
Catalytic Steam-Assisted Pyrolysis of PET for the Upgrading of TPA
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Effect of the Reaction Path during PET Pyrolysis
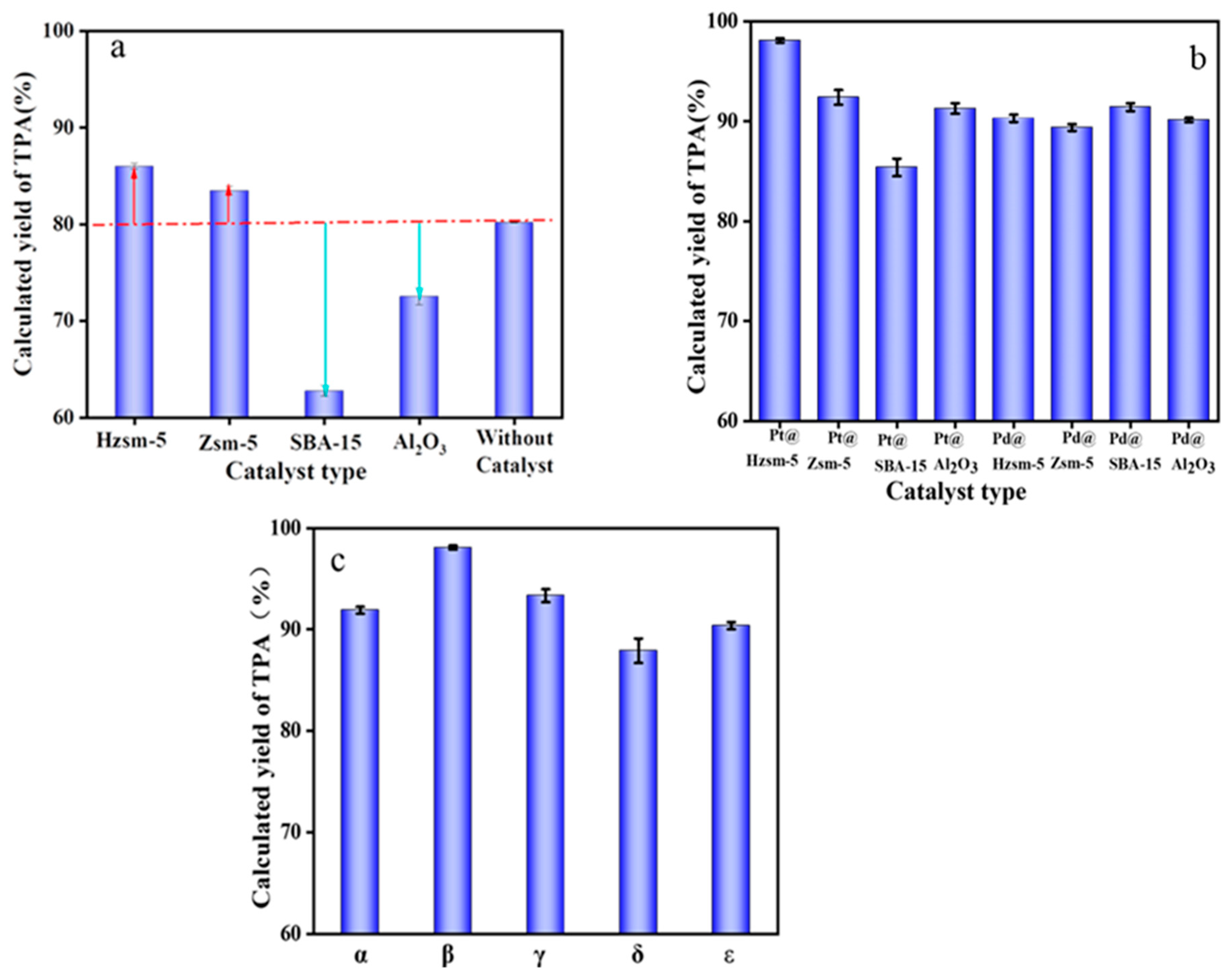
3.2. Selection of Catalysts
