
Additive Manufacturing Technologies of High Entropy Alloys (HEA): Review and Prospects


Abstract
:1. Introduction
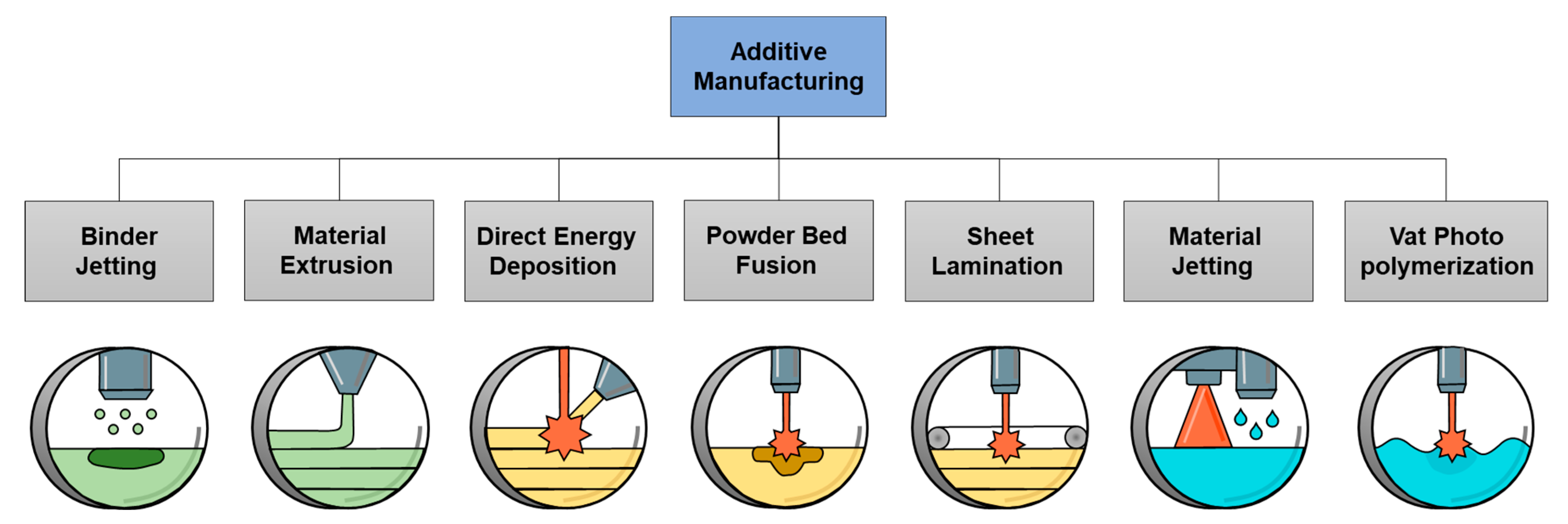
2. Additive Manufacturing (AM) Technologies of High Entropy Alloys (HEAs)
2.1. Raw Materials
2.2. Powder Bed Fusion (PBF)
2.2.1. Laser-Based PBF (L-PBF)
2.2.2. Electron Beam-Based PBF (EB-PBF)
2.2.3. Mix Elemental Powder as Feedstock Material for PBF Technology

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | AM System | Crystal Structure | Ref. |
|---|---|---|---|
| Al0.4CrFeCoNi | Plasma arc | FCC | [124] |
| AlCrFeCoNi2.1 | Electric arc | FCC + BCC | [28] |
| Al0.5CrNbMoTa0.5 | EB-PBF | BCC + FCC | [125] |
| Al0.5CrNbMoTa0.5 | EB-PBF | BCC + FCC | [126] |
| CrFeCoNi | LPBF | FCC | [120,127] |
| CrMnFeCoNi | LPBF | FCC | [119] |
| CrMnFeCoNi | Electric arc | FCC | [128] |
| NbMoTaW | LPBF | BCC | [121] |
| NiNbMoTa | LPBF | BCC | [129] |
| Ti0.5Ni0.5NbMoTa | LPBF | BCC | [129] |
| TiNbMoTa | LPBF | BCC | [129] |
| TiVCrFeNi | Electric arc | FCC | [130] |
| VNbMoTaW | LPBF | BCC | [122,123] |
2.3. Direct Energy Deposition (DED)
2.3.1. Blown Powder Deposition (BPD)
| Alloy | AM System | Feedstock Material | Crystal Structure | Ref. |
|---|---|---|---|---|
| Al0.25FeCoNiCu | Laser | Elemental | FCC | [143] |
| Al0.3CrFeCoNi | Laser | Pre-alloyed | FCC | [144,145,146,147,148] |
| Al0.3CrFeCoNi | Laser | Elemental | FCC | [149] |
| Al0.4CrFeCoNi | Laser | Elemental | FCC | [140] |
| Al0.4CrFeCoNi | Plasma arc | Elemental | FCC | [150] |
| Al0.4CrFeCoNi | Plasma arc | Elemental | FCC + BCC/B2 + σ | [151,152] |
| Al0.6CrFeCoNi | Laser | Elemental | FCC + BCC/B2 | [149] |
| Al0.6CrFeCoNi | Laser | Pre-alloyed | FCC + BCC/B2 | [148,149] |
| Al0.7CrFeCoNi | Laser | Elemental | FCC + BCC/B2 | [140] |
| Al0.85CrFeCoNi | Laser | Pre-alloyed | BCC/B2 | [148,149] |
| Al0.85CrFeCoNi | Laser | Elemental | BCC/B2 | [149] |
| AlCrFeCoNi | Laser | Pre-alloyed | BCC/B2 | [135,137,138,139] |
| AlCrFeCoNi | Laser | Elemental | FCC + BCC/B2 | [140,141,142] |
| Al0.3CrFeCoNi1.7 | Laser | Elemental | FCC | [142] |
| Al0.7CrFeCoNi1.3 | Laser | Elemental | FCC + BCC/B2 | [142] |
| Al1.7CrFeCoNi0.3 | Laser | Elemental | BCC/B2 | [142] |
| Al0.6Cr0.3Fe0.3CoNi | Laser | Elemental | FCC + BCC/B2 | [136] |
| Al0.6CrFeCoNi2.1 | Laser | Pre-alloyed +Al | FCC + BCC/B2 | [148,153] |
| Al0.7CrFeCoNi2.1 | Laser | Pre-alloyed +Al | FCC + BCC/B2 | [153] |
| Al0.85CrFeCoNi2.1 | Laser | Pre-alloyed +Al | BCC/B2 | [153] |
| AlCrFeCoNi2.1 | Laser | Pre-alloyed +Al | FCC + BCC/B2 | [153] |
| Al1.1CrFeCoNi2.1 | Laser | Pre-alloyed +Al | FCC + BCC/B2 | [153] |
| Al1.2CrFeCoNi2.1 | Plasma arc | Elemental | FCC + BCC/B2 | [154] |
| AlCrFeCoNi2.1 | Laser | Pre-alloyed | FCC + BCC/B2 | [155,156] |
| AlCrFeCoNi2.1 | Plasma arc | Elemental | FCC + BCC/B2 + σ | [157] |
| AlCrFeCoNi2.1 | Laser | Elemental | FCC + BCC/B2 | [158] |
| AlV0.3CrFeMo | Laser | Elemental | BCC | [159] |
| AlV7.5CrFeMo | Laser | Elemental | BCC | [159] |
| AlV10CrFeMo | Laser | Elemental | BCC | [159] |
| AlV18.5CrFeMo | Laser | Elemental | BCC | [159] |
| Al2CrMnFeCoNi | Laser | Pre-alloyed + Al | FCC | [160] |
| Al5CrMnFeCoNi | Laser | Pre-alloyed + Al | FCC + BCC | [160] |
| Al8CrMnFeCoNi | Laser | Pre-alloyed + Al | FCC + BCC | [160] |
| Al0.5FeCoNiCu | Laser | Elemental | FCC | [143] |
| Al0.75FeCoNiCu | Laser | Elemental | FCC + BCC | [143] |
| AlCrFeNiCu | Laser | Elemental | FCC + BCC | [161] |
| AlTiCrFeCoNi | Laser | Pre-alloyed | FCC + BCC | [162] |
| Al0.3Ti0.2Cr0.7FeCoNi1.7 | Laser | Pre-alloyed | FCC + L1 | [163] |
| AlTiCrFeCoNi | Laser | Pre-alloyed | FCC + BCC + AlNi3 | [164,165] |
| AlTiCrFeCoNi | Laser | Elemental | FCC + BCC + AlNi3 | [166] |
| AlCrFeCoNiCu | Laser | Pre-alloyed | FCC + BCC | [164,165] |
| Al0.17Ti0.08CrFeCoNi | Laser | Pre-alloyed | FCC | [167] |
| AlCrFeCoNiCu | Laser | Elemental | FCC + BCC | [166] |
| CrMnFeCoNi | Laser | Pre-alloyed | FCC | [134,160,168,169,170,171,172,173,174,175,176,177,178,179,180,181,182] |
| CrMnFeCoNi | Laser | Elemental | FCC | [183] |
| CrFeCoNi | Laser | Pre-alloyed | FCC | [139] |
| CrFeCoNi | Laser | Pre-alloyed | FCC + µ + σ | [184] |
| CrFeCoNi | Laser | Elemental | FCC + Co7Fe3 | [185] |
| CrFeCoNi | Plasma arc | Elemental | FCC | [151,152,186] |
| CrFeCoNiMo | Laser | Pre-alloyed | FCC | [187] |
| CrFeCoNiNb | Laser | Elemental | FCC + Laves + MC | [188] |
| CrFeCoNiNb0.4 | Plasma arc | Elemental | FCC + Laves | [151,152] |
| CrFeCoNiTa0.4 | Plasma arc | Elemental | FCC + Laves | [151,152] |
| CrFeCoNiW0.2 | Plasma arc | Elemental | FCC + μ | [186] |
| CrFeCoNiW0.5 | Plasma arc | Elemental | FCC + μ | [186] |
| CrFeCoNiW0.24 | Plasma arc | Elemental | FCC + BCC + μ | [186] |
| CrFeCoNiW | Plasma arc | Elemental | FCC + BCC + μ | [186] |
| CrFeCoNi0.1Ta0.2 | Plasma arc | Elemental | FCC + Fe7(NbTa)3 | [189] |
| CrFeCoNi0.3Ta0.2 | Plasma arc | Elemental | FCC + Fe7(NbTa)3 | [189] |
| CrFeCoNi0.5Ta0.2 | Plasma arc | Elemental | FCC + Fe7(NbTa)3 | [189] |
| CrFeCoNiTa0.4 | Plasma arc | Elemental | FCC + Co2Ta | [189] |
| Ti0.6CrMnFeCoNi | Laser | Pre-alloyed | FCC + BCC | [182] |
| TiCrMnFeCoNi | Laser | Pre-alloyed | FCC + BCC + σ | [182] |
| TiCrFeCoNi | Laser | Elemental | FCC + σ + δ + Ni3Ti2 | [190] |
| TiVCrFeNiZr | Laser | Elemental | C14-Laves + α-Ti | [22] |
| TiVZrNbMo | Laser | Elemental | BCC+NbTi4 + α-Zr | [191] |
| TiZrNbHfTa | Laser | Elemental | BCC | [192] |
| TiZrNbTa | Laser | Elemental | BCC | [193] |
| NbMoTaW | Laser | Elemental | BCC | [194,195,196] |
| VNbMoTaW | Laser | Elemental | BCC | [197] |
2.3.2. Wire Deposition
2.4. Binder Jetting (BJ)
2.5. Material Extrusion (ME)
2.6. Composite Materials
2.7. Interstitial Doping
2.8. Effect of Printing Parameter
2.9. Overall Comparison between AM Processes
3. Mechanical Properties
4. Corrosion Performance of HEAs Produced by AM Processes
5. Concluding
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.C.; Yeh, J.; Liaw, P.K.; Zhang, Y. High-Entropy Alloys; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Sarswat, P.K.; Sarkar, S.; Murali, A.; Huang, W.; Tan, W.; Free, M.L. Additive manufactured new hybrid high entropy alloys derived from the AlCoFeNiSmTiVZr system. Appl. Surf. Sci. 2019, 476, 242–258. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Hou, L.; Hui, J.; Yao, Y.; Chen, J.; Liu, J. Effects of Boron Content on microstructure and mechanical properties of AlFeCoNiBx High Entropy Alloy Prepared by vacuum arc melting. Vacuum 2019, 164, 212–218. [Google Scholar] [CrossRef]
- Cieslak, J.; Tobola, J.; Berent, K.; Marciszko, M. Phase composition of AlxFeNiCrCo high entropy alloys prepared by sintering and arc-melting methods. J. Alloy. Compd. 2018, 740, 264–272. [Google Scholar] [CrossRef]
- Torralba, J.M.; Alvaredo, P.; García-Junceda, A. High-entropy alloys fabricated via powder metallurgy. A critical review. Powder Metall. 2019, 62, 84–114. [Google Scholar] [CrossRef]
- Vaidya, M.; Muralikrishna, G.M.; Murty, B.S. High-entropy alloys by mechanical alloying: A review. J. Mater. Res. 2019, 34, 664–686. [Google Scholar] [CrossRef]
- Sriharitha, R.; Murty, B.; Kottada, R.S. Alloying, thermal stability and strengthening in spark plasma sintered AlxCoCrCuFeNi high entropy alloys. J. Alloy. Compd. 2014, 583, 419–426. [Google Scholar] [CrossRef]
- Xia, A.; Togni, A.; Hirn, S.; Bolelli, G.; Lusvarghi, L.; Franz, R. Angular-dependent deposition of MoNbTaVW HEA thin films by three different physical vapor deposition methods. Surf. Coatings Technol. 2020, 385, 125356. [Google Scholar] [CrossRef]
- Chen, S.; Tong, Y.; Liaw, P.K. Additive Manufacturing of High-Entropy Alloys: A Review. Entropy 2018, 20, 937. [Google Scholar] [CrossRef] [Green Version]
- Moghaddam, A.O.; Shaburova, N.A.; Samodurova, M.N.; Abdollahzadeh, A.; Trofimov, E.A. Additive manufacturing of high entropy alloys: A practical review. J. Mater. Sci. Technol. 2020, 77, 131–162. [Google Scholar] [CrossRef]
- Torralba, J.M.; Campos, M. High Entropy Alloys Manufactured by Additive Manufacturing. Metals 2020, 10, 639. [Google Scholar] [CrossRef]
- Kim, J.; Wakai, A.; Moridi, A. Materials and manufacturing renaissance: Additive manufacturing of high-entropy alloys. J. Mater. Res. 2020, 35, 1963–1983. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, J.; Zheng, H.; Li, H.; Liu, S.; Cheng, G.J. A review on microstructures and properties of high entropy alloys manufactured by selective laser melting. Int. J. Extreme Manuf. 2020, 2, 032003. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Rehman, E.u. Laser-aided additive manufacturing of high entropy alloys: Processes, properties, and emerging applications. J. Manuf. Process. 2022, 78, 131–171. [Google Scholar] [CrossRef]
- Guo, Y.; Su, H.; Yang, P.; Zhao, Y.; Shen, Z.; Liu, Y.; Zhao, D.; Jiang, H.; Zhang, J.; Liu, L. A Review of Emerging Metallic System for High-Energy Beam Additive Manufacturing: Al–Co–Cr–Fe–Ni High Entropy Alloys. Acta Metall. Sin. 2022, 35, 1407–1423. [Google Scholar] [CrossRef]
- Han, C.; Fang, Q.; Shi, Y.; Tor, S.B.; Chua, C.K.; Zhou, K. Recent Advances on High-Entropy Alloys for 3D Printing. Adv. Mater. 2020, 32, e1903855. [Google Scholar] [CrossRef]
- Das, P.; Nandan, R.; Pandey, P.M. A Review on Corrosion Properties of High Entropy Alloys Fabricated by Additive Manufacturing. Trans. Indian Inst. Met. 2022, 75, 2465–2476. [Google Scholar] [CrossRef]
- Tokarewicz, M.; Grądzka-Dahlke, M. Review of Recent Research on AlCoCrFeNi High-Entropy Alloy. Metals 2021, 11, 1302. [Google Scholar] [CrossRef]
- Liu, H.; Yang, D.; Jiang, Q.; Jiang, Y.; Yang, W.; Liu, L.; Zhang, L. Additive manufacturing of metallic glasses and high-entropy alloys: Significance, unsettled issues, and future directions. J. Mater. Sci. Technol. 2022, 140, 79–120. [Google Scholar] [CrossRef]
- Kunce, I.; Polanski, M.; Bystrzycki, J. Structure and hydrogen storage properties of a high entropy ZrTiVCrFeNi alloy synthesized using Laser Engineered Net Shaping (LENS). Int. J. Hydrogen Energy 2013, 38, 12180–12189. [Google Scholar] [CrossRef]
- Leon, A.; Shirizly, A.; Aghion, E. Corrosion behavior of AlSi10Mg alloy produced by additive manufacturing (AM) vs. its counterpart gravity cast alloy. Metals 2016, 6, 148. [Google Scholar] [CrossRef] [Green Version]
- Leon, A.; Aghion, E. Effect of surface roughness on corrosion fatigue performance of AlSi10Mg alloy produced by Selective Laser Melting (SLM). Mater. Charact. 2017, 131, 188–194. [Google Scholar] [CrossRef]
- Zakay, A.; Aghion, E. Effect of Post-heat Treatment on the Corrosion Behavior of AlSi10Mg Alloy Produced by Additive Manufacturing. Jom 2019, 71, 1150–1157. [Google Scholar] [CrossRef]
- Leon, A.; Levy, G.K.; Ron, T.; Shirizly, A.; Aghion, E. The effect of strain rate on stress corrosion performance of Ti6Al4V alloy produced by additive manufacturing process. J. Mater. Res. Technol. 2020, 9, 4097–4105. [Google Scholar] [CrossRef]
- Leon, A.; Levy, G.K.; Ron, T.; Shirizly, A.; Aghion, E. The effect of hot isostatic pressure on the corrosion performance of Ti-6Al-4 V produced by an electron-beam melting additive manufacturing process. Addit. Manuf. 2020, 33, 101039. [Google Scholar] [CrossRef]
- Dong, B.; Wang, Z.; Pan, Z.; Muránsky, O.; Shen, C.; Reid, M.; Wu, B.; Chen, X.; Li, H. On the development of pseudo-eutectic AlCoCrFeNi2.1 high entropy alloy using Powder-bed Arc Additive Manufacturing (PAAM) process. Mater. Sci. Eng. A 2020, 802, 140639. [Google Scholar] [CrossRef]
- Jones, J.; Whittaker, M.; Buckingham, R.; Johnston, R.; Bache, M.; Clark, D. Microstructural characterisation of a nickel alloy processed via blown powder direct laser deposition (DLD). Mater. Des. 2017, 117, 47–57. [Google Scholar] [CrossRef] [Green Version]
- Isanaka, S.P.; Karnati, S.; Liou, F. Blown powder deposition of 4047 aluminum on 2024 aluminum substrates. Manuf. Lett. 2016, 7, 11–14. [Google Scholar] [CrossRef]
- Ron, T.; Levy, G.K.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. The Effect of Microstructural Imperfections on Corrosion Fatigue of Additively Manufactured ER70S-6 Alloy Produced by Wire Arc Deposition. Metals 2020, 10, 98. [Google Scholar] [CrossRef] [Green Version]
- Ron, T.; Levy, G.K.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. Environmental Behavior of Low Carbon Steel Produced by a Wire Arc Additive Manufacturing Process. Metals 2019, 9, 888. [Google Scholar] [CrossRef] [Green Version]
- Ron, T.; Dolev, O.; Leon, A.; Shirizly, A.; Aghion, E. Effect of Phase Transformation on Stress Corrosion Behavior of Additively Manufactured Austenitic Stainless Steel Produced by Directed Energy Deposition. Materials 2020, 14, 55. [Google Scholar] [CrossRef]
- Dolev, O.; Ron, T.; Aghion, E.; Shirizly, A. Effect of HIP Defects on the Mechanical Properties of Additive Manufactured Ti6Al4V Alloy. Metals 2022, 12, 1210. [Google Scholar] [CrossRef]
- Bassis, M.; Kotliar, A.; Koltiar, R.; Ron, T.; Leon, A.; Shirizly, A.; Aghion, E. The Effect of a Slow Strain Rate on the Stress Corrosion Resistance of Austenitic Stainless Steel Produced by the Wire Laser Additive Manufacturing Process. Metals 2021, 11, 1930. [Google Scholar] [CrossRef]
- Bassis, M.; Ron, T.; Leon, A.; Kotliar, A.; Kotliar, R.; Shirizly, A.; Aghion, E. The Influence of Intralayer Porosity and Phase Transition on Corrosion Fatigue of Additively Manufactured 316L Stainless Steel Obtained by Direct Energy Deposition Process. Materials 2022, 15, 5481. [Google Scholar] [CrossRef]
- Miyanaji, H.; Momenzadeh, N.; Yang, L. Effect of printing speed on quality of printed parts in Binder Jetting Process. Addit. Manuf. 2018, 20, 1–10. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A review on recent developments in binder jetting metal additive manufacturing: Materials and process characteristics. Powder Met. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Terry, S.; Fidan, I.; Tantawi, K. Preliminary investigation into metal-material extrusion. Prog. Addit. Manuf. 2020, 6, 133–141. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Manonukul, A. A Review on Material Extrusion Additive Manufacturing of Metal and How It Compares with Metal Injection Moulding. Metals 2022, 12, 429. [Google Scholar] [CrossRef]
- Xia, M.; Chen, Y.; Chen, K.; Tong, Y.; Liang, X.; Shen, B. Synthesis of WTaMoNbZr refractory high-entropy alloy powder by plasma spheroidization process for additive manufacturing. J. Alloy. Compd. 2022, 917, 165501. [Google Scholar] [CrossRef]
- Singh, R.; Gupta, A.; Tripathi, O.; Srivastava, S.; Singh, B.; Awasthi, A.; Rajput, S.; Sonia, P.; Singhal, P.; Saxena, K.K. Powder bed fusion process in additive manufacturing: An overview. Mater. Today Proc. 2020, 26, 3058–3070. [Google Scholar] [CrossRef]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Singh, D.D.; Mahender, T.; Reddy, A.R. Powder bed fusion process: A brief review. Mater. Today: Proc. 2020, 46, 350–355. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Baek, M.-S.; Yang, S.; Lee, K.-A. In-situ formed oxide enables extraordinary high-cycle fatigue resistance in additively manufactured CoCrFeMnNi high-entropy alloy. Addit. Manuf. 2021, 38, 101832. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Yang, S.; Lee, K.-A. Compressive creep behavior of selective laser melted CoCrFeMnNi high-entropy alloy strengthened by in-situ formation of nano-oxides. Addit. Manuf. 2020, 36, 101543. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Jing, H.; Han, Y.; Zhao, L.; Minami, F. Effects of annealing on the structure and mechanical properties of FeCoCrNi high-entropy alloy fabricated via selective laser melting. Addit. Manuf. 2020, 32, 101058. [Google Scholar] [CrossRef]
- Han, T.; Liu, Y.; Yang, D.; Qu, N.; Liao, M.; Lai, Z.; Jiang, M.; Zhu, J. Effect of annealing on microstructure and mechanical properties of AlCrFe2Ni2 medium entropy alloy fabricated by laser powder bed fusion additive manufacturing. Mater. Sci. Eng. A 2022, 839, 142868. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Laser additive manufacturing of CrMnFeCoNi high entropy alloy: Microstructural evolution, high-temperature oxidation behavior and mechanism. Optics Laser Technol. 2020, 130, 106326. [Google Scholar] [CrossRef]
- Karimi, J.; Ma, P.; Jia, Y.; Prashanth, K. Linear patterning of high entropy alloy by additive manufacturing. Manuf. Lett. 2020, 24, 9–13. [Google Scholar] [CrossRef]
- Karlsson, D.; Marshal, A.; Johansson, F.; Schuisky, M.; Sahlberg, M.; Schneider, J.M.; Jansson, U. Elemental segregation in an AlCoCrFeNi high-entropy alloy—A comparison between selective laser melting and induction melting. J. Alloy. Compd. 2018, 784, 195–203. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Yuan, T.; Zhu, S.; Chen, C.; Wang, M.; Huang, L. Microstructures and properties of an equimolar AlCoCrFeNi high entropy alloy printed by selective laser melting. Intermetallics 2018, 104, 24–32. [Google Scholar] [CrossRef]
- Peyrouzet, F.; Hachet, D.; Soulas, R.; Navone, C.; Godet, S.; Gorsse, S. Selective Laser Melting of Al0.3CoCrFeNi High-Entropy Alloy: Printability, Microstructure, and Mechanical Properties. Jom 2019, 71, 3443–3451. [Google Scholar] [CrossRef] [Green Version]
- Zhou, P.; Xiao, D.; Wu, Z.; Ou, X. Al0.5FeCoCrNi high entropy alloy prepared by selective laser melting with gas-atomized pre-alloy powders. Mater. Sci. Eng. A 2018, 739, 86–89. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Zhang, D.; Yang, Y.; Manladan, S.M.; Luo, Z. Microstructure and mechanical properties of high strength AlCoCrFeNi2.1 eutectic high entropy alloy prepared by selective laser melting (SLM). Mater. Lett. 2022, 310, 131511. [Google Scholar] [CrossRef]
- Guo, Y.; Su, H.; Zhou, H.; Shen, Z.; Liu, Y.; Zhang, J.; Liu, L.; Fu, H. Unique strength-ductility balance of AlCoCrFeNi2.1 eutectic high entropy alloy with ultra-fine duplex microstructure prepared by selective laser melting. J. Mater. Sci. Technol. 2021, 111, 298–306. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, X.; Fu, Z.; Yang, Q.; Zhang, Y.; Liu, Q.; Li, T.; Tian, Y.; Tan, H.; Li, Z.; et al. Ductile and ultrahigh-strength eutectic high-entropy alloys by large-volume 3D printing. J. Mater. Sci. Technol. 2022, 126, 15–21. [Google Scholar] [CrossRef]
- Ren, J.; Zhang, Y.; Zhao, D.; Chen, Y.; Guan, S.; Liu, Y.; Liu, L.; Peng, S.; Kong, F.; Poplawsky, J.D.; et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 2022, 608, 62–68. [Google Scholar] [CrossRef]
- Chen, X.; Kong, J.; Li, J.; Feng, S.; Li, H.; Wang, Q.; Liang, Y.; Dong, K.; Yang, Y. High-strength AlCoCrFeNi2.1 eutectic high entropy alloy with ultrafine lamella structure via additive manufacturing. Mater. Sci. Eng. A 2022, 854, 143816. [Google Scholar] [CrossRef]
- Vogiatzief, D.; Evirgen, A.; Gein, S.; Molina, V.R.; Weisheit, A.; Pedersen, M. Laser Powder Bed Fusion and Heat Treatment of an AlCrFe2Ni2 High Entropy Alloy. Front. Mater. 2020, 7, 248. [Google Scholar] [CrossRef]
- Luo, S.; Gao, P.; Yu, H.; Yang, J.; Wang, Z.; Zeng, X. Selective laser melting of an equiatomic AlCrCuFeNi high-entropy alloy: Processability, non-equilibrium microstructure and mechanical behavior. J. Alloy Compd. 2019, 771, 387–397. [Google Scholar] [CrossRef]
- Luo, S.; Zhao, C.; Su, Y.; Liu, Q.; Wang, Z. Selective laser melting of dual phase AlCrCuFeNix high entropy alloys: Formability, heterogeneous microstructures and deformation mechanisms. Addit. Manuf. 2020, 31, 100925. [Google Scholar] [CrossRef]
- Yuan, B.; Li, C.; Dong, Y.; Yang, Y.; Zhang, P.; Zhang, Z. Selective laser melting of the Al0.3CoCrFeNiCu high-entropy alloy: Processing parameters, microstructure and mechanical properties. Mater. Des. 2022, 220, 110847. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.; Wang, D.; Zhu, W.; Li, J.; Zhao, Y.F. AlCoCuFeNi high-entropy alloy with tailored microstructure and outstanding compressive properties fabricated via selective laser melting with heat treatment. Mater. Sci. Eng. A 2018, 743, 773–784. [Google Scholar] [CrossRef]
- Kuzminova, Y.; Firsov, D.; Dudin, A.; Sergeev, S.; Zhilyaev, A.; Dyakov, A.; Chupeeva, A.; Alekseev, A.; Martynov, D.; Akhatov, I.; et al. The effect of the parameters of the powder bed fusion process on the microstructure and mechanical properties of CrFeCoNi medium-entropy alloys. Intermetallics 2020, 116, 106651. [Google Scholar] [CrossRef]
- Brif, Y.; Thomas, M.; Todd, I. The use of high-entropy alloys in additive manufacturing. Scr. Mater. 2015, 99, 93–96. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Jing, H.; Han, Y.; Zhao, L.; Zhang, Y.; Li, H. A strong, ductile, high-entropy FeCoCrNi alloy with fine grains fabricated via additive manufacturing and a single cold deformation and annealing cycle. Addit. Manuf. 2020, 36, 101591. [Google Scholar] [CrossRef]
- Zhao, W.; Han, J.-K.; Kuzminova, Y.O.; Evlashin, S.A.; Zhilyaev, A.P.; Pesin, A.M.; Jang, J.-I.; Liss, K.-D.; Kawasaki, M. Significance of grain refinement on micro-mechanical properties and structures of additively-manufactured CoCrFeNi high-entropy alloy. Mater. Sci. Eng. A 2021, 807, 140898. [Google Scholar] [CrossRef]
- Kuzminova, Y.O.; Kudryavtsev, E.A.; Han, J.-K.; Kawasaki, M.; Evlashin, S.A. Phase and structural changes during heat treatment of additive manufactured CrFeCoNi high-entropy alloy. J. Alloy. Compd. 2021, 889, 161495. [Google Scholar] [CrossRef]
- Lin, D.; Xi, X.; Li, X.; Hu, J.; Xu, L.; Han, Y.; Zhang, Y.; Zhao, L. High-temperature mechanical properties of FeCoCrNi high-entropy alloys fabricated via selective laser melting. Mater. Sci. Eng. A 2021, 832, 142354. [Google Scholar] [CrossRef]
- Peng, Y.; Jia, C.; Song, L.; Bian, Y.; Tang, H.; Cai, G.; Zhong, G. The manufacturing process optimization and the mechanical properties of FeCoCrNi high entropy alloys fabricated by selective laser melting. Intermetallics 2022, 145, 1279–1290. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Wang, C.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Jägle, E.A.; Zaefferer, S.; Raabe, D. Reducing hot tearing by grain boundary segregation engineering in additive manufacturing: Example of an AlxCoCrFeNi high-entropy alloy. Acta Mater. 2020, 204, 116505. [Google Scholar] [CrossRef]
- Kuzminova, Y.; Shibalova, A.; Evlashin, S.; Shishkovsky, I.; Krakhmalev, P. Structural effect of low Al content in the in-situ additive manufactured CrFeCoNiAlx high-entropy alloy. Mater. Lett. 2021, 303, 130487. [Google Scholar] [CrossRef]
- Zhu, Z.; Nguyen, Q.; Ng, F.; An, X.; Liao, X.; Liaw, P.; Nai, S.; Wei, J. Hierarchical microstructure and strengthening mechanisms of a CoCrFeNiMn high entropy alloy additively manufactured by selective laser melting. Scr. Mater. 2018, 154, 20–24. [Google Scholar] [CrossRef]
- Li, R.; Niu, P.; Yuan, T.; Cao, P.; Chen, C.; Zhou, K. Selective laser melting of an equiatomic CoCrFeMnNi high-entropy alloy: Processability, non-equilibrium microstructure and mechanical property. J. Alloys Compd. 2018, 746, 125–134. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Zhu, S.; Wang, M.; Chen, C.; Yuan, T. Hot cracking, crystal orientation and compressive strength of an equimolar CoCrFeMnNi high-entropy alloy printed by selective laser melting. Opt. Laser Technol. 2020, 127, 106147. [Google Scholar] [CrossRef]
- Piglione, A.; Dovgyy, B.; Liu, C.; Gourlay, C.; Hooper, P.; Pham, M. Printability and microstructure of the CoCrFeMnNi high-entropy alloy fabricated by laser powder bed fusion. Mater. Lett. 2018, 224, 22–25. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, H.; Li, W.; Mao, A.; Wang, L.; Song, G.; He, Y. Microstructure and nanoindentation creep behavior of CoCrFeMnNi high-entropy alloy fabricated by selective laser melting. Addit. Manuf. 2019, 28, 766–771. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, H.; Du, X.; He, Y.; Luo, H.; Song, G.; Mao, L.; Zhou, T.; Wang, L. Corrosion resistance enhancement of CoCrFeMnNi high-entropy alloy fabricated by additive manufacturing. Corros. Sci. 2020, 177, 108954. [Google Scholar] [CrossRef]
- Litwa, P.; Hernandez-Nava, E.; Guan, D.; Goodall, R.; Wika, K.K. The additive manufacture processing and machinability of CrMnFeCoNi high entropy alloy. Mater. Des. 2020, 198, 109380. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, Z.; Chen, H.; Wang, A.; Liu, J.; Liu, H.; Zheng, R.; Nai, S.; Primig, S.; Babu, S.; et al. Effect of cyclic rapid thermal loadings on the microstructural evolution of a CrMnFeCoNi high-entropy alloy manufactured by selective laser melting. Acta Mater. 2020, 196, 609–625. [Google Scholar] [CrossRef]
- Jin, M.; Piglione, A.; Dovgyy, B.; Hosseini, E.; Hooper, P.A.; Holdsworth, S.R.; Pham, M.-S. Cyclic plasticity and fatigue damage of CrMnFeCoNi high entropy alloy fabricated by laser powder-bed fusion. Addit. Manuf. 2020, 36, 101584. [Google Scholar] [CrossRef]
- Jin, M.; Hosseini, E.; Holdsworth, S.; Pham, M.-S. Thermally activated dependence of fatigue behaviour of CrMnFeCoNi high entropy alloy fabricated by laser powder-bed fusion. Addit. Manuf. 2022, 51, 102600. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Suh, J.-Y.; Lee, K.-A. Effect of gaseous hydrogen embrittlement on the mechanical properties of additively manufactured CrMnFeCoNi high-entropy alloy strengthened by in-situ formed oxide. Mater. Sci. Eng. A 2020, 796, 140039. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Kim, M.-C.; Lee, K.-A. 1.45 GPa ultrastrong cryogenic strength with superior impact toughness in the in-situ nano oxide reinforced CrMnFeCoNi high-entropy alloy matrix nanocomposite manufactured by laser powder bed fusion. J. Mater. Sci. Technol. 2021, 97, 10–19. [Google Scholar] [CrossRef]
- He, X.Y.; Wang, H.; Zhu, Z.G.; Wang, L.Z.; Liu, J.Q.; Haghdadi, N.; Nai, S.M.L.; Huang, J.; Primig, S.; Ringer, S.P.; et al. Texture evolution in a CrMnFeCoNi high-entropy alloy manufactured by laser powder bed fusion. J. Mater. Sci. 2022, 57, 9714–9725. [Google Scholar] [CrossRef]
- Karthik, G.; Kim, Y.; Kim, E.S.; Zargaran, A.; Sathiyamoorthi, P.; Park, J.M.; Jeong, S.G.; Gu, G.H.; Amanov, A.; Ungar, T.; et al. Gradient heterostructured laser-powder bed fusion processed CoCrFeMnNi high entropy alloy. Addit. Manuf. 2022, 59, 103131. [Google Scholar] [CrossRef]
- Liu, C.; Zhu, K.; Ding, W.; Liu, Y.; Chen, G.; Qu, X. Additive manufacturing of WMoTaTi refractory high-entropy alloy by employing fluidised powders. Powder Met. 2022, 65, 413–425. [Google Scholar] [CrossRef]
- Ishimoto, T.; Ozasa, R.; Nakano, K.; Weinmann, M.; Schnitter, C.; Stenzel, M.; Matsugaki, A.; Nagase, T.; Matsuzaka, T.; Todai, M.; et al. Development of TiNbTaZrMo bio-high entropy alloy (BioHEA) super-solid solution by selective laser melting, and its improved mechanical property and biocompatibility. Scr. Mater 2021, 194, 113658. [Google Scholar] [CrossRef]
- Yang, F.; Wang, L.; Wang, Z.; Wu, Q.; Zhou, K.; Lin, X.; Huang, W. Ultra strong and ductile eutectic high entropy alloy fabricated by selective laser melting. J. Mater. Sci. Technol. 2021, 106, 128–132. [Google Scholar] [CrossRef]
- Wang, Y.; Li, R.; Niu, P.; Zhang, Z.; Yuan, T.; Yuan, J.; Li, K. Microstructures and properties of equimolar AlCoCrCuFeNi high-entropy alloy additively manufactured by selective laser melting. Intermetallics 2020, 120, 106746. [Google Scholar] [CrossRef]
- Lin, W.-C.; Chang, Y.-J.; Hsu, T.-H.; Gorsse, S.; Sun, F.; Furuhara, T.; Yeh, A.-C. Microstructure and tensile property of a precipitation strengthened high entropy alloy processed by selective laser melting and post heat treatment. Addit. Manuf. 2020, 36, 101601. [Google Scholar] [CrossRef]
- Mu, Y.; He, L.; Deng, S.; Jia, Y.; Jia, Y.; Wang, G.; Zhai, Q.; Liaw, P.K.; Liu, C.-T. A high-entropy alloy with dislocation-precipitate skeleton for ultrastrength and ductility. Acta Mater. 2022, 232, 117975. [Google Scholar] [CrossRef]
- Wu, Y.; Zhao, X.; Chen, Q.; Yang, C.; Jiang, M.; Liu, C.; Jia, Z.; Chen, Z.; Yang, T.; Liu, Z. Strengthening and fracture mechanisms of a precipitation hardening high-entropy alloy fabricated by selective laser melting. Virtual Phys. Prototyp. 2022, 17, 451–467. [Google Scholar] [CrossRef]
- Yao, H.; Tan, Z.; He, D.; Zhou, Z.; Zhou, Z.; Xue, Y.; Cui, L.; Chen, L.; Wang, G.; Yang, Y. High strength and ductility AlCrFeNiV high entropy alloy with hierarchically heterogeneous microstructure prepared by selective laser melting. J. Alloy. Compd. 2019, 813, 152196. [Google Scholar] [CrossRef]
- Agrawal, P.; Haridas, R.S.; Thapliyal, S.; Yadav, S.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Metastable high entropy alloys: An excellent defect tolerant material for additive manufacturing. Mater. Sci. Eng. A 2021, 826, 142005. [Google Scholar] [CrossRef]
- Thapliyal, S.; Nene, S.S.; Agrawal, P.; Wang, T.; Morphew, C.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Damage-tolerant, corrosion-resistant high entropy alloy with high strength and ductility by laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101455. [Google Scholar] [CrossRef]
- Agrawal, P.; Thapliyal, S.; Nene, S.; Mishra, R.; McWilliams, B.; Cho, K. Excellent strength-ductility synergy in metastable high entropy alloy by laser powder bed additive manufacturing. Addit. Manuf. 2020, 32, 101098. [Google Scholar] [CrossRef]
- Fujieda, T.; Chen, M.; Shiratori, H.; Kuwabara, K.; Yamanaka, K.; Koizumi, Y.; Chiba, A.; Watanabe, S. Mechanical and corrosion properties of CoCrFeNiTi-based high-entropy alloy additive manufactured using selective laser melting. Addit. Manuf. 2019, 25, 412–420. [Google Scholar] [CrossRef]
- Zhao, Y.; Lau, K.B.; Teh, W.H.; Lee, J.J.; Wei, F.; Lin, M.; Wang, P.; Tan, C.C.; Ramamurty, U. Compositionally graded CoCrFeNiTix high-entropy alloys manufactured by laser powder bed fusion: A combinatorial assessment. J. Alloys Compd. 2021, 883, 160825. [Google Scholar] [CrossRef]
- Farquhar, L.; Maddison, G.; Hardwick, L.; Livera, F.; Todd, I.; Goodall, R. In-Situ Alloying of CoCrFeNiX High Entropy Alloys by Selective Laser Melting. Metals 2022, 12, 456. [Google Scholar] [CrossRef]
- Su, Y.; Luo, S.; Wang, Z. Microstructure evolution and cracking behaviors of additively manufactured AlxCrCuFeNi2 high entropy alloys via selective laser melting. J. Alloy. Compd. 2020, 842, 155823. [Google Scholar] [CrossRef]
- Gu, Z.; Su, X.; Peng, W.; Guo, W.; Xi, S.; Zhang, X.; Tu, H.; Gao, Y.; Wu, H. An important improvement of strength and ductility on a new type of CoCr2.5FeNi2TiW0.5 high entropy alloys under two different protective gases by selective laser melting. J. Alloy. Compd. 2021, 868, 159088. [Google Scholar] [CrossRef]
- Yang, X.; Zhou, Y.; Xi, S.; Chen, Z.; Wei, P.; He, C.; Li, T.; Gao, Y.; Wu, H. Additively manufactured fine grained Ni6Cr4WFe9Ti high entropy alloys with high strength and ductility. Mater. Sci. Eng. A 2019, 767, 138394. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, G.; Wang, X.; Zhao, G. Microstructure and mechanical properties of Al0.3FeCoCrNi high entropy alloy processed by laser powder bed fusion using FeCoCrNi and Al powder mixture. Mater. Sci. Eng. A 2022, 848, 143468. [Google Scholar] [CrossRef]
- Geng, Z.; Chen, C.; Li, R.; Luo, J.; Zhou, K. Composition inhomogeneity reduces cracking susceptibility in additively manufactured AlCoCrFeNi2.1 eutectic high-entropy alloy produced by laser powder bed fusion. Addit. Manuf. 2022, 56, 102941. [Google Scholar] [CrossRef]
- Vogiatzief, D.; Evirgen, A.; Pedersen, M.; Hecht, U. Laser powder bed fusion of an Al-Cr-Fe-Ni high-entropy alloy produced by blending of prealloyed and elemental powder: Process parameters, microstructures and mechanical properties. J. Alloy. Compd. 2022, 918, 165658. [Google Scholar] [CrossRef]
- Chen, P.; Li, S.; Zhou, Y.; Yan, M.; Attallah, M.M. Fabricating CoCrFeMnNi high entropy alloy via selective laser melting in-situ alloying. J. Mater. Sci. Technol. 2020, 43, 40–43. [Google Scholar] [CrossRef]
- Wang, H.; Chen, J.; Luo, H.; Wang, D.; Song, C.; Yao, X.; Chen, P.; Yan, M. Bimetal printing of high entropy alloy/metallic glass by laser powder bed fusion additive manufacturing. Intermetallics 2022, 141, 107430. [Google Scholar] [CrossRef]
- Yamanaka, K.; Shiratori, H.; Mori, M.; Omura, K.; Fujieda, T.; Kuwabara, K.; Chiba, A. Corrosion mechanism of an equimolar AlCoCrFeNi high-entropy alloy additively manufactured by electron beam melting. npj Mater. Degrad. 2020, 4, 24. [Google Scholar] [CrossRef]
- Fujieda, T.; Shiratori, H.; Kuwabara, K.; Kato, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A. First demonstration of promising selective electron beam melting method for utilizing high-entropy alloys as engineering materials. Mater. Lett. 2015, 159, 12–15. [Google Scholar] [CrossRef]
- Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Kuwabara, K.; Kato, T.; Chiba, A. Relationship between the microstructure and mechanical properties of an equiatomic AlCoCrFeNi high-entropy alloy fabricated by selective electron beam melting. Mater. Sci. Eng. A 2016, 656, 39–46. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.; Wang, D.; He, L.; Ye, X.; Zhang, W. Additive manufacturing of in-situ strengthened dual-phase AlCoCuFeNi high-entropy alloy by selective electron beam melting. J. Alloy. Compd. 2021, 893, 162259. [Google Scholar] [CrossRef]
- Kuwabara, K.; Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Mechanical and corrosion properties of AlCoCrFeNi high-entropy alloy fabricated with selective electron beam melting. Addit. Manuf. 2018, 23, 264–271. [Google Scholar] [CrossRef]
- Wang, P.; Huang, P.; Ng, F.L.; Sin, W.J.; Lu, S.; Nai, M.L.S.; Dong, Z.; Wei, J. Additively manufactured CoCrFeNiMn high-entropy alloy via pre-alloyed powder. Mater. Des. 2019, 168, 107576. [Google Scholar] [CrossRef]
- Eißmann, N.; Klöden, B.; Weißgärber, T.; Kieback, B. High-entropy alloy CoCrFeMnNi produced by powder metallurgy. Powder Met. 2017, 60, 184–197. [Google Scholar] [CrossRef]
- Cagirici, M.; Wang, P.; Ng, F.L.; Nai, M.L.S.; Ding, J.; Wei, J. Additive manufacturing of high-entropy alloys by thermophysical calculations and in situ alloying. J. Mater. Sci. Technol. 2021, 94, 53–66. [Google Scholar] [CrossRef]
- Fujieda, T.; Shiratori, H.; Kuwabara, K.; Hirota, M.; Kato, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A.; Watanabe, S. CoCrFeNiTi-based high-entropy alloy with superior tensile strength and corrosion resistance achieved by a combination of additive manufacturing using selective electron beam melting and solution treatment. Mater Lett. 2017, 189, 148–151. [Google Scholar] [CrossRef]
- Karimi, J.; Kollo, L.; Rahmani, R.; Ma, P.; Jia, Y.; Prashanth, K. Selective laser melting of in-situ CoCrFeMnNi high entropy alloy: Effect of remelting. J. Manuf. Process. 2022, 84, 55–63. [Google Scholar] [CrossRef]
- Hou, Y.; Su, H.; Zhang, H.; Wang, X.; Wang, C. Fabricating Homogeneous FeCoCrNi High-Entropy Alloys via SLM In Situ Alloying. Metals 2021, 11, 942. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Huang, S.; Zhu, S.; Wang, F.; Li, D. Manufacturing and Analysis of High-Performance Refractory High-Entropy Alloy via Selective Laser Melting (SLM). Materials 2019, 12, 720. [Google Scholar] [CrossRef] [Green Version]
- Huber, F.; Bartels, D.; Schmidt, M. In-Situ Alloy Formation of a WMoTaNbV Refractory Metal High Entropy Alloy by Laser Powder Bed Fusion (PBF-LB/M). Materials 2021, 14, 3095. [Google Scholar] [CrossRef] [PubMed]
- Ron, T.; Leon, A.; Popov, V.; Strokin, E.; Eliezer, D.; Shirizly, A.; Aghion, E. Synthesis of Refractory High-Entropy Alloy WTaMoNbV by Powder Bed Fusion Process Using Mixed Elemental Alloying Powder. Materials 2022, 15, 4043. [Google Scholar] [CrossRef]
- Li, Q.; Chen, X.; Zhang, J.; Jayalakshmi, S.; Arvind Singh, R. Investigation of the Effect of the Thermo-Mechanical Processing of Additively Manufactured CoCrFeNiAl0.4 High-Entropy Alloy. Adv. Eng. Mater. 2022, 24, 2101628. [Google Scholar] [CrossRef]
- Popov, V.V., Jr.; Katz-Demyanetz, A.; Koptyug, A.; Bamberger, M. Selective electron beam melting of Al0.5CrMoNbTa0.5 high entropy alloys using elemental powder blend. Heliyon 2019, 5, e01188. [Google Scholar] [CrossRef] [Green Version]
- Katz-Demyanetz, A.; Gorbachev, I.; Eshed, E.; Popov, V.; Bamberger, M. High entropy Al0.5CrMoNbTa0.5 alloy: Additive manufacturing vs. casting vs. CALPHAD approval calculations. Mater. Charact. 2020, 167, 110505. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Li, X.; Jing, H.; Qin, G.; Pang, H.; Minami, F. A Si-containing FeCoCrNi high-entropy alloy with high strength and ductility synthesized in situ via selective laser melting. Addit. Manuf. 2020, 35, 101340. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.; Jia, F.; Xia, W.; Lin, F.; Han, J.; Wang, R.; Pan, Z.; Li, H.; Jiang, Z. Effects of inter-layer remelting frequency on the microstructure evolution and mechanical properties of equimolar CoCrFeNiMn high entropy alloys during in-situ powder-bed arc additive manufacturing (PBAAM) process. J. Mater. Sci. Technol. 2022, 113, 90–104. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, Y.; Cai, J.; Ji, S.; Geng, J.; Sun, X.; Li, D. High-strength NbMoTaX refractory high-entropy alloy with low stacking fault energy eutectic phase via laser additive manufacturing. Mater. Des. 2021, 201, 109462. [Google Scholar] [CrossRef]
- Dong, B.; Wang, Z.; Zhu, H.; Muránsky, O.; Qiu, Z.; Shen, C.; Pan, Z.; Li, H. Low neutron cross-section FeCrVTiNi based high-entropy alloys: Design, additive manufacturing and characterization. Microstructures 2022, 2, 2022003. [Google Scholar] [CrossRef]
- Ahn, D. Directed energy deposition (DED) process: State of the art. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Singh, A.; Kapil, S.; Das, M. A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Prasad, H.S.; Brueckner, F.; Kaplan, A.F. Powder incorporation and spatter formation in high deposition rate blown powder directed energy deposition. Addit. Manuf. 2020, 35, 101413. [Google Scholar] [CrossRef]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Improving the strength and ductility of laser directed energy deposited CrMnFeCoNi high-entropy alloy by laser shock peening. Addit. Manuf. 2020, 35, 101417. [Google Scholar] [CrossRef]
- Sui, Q.; Wang, Z.; Wang, J.; Xu, S.; Zhao, F.; Gong, L.; Liu, B.; Liu, J.; Liu, G. The microstructure and mechanical properties of the additive manufactured AlCoCrFeNi high entropy alloy. Mater. Sci. Eng. A 2021, 833, 142507. [Google Scholar] [CrossRef]
- Zhou, K.; Li, J.; Wu, Q.; Zhang, Z.; Wang, Z.; Wang, J. Remelting induced fully-equiaxed microstructures with anomalous eutectics in the additive manufactured Ni32Co30Cr10Fe10Al18 eutectic high-entropy alloy. Scr. Mater. 2021, 201, 113952. [Google Scholar] [CrossRef]
- Kunce, I.; Polanski, M.; Karczewski, K.; Plocinski, T.; Kurzydlowski, K. Microstructural characterisation of high-entropy alloy AlCoCrFeNi fabricated by laser engineered net shaping. J. Alloy. Compd. 2015, 648, 751–758. [Google Scholar] [CrossRef]
- Yang, S.; Liu, Z.; Pi, J. Microstructure and wear behavior of the AlCrFeCoNi high-entropy alloy fabricated by additive manufacturing. Mater. Lett. 2019, 261, 127004. [Google Scholar] [CrossRef]
- Cai, Y.; Li, X.; Xia, H.; Cui, Y.; Manladan, S.M.; Zhu, L.; Shan, M.; Sun, D.; Wang, T.; Lv, X.; et al. Fabrication of laminated high entropy alloys using differences in laser melting deposition characteristics of FeCoCrNi and FeCoCrNiAl. J. Manuf. Process. 2021, 72, 294–308. [Google Scholar] [CrossRef]
- Ocelík, V.; Janssen, N.; Smith, S.N.; De Hosson, J.T.M. Additive Manufacturing of High-Entropy Alloys by Laser Processing. Jom 2016, 68, 1810–1818. [Google Scholar] [CrossRef] [Green Version]
- Wang, R.; Zhang, K.; Davies, C.; Wu, X. Evolution of microstructure, mechanical and corrosion properties of AlCoCrFeNi high-entropy alloy prepared by direct laser fabrication. J. Alloy. Compd. 2017, 694, 971–981. [Google Scholar] [CrossRef]
- Sistla, H.R.; Newkirk, J.W.; Frank Liou, F. Effect of Al/Ni ratio, heat treatment on phase transformations and microstructure of AlxFeCoCrNi2−x (x=0.3, 1) high entropy alloys. Mater Des. 2015, 81, 113–121. [Google Scholar] [CrossRef]
- Chen, X.; Yan, L.; Karnati, S.; Zhang, Y.; Liou, F. Fabrication and characterization of AlxCoFeNiCu1−x high entropy alloys by laser metal deposition. Coatings 2017, 7, 47. [Google Scholar] [CrossRef] [Green Version]
- Joseph, J.; Stanford, N.; Hodgson, P.; Fabijanic, D.M. Tension/compression asymmetry in additive manufactured face centered cubic high entropy alloy. Scr. Mater. 2017, 129, 30–34. [Google Scholar] [CrossRef]
- Peng, H.; Xie, S.; Niu, P.; Zhang, Z.; Yuan, T.; Ren, Z.; Wang, X.; Zhao, Y.; Li, R. Additive manufacturing of Al0.3CoCrFeNi high-entropy alloy by powder feeding laser melting deposition. J. Alloy. Compd. 2021, 862, 158286. [Google Scholar] [CrossRef]
- Nartu, M.S.K.K.Y.; Alam, T.; Dasari, S.; Mantri, S.A.; Gorsse, S.; Siller, H.; Dahotre, N.; Banerjee, R. Enhanced tensile yield strength in laser additively manufactured Al0.3CoCrFeNi high entropy alloy. Materialia 2020, 9, 100522. [Google Scholar] [CrossRef]
- Joseph, J.; Hodgson, P.; Jarvis, T.; Wu, X.; Stanford, N.; Fabijanic, D. Effect of hot isostatic pressing on the microstructure and mechanical properties of additive manufactured AlxCoCrFeNi high entropy alloys. Mater. Sci. Eng. A 2018, 733, 59–70. [Google Scholar] [CrossRef]
- Joseph, J.; Jarvis, T.; Wu, X.; Stanford, N.; Hodgson, P.; Fabijanic, D.M. Comparative study of the microstructures and mechanical properties of direct laser fabricated and arc-melted AlxCoCrFeNi high entropy alloys. Mater. Sci. Eng. A 2015, 633, 184–193. [Google Scholar] [CrossRef]
- Chao, Q.; Guo, T.; Jarvis, T.; Wu, X.; Hodgson, P.; Fabijanic, D. Direct laser deposition cladding of AlxCoCrFeNi high entropy alloys on a high-temperature stainless steel. Surf. Coat. Technol. 2017, 332, 440–451. [Google Scholar] [CrossRef]
- Li, Q.; Chen, X.; Chen, X.; Siddiquee, A.N.; Deev, V.B.; Konovalov, S.; Wen, M. Microstructure evolution of additively manufactured CoCrFeNiAl0.4 high-entropy alloy under thermo-mechanical processing. J. Mater. Res. Technol. 2022, 16, 442–450. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Jayalakshmi, S.; Singh, R.A.; Deev, V.B.; Prusov, E.S. Factors determining solid solution phase formation and stability in CoCrFeNiX0.4 (X=Al, Nb, Ta) high entropy alloys fabricated by powder plasma arc additive manufacturing. J. Alloy. Compd. 2021, 857, 157625. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, Q.; Chen, X.; Jayalakshmi, S.; Singh, R.A.; Konovalov, S.; Deev, V.B.; Prusov, E.S. Strengthening mechanisms in CoCrFeNiX0.4 (Al, Nb, Ta) high entropy alloys fabricated by powder plasma arc additive manufacturing. Nanomaterials 2021, 11, 721. [Google Scholar] [CrossRef] [PubMed]
- Joseph, J.; Imran, M.; Hodgson, P.D.; Barnett, M.R.; Fabijanic, D.M. Towards the large-scale production and strength prediction of near-eutectic AlxCoCrFeNi2.1 alloys by additive manufacturing. Manuf. Lett. 2020, 25, 16–20. [Google Scholar] [CrossRef]
- Shen, Q.; Xue, J.; Zheng, Z.; Yu, X.; Ou, N. Effect of heat treatment on microstructure and mechanical properties of Al1.2CoCrFeNi2.1 high-entropy alloy fabricated by powder plasma arc additive manufacturing. Mater. Sci. Eng. A 2022, 857, 144129. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhou, S.; Xiong, Z.; Liang, Y.-J.; Xue, Y.; Wang, L. Enabling stronger eutectic high-entropy alloys with larger ductility by 3D printed directional lamellae. Addit. Manuf. 2021, 39, 101901. [Google Scholar] [CrossRef]
- Huang, L.; Sun, Y.; Chen, N.; Luan, H.; Le, G.; Liu, X.; Ji, Y.; Lu, Y.; Liaw, P.K.; Yang, X.; et al. Simultaneously enhanced strength-ductility of AlCoCrFeNi2.1 eutectic high-entropy alloy via additive manufacturing. Mater. Sci. Eng. A 2022, 830, 142327. [Google Scholar] [CrossRef]
- Shen, Q.; Xue, J.; Zheng, Z.; Yu, X.; Ou, N. Effect of thermal cycling on the microstructure and mechanical properties of AlCoCrFeNi2.1 high-entropy alloy fabricated using powder plasma arc additive manufacturing. Mater Lett. 2022, 325, 132902. [Google Scholar] [CrossRef]
- Vikram, R.; Murty, B.; Fabijanic, D.; Suwas, S. Insights into micro-mechanical response and texture of the additively manufactured eutectic high entropy alloy AlCoCrFeNi2.1. J. Alloy. Compd. 2020, 827, 154034. [Google Scholar] [CrossRef]
- Gwalani, B.; Soni, V.; Waseem, O.A.; Mantri, S.A.; Banerjee, R. Laser additive manufacturing of compositionally graded AlCrFeMoVx (x = 0 to 1) high-entropy alloy system. Opt. Laser Technol. 2019, 113, 330–337. [Google Scholar] [CrossRef]
- Gao, X.; Yu, Z.; Hu, W.; Lu, Y.; Zhu, Z.; Ji, Y.; Lu, Y.; Qin, Z.; Lu, X. In situ strengthening of CrMnFeCoNi high-entropy alloy with Al realized by laser additive manufacturing. J. Alloy. Compd. 2020, 847, 156563. [Google Scholar] [CrossRef]
- Malatji, N.; Popoola, A.; Lengopeng, T.; Pityana, S. Tribological and corrosion properties of laser additive manufactured AlCrFeNiCu high entropy alloy. Mater. Today: Proc. 2020, 28, 944–948. [Google Scholar] [CrossRef]
- Dada, M.; Popoola, P.; Aramide, O.; Mathe, N.; Pityana, S. Optimization of the corrosion property of a high entropy alloy using response surface methodology. Mater. Today Proc. 2020, 38, 1024–1030. [Google Scholar] [CrossRef]
- Nartu, M.; Chesetti, A.; Dasari, S.; Sharma, A.; Mantri, S.; Dahotre, N.; Banerjee, R. Engineering heterogeneous microstructures in additively manufactured high entropy alloys for high strength and strain hardenability. Mater. Sci. Eng. A 2022, 849, 143505. [Google Scholar] [CrossRef]
- Dada, M.; Popoola, P.; Mathe, N.; Pityana, S.; Adeosun, S. Effect of laser parameters on the properties of high entropy alloys: A preliminary study. Mater. Today Proc. 2020, 38, 756–761. [Google Scholar] [CrossRef]
- Dada, M.; Popoola, P.; Mathe, N.; Pityana, S.; Adeosun, S.; Aramide, O. The comparative study of the microstructural and corrosion behaviour of laser-deposited high entropy alloys. J. Alloy. Compd. 2021, 866, 158777. [Google Scholar] [CrossRef]
- Dada, M.; Popoola, P.; Mathe, N.; Pityana, S.; Adeosun, S.; Aramide, O.; Lengopeng, T. Process optimization of high entropy alloys by laser additive manufacturing. Eng. Rep. 2021, 2, e12252. [Google Scholar] [CrossRef]
- Liu, S.; Wan, D.; Guan, S.; Fu, Y.; Ren, X.; Zhang, Z.; He, J. Microstructure and nanomechanical behavior of an additively manufactured (CrCoNiFe)94Ti2Al4 high-entropy alloy. Mater. Sci. Eng. A 2021, 823, 141737. [Google Scholar] [CrossRef]
- Chew, Y.; Bi, G.; Zhu, Z.; Ng, F.; Weng, F.; Liu, S.; Nai, S.; Lee, B. Microstructure and enhanced strength of laser aided additive manufactured CoCrFeNiMn high entropy alloy. Mater. Sci. Eng. A 2018, 744, 137–144. [Google Scholar] [CrossRef]
- Guan, S.; Wan, D.; Solberg, K.; Berto, F.; Welo, T.; Yue, T.; Chan, K. Additive manufacturing of fine-grained and dislocation-populated CrMnFeCoNi high entropy alloy by laser engineered net shaping. Mater. Sci. Eng. A 2019, 761, 138056. [Google Scholar] [CrossRef]
- Gao, X.; Lu, Y. Laser 3D printing of CoCrFeMnNi high-entropy alloy. Mater. Lett. 2018, 236, 77–80. [Google Scholar] [CrossRef]
- Qiu, Z.; Yao, C.; Feng, K.; Li, Z.; Chu, P.K. Cryogenic deformation mechanism of CrMnFeCoNi high-entropy alloy fabricated by laser additive manufacturing process. Int. J. Light. Mater. Manuf. 2018, 1, 33–39. [Google Scholar] [CrossRef]
- Xiang, S.; Luan, H.; Wu, J.; Yao, K.-F.; Li, J.; Liu, X.; Tian, Y.; Mao, W.; Bai, H.; Le, G.; et al. Microstructures and mechanical properties of CrMnFeCoNi high entropy alloys fabricated using laser metal deposition technique. J. Alloy. Compd. 2018, 773, 387–392. [Google Scholar] [CrossRef]
- Tong, Z.; Ren, X.; Jiao, J.; Zhou, W.; Ren, Y.; Ye, Y.; Larson, E.A.; Gu, J. Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property. J. Alloy. Compd. 2019, 785, 1144–1159. [Google Scholar] [CrossRef]
- Melia, M.A.; Carroll, J.D.; Whetten, S.R.; Esmaeely, S.N.; Locke, J.; White, E.; Anderson, I.; Chandross, M.; Michael, J.R.; Argibay, N.; et al. Mechanical and Corrosion Properties of Additively Manufactured CoCrFeMnNi High Entropy Alloy. Addit. Manuf. 2019, 29, 100833. [Google Scholar] [CrossRef]
- Li, H.; Huang, Y.; Zhao, W.; Chen, T.; Sun, J.; Wei, D.; Du, Q.; Zou, Y.; Lu, Y.; Zhu, P.; et al. Overcoming the strength-ductility trade-off in an additively manufactured CoCrFeMnNi high entropy alloy via deep cryogenic treatment. Addit. Manuf. 2021, 50, 102546. [Google Scholar] [CrossRef]
- Zheng, M.; Li, C.; Zhang, X.; Ye, Z.; Yang, X.; Gu, J. The influence of columnar to equiaxed transition on deformation behavior of FeCoCrNiMn high entropy alloy fabricated by laser-based directed energy deposition. Addit. Manuf. 2020, 37, 101660. [Google Scholar] [CrossRef]
- Shittu, J.; Sadeghilaridjani, M.; Pole, M.; Muskeri, S.; Ren, J.; Liu, Y.; Tahoun, I.; Arora, H.; Chen, W.; Dahotre, N.; et al. Tribo-corrosion response of additively manufactured high-entropy alloy. npj Mater. Degrad. 2021, 5, 31. [Google Scholar] [CrossRef]
- Cui, Z.; Mi, Y.; Qiu, D.; Dong, P.; Qin, Z.; Gong, D.; Li, W. Microstructure and mechanical properties of additively manufactured CrMnFeCoNi high-entropy alloys after ultrasonic surface rolling process. J. Alloy. Compd. 2021, 887, 161393. [Google Scholar] [CrossRef]
- Li, H.; Huang, Y.; Jiang, S.; Lu, Y.; Gao, X.; Lu, X.; Ning, Z.; Sun, J. Columnar to equiaxed transition in additively manufactured CoCrFeMnNi high entropy alloy. Mater. Des. 2020, 197, 109262. [Google Scholar] [CrossRef]
- Bai, Y.; Jiang, H.; Yan, K.; Li, M.; Wei, Y.; Zhang, K.; Wei, B. Phase transition and heterogeneous strengthening mechanism in CoCrFeNiMn high-entropy alloy fabricated by laser-engineered net shaping via annealing at intermediate-temperature. J. Mater. Sci. Technol. 2021, 92, 129–137. [Google Scholar] [CrossRef]
- Li, H.; Fu, W.; Chen, T.; Huang, Y.; Ning, Z.; Sun, J.; Bai, H.; Dai, X.; Fan, H.; Ngan, A.H. Toward tunable microstructure and mechanical properties in additively manufactured CoCrFeMnNi high entropy alloy. J. Alloy. Compd. 2022, 924, 166513. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Wang, H.; Li, Z.; Cheng, X.; Zhang, B.; Li, J.; Ran, X. Mitigating hot-cracking of laser melted CoCrFeNiMnTix high-entropy alloys. Mater. Lett. 2022, 314, 131771. [Google Scholar] [CrossRef]
- Haase, C.; Tang, F.; Wilms, M.B.; Weisheit, A.; Hallstedt, B. Combining thermodynamic modeling and 3D printing of elemental powder blends for high-throughput investigation of high-entropy alloys—Towards rapid alloy screening and design. Mater. Sci. Eng. A 2017, 688, 180–189. [Google Scholar] [CrossRef]
- Sui, Q.; Wang, Z.; Wang, J.; Xu, S.; Liu, B.; Yuan, Q.; Zhao, F.; Gong, L.; Liu, J. Additive manufacturing of CoCrFeNiMo eutectic high entropy alloy: Microstructure and mechanical properties. J. Alloy. Compd. 2022, 913, 165239. [Google Scholar] [CrossRef]
- Lu, H.; Zhang, X.; Liu, J.; Zhao, S.; Lin, X.; Li, H.; Hu, Y. Study on laser shock modulation of melt pool in laser additive manufacturing of FeCoCrNi high-entropy alloys. J. Alloy. Compd. 2022, 925, 166720. [Google Scholar] [CrossRef]
- Shen, Q.; Xue, J.; Yu, X.; Zheng, Z.; Ou, N. Powder plasma arc additive manufacturing of CoCrFeNiWx high-entropy alloys: Microstructure evolution and mechanical properties. J. Alloy. Compd. 2022, 922, 166245. [Google Scholar] [CrossRef]
- Wang, Q.; Amar, A.; Jiang, C.; Luan, H.; Zhao, S.; Zhang, H.; Le, G.; Liu, X.; Wang, X.; Yang, X.; et al. CoCrFeNiMo0.2 high entropy alloy by laser melting deposition: Prospective material for low temperature and corrosion resistant applications. Intermetallics 2020, 119, 106727. [Google Scholar] [CrossRef]
- Zhou, K.; Wang, Z.; He, F.; Liu, S.; Li, J.; Kai, J.-J.; Wang, J. A precipitation-strengthened high-entropy alloy for additive manufacturing. Addit. Manuf. 2020, 35, 101410. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Jayalakshmi, S.; Singh, R.A.; Konovalov, S.; Wang, Y. Replacement of Ta with equi-atomic radius Nb atoms in CoCrFeNiTa high entropy alloys: Effect on microstructure and mechanical properties. Mater. Lett. 2021, 297, 129966. [Google Scholar] [CrossRef]
- Liu, S.; Grohol, C.M.; Shin, Y.C. High throughput synthesis of CoCrFeNiTi high entropy alloys via directed energy deposition. J. Alloy. Compd. 2022, 916, 165469. [Google Scholar] [CrossRef]
- Kunce, I.; Polanski, M.; Bystrzycki, J. Microstructure and hydrogen storage properties of a TiZrNbMoV high entropy alloy synthesized using Laser Engineered Net Shaping (LENS). Int. J. Hydrogen Energy 2014, 39, 9904–9910. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser metal deposition of a refractory TiZrNbHfTa high-entropy alloy. Addit. Manuf. 2018, 24, 386–390. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Gurevich, E.L.; George, E.P.; Ostendorf, A.; Laplanche, G. Laser metal deposition of compositionally graded TiZrNbTa refractory high-entropy alloys using elemental powder blends. Addit. Manuf. 2019, 25, 252–262. [Google Scholar] [CrossRef]
- Dobbelstein, H.; Thiele, M.; Gurevich, E.L.; George, E.P.; Ostendorf, A. Direct Metal Deposition of Refractory High Entropy Alloy MoNbTaW. Phys. Procedia 2016, 83, 624–633. [Google Scholar] [CrossRef] [Green Version]
- Melia, M.A.; Whetten, S.R.; Puckett, R.; Jones, M.; Heiden, M.J.; Argibay, N.; Kustas, A.B. High-throughput additive manufacturing and characterization of refractory high entropy alloys. Appl. Mater. Today 2020, 19, 100560. [Google Scholar] [CrossRef]
- Moorehead, M.; Bertsch, K.; Niezgoda, M.; Parkin, C.; Elbakhshwan, M.; Sridharan, K.; Zhang, C.; Thoma, D.; Couet, A. High-throughput synthesis of Mo-Nb-Ta-W high-entropy alloys via additive manufacturing. Mater. Des. 2020, 18, 108358. [Google Scholar] [CrossRef]
- Lang, E.; Burns, K.; Wang, Y.; Kotula, P.G.; Kustas, A.B.; Rodriguez, S.; Aitkaliyeva, A.; Hattar, K. Compositional Effects of Additively Manufactured Refractory High-Entropy Alloys under High-Energy Helium Irradiation. Nanomaterials 2022, 12, 2014. [Google Scholar] [CrossRef]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Ding, J. Designing a WAAM Based Manufacturing System for Defence Applications. Procedia CIRP 2015, 37, 48–53. [Google Scholar] [CrossRef] [Green Version]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Watts, C.; Drake, R. A review of Additive Manufacturing technology and Cost Estimation techniques for the defence sector. CIRP J. Manuf. Sci. Technol. 2017, 19, 117–128. [Google Scholar] [CrossRef] [Green Version]
- Ahsan, M.; Seo, G.-J.; Fan, X.; Liaw, P.K.; Motaman, S.; Haase, C.; Kim, D.B. Effects of process parameters on bead shape, microstructure, and mechanical properties in wire + arc additive manufacturing of Al0.1CoCrFeNi high-entropy alloy. J. Manuf. Process. 2021, 68, 1314–1327. [Google Scholar] [CrossRef]
- Shen, Q.; Kong, X.; Chen, X. Fabrication of bulk Al-Co-Cr-Fe-Ni high-entropy alloy using combined cable wire arc additive manufacturing (CCW-AAM): Microstructure and mechanical properties. J. Mater. Sci. Technol. 2020, 74, 136–142. [Google Scholar] [CrossRef]
- Osintsev, K.; Konovalov, S.; Zaguliaev, D.; Ivanov, Y.; Gromov, V.; Panchenko, I. Investigation of Co-Cr-Fe-Mn-Ni Non-Equiatomic High-Entropy Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2022, 12, 197. [Google Scholar] [CrossRef]
- Gromov, V.; Konovalov, S.; Ivanov, Y.; Shliarova, Y.; Vorobyov, S.; Semin, A. Structure and properties of the CrMnFeCoNi high-entropy alloy irradiated with a pulsed electron beam. J. Mater. Res. Technol. 2022, 19, 4258–4269. [Google Scholar] [CrossRef]
- Shen, Q.; Kong, X.; Chen, X. Significant transitions of microstructure and mechanical properties in additively manufactured Al–Co–Cr–Fe–Ni high-entropy alloy under heat treatment. Mater. Sci. Eng. A 2021, 815, 141257. [Google Scholar] [CrossRef]
- Yao, X.; Peng, K.; Chen, X.; Jiang, F.; Wang, K.; Wang, Q. Microstructure and Mechanical Properties of Dual Wire-Arc Additive Manufactured Al-Co-Cr-Fe-Ni High Entropy Alloy. Mater. Lett. 2022, 326, 132928. [Google Scholar] [CrossRef]
- Gromov, V.; Ivanov, Y.; Konovalov, S.; Osintsev, K.; Semin, A.; Rubannikova, Y. Modification of high-entropy alloy AlCoCrFeNi by electron beam treatment. J. Mater. Res. Technol. 2021, 13, 787–797. [Google Scholar] [CrossRef]
- Osintsev, K.; Gromov, V.; Ivanov, Y.; Konovalov, S.; Panchenko, I.; Vorobyev, S. Evolution of Structure in AlCoCrFeNi High-Entropy Alloy Irradiated by a Pulsed Electron Beam. Metals 2021, 11, 1228. [Google Scholar] [CrossRef]
- Osintsev, K.; Konovalov, S.; Gromov, V.; Panchenko, I.; Ivanov, Y. Microstructural and mechanical characterisation of non-equiatomic Al2.1Co0.3Cr0.5FeNi2.1 high-entropy alloy fabricated via wire-arc additive manufacturing. Philos. Mag. Lett. 2021, 101, 353–359. [Google Scholar] [CrossRef]
- Osintsev, K.A.; Konovalov, S.V.; Gromov, V.E.; Ivanov, Y.F.; Panchenko, I.A. Microstructure and mechanical properties of non-equiatomic Co25.4Cr15Fe37.9Mn3.5Ni16.8Si1.4 high-entropy alloy produced by wire-arc additive manufacturing. Mater Lett. 2022, 312, 131675. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Du, X.; Tong, Y.; Wang, R.; He, D.; Cai, Z.; Wang, H. Microstructure and Mechanical Properties of Wire Arc Additively Manufactured MoNbTaWTi High Entropy Alloys. Materials 2021, 14, 4512. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Karlsson, D.; Lindwall, G.; Lundbäck, A.; Amnebrink, M.; Boström, M.; Riekehr, L.; Schuisky, M.; Sahlberg, M.; Jansson, U. Binder jetting of the AlCoCrFeNi alloy. Addit. Manuf. 2019, 27, 72–79. [Google Scholar] [CrossRef]
- Xu, Z.; Zhu, Z.; Wang, P.; Meenashisundaram, G.K.; Nai, S.M.L.; Wei, J. Fabrication of porous CoCrFeMnNi high entropy alloy using binder jetting additive manufacturing. Addit. Manuf. 2020, 35, 101441. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kenel, C.; Casati, N.P.M.; Dunand, D.C. 3D ink-extrusion additive manufacturing of CoCrFeNi high-entropy alloy micro-lattices. Nat. Commun. 2019, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Peng, S.; Mooraj, S.; Feng, R.; Liu, L.; Ren, J.; Liu, Y.; Kong, F.; Xiao, Z.; Zhu, C.; Liaw, P.K.; et al. Additive manufacturing of three-dimensional (3D)-architected CoCrFeNiMn high- entropy alloy with great energy absorption. Scr. Mater. 2020, 190, 46–51. [Google Scholar] [CrossRef]
- Kaczmar, J.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Chen, H.; Lu, T.; Wang, Y.; Liu, Y.; Shi, T.; Prashanth, K.G.; Kosiba, K. Laser additive manufacturing of nano-TiC particles reinforced CoCrFeMnNi high-entropy alloy matrix composites with high strength and ductility. Mater. Sci. Eng. A 2022, 833, 142512. [Google Scholar] [CrossRef]
- Ng, C.K.; Bai, K.; Wuu, D.; Lau, K.B.; Lee, J.J.; Cheong, A.K.H.; Wei, F.; Cheng, B.; Wang, P.; Tan, D.C.C.; et al. Additive manufacturing of high-strength and ductile high entropy alloy CoCrFeNiW0.2 composites via laser powder bed fusion and post-annealing. J. Alloy. Compd. 2022, 906, 164288. [Google Scholar] [CrossRef]
- Guan, S.; Wan, D.; Solberg, K.; Berto, F.; Welo, T.; Yue, T.; Chan, K. Additively manufactured CrMnFeCoNi/AlCoCrFeNiTi0.5 laminated high-entropy alloy with enhanced strength-plasticity synergy. Scr. Mater. 2020, 183, 133–138. [Google Scholar] [CrossRef]
- Li, B.; Qian, B.; Xu, Y.; Liu, Z.; Xuan, F. Fine-structured CoCrFeNiMn high-entropy alloy matrix composite with 12 wt% TiN particle reinforcements via selective laser melting assisted additive manufacturing. Mater. Lett. 2019, 252, 88–91. [Google Scholar] [CrossRef]
- Li, B.; Zhang, L.; Xu, Y.; Liu, Z.; Qian, B.; Xuan, F. Selective laser melting of CoCrFeNiMn high entropy alloy powder modified with nano-TiN particles for additive manufacturing and strength enhancement: Process, particle behavior and effects. Powder Technol. 2019, 360, 509–521. [Google Scholar] [CrossRef]
- Lu, T.; Yao, N.; Chen, H.; Sun, B.; Chen, X.; Scudino, S.; Kosiba, K.; Zhang, X. Exceptional strength-ductility combination of additively manufactured high-entropy alloy matrix composites reinforced with TiC nanoparticles at room and cryogenic temperatures. Addit. Manuf. 2022, 56, 102918. [Google Scholar] [CrossRef]
- Amar, A.; Li, J.; Xiang, S.; Liu, X.; Zhou, Y.; Le, G.; Wang, X.; Qu, F.; Ma, S.; Dong, W.; et al. Additive manufacturing of high-strength CrMnFeCoNi-based High Entropy Alloys with TiC addition. Intermetallics 2019, 109, 162–166. [Google Scholar] [CrossRef]
- Zhang, X.; Li, R.; Huang, L.; Amar, A.; Wu, C.; Le, G.; Liu, X.; Guan, D.; Yang, G.; Li, J. Influence of in-situ and ex-situ precipitations on microstructure and mechanical properties of additive manufacturing CoCrFeMnNi high-entropy alloys. Vacuum 2021, 187, 110111. [Google Scholar] [CrossRef]
- Li, J.; Xiang, S.; Luan, H.; Amar, A.; Liu, X.; Lu, S.; Zeng, Y.; Le, G.; Wang, X.; Qu, F.; et al. Additive manufacturing of high-strength CrMnFeCoNi high-entropy alloys-based composites with WC addition. J. Mater. Sci. Technol. 2019, 35, 2430–2434. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, L.; Wan, D.; Guan, S.; Chan, K. Additive manufacturing of TiB2-containing CoCrFeMnNi high-entropy alloy matrix composites with high density and enhanced mechanical properties. Mater. Sci. Eng. A 2021, 825, 141871. [Google Scholar] [CrossRef]
- Pegues, J.W.; Melia, M.A.; Rodriguez, M.A.; Babuska, T.F.; Gould, B.; Argibay, N.; Greco, A.; Kustas, A.B. In situ synchrotron X-ray imaging and mechanical properties characterization of additively manufactured high-entropy alloy composites. J. Alloy. Compd. 2021, 876, 159505. [Google Scholar] [CrossRef]
- Shen, Q.; Kong, X.; Chen, X.; Yao, X.; Deev, V.B.; Prusov, E.S. Powder plasma arc additive manufactured CoCrFeNi(SiC)x high-entropy alloys: Microstructure and mechanical properties. Mater Lett. 2021, 282, 128736. [Google Scholar] [CrossRef]
- Thapliyal, S.; Agrawal, P.; Agrawal, P.; Nene, S.S.; Mishra, R.S.; McWilliams, B.A.; Cho, K.C. Segregation engineering of grain boundaries of a metastable Fe-Mn-Co-Cr-Si high entropy alloy with laser-powder bed fusion additive manufacturing. Acta Mater. 2021, 219, 117271. [Google Scholar] [CrossRef]
- Xu, J.; Duan, R.; Feng, K.; Zhang, C.; Zhou, Q.; Liu, P.; Li, Z. Enhanced strength and ductility of laser powder bed fused NbMoTaW refractory high-entropy alloy via carbon microalloying. Addit. Manuf. Lett. 2022, 3, 100079. [Google Scholar] [CrossRef]
- Yang, Y.; Hu, J.; Liu, X.; Xu, W.; Li, B.; Ling, G.; Pang, X.; Tian, Y. Post treatment of an additively manufactured composite consisting of 304 L stainless steel and CoCrFeMnNi high-entropy alloy. Mater. Sci. Eng. A 2021, 831, 142104. [Google Scholar] [CrossRef]
- Cai, Y.; Zhu, L.; Cui, Y.; Han, J. Manufacturing of FeCoCrNi + FeCoCrNiAl laminated high-entropy alloy by laser melting deposition (LMD). Mater. Lett. 2021, 289, 129445. [Google Scholar] [CrossRef]
- Chen, J.; Yao, Z.; Wang, X.; Lu, Y.; Wang, X.; Liu, Y.; Fan, X. Effect of C content on microstructure and tensile properties of as-cast CoCrFeMnNi high entropy alloy. Mater. Chem. Phys. 2018, 210, 136–145. [Google Scholar] [CrossRef]
- Lei, Z.; Liu, X.; Wu, Y.; Wang, H.; Jiang, S.; Wang, S.; Hui, X.; Wu, Y.; Gault, B.; Kontis, P.; et al. Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature 2018, 563, 546–550. [Google Scholar] [CrossRef] [PubMed]
- Song, M.; Zhou, R.; Gu, J.; Wang, Z.; Ni, S.; Liu, Y. Nitrogen induced heterogeneous structures overcome strength-ductility trade-off in an additively manufactured high-entropy alloy. Appl. Mater. Today 2019, 18, 100498. [Google Scholar] [CrossRef]
- Wang, Z.; Gu, J.; An, D.; Liu, Y.; Song, M. Characterization of the microstructure and deformation substructure evolution in a hierarchal high-entropy alloy by correlative EBSD and ECCI. Intermetallics 2020, 121, 106788. [Google Scholar] [CrossRef]
- Zhou, R.; Liu, Y.; Zhou, C.; Li, S.; Wu, W.; Song, M.; Liu, B.; Liang, X.; Liaw, P. Microstructures and mechanical properties of C-containing FeCoCrNi high-entropy alloy fabricated by selective laser melting. Intermetallics 2018, 94, 165–171. [Google Scholar] [CrossRef]
- Zhou, R.; Liu, Y.; Liu, B.; Li, J.; Fang, Q. Precipitation behavior of selective laser melted FeCoCrNiC0.05 high entropy alloy. Intermetallics 2019, 106, 20–25. [Google Scholar] [CrossRef]
- Wu, W.; Zhou, R.; Wei, B.; Ni, S.; Liu, Y.; Song, M. Nanosized precipitates and dislocation networks reinforced C-containing CoCrFeNi high-entropy alloy fabricated by selective laser melting. Mater. Charact. 2018, 144, 605–610. [Google Scholar] [CrossRef]
- Zhu, Z.G.; An, X.H.; Lu, W.J.; Li, Z.M.; Ng, F.L.; Liao, X.Z.; Ramamurty, U.; Nai, S.M.L.; Wei, J. Selective laser melting enabling the hierarchically heterogeneous microstructure and excellent mechanical properties in an interstitial solute strengthened high entropy alloy. Mater. Res. Lett. 2019, 7, 453–459. [Google Scholar] [CrossRef] [Green Version]
- Park, J.M.; Choe, J.; Kim, J.G.; Bae, J.W.; Moon, J.; Yang, S.; Kim, K.T.; Yu, J.; Kim, H.S. Superior tensile properties of 1% C-CoCrFeMnNi high-entropy alloy additively manufactured by selective laser melting. Mater. Res. Lett. 2020, 8, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Park, J.M.; Choe, J.; Park, H.K.; Son, S.; Jung, J.; Kim, T.-S.; Yu, J.-H.; Kim, J.G.; Kim, H.S. Synergetic strengthening of additively manufactured (CoCrFeMnNi)99C1 high-entropy alloy by heterogeneous anisotropic microstructure. Addit. Manuf. 2020, 35, 101333. [Google Scholar] [CrossRef]
- Zhao, D.; Yang, Q.; Wang, D.; Yan, M.; Wang, P.; Jiang, M.; Liu, C.; Diao, D.; Lao, C.; Chen, Z.; et al. Ordered nitrogen complexes overcoming strength–ductility trade-off in an additively manufactured high-entropy alloy. Virtual Phys. Prototyp. 2020, 15, 532–542. [Google Scholar] [CrossRef]
- Guo, L.; Gu, J.; Gan, B.; Ni, S.; Bi, Z.; Wang, Z.; Song, M. Effects of elemental segregation and scanning strategy on the mechanical properties and hot cracking of a selective laser melted FeCoCrNiMn-(N,Si) high entropy alloy. J. Alloys Compd. 2021, 865, 158892. [Google Scholar] [CrossRef]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.A.; Ren, Y.; Banerjee, R. Optimizing the coupled effects of Hall-Petch and precipitation strengthening in a Al0.3CoCrFeNi high entropy alloy. Mater Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- Ma, S.G.; Zhang, S.F.; Qiao, J.W.; Wang, Z.H.; Gao, M.C.; Jiao, Z.M.; Yang, H.J.; Zhang, Y. Superior high tensile elongation of a single-crystal CoCrFeNiAl0.3 high-entropy alloy by Bridgman solidification. Intermetallics 2014, 54, 104–109. [Google Scholar] [CrossRef]



















| Alloy | Crystal Structure | Ref. |
|---|---|---|
| AlCrFeCoNi | BCC/B2 | [50,51,52] |
| Al0.3CrFeCoNi | FCC | [53] |
| Al0.5CrFeCoNi | FCC | [54] |
| AlCrFeCoNi2.1 | FCC | [55] |
| AlCrFeCoNi2.1 | FCC + BCC/B2 | [56,57,58,59] |
| AlCrFe2Ni2 | BCC/B2 | [48] |
| Al0.55Cr0.5FeNi | BCC/B2 | [60] |
| AlCrFeNiCu | BCC/B2 | [61] |
| AlCrFeNi2Cu | FCC + BCC/B2 | [62] |
| AlCrFeNi2.5Cu | FCC + BCC/B2 | [62] |
| AlCrFeNi2.75Cu | FCC + BCC/B2 | [62] |
| AlCrFeNi3Cu | FCC + BCC/B2 | [62] |
| Al0.3CrFeCoNiCu | FCC | [63] |
| AlFeCoNiCu | FCC + BCC/B2 | [64] |
| CrFeCo1.1Ni1.6 | FCC + BCC | [65] |
| CrFeCoNi | FCC | [47,66,67,68,69,70,71,72,73] |
| CrMnFeCoNi | FCC | [45,46,49,74,75,76,77,78,79,80,81,82,83,84,85,86,87] |
| TiMoTaW | BCC + HCP | [88] |
| Ti2.3Zr2.3NbMoTa | BCC | [89] |
| Al2CrFeCo3Ni3Mo0.1W0.1 | FCC + BCC/B2 | [90] |
| AlCrFeCoNiCu | FCC + BCC/B2 | [91] |
| Al0.2Ti0.3CrFeCo1.5Ni1.5 | FCC | [92] |
| Al0.3Ti0.23FeCoNi | FCC | [93] |
| Al0.25Ti0.25FeCoNi | FCC | [94] |
| Al0.5V0.2Cr0.9FeNi2.5 | FCC | [95] |
| Si0.25Cr0.75MnFe2Co | FCC + HCP | [96] |
| Si0.25Cr0.75MnFe2CoCu2 | FCC + HCP | [97] |
| Si0.25Cr0.75MnFe2Co | FCC + HCP | [98] |
| Ti0.5CrFeCo1.5Ni1.5Mo0.1 | FCC + HCP | [99] |
| CrFeCoNi | FCC | [100] |
| CrFeCoNi | FCC | [101] |
| CrFeNi2Cu | FCC | [102] |
| TiCr2.5FeCoNi2W0.5 | BCC | [103] |
| TiCr4Fe9Ni6W | FCC | [104] |
| Alloy | Feedstock Material | Crystal Structure | Ref. |
|---|---|---|---|
| AlCrFeCoNi | Pre-alloyed + Al | BCC/B2 | [72] |
| Al0.01CrFeCoNi | Pre-alloyed + Al | FCC | [73] |
| Al0.05CrFeCoNi | Pre-alloyed + Al | FCC | [73] |
| Al0.1CrFeCoNi | Pre-alloyed + Al | FCC | [72,73] |
| Al0.3CrFeCoNi | Pre-alloyed + Al | FCC + BCC/B2 | [105] |
| Al0.5CrFeCoNi | Pre-alloyed + Al | FCC + BCC/B2 | [72] |
| Al0.5CrFeNi2Cu | Pre-alloyed + Al | FCC + BCC/B2 | [102] |
| Al0.75CrFeNi2Cu | Pre-alloyed + Al | FCC + BCC/B2 | [102] |
| AlCrFeNi2Cu | Pre-alloyed + Al | FCC + BCC/B2 | [102] |
| AlCrFeCoNi2.1 | Pre-alloyed + pre-alloyed | FCC + BCC/B2 | [106] |
| AlCrFe2.3Ni2.3 | Pre-alloyed + Fe + Ni | FCC + BCC/B2 | [107] |
| CrMnFeCoNi | Pre-alloyed + Mn | FCC | [108] |
| CrMnFeCoNi | Pre-alloyed + pre-alloyed | FCC | [109] |
| CrFeCoNiCu | Pre-alloyed + Cu | FCC | [101] |
| Ti0.2CrFeCoNi | Pre-alloyed + Ti | FCC | [100] |
| Ti0.4CrFeCoNi | Pre-alloyed + Ti | FCC | [100] |
| Ti0.6CrFeCoNi | Pre-alloyed + Ti | FCC | [100] |
| TiCrFeCoNi | Pre-alloyed + Ti | FCC + HCP + NiTi | [101] |
| Alloy | Crystal Structure | Ref. |
|---|---|---|
| AlCrFeCoNi | FCC + BCC/B2 | [110,111,112,114] |
| AlFeCoNiCu | FCC + BCC/B2 | [113] |
| CrMnFeCoNi | FCC | [115,116,117] |
| CrMnFeCoNiTi0.18 | FCC + σ + γ + D024 | [117] |
| CrMnFeCoNiTi0.5 | BCC + σ + γ + D024 | [117] |
| CrMnFeCoNiTi2 | BCC + σ + γ + D024 | [117] |
| CrFeCoNiMo | FCC + SC + Ni3Ti | [118] |
| Alloy | AM System | Feedstock Material | Crystal Structure | Ref. |
|---|---|---|---|---|
| Al0.1CrFeCoNi | Arc welding | Pre-alloyed Wire | FCC | [200] |
| AlCrFeCoNi | Arc welding | 7 Wires | FCC + BCC/B2 | [201,204,205] |
| Al0.7Cr0.4FeCo0.34Ni2 | Electron beam | 3 Wires | SC | [206,207] |
| Al2.1Cr0.5FeCo0.3Ni2.1 | Arc welding | 3 Wires | BCC/B2 | [208] |
| CrMnFeCoNi | Arc welding | 3 Wires | FCC | [202] |
| CrMnFeCoNi | Electron beam | 3 Wires | FCC | [203] |
| SiCrMnFeCoNi | Arc welding | 3 Wires | FCC | [209] |
| TiNbMoTaW | Arc welding | 7 Wires | BCC | [210] |
| Alloy | Sintering Temperature | Crystal Structure | Ref. |
|---|---|---|---|
| AlCrFeCoNi | 900 | FCC + BCC/B2 + σ | [212] |
| AlCrFeCoNi | 1000 , 1100 | FCC + BCC/B2 | [212] |
| AlCrFeCoNi | 1200 , 1300 | BCC/B2 | [212] |
| CrMnFeCoNi | 1150 , 1250 | FCC | [213] |
| Alloy | Binder | Feedstock Material | Crystal Structure | Ref. |
|---|---|---|---|---|
| CrFeCoNi | PLGA + DBP | Elemental | FCC | [215] |
| CrMnFeCoNi | THF + 2-Butoxyethanol + PMMA-PnBA | Pre-alloyed | FCC | [216] |
| Alloy | Type | AM | Raw Material | Crystal Structure | Ref. |
|---|---|---|---|---|---|
| CrMnFeCoNi | Reinforcing particles | L-PBF | Pre-alloyed + TiN | FCC + TiN | [221,222] |
| CrMnFeCoNi | Reinforcing particles | L-PBF | Pre-alloyed + nano TiC | FCC | [218,223] |
| CrMnFeCoNi | Reinforcing particles | L-DED | Pre-alloyed + TiC | FCC + TiC | [224,225] |
| CrMnFeCoNi | Reinforcing particles | L-DED | Pre-alloyed + WC | FCC+M23C6 | [225,226] |
| CrMnFeCoNi | Reinforcing particles | L-DED | Pre-alloyed + TiB2 | FCC + TiB2 | [227] |
| CrMnFeCoNi | Reinforcing particles | L-DED | Pre-alloyed + W | FCC + BCC + Fe7W6 | [228] |
| CrFeCoNi | Reinforcing particles | PA-DED | Elemental + SiC | FCC+Cr7C3 | [229] |
| CrFeCoNi | Reinforcing particles | L-PBF | Pre-alloyed + W | FCC + W | [219] |
| SiCrMnFeCo | Reinforcing particles | L-PBF | Pre-alloyed + B4C | FCC+HCP | [230] |
| NbMoTaW | Reinforcing particles | L-PBF | Pre-alloyed + W + WC | BCC + NbC | [231] |
| CrMnFeCoNi + 304 SS | Laminated structure | L-DED | Pre-alloyed + 304SS | FCC | [232] |
| AlCrFeCoNi + CrFeCoNi | Laminated structure | L-DED | Pre-alloyed | FCC/BCC | [233] |
| AlTi0.5CrFeCoNi + CrMnFeCoNi | Laminated structure | L-DED | Pre-alloyed | FCC/BCC | [220] |
| Alloy | Interstitial Doping | Crystal Structure | Ref. |
|---|---|---|---|
| CrFeCoNi | N | FCC | [236,237] |
| CrFeCoNi | C | FCC | [238,239,240] |
| CrMnFeCo | C | FCC + HCP | [241] |
| CrMnFeCoNi | C | FCC | [242,243] |
| CrMnFeCoNi | N | FCC | [244,245] |
| Alloy | AM System | Feedstock Material | Powder Size [µm] | Printing Parameters | Ref. |
|---|---|---|---|---|---|
| Al0.1CrFeCoNi | WAAM | Pre-alloyed Wire | X | Current: 200 A Voltage: 15.5 V Travel speed: 3.3, 10 mm/s Feed rate: 2000 mm/min Energy density: 82.23, 120 J/mm3 | [200] |
| Al0.3CrFeCoNi | L-DED | Pre-alloyed | 74–150 Average: 110 | Power: 1000 w Travel speed: 1000 mm/s Layer thickness: 30 μm | [145] |
| Al0.3CrFeCoNi | L-PBF | Pre-alloyed | 20–42 Average: 29 | Power: 150–170 w Scan speed: 1100–1300 mm/s Layer thickness: 25–30 μm Hatch spacing: 45 μm Energy density: 85–137 J/mm3 | [53] |
| AlCrFeCoNi | L-PBF | Pre-alloyed | 3.8–53 Average: 28.6 | Power: 250–400 w Scan speed: 1000 mm/s Layer thickness: 40 μm Hatch spacing: 90 μm Energy density: 68.4–111 J/mm3 | [52] |
| AlCrFeCoNi | EB-PBF | Pre-alloyed | 45–105 | Beam Current: 4.5–9 mA Preheating temperature: 950 Scan speed: 215 mm/s Layer thickness: 70 μm | [112] |
| AlCrFeCoNi | L-DED | Pre-alloyed | 75–150 | Power: 950 w Travel speed: 4 mm/s Feed rate: 9.5 g/min Layer thickness: 30 μm | [135] |
| AlCrFeCoNi | L-DED | Elemental | 50–150 | Power: 800 w Travel speed: 13 mm/s Layer thickness: 25 μm | [141] |
| AlCrFeCoNi | WAAM | 7 Wires | X | Current: 156 A Voltage: 16.2 V Travel speed: 8–12 mm/s Feed rate: 5.5 m/min | [201] |
| AlCrFeCoNi2.1 | L-PBF | Pre-alloyed + Ni | 10–75 Average: 32.7 | Power: 200–400 w Scan speed: 600–1000 mm/s Energy density: 88.9–190 J/mm3 | [56] |
| CrFeCoNi | L-PBF | Elemental | 19-73 | Power: 100–250 w Scan speed: 700–1100 mm/s Layer thickness: 20 μm Hatch spacing: 80 μm Energy density: 57–223 J/mm3 | [120] |
| CrFeCoNi | L-PBF | Pre-alloyed | 18–49 Average: 30.1 | Power: 94 w Scan speed: 582 mm/s Layer thickness: 30 μm Hatch spacing: 42 μm Energy density: 128.2 J/mm3 | [101] |
| CrMnFeCoNi | L-PBF | Pre-alloyed | 5–45 Average: 36 | Power: 400 w Scan speed: 800–4000 mm/s Layer thickness: 40 μm Hatch spacing: 90 μm Energy density: 37–185 J/mm3 | [75] |
| CrMnFeCoNi | L-PBF | Pre-alloyed | 20–80 Average: 43.4 | Power: 150 w scan speed: 600 mm/s layer thickness: 60 μm hatch spacing: 50 μm Energy density: 83 J/mm3 | [79] |
| CrMnFeCoNi | EB-PBF | Pre-alloyed | 44.1–88.7 Average: 65 | Current: 2–14 mA Preheating temperature: 900–980 scan speed: 492–3446 mm/s layer thickness: 50–70 μm hatch spacing: 50–70 μm | [115] |
| CrMnFeCoNi | L-DED | Pre-alloyed | Average: 120 | Power: 1000–1400 w Travel speed: 13 mm/s feed rate: 7–9 g/min | [172] |
| CrMnFeCoNi | L-DED | Pre-alloyed | 10–90 | Power: 600–1000 w Travel speed: 13 mm/s feed rate: 7–9 g/min | [173] |
| Production Characteristics and Microstructure Phenomenon | PBF | DED | BJ | ME |
|---|---|---|---|---|
| Feedstock material | Powders Pre-alloyed and elemental | Powders and wires Pre-alloyed and elemental | Powder Pre-alloyed | Powder paste Pre-alloyed |
| Powder size | Few microns | No limitation | Few microns | No limitation |
| Heat source | Laser beam Electron beam Arc melting | Laser beam Electron beam Arc melting | No heat source | No heat source |
| Deposition rate | Low | High | High | High |
| Post-processing requirements | Stress relief | No requirements | Sintering | Sintering |
| Printing geometry | Complex | Simple | Complex | Simple |
| Accuracy | High | Low | High | Low |
| Multi-material Production ability | One material | Multi-material ability | One material | Multi-material ability |
| Typical microstructure | Preferred orientation (columnar /dendrite structure) For EB-PBF increase in grain size in lower section of the part | Preferred orientation (columnar /dendrite structure) Increase in grain size in lower section of the part | Relatively large equiaxed grain structure | Relatively large equiaxed grain structure |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ron, T.; Shirizly, A.; Aghion, E. Additive Manufacturing Technologies of High Entropy Alloys (HEA): Review and Prospects. Materials 2023, 16, 2454. https://doi.org/10.3390/ma16062454
Ron T, Shirizly A, Aghion E. Additive Manufacturing Technologies of High Entropy Alloys (HEA): Review and Prospects. Materials. 2023; 16(6):2454. https://doi.org/10.3390/ma16062454
Chicago/Turabian StyleRon, Tomer, Amnon Shirizly, and Eli Aghion. 2023. "Additive Manufacturing Technologies of High Entropy Alloys (HEA): Review and Prospects" Materials 16, no. 6: 2454. https://doi.org/10.3390/ma16062454