
Impact Deposition Behavior of Al/B4C Cold-Sprayed Composite Coatings: Understanding the Role of Porosity on Particle Retention


Abstract
:1. Introduction
2. Methodology and Model Configurations
2.1. The Gurson–Tvergaard–Needlman Model
2.2. The Johnson–Holmquist–Beissel Model
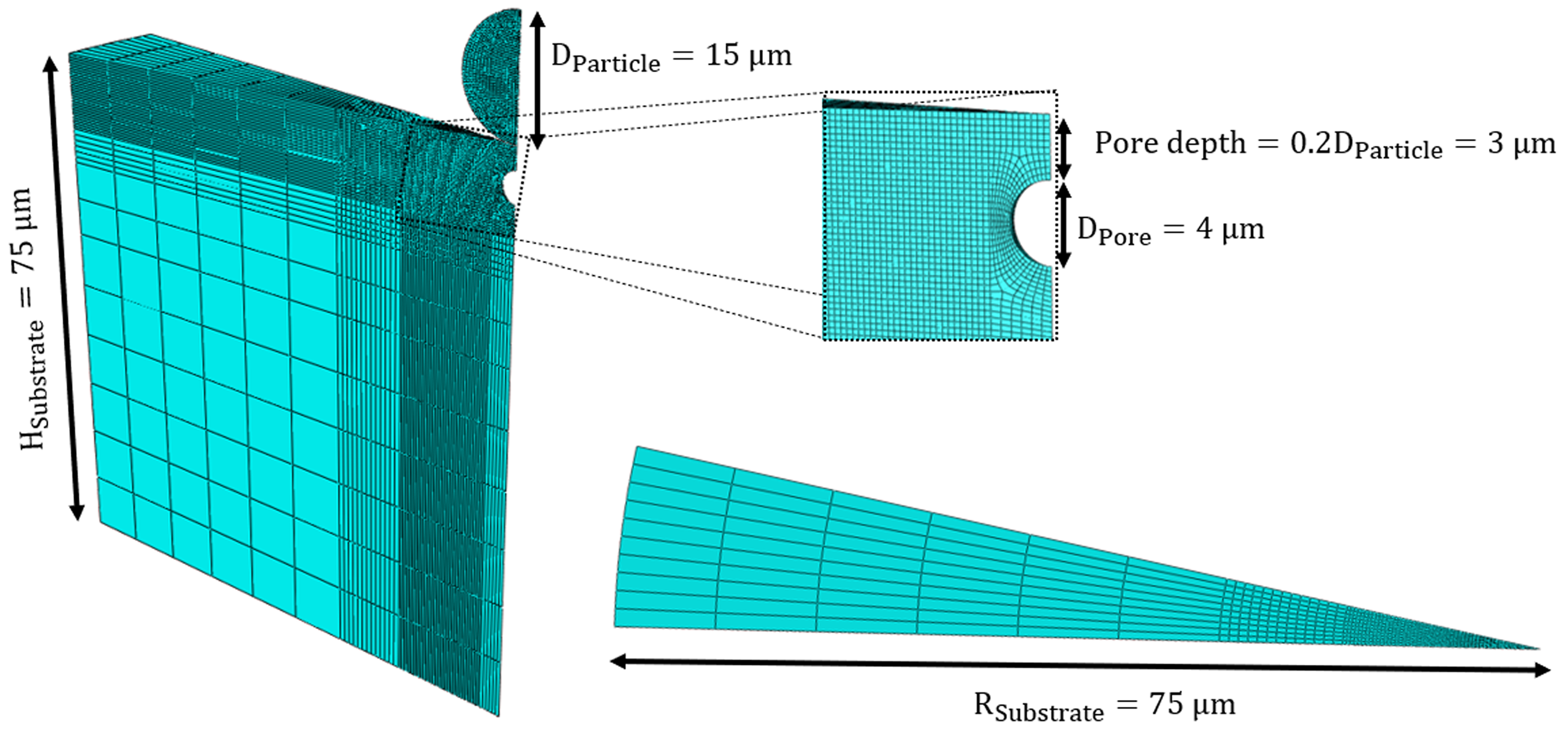
2.3. Impact Deposition Model Configurations
3. Results and Discussions
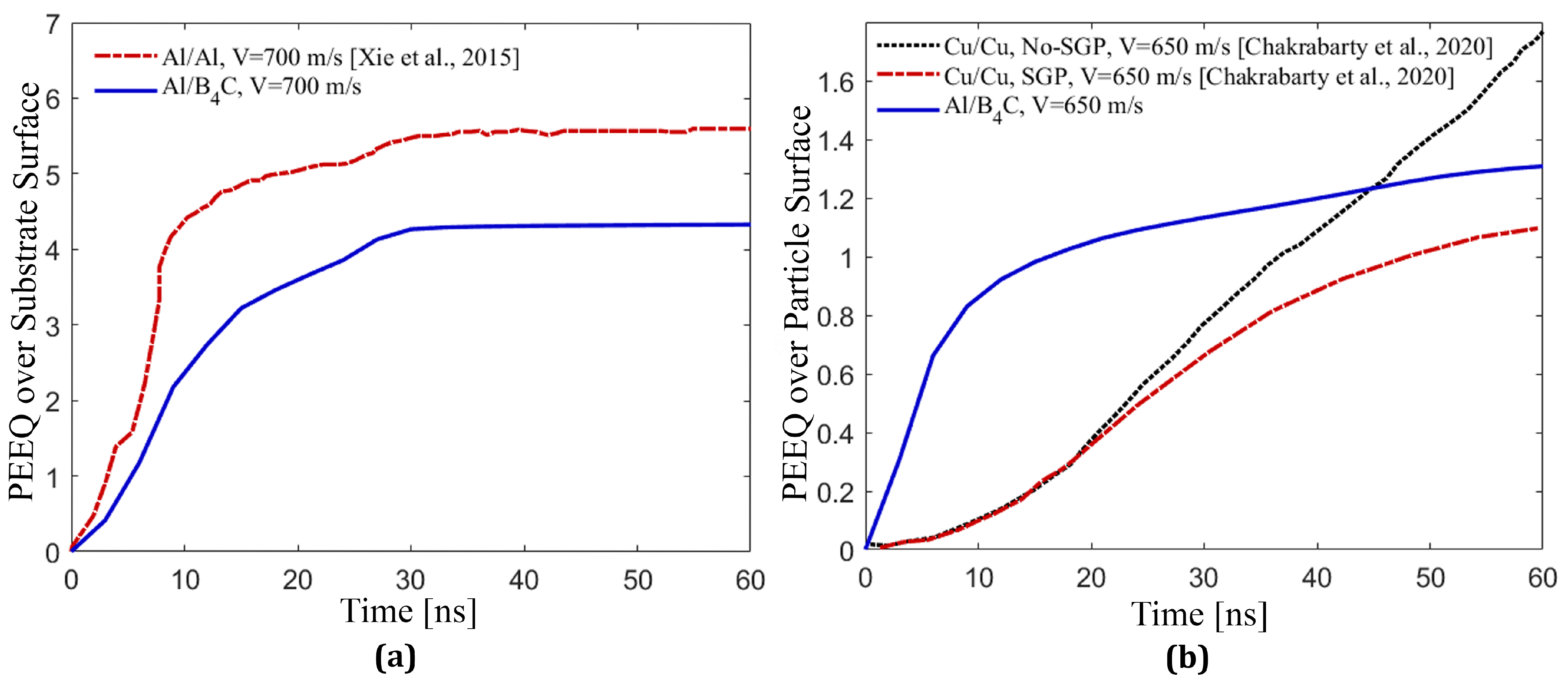
3.1. Model Evaluation
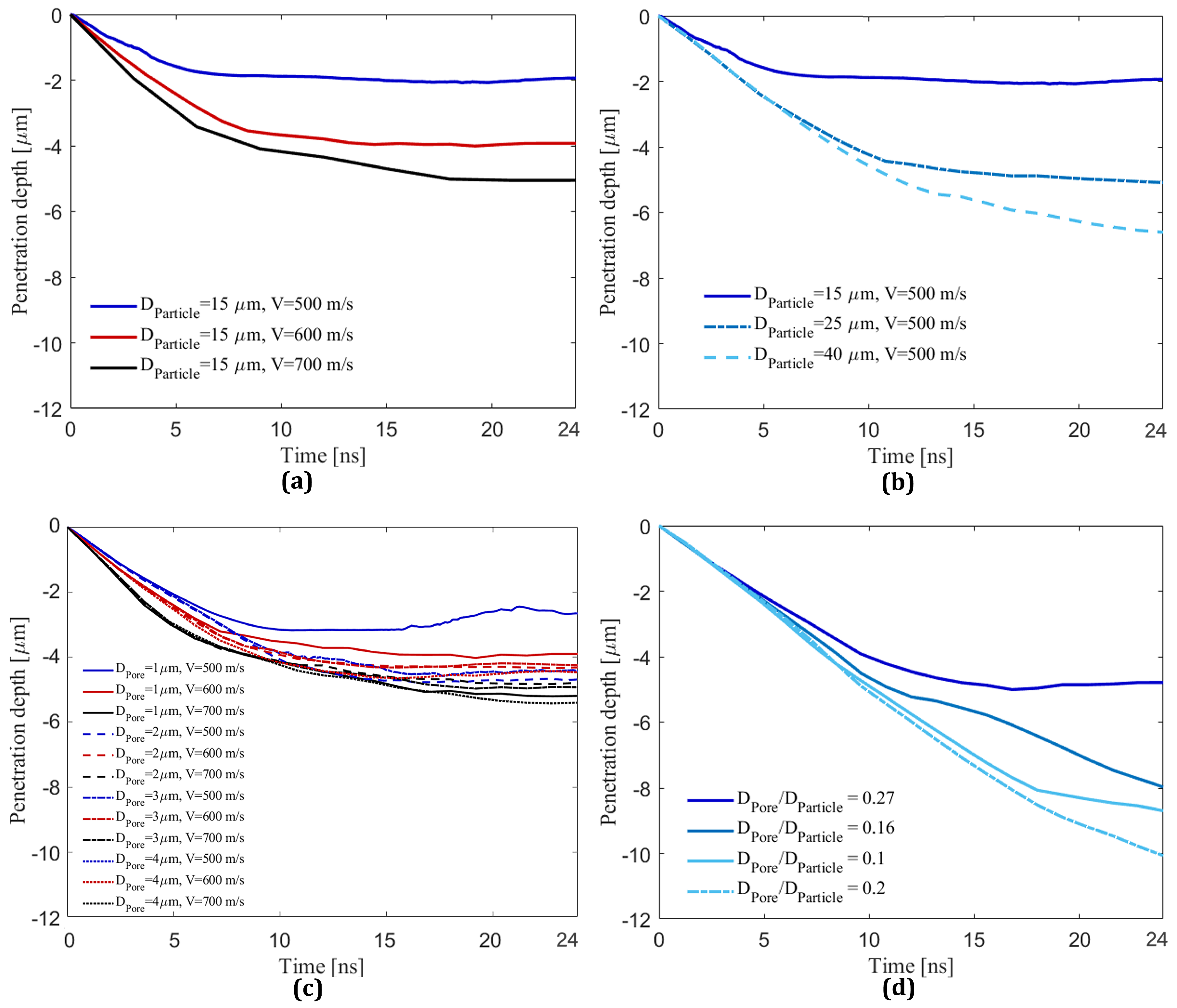
3.2. Effect of Pore Size, Particle Size, and Impact Velocity on Penetration Depth
3.3. Effect of Change in Pore Volume on the Equivalent Plastic Strain
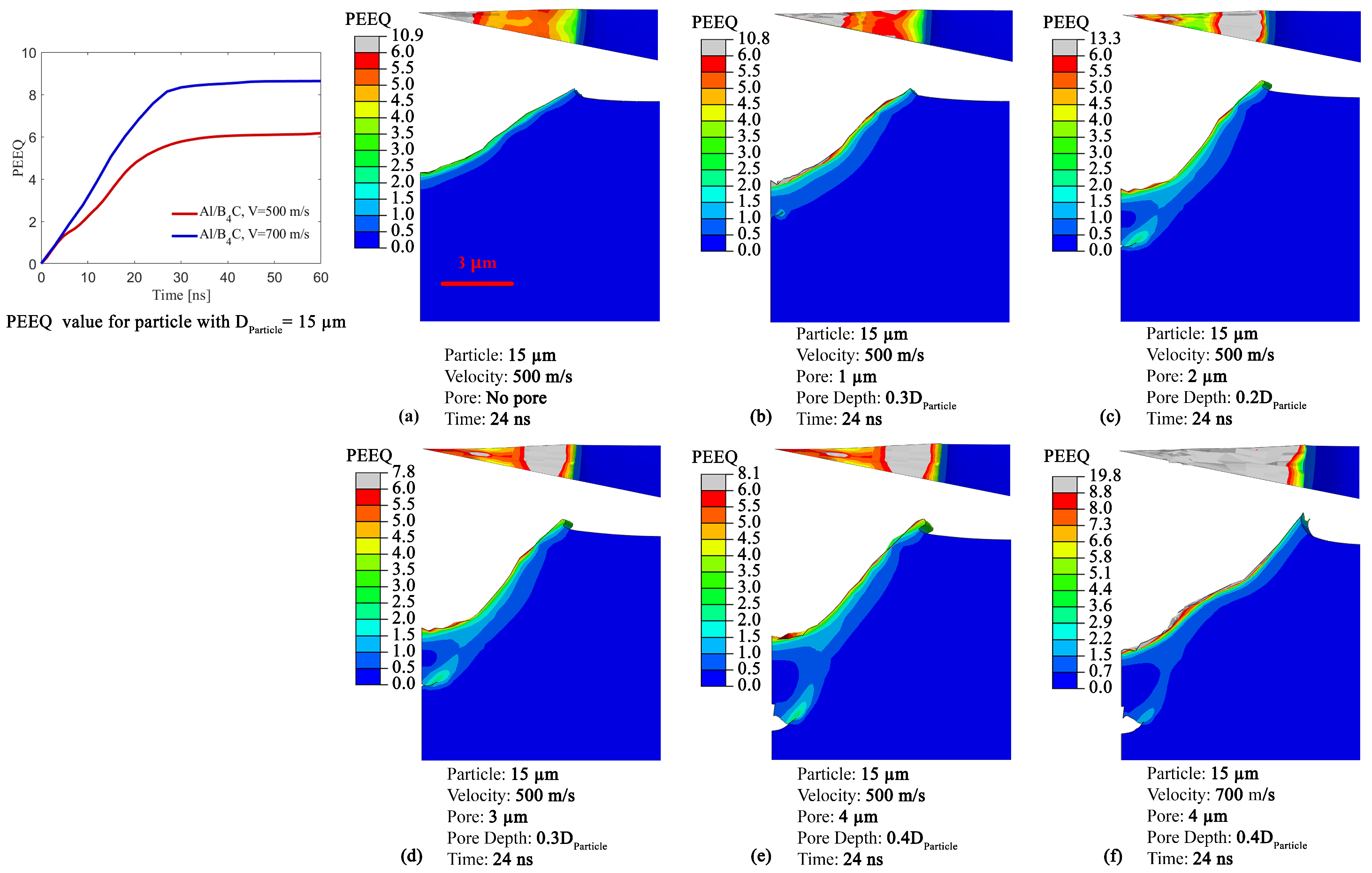
3.4. Effect of Pore Size, Particle Size, and Impact Velocity on Crater Morphology
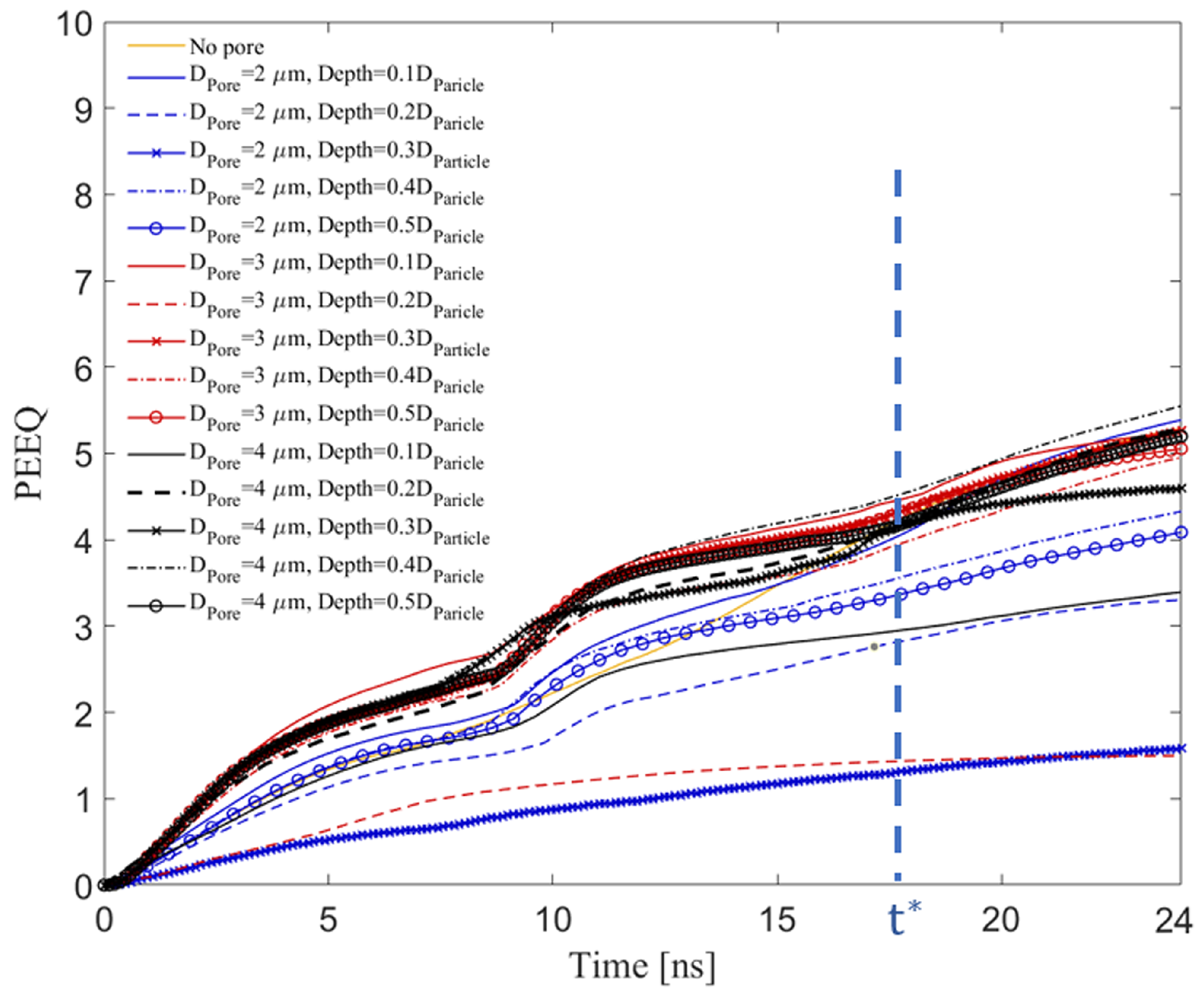
3.5. Effect of Pore Size and Depth on the Time-Evolved Equivalent Plastic Strain
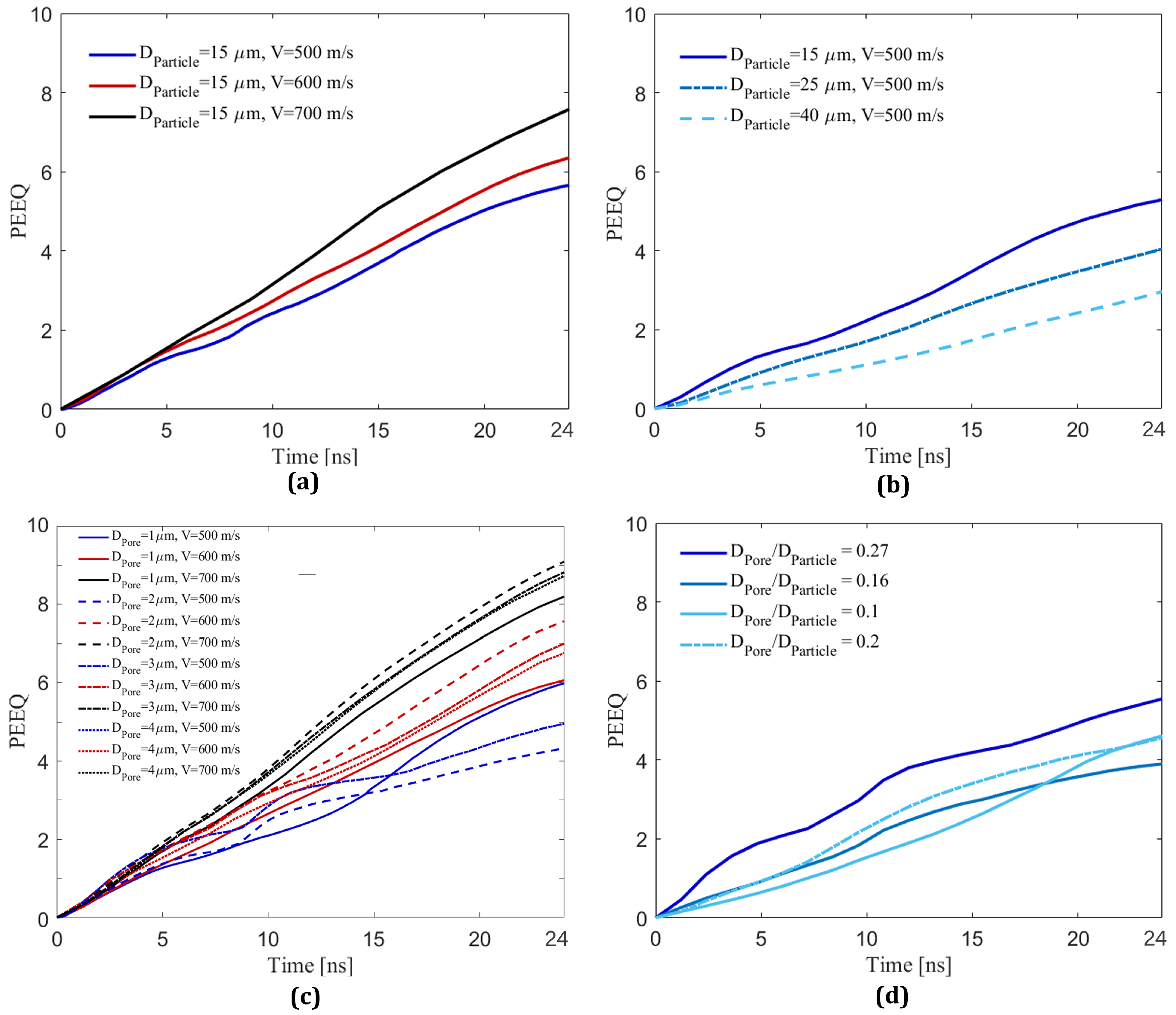
3.6. Effect of Impact Velocity, Particle Size, and Pore Size on Time-Evolved Equivalent Plastic Strain
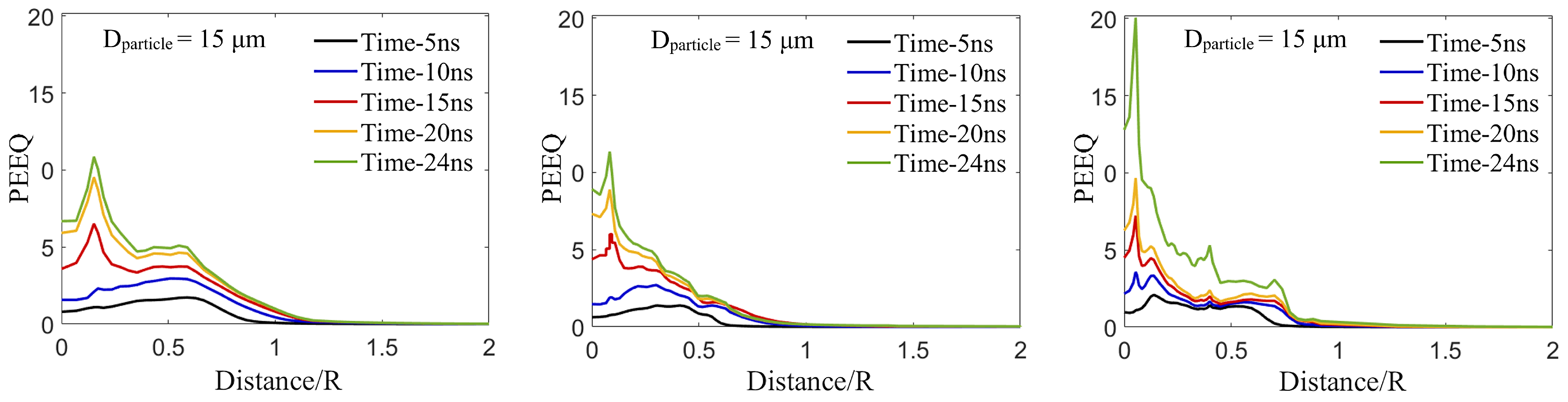
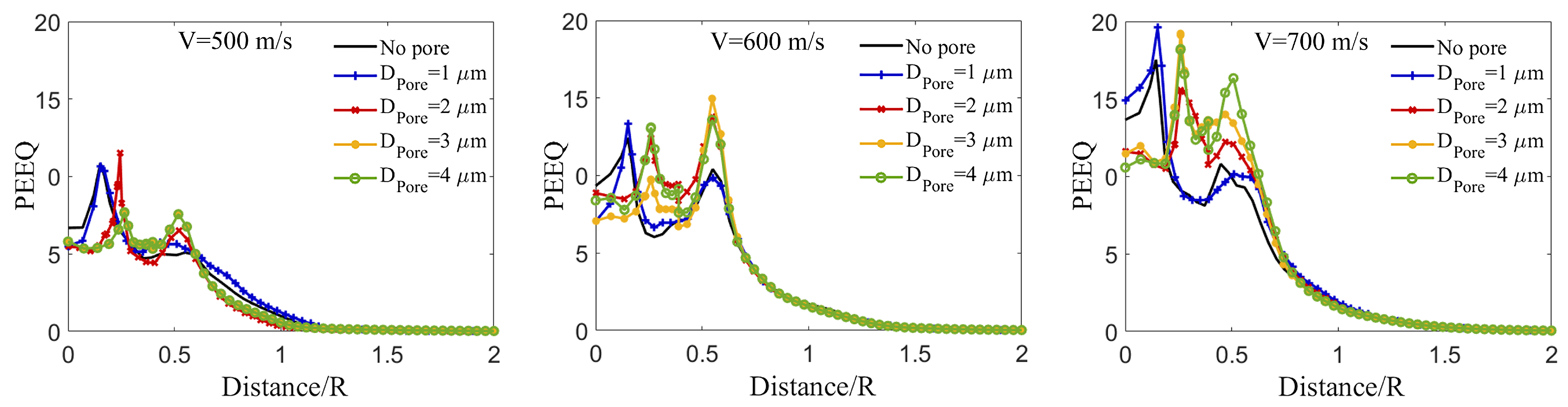
3.7. Effect of Pore Size, Particle Size, and Impact Velocity on the Localized Equivalent Plastic Strain in the Substrate
4. Conclusions
- Higher impact velocities, larger particles, and greater matrix porosity result in deeper penetration.
- Higher impact velocities and smaller particles lead to higher PEEQ values in the substrate.
- The effect of matrix pore size and depth on the PEEQ value is unclear.
- The partial or complete crush of a pore increases the non-uniform shape of the crater.
- A pore at low impact velocities produces a non-uniform distribution of the plastic strain and causes a complex interplay between penetration depth, contact-surface roughness, and the PEEQ value along the contact-surface in the substrate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 3D | Three-dimension |
| PRMMC | Particle Reinforced Metal Matrix Composite |
| FEM | Finite Element Method |
| ALE | Arbitrary Lagrangian Eulerian |
| CEL | Coupled Eulerian Lagrangian |
| SPH | Smoothed Particle Hydrodynamic |
| GTN | Gurson–Tvergaard–Needleman |
| JH | Johnson Holmquist |
| JH-1 | Johnson Holmquist-1 |
| JHB | Johnson Homquist Beissel |
| JC | Johnson–Cook model |
| SGP | Strain Gradient Plasticity |
| PEEQ | Equivalent Plastic Strain |
References
- Peng, P.; Gao, M.; Guo, E.; Kang, H.; Xie, H.; Chen, Z.; Wang, T. Deformation behavior and damage in B4Cp/6061Al composites: An actual 3D microstructure-based modeling. Mater. Sci. Eng. A 2020, 781, 139169. [Google Scholar] [CrossRef]
- Yang, T.; Yu, M.; Chen, H.; Li, W.; Liao, H. Characterisation of cold sprayed Al5056/SiCp coating: Effect of SiC particle size. Surf. Eng. 2016, 32, 641–649. [Google Scholar] [CrossRef]
- Wang, Q.; Birbilis, N.; Huang, H.; Zhang, M.X. Microstructure characterization and nanomechanics of cold-sprayed pure Al and Al-Al2O3 composite coatings. Surf. Coat. Technol. 2013, 232, 216–223. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying–A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef] [Green Version]
- Miracle, D.B.; Hunt, W. Automotive Applications of Metal Matrix Composites; Aluminium Consultant Group Inc.: Spokane, WC, USA, 2004; pp. 1029–1032. [Google Scholar]
- Sharma, D.K.; Sharma, M.; Upadhyay, G. Boron carbide (B4C) reinforced aluminum matrix composites (AMC). Int. J. Innovative Technol. Explor. Eng. 2019, 9, 2194–2203. [Google Scholar] [CrossRef]
- Kuang, C.; Tan, P.; Javed, M.; Khushi, H.H.; Nadeem, S.; Iqbal, S.; Alshammari, F.H.; Alqahtani, M.D.; Alsaab, H.O.; Awwad, N.S.; et al. Boosting Photocatalytic interaction of Sulphur doped reduced graphene oxide-based S@ rGO/NiS2 nanocomposite for destruction of pathogens and organic pollutant degradation caused by visible light. Inorg. Chem. Commun. 2022, 141, 109575. [Google Scholar] [CrossRef]
- Javed, S.M.; Ahmad, Z.; Ahmed, S.; Iqbal, S.; Naqvi, I.J.; Usman, M.; Ashiq, M.N.; Elnaggar, A.Y.; El-Bahy, Z.M. Highly dispersed active sites of Ni nanoparticles onto hierarchical reduced graphene oxide architecture towards efficient water oxidation. Fuel 2022, 312, 122926. [Google Scholar]
- Zeuner, T.; Stojanov, P.; Sahm, P.; Ruppert, H.; Engels, A. Developing trends in disc bralke technology for rail application. Mater. Sci. Technol. 1998, 14, 857–863. [Google Scholar] [CrossRef]
- Watson, I.; Forster, M.; Lee, P.; Dashwood, R.; Hamilton, R.; Chirazi, A. Investigation of the clustering behaviour of titanium diboride particles in aluminium. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1177–1187. [Google Scholar] [CrossRef]
- Meydanoglu, O.; Jodoin, B.; Kayali, E.S. Microstructure, mechanical properties and corrosion performance of 7075 Al matrix ceramic particle reinforced composite coatings produced by the cold gas dynamic spraying process. Surf. Coat. Technol. 2013, 235, 108–116. [Google Scholar] [CrossRef]
- Huang, G.; Fu, W.; Ma, L.; Li, X.; Wang, H. Cold spraying B4C particles reinforced aluminium coatings. Surf. Eng. 2019, 35, 772–783. [Google Scholar] [CrossRef]
- Xia, J.; Lewandowski, J.J.; Willard, M.A. Tension and fatigue behavior of Al-2124A/SiC-particulate metal matrix composites. Mater. Sci. Eng. A 2020, 770, 138518. [Google Scholar] [CrossRef]
- Zubcak, M.; Soltes, J.; Zimina, M.; Weinberger, T.; Enzinger, N. Investigation of Al-B4C metal matrix composites produced by friction stir additive processing. Metals 2021, 11, 2020. [Google Scholar] [CrossRef]
- Panwar, N.; Chauhan, A. Fabrication methods of particulate reinforced Aluminium metal matrix composite-A review. Mater. Today Proc. 2018, 5, 5933–5939. [Google Scholar] [CrossRef]
- Zhang, X.; Hu, H. Solidification of Magnesium (AM50A)/vol%. SiCp composite. IOP Conf. Ser. Mater. Sci. Eng. 2012, 27, 012023. [Google Scholar] [CrossRef]
- Moazami-Goudarzi, M.; Akhlaghi, F. Effect of nanosized SiC particles addition to CP Al and Al–Mg powders on their compaction behavior. Powder Technol. 2013, 245, 126–133. [Google Scholar] [CrossRef]
- Torres, B.; Garrido, M.A.; Rico, A.; Rodrigo, P.; Campo, M.; Rams, J. Wear behaviour of thermal spray Al/SiCp coatings. Wear 2010, 268, 828–836. [Google Scholar] [CrossRef]
- Pathak, S.; Saha, G.C. Cold Spray in the Realm of Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Zhou, X.; Chen, A.; Liu, J.; Wu, X.; Zhang, J. Preparation of metallic coatings on polymer matrix composites by cold spray. Surf. Coat. Technol. 2011, 206, 132–136. [Google Scholar] [CrossRef]
- He, L.; Hassani, M. A review of the mechanical and tribological behavior of cold spray metal matrix composites. J. Therm. Spray Technol. 2020, 29, 1565–1608. [Google Scholar] [CrossRef]
- Cavaliere, P.; Cavaliere, L.; Lekhwani. Cold-Spray Coatings; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Wielage, B.; Grund, T.; Rupprecht, C.; Kuemmel, S. New method for producing power electronic circuit boards by cold-gas spraying and investigation of adhesion mechanisms. Surf. Coat. Technol. 2010, 205, 1115–1118. [Google Scholar] [CrossRef]
- Bandar, A.M.; Mongrain, R.; Irissou, E.; Yue, S. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Bakan, E.; Marcano, D.; Zhou, D.; Sohn, Y.J.; Mauer, G.; Vaßen, R. Yb2Si2O7 environmental barrier coatings deposited by various thermal spray techniques: A preliminary comparative study. J. Therm. Spray Technol. 2017, 26, 1011–1024. [Google Scholar] [CrossRef]
- Weiller, S.; Delloro, F. A numerical study of pore formation mechanisms in aluminium cold spray coatings. Addit. Manuf. 2022, 60, 103193. [Google Scholar] [CrossRef]
- Shikalov, V.; Kosarev, V.; Vidyuk, T.; Klinkov, S.; Batraev, I. Mechanical and tribological properties of cold sprayed composite Al-B4C coatings. AIP Conf. Proc. 2021, 2448, 020021. [Google Scholar]
- Wang, Q.; Sun, Q.; Zhang, M.X.; Niu, W.J.; Tang, C.B.; Wang, K.S.; Rui, X.; Zhai, L.; Wang, L. The influence of cold and detonation thermal spraying processes on the microstructure and properties of Al-based composite coatings on Mg alloy. Surf. Coat. Technol. 2018, 352, 627–633. [Google Scholar] [CrossRef]
- Pandey, V.K.; Patel, B.P.; Guruprasad, S. Mechanical properties of Al/Al2O3 and Al/B4C composites. Adv. Mater. Res. 2016, 5, 263. [Google Scholar] [CrossRef] [Green Version]
- Glass, S.W.; Larche, M.R.; Prowant, M.S.; Suter, J.D.; Lareau, J.P.; Jiang, X.; Ross, K.A. Cold spray NDE for porosity and other process anomalies. AIP Conf. Proc. 2018, 1949, 020010. [Google Scholar]
- Song, X.; Ng, K.L.; Chea, J.M.K.; Sun, W.; Tan, A.W.Y.; Zhai, W.; Li, F.; Marinescu, I.; Liu, E. Coupled Eulerian-Lagrangian (CEL) simulation of multiple particle impact during Metal Cold Spray process for coating porosity prediction. Surf. Coat. Technol. 2020, 385, 125433. [Google Scholar] [CrossRef]
- Zhao, L.; Ren, Y.; Liu, H.; Han, R.; Cui, X.; Wang, J.; Xiong, T. Effect of Particle Size on Ceramic Particle Content in Cold Sprayed Al-Based Metal Matrix Composite Coating. J. Therm. Spray Technol. 2022, 31, 2505–2516. [Google Scholar] [CrossRef]
- Zhao, L.; Zhou, D.; Xie, G.; Peng, Y.; Cui, X.; Wang, J.; Xiong, T. Unraveling the influence of Al particle size on microstructure and tribological properties of cold sprayed Al/B4C composite coatings. Mater. Today Commun. 2023, 34, 105257. [Google Scholar] [CrossRef]
- Qiu, G.; Henke, S.; Grabe, J. Application of a Coupled Eulerian–Lagrangian approach on geomechanical problems involving large deformations. Comput. Geotech. 2011, 38, 30–39. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, C.; Li, C.J.; Liao, H. Modeling aspects of high velocity impact of particles in cold spraying by explicit finite element analysis. J. Therm. Spray Technol. 2009, 18, 921–933. [Google Scholar] [CrossRef]
- Yildirim, B.; Muftu, S.; Gouldstone, A. Modeling of high velocity impact of spherical particles. Wear 2011, 270, 703–713. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.F.; Xu, B.P.; Li, W.Y. Examination on the calculation method for modeling the multi-particle impact process in cold spraying. J. Therm. Spray Technol. 2010, 19, 1032–1041. [Google Scholar] [CrossRef]
- Johnson, G.R. A constitutive model and data for materials subjected to large strains, high strain rates, and high temperatures. In Proceedings of the Seventh International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Menikoff, R. Complete Mie-Gruneisen Equation of State (Update); Technical Report; Los Alamos National Lab. (LANL): Los Alamos, NM, USA, 2016.
- Lordejani, A.A.; Colzani, D.; Guagliano, M.; Bagherifard, S. An inclusive numerical framework to assess the role of feedstock features on the quality of cold spray deposits. Mater. Des. 2022, 224, 111374. [Google Scholar] [CrossRef]
- Schreiber, J.; Smid, I.; Eden, T.; Koudela, K.; Cote, D.; Champagne, V. Cold spray particle impact simulation using the Preston-Tonks-Wallace plasticity model. Finite Elem. Anal. Des. 2021, 191, 103557. [Google Scholar] [CrossRef]
- Elkin, A.; Lama, A.; Dautov, S.; Shornikov, P. Numerical Study of Ceramic Retention Mechanism in Cold Spraying. In ITSC2022; ASM International: Almere, The Netherlands, 2022; pp. 990–999. [Google Scholar]
- Xie, J.; Nélias, D.; Walter-Le Berre, H.; Ogawa, K.; Ichikawa, Y. Simulation of the cold spray particle deposition process. J. Tribol. 2015, 137, 041–101. [Google Scholar] [CrossRef] [Green Version]
- Chakrabarty, R.; Song, J. A modified Johnson-Cook material model with strain gradient plasticity consideration for numerical simulation of cold spray process. Surf. Coat. Technol. 2020, 397, 125981. [Google Scholar] [CrossRef]
- Chakrabarty, R.; Song, J. Effect of impact angle on ceramic deposition behavior in composite cold spray: A finite-element study. J. Therm. Spray Technol. 2017, 26, 1434–1444. [Google Scholar] [CrossRef]
- MacDonald, D.; Fernández, R.; Delloro, F.; Jodoin, B. Cold spraying of armstrong process titanium powder for additive manufacturing. J. Therm. Spray Technol. 2017, 26, 598–609. [Google Scholar] [CrossRef] [Green Version]
- Holmquist, T.J.; Johnson, G.R. Characterization and evaluation of silicon carbide for high-velocity impact. J. Appl. Phys. 2005, 97, 093502. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Yildiz, R.; Yilmaz, S. Experimental Investigation of GTN model parameters of 6061 Al alloy. Eur. J. Mech.-A/Solids 2020, 83, 104040. [Google Scholar] [CrossRef]
- Lamberts, A.; Geers, M.; van Dommelen, J.; de Lange, H.; Huizinga, A.; BV, P. Numerical Simulation of Ballistic Impacts on Ceramic Material; Eindhoven University of Technology: Eindhoven, The Netherlands, 2007. [Google Scholar]
- Li, W.Y.; Liao, H.; Li, C.J.; Bang, H.S.; Coddet, C. Numerical simulation of deformation behavior of Al particles impacting on Al substrate and effect of surface oxide films on interfacial bonding in cold spraying. Appl. Surf. Sci. 2007, 253, 5084–5091. [Google Scholar] [CrossRef]
- Benseddiq, N.; Imad, A. A ductile fracture analysis using a local damage model. Int. J. Press. Vessel. Pip. 2008, 85, 219–227. [Google Scholar] [CrossRef]
- Shao, C.; Lo, C.; Bhagavathula, K.; McDonald, A.; Hogan, J. High strength particulate aluminum matrix composite design: Synergistic strengthening strategy. Compos. Commun. 2021, 25, 100697. [Google Scholar] [CrossRef]
- Sayahlatifi, S.; Shao, C.; McDonald, A.; Hogan, J. 3D microstructure-based finite element simulation of cold-sprayed Al-Al2O3 composite coatings under quasi-static compression and indentation loading. J. Therm. Spray Technol. 2021, 31, 102–118. [Google Scholar] [CrossRef]
- Teng, B.; Wang, W.; Liu, Y.; Yuan, S. Bursting prediction of hydroforming aluminium alloy tube based on Gurson-Tvergaard-Needleman damage model. Procedia Eng. 2014, 81, 2211–2216. [Google Scholar] [CrossRef] [Green Version]
- Schaefer, M.C.; Haber, R.A. Amorphization mitigation in boron-rich boron carbides quantified by Raman spectroscopy. Ceramics 2020, 3, 297–305. [Google Scholar] [CrossRef]
- Johnson, G.R.; Holmquist, T.J.; Beissel, S.R. Response of aluminum nitride (including a phase change) to large strains, high strain rates, and high pressures. J. Appl. Phys. 2003, 94, 1639–1646. [Google Scholar] [CrossRef]
- Assadi, H.; Klassen, T.; Gartner, F. Modelling of impact and bonding of inhomogeneous particles in cold spraying. In Proceedings of the International Thermal Spray Conference, Barcelona, Spain, 21–23 May 2014; pp. 21–23. [Google Scholar]
- Chakrabarty, R.; Song, J. Numerical modeling of fracture in ceramic micro-particles and insights on ceramic retention during composite cold spray process. Surf. Coat. Technol. 2021, 409, 126830. [Google Scholar] [CrossRef]
- Holmquist, T.; Johnson, G. Characterization and evaluation of boron carbide for plate-impact conditions. J. Appl. Phys. 2006, 100, 093525. [Google Scholar] [CrossRef]
- Bae, G.; Kumar, S.; Yoon, S.; Kang, K.; Na, H.; Kim, H.J.; Lee, C. Bonding features and associated mechanisms in kinetic sprayed titanium coatings. Acta Mater. 2009, 57, 5654–5666. [Google Scholar] [CrossRef]
- Fardan, A.; Ahmed, R. Modeling the evolution of residual stresses in thermally sprayed YSZ coating on stainless steel substrate. J. Therm. Spray Technol. 2019, 28, 717–736. [Google Scholar] [CrossRef] [Green Version]
- Abaqus. ABAQUS Standard User’s Manual; Version 6.14; Dassault Systèmes: Providence, RI, USA, 2014. [Google Scholar]
- Nicewicz, P.; Peciar, P.; Macho, O.; Sano, T.; Hogan, J.D. Quasi-static confined uniaxial compaction of granular alumina and boron carbide observing the particle size effects. J. Am. Ceram. Soc. 2020, 103, 2193–2209. [Google Scholar] [CrossRef]
- Qiu, X.; Wang, J.Q.; Tang, J.R.; Gyansah, L.; Zhao, Z.P.; Xiong, T.Y. Microstructure, microhardness and tribological behavior of Al2O3 reinforced A380 aluminum alloy composite coatings prepared by cold spray technique. Surf. Coat. Technol. 2018, 350, 391–400. [Google Scholar] [CrossRef]
- Xie, X.; Yin, S.; Raoelison, R.n.; Chen, C.; Verdy, C.; Li, W.; Ji, G.; Ren, Z.; Liao, H. Al matrix composites fabricated by solid-state cold spray deposition: A critical review. J. Mater. Sci. Technol. 2021, 86, 20–55. [Google Scholar] [CrossRef]
- DSS Crop. Abaqus 6.10 Example Problems Manual Vollume II: Other Applications and Analyses; Dassault Systemes: Providence, RI, USA, 2010. [Google Scholar]
- Irvine, T. Damping properties of materials. Magnesium 2004, 5000, 10–14. [Google Scholar]
- Lordejani, A.A.; Vitali, L.; Guagliano, M.; Bagherifard, S. Estimating deposition efficiency and chemical composition variation along thickness for cold spraying of composite feedstocks. Surf. Coat. Technol. 2022, 436, 128239. [Google Scholar] [CrossRef]
- Bhushan, B. Introduction to Tribology; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Terrone, M.; Lordejani, A.A.; Kondas, J.; Bagherifard, S. A numerical approach to design and develop freestanding porous structures through cold spray multi-material deposition. Surf. Coat. Technol. 2021, 421, 127423. [Google Scholar] [CrossRef]
- Delloro, F.; Jeandin, M.; Jeulin, D.; Proudhon, H.; Faessel, M.; Bianchi, L.; Meillot, E.; Helfen, L. A morphological approach to the modeling of the cold spray process. J. Therm. Spray Technol. 2017, 26, 1838–1850. [Google Scholar] [CrossRef]
- Rahmati, S.; Jodoin, B. Physically based finite element modeling method to predict metallic bonding in cold spray. J. Therm. Spray Technol. 2020, 29, 611–629. [Google Scholar] [CrossRef]
- Zhu, L.; Jen, T.C.; Pan, Y.T.; Chen, H.S. Particle bonding mechanism in cold gas dynamic spray: A three-dimensional approach. J. Therm. Spray Technol. 2017, 26, 1859–1873. [Google Scholar] [CrossRef]
- Chalmers, B.A. Results of an Investigation of Concepts for Developing Computer-Based Decision Support for a Modern Frigate; Defence Research Establishment Center de Recherches pour la Defense Valcatier: Québec City, QC, Canada, 1998.
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic shear instability is not necessary for adhesion in cold spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Chakrabarty, R.; Song, J. Numerical simulations of ceramic deposition and retention in metal-ceramic composite cold spray. Surf. Coat. Technol. 2020, 385, 125324. [Google Scholar] [CrossRef]
- Abaqus Documentation. User’s Manual; Version 6.14; Dassault Systèmes Simulia: Providence, RI, USA, 2015. [Google Scholar]
- Singh, N.K.; Uddin, K.Z.; Muthulingam, J.; Jha, R.; Koohbor, B. A Modeling Study of Bonding Mechanisms Between Similar and Dissimilar Materials in Cold Spraying on Polymeric Substrates. J. Therm. Spray Technol. 2022, 31, 508–524. [Google Scholar] [CrossRef]
- Shayegan, G.; Mahmoudi, H.; Ghelichi, R.; Villafuerte, J.; Wang, J.; Guagliano, M.; Jahed, H. Residual stress induced by cold spray coating of magnesium AZ31B extrusion. Mater. Des. 2014, 60, 72–84. [Google Scholar] [CrossRef]
- Tai, W.K.W.; Chakrabarty, R.; Pinches, S.; Huang, X.; Lang, J.; Song, J.; Ang, A.S.M. Comparing relative bond characteristics between spherical and elongated morphologies for cold spray process using SPH simulation. J. Therm. Spray Technol. 2022, 31, 2489–2504. [Google Scholar] [CrossRef]
- Ma, J.; Chen, J.; Guan, J.; Lin, Y.; Chen, W.; Huang, L. Implementation of Johnson-Holmquist-Beissel model in four-dimensional lattice spring model and its application in projectile penetration. Int. J. Impact Eng. 2022, 170, 104340. [Google Scholar] [CrossRef]
- Islam, M.R.I.; Zheng, J.; Batra, R.C. Ballistic performance of ceramic and ceramic-metal composite plates with JH1, JH2 and JHB material models. Int. J. Impact Eng. 2020, 137, 103469. [Google Scholar] [CrossRef]
- Tillmann, W.; Abdulgader, M.; Hagen, L.; Hüning, S. Embedding Behavior of Ceramic Particles in Babbitt Coatings and Its Effect on the Tribological Properties of Low-Pressure Cold Sprayed Coatings. Coatings 2020, 10, 769. [Google Scholar] [CrossRef]
- Shkodkin, A.; Kashirin, A.; Klyuev, O.; Buzdygar, T. Metal particle deposition stimulation by surface abrasive treatment in gas dynamic spraying. J. Therm. Spray Technol. 2006, 15, 382–386. [Google Scholar] [CrossRef]
- Wang, Q.; Spencer, K.; Birbilis, N.; Zhang, M.X. The influence of ceramic particles on bond strength of cold spray composite coatings on AZ91 alloy substrate. Surf. Coat. Technol. 2010, 205, 50–56. [Google Scholar] [CrossRef]
- Miguel, J.; Guilemany, J.; Dosta, S. Effect of the spraying process on the microstructure and tribological properties of bronze–alumina composite coatings. Surf. Coat. Technol. 2010, 205, 2184–2190. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Nelson, K.A.; Schuh, C.A. In-situ observations of single micro-particle impact bonding. Scr. Mater. 2018, 145, 9–13. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From particle acceleration to impact and bonding in cold spraying. J. Therm. Spray Technol. 2009, 18, 794–808. [Google Scholar] [CrossRef] [Green Version]
- Sova, A.; Kosarev, V.; Papyrin, A.; Smurov, I. Effect of ceramic particle velocity on cold spray deposition of metal-ceramic coatings. J. Therm. Spray Technol. 2011, 20, 285–291. [Google Scholar] [CrossRef]
- Shockley, J.M.; Descartes, S.; Vo, P.; Irissou, E.; Chromik, R. The influence of Al2O3 particle morphology on the coating formation and dry sliding wear behavior of cold sprayed Al–Al2O3 composites. Surf. Coat. Technol. 2015, 270, 324–333. [Google Scholar] [CrossRef]
- Imbriglio, S.I.; Chromik, R.R. Factors affecting adhesion in metal/ceramic interfaces created by cold spray. J. Therm. Spray Technol. 2021, 30, 1703–1723. [Google Scholar] [CrossRef]
- Yu, M.; Saito, H.; Bernard, C.; Ichikawa, Y.; Ogawa, K. Influence of the Low-Pressure Cold Spray Operation Parameters on Coating Properties in Metallization of Ceramic Substrates Using Copper and Aluminum Composite Powder. In Proceedings of the ITSC2021, Indianapolis, IN, USA, 19–22 September 2021; pp. 147–152. [Google Scholar]
- Yu, M.; Ichikawa, Y.; Ogawa, K. Development of Cu Coating on Ceramic Substrates by Low Pressure Cold Spray and Its Deposition Mechanism Analysis. Mater. Sci. Forum 2021, 1016, 1703–1709. [Google Scholar] [CrossRef]
- Tregenza, O.; Saha, M.; Hutasoit, N.; Hulston, C.; Palanisamy, S. An experimental evaluation of the thermal interface resistance between cold sprayed copper/laser-textured alumina bi-layered composites. Int. J. Heat Mass Transf. 2022, 188, 122606. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Fernandez, R.; Jodoin, B. Cold spray aluminum–alumina cermet coatings: Effect of alumina content. J. Therm. Spray Technol. 2018, 27, 603–623. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, T.; Kalsi, S. Cold spray technology: Future of coating deposition processes. Frat. Integrità Strutt. 2012, 6, 69–84. [Google Scholar] [CrossRef] [Green Version]
- Winnicki, M. Advanced functional metal-ceramic and ceramic coatings deposited by low-pressure cold spraying: A review. Coatings 2021, 11, 1044. [Google Scholar] [CrossRef]
- Ning, X.J.; Jang, J.H.; Kim, H.J. The effects of powder properties on in-flight particle velocity and deposition process during low pressure cold spray process. Appl. Surf. Sci. 2007, 253, 7449–7455. [Google Scholar] [CrossRef]
- Li, C.J.; Li, W.Y.; Liao, H. Examination of the critical velocity for deposition of particles in cold spraying. J. Therm. Spray Technol. 2006, 15, 212–222. [Google Scholar] [CrossRef]
- Yu, M.; Li, W.Y.; Suo, X.; Liao, H. Effects of gas temperature and ceramic particle content on microstructure and microhardness of cold sprayed SiCp/Al 5056 composite coatings. Surf. Coat. Technol. 2013, 220, 102–106. [Google Scholar] [CrossRef]
- Lee, H.; Ko, K. Fabrication of porous Al alloy coatings by cold gas dynamic spray process. Surf. Eng. 2010, 26, 395–398. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | (kg/m) = 2508 | Elastic Constants | |
|---|---|---|---|
| Damage constants | Modulus of Elasticity | E (GPa) = 442 | |
| Damage coefficient | = 0.005 | Poisson’s ratio | = 0.162 |
| Damage exponent | n = 1.0 | Bulk modulus | K (GPa) = 218 |
| Max failure strain | = 999.0 | Shear modulus | G (GPa) = 190 |
| Strength constants | Pressure constants | ||
| Hugoniot elastic limit | (GPa) = 0.27 | Bulk modulus (phase 1) | (GPa) = 218 |
| HEL strength | (GPa) = 12.29 | Pressure coefficient (phase 1) | (GPa) = 580 |
| HEL pressure | (GPa) = 7.95 | Pressure coefficient (phase 1) | (GPa) = 0 |
| HEL volumetric strain | = 0.0335 | Pressure coefficient (phase 2) | (GPa) = 307 |
| Hydrostatic tensile strength | T (GPa) = 0.27 | Pressure coefficient (phase 2) | (GPa) = 41 |
| Intact strength constant | (GPa) = 5.9 | Pressure coefficient (phase 2) | (GPa) = 0 |
| Intact strength constant | (GPa) = 5.9 | Transition Pressure | (GPa) = 25 |
| Max intact strength | (GPa) = 12.5 | Transition strain (from ) | = 0.092 |
| Strain rate constant | C = 0.01 | Transition pressure | (GPa) = 45 |
| Failure strength constant | (GPa) = 4.7 | Transition strain (from ) | = 0.174 |
| Failure strength constant | (GPa) = 30.0 | Reference strain (phase 2) | = 0.03 |
| 1.5 | 1 | 2.25 | 0.0017 | 0.02 | 0.0363 | 0.0242 | 0.1 | 0.1 |
| Dimension Parameters | Modeling Parameters | ||
|---|---|---|---|
| Particle diameter () | 15, 25, 40 m [33] | Analysis framework | Abaqus/explicit |
| Substrate size | 75 m | FEM technique | Arbitrary Lagrangian Eulerian (ALE) |
| Pore diameter () | 1, 2, 3, 4 m [2,11,12,28,33,70] | Interactions | General contact |
| Depth of pore | 0.1 to 0.5 [2,11,12,28,33,70] | Friction coefficient | 0.25 [71] |
| Time | 24 ns [77] | Element type | C3D8R: An 8-node linear brick [44,45,46] |
| Impact velocity () | 500, 600, 700 m/s | Mesh design | Reduced integration, hourglass control |
| FS | 1.5 [76] | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manafi Farid, H.; McDonald, A.; Hogan, J.D. Impact Deposition Behavior of Al/B4C Cold-Sprayed Composite Coatings: Understanding the Role of Porosity on Particle Retention. Materials 2023, 16, 2525. https://doi.org/10.3390/ma16062525
Manafi Farid H, McDonald A, Hogan JD. Impact Deposition Behavior of Al/B4C Cold-Sprayed Composite Coatings: Understanding the Role of Porosity on Particle Retention. Materials. 2023; 16(6):2525. https://doi.org/10.3390/ma16062525
Chicago/Turabian StyleManafi Farid, Hannaneh, André McDonald, and James David Hogan. 2023. "Impact Deposition Behavior of Al/B4C Cold-Sprayed Composite Coatings: Understanding the Role of Porosity on Particle Retention" Materials 16, no. 6: 2525. https://doi.org/10.3390/ma16062525