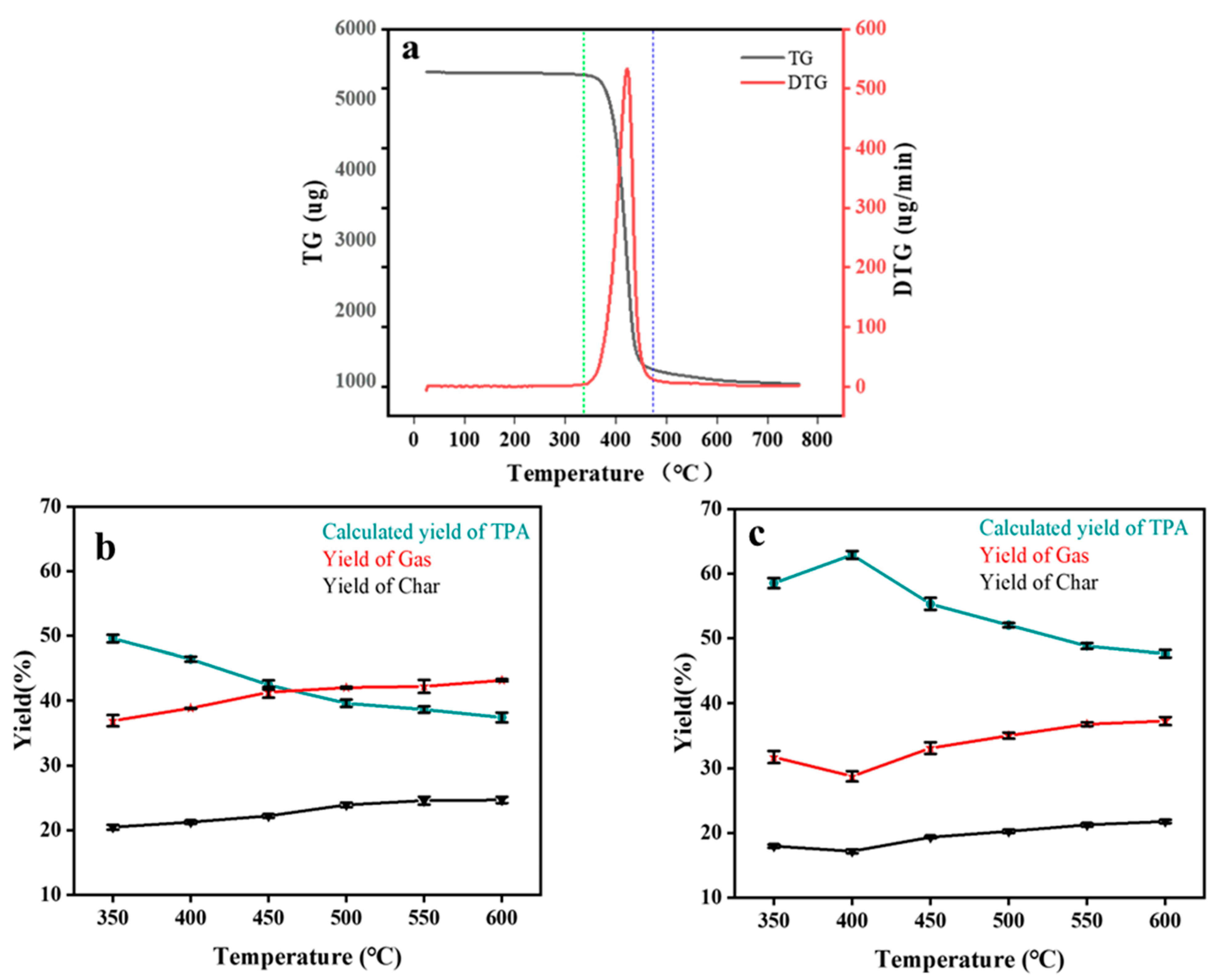
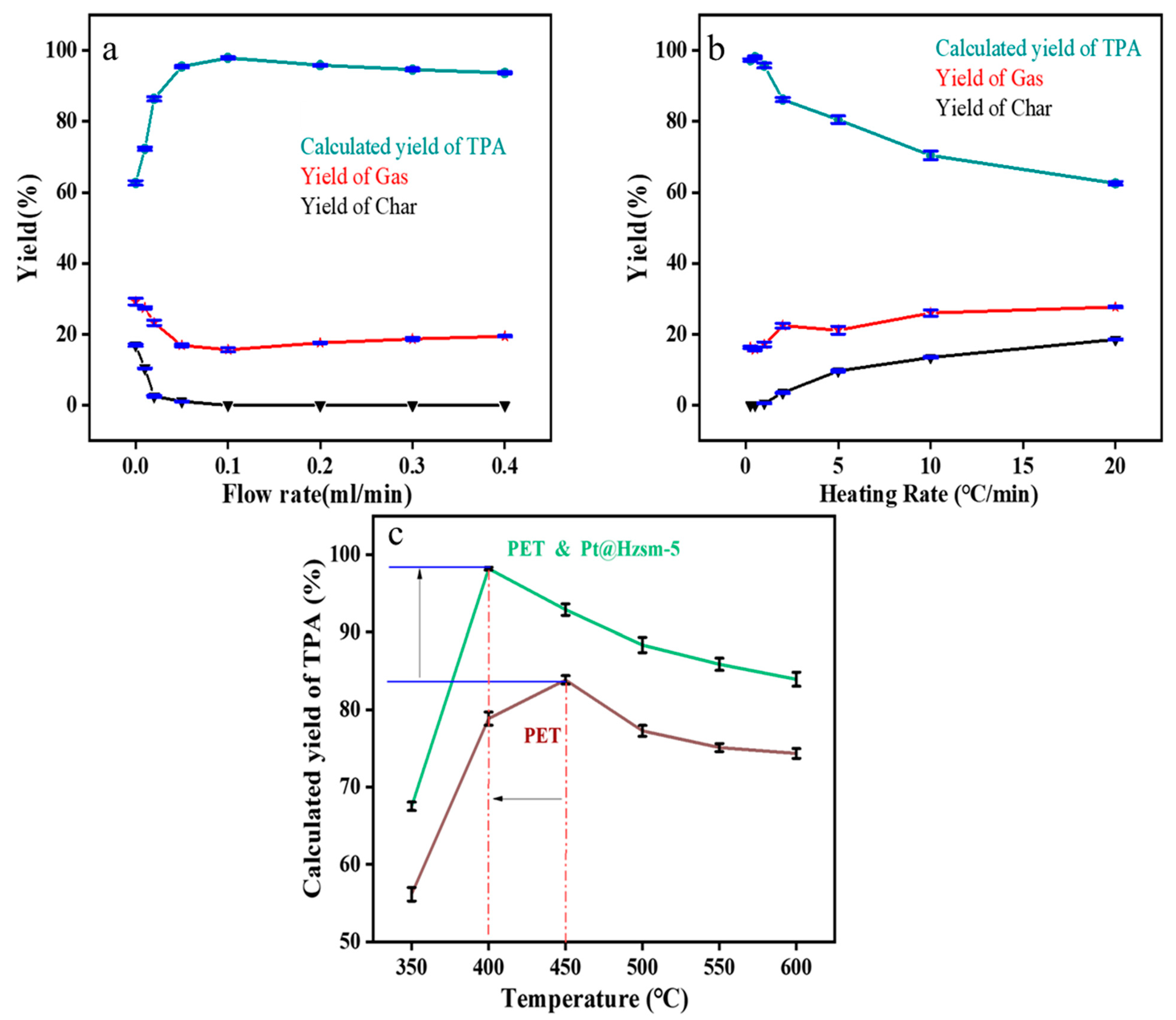
3.3. Effect of the Reaction Conditions on the Products
3.4. Effect of the Reaction Conditions on the Products
3.5. Analysis of the Products of Catalytic Pyrolysis
3.5.1. Analysis of the Solid Products
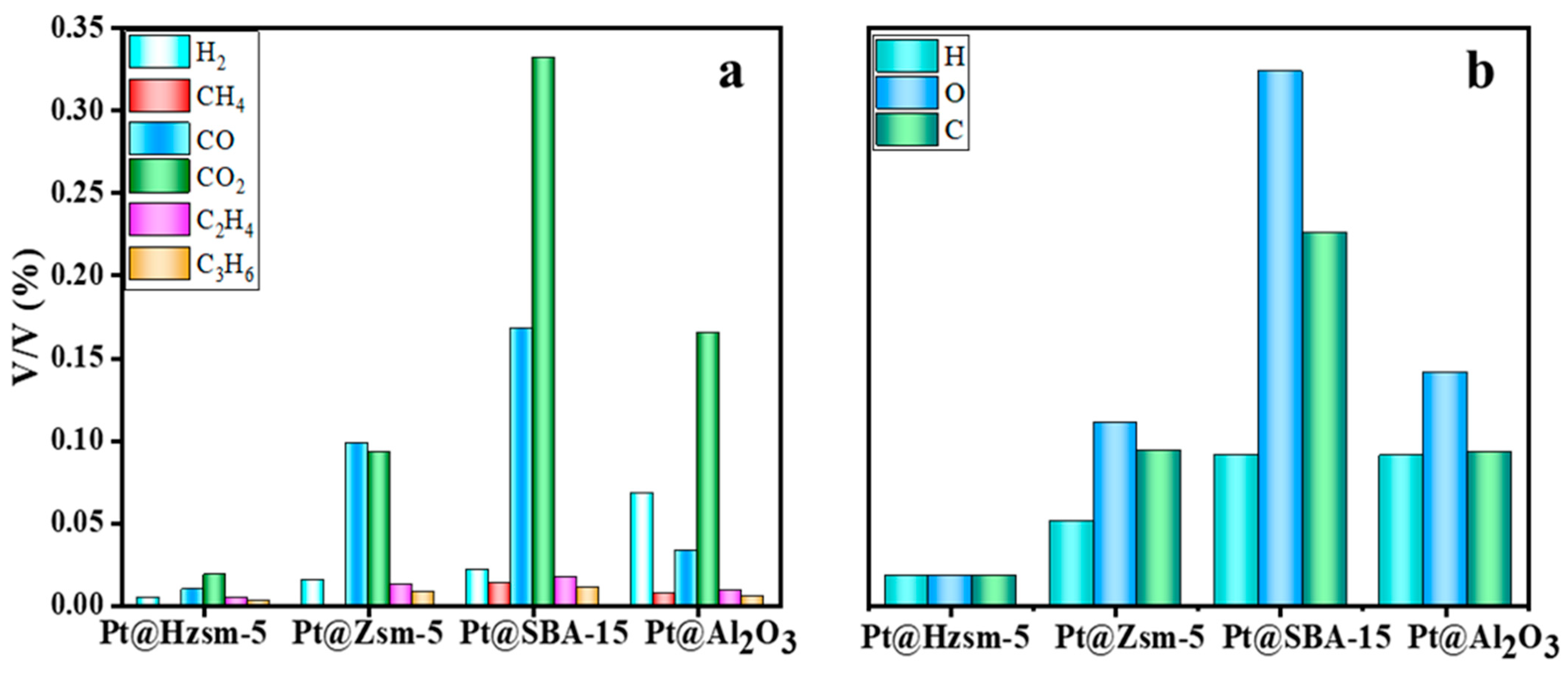
3.5.2. Analysis of the Gas Products
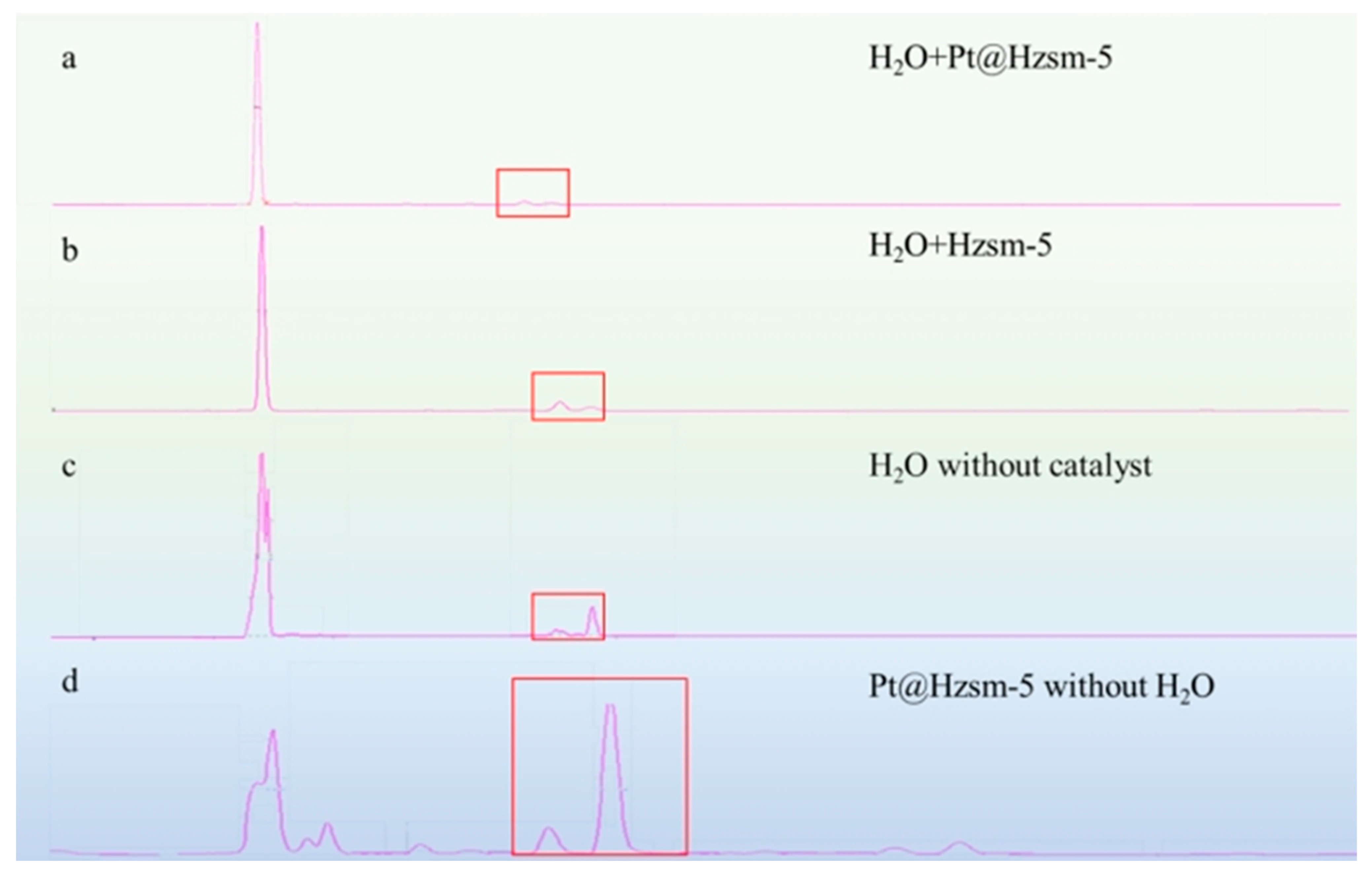
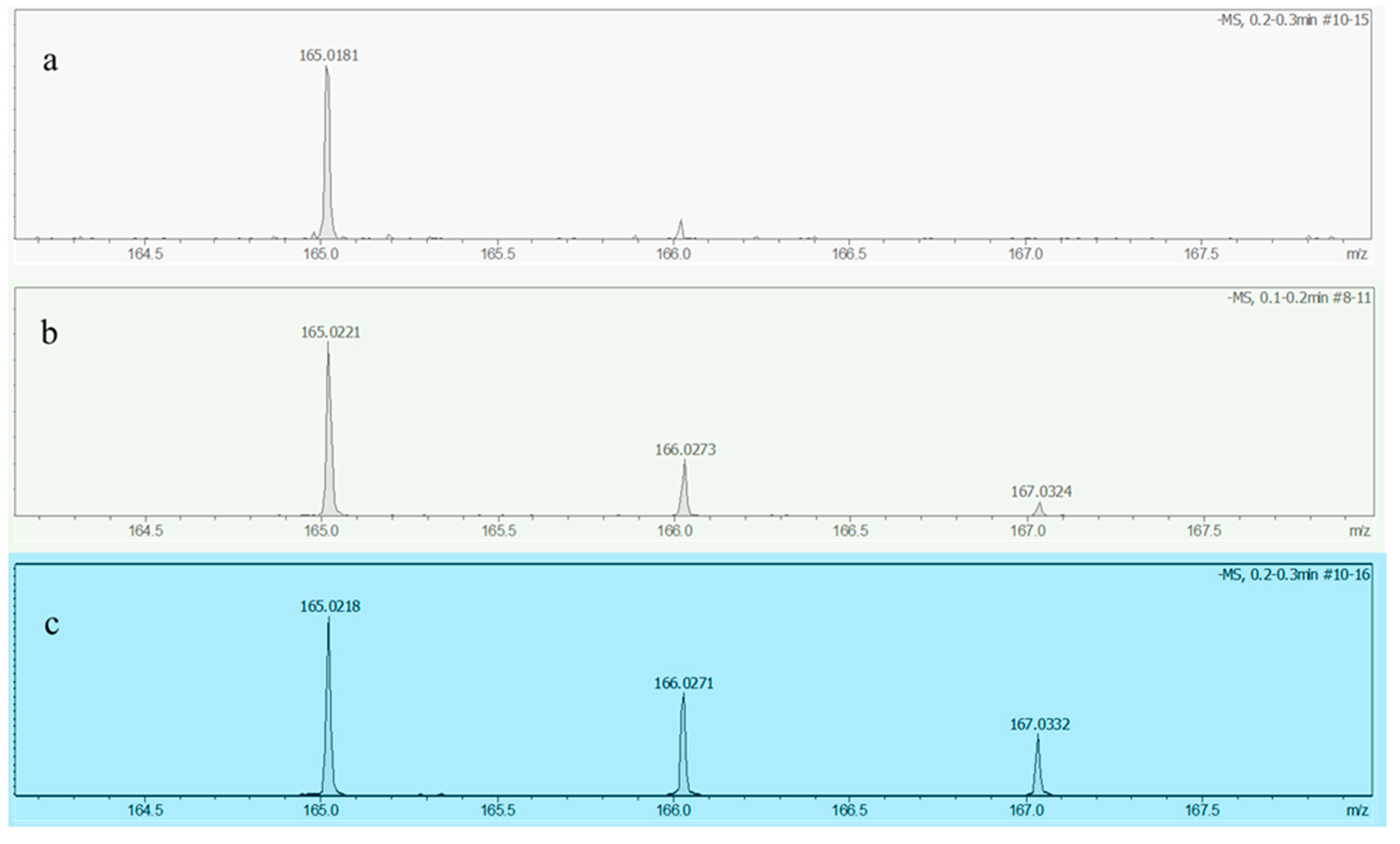
3.6. Isotope Tracer Experiments
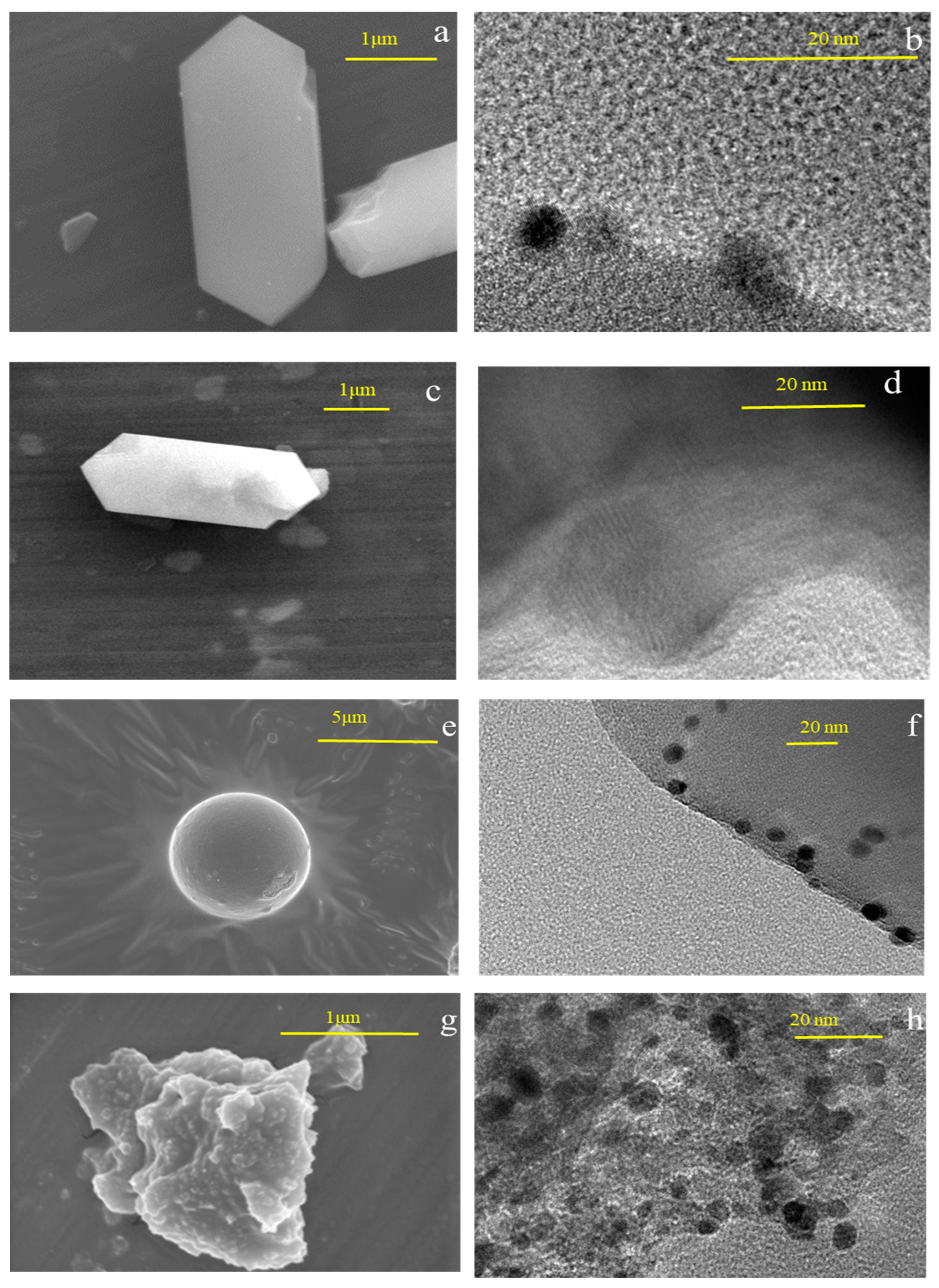
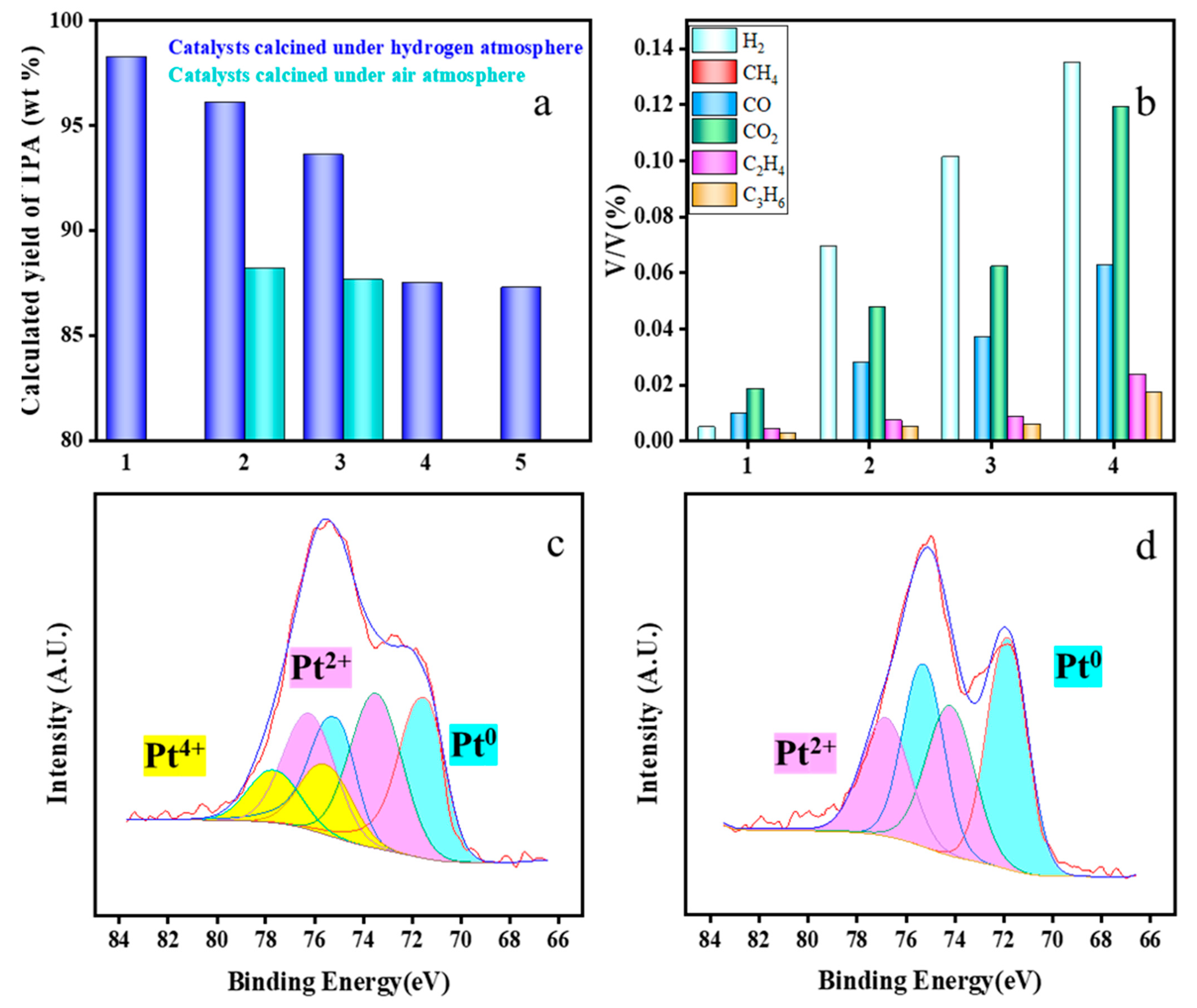
3.7. Characterization of the Catalyst
3.8. Catalyst Recycling Experiments
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Payne, J.; Jones, M.D. The Chemