Al Alahmadi, A.A.; Alzaed, A.N.; Alwetaishi, M. Circular Economy in the Construction Industry: A Step towards Sustainable Development. Buildings 2022, 12, 4. [Google Scholar] [CrossRef]
- Turk, J.; Cotič, Z.; Mladenovič, A.; Šajna, A. Environmental Evaluation of Green Concretes versus Conventional Concrete by Means of LCA. Waste Manag. 2015, 45, 194–205. [Google Scholar] [CrossRef]
- The European Commission’s Knowledge Centre for Bioeconomy. Brief on Biomass for Energy in the European Union; The European Commission’s Knowledge Centre for Bioeconomy: Bruxelles, Belgium, 2018. [Google Scholar]
- Celik, K.; Meral, C.; Petek Gursel, A.; Mehta, P.K.; Horvath, A.; Monteiro, P.J.M. Mechanical Properties, Durability, and Life-Cycle Assessment of Self-Consolidating Concrete Mixtures Made with Blended Portland Cements Containing Fly Ash and Limestone Powder. Cem. Concr. Compos. 2015, 56, 59–72. [Google Scholar] [CrossRef] [Green Version]
- Gaudreault, C.; Lama, I.; Sain, D. Is the Beneficial Use of Wood Ash Environmentally Beneficial? A Screening-Level Life Cycle Assessment and Uncertainty Analysis. J. Ind. Ecol. 2020, 24, 1300–1309. [Google Scholar] [CrossRef]
- Milovanović, B.; Štirmer, N.; Carević, I.; Baričević, A. Wood Biomass Ash as a Raw Material in Concrete Industry. Gradjevinar 2019, 71, 505–514. [Google Scholar] [CrossRef]
- Mydin, M.A.O. Effect of Silica Fume and Wood Ash Additions on Flexural and Splitting Tensile Strength of Lightweight Foamed Concrete. J. Teknol. 2015, 74, 2180–3722. [Google Scholar]
- Usman, M.; Khan, A.Y.; Farooq, S.H.; Hanif, A.; Tang, S.; Khushnood, R.A.; Rizwan, S.A. Eco-Friendly Self-Compacting Cement Pastes Incorporating Wood Waste as Cement Replacement: A Feasibility Study. J. Clean. Prod. 2018, 190, 679–688. [Google Scholar] [CrossRef]
- Bhat, J.A. Mechanical Behaviour of Self Compacting Concrete: Effect of Wood Ash and Coal Ash as Partial Cement Replacement. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2020; Volume 42, pp. 1470–1476. [Google Scholar]
- Vu, V.A.; Cloutier, A.; Bissonnette, B.; Blanchet, P.; Duchesne, J. The Effect of Wood Ash as a Partial Cement Replacement Material for Making Wood-Cement Panels. Materials 2019, 12, 2766. [Google Scholar] [CrossRef] [Green Version]
- Harja, M.; Gencel, O.; Sarı, A.; Sutcu, M.; Erdogmus, E.; Hekimoglu, G. Production and Characterization of Natural Clay-Free Green Building Brick Materials Using Water Treatment Sludge and Oak Wood Ash. Arch. Civ. Mech. Eng. 2022, 22, 79. [Google Scholar] [CrossRef]
- Boussaa, N.; Kheloui, F.; Chelouah, N. Mechanical, Thermal and Durability Investigation of Compressed Earth Bricks Stabilized with Wood Biomass Ash. Constr. Build. Mater. 2023, 364, 129874. [Google Scholar] [CrossRef]
- Abdulkareem, M.; Komkova, A.; Havukainen, J.; Habert, G.; Horttanainen, M. Identifying Optimal Precursors for Geopolymer Composite Mix Design for Different Regional Settings: A Multi-Objective Optimization Study. Recycling 2023, 8, 32. [Google Scholar] [CrossRef]
- da Costa, T.P.; Quinteiro, P.; Tarelho, L.A.C.; Arroja, L.; Dias, A.C. Environmental Assessment of Valorisation Alternatives for Woody Biomass Ash in Construction Materials. Resour. Conserv. Recycl. 2019, 148, 67–79. [Google Scholar] [CrossRef]
- Kannan, V.; Raja Priya, P. Evaluation of the Permeability of High Strength Concrete Using Metakaolin and Wood Ash as Partial Replacement for Cement. SN Appl. Sci. 2021, 3, 90. [Google Scholar] [CrossRef]



| Ash Type | Combustion | SiO2 | Al2O3 | Fe2O3 | Sum of Pozzolanic Oxides | CaO | MgO | K2O | Na2O | TiO2 | P2O2 | SO3 | Cl− | MnO | LOI | References | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Method | Temperature (°C) | ||||||||||||||||
| Sawdust | Open burning | - | 67.20 | 4.09 | 2.26 | 73.52 | 9.98 | 5.80 | - | 0.08 | - | 0.48 | 0.45 | - | - | 4.67 a | [48,49] |
| Sawdust | Open burning | - | 78.92 | 0.89 | 0.85 | 80.66 | 0.58 | 0.96 | - | 0.43 | - | - | - | 17.93 | - | 8.40 a | [50] |
| Wood | Local bakery oven | - | 31.8 | 28 | 2.34 | 62.14 | 10.53 | 9.32 | 10.38 | 6.5 | - | - | - | - | - | 27 a | [29] |
| Wood | - | - | 73.01 | 11.93 | 3.38 | 88.32 | 2.64 | 1.03 | 4.14 | 3.81 | 0.48 | 0.59 | <0.05 | 0.009 | - | 1.47 a | [8] |
| Wood | GF | 1000 | 41 | 9.30 | 2.6 | 52.9 | 11.4 | 2.30 | 3.9 | 0.9 | 0.4 | 0.3 | - | - | 0.3 | 25 b | [30,34] |
| Wood | GF | - | 15 | 2.59 | 3.98 | 21.57 | 55.50 | 2.66 | 10.7 | 0.64 | 0.51 | 0.9 | 1.4 | - | - | - | [6] |
| Wood | - | - | 47 | 8.70 | 5.10 | 60.8 | 17.40 | 3.3 | 6.7 | 1.0 | - | 3.1 | 3.0 | 0.6 | 5.1 a | [51] | |
| Wood | - | 800 | 2.70 | 1.30 | 1.30 | 5.30 | 61.0 | 8.70 | 12.0 | - | 0.11 | 2.70 | 2.80 | 0.10 | 0.86 | 18 a | [38,52] |
| Wood | GF | 800 | 39.95 | 10.50 | 4.23 | 54.68 | 16.25 | 4.30 | 4.77 | 1.32 | 1.17 | 1.35 | 0.60 | - | - | 8.3 a | [53] |
| Wood | GF | 500–1000 | 19.8 | 6.16 | 2.85 | 28.81 | 46.75 | 8.26 | 6.05 | 0.64 | 0.34 | 1.82 | 2.73 | - | - | 3.8 a | |
| Wood | PF | 700–750 | 9.28 | 2.28 | 1.47 | 13.03 | 51.90 | 3.75 | 9.20 | 0.54 | 0.15 | 1.84 | 3.58 | - | - | 13.8 a | |
| Wood | GF | 600–1000 | 11.0 | 2.4 | 2.9 | 16.3 | 53.6 | 4.2 | 14.6 | 1.0 | - | 2.9 | 5.4 | 0.8 | - | 15.0 c | [46] |
| Wood * | GF | 600–1000 | 12.7 | 3.0 | 3.2 | 18.9 | 65.0 | 5.8 | 4.4 | 1.0 | - | 3.8 | 1.3 | 0 | - | 19.6 c | |
| Wood | CFB | 760–930 | 23.8 | 5.6 | 3.1 | 32.5 | 44.7 | 4.1 | 7.6 | 0.8 | - | 3.8 | 6.1 | 0.4 | - | 16.2 c | |
| Wood * | CFB | 760–930 | 26.5 | 6.3 | 3.3 | 36.1 | 45.0 | 4.4 | 5.7 | 0.9 | - | 4.2 | 3.7 | 0 | - | 19.7 c | |
| Wood | GF | 600–1000 | 8.6 | 1.9 | 2.3 | 12.9 | 48.9 | 3.8 | 16.8 | 2.2 | - | - | 5.4 | - | - | 15 c | [54] |
| Wood | CFB | 760–930 | 21.8 | 4.9 | 2.7 | 29.4 | 45.2 | 4.0 | 7.2 | 0.8 | - | - | 5.8 | - | - | 16 c | |
| Material and Cement Replacement Ratio | Properties | Results | Observed Effects of Wood Ash | References |
|---|---|---|---|---|
| Mortar 0, 5, 10, 15, 20, 25, and 30 wt% | Setting time Soundness Compressive strength | 116–190 min (initial), 241–337 min (final) 0.70–1.45 mm 3.70–22.44 MPa (at 3–60 days) | -Pozzolanic activity -Increased water demand, setting time, and soundness -Optimum wood ash ratio: 10 wt% | [49] |
| Concrete 0, 10, 20, 30, and 40 wt% | Setting time Slump Compressive strength | 100–436 min (initial), 160–789 min (final) 30–40 mm (w/b = 0.60, 0.66, 0.67, 0.68, 0.69) 8.59–24.15 MPa (at 28–60 days) | -Pozzolanic activity -Increased water demand and setting time -Optimum wood ash ratio: 20 wt% | [29] |
| Concrete 0, 5, 10, 15, 20, 25, and 30 wt% | Slump Compressive strength Flexural strength Water absorption | 0–8 mm 12.83–28.66 MPa (at 3–90 days) 3.51–5.20 MPa (at 3–90 days) 0.14–1.05% | -Decreased workability (up to 20 wt%), and slump was not observed for higher levels -Optimum wood ash ratio: 5 and 10 wt% | [20] |
| Mortar 0, 10, 20, and 30 wt% | Slump Setting time Compressive strength Flexural strength | 110–130 mm 120–150 min 22.59–43.31 MPa (on the 28th day) 3.39–6.98 MPa (on the 28th day) | -Pozzolanic activity -Acceptable strength results up to 20 wt% wood ash | [30] |
| Mortar 0, 10, and 20 wt% | Strength Activity Index Alkali–silica reaction (ASR) expansion | 98–102% (at 28–90 days) 0.1643% for 10 wt% wood ash, 0.00669% for 20 wt% wood ash at 14 days | -Pozzolanic activity -Increased compressive strength -Decreased ASR expansion with increasing wood ash content | [8] |
| Mortar 0, 5, and 10 wt% | Compressive strength Flexural strength Resistance against chloride permeability | 32.2–65.4 MPa (at 3–365 days) 8–11.5 MPa (at 3–365 days) Low (on the 78th day) | -No pozzolanic activity -Decreased strength with increasing wood ash content -12% improvement in compressive strength after 3 days -Slightly higher chloride permeability | [31] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teker Ercan, E.E.; Andreas, L.; Cwirzen, A.; Habermehl-Cwirzen, K. Wood Ash as Sustainable Alternative Raw Material for the Production of Concrete—A Review. Materials 2023, 16, 2557. https://doi.org/10.3390/ma16072557
Teker Ercan EE, Andreas L, Cwirzen A, Habermehl-Cwirzen K. Wood Ash as Sustainable Alternative Raw Material for the Production of Concrete—A Review. Materials. 2023; 16(7):2557. https://doi.org/10.3390/ma16072557
Chicago/Turabian StyleTeker Ercan, Ece Ezgi, Lale Andreas, Andrzej Cwirzen, and Karin Habermehl-Cwirzen. 2023. "Wood Ash as Sustainable Alternative Raw Material for the Production of Concrete—A Review" Materials 16, no. 7: 2557. https://doi.org/10.3390/ma16072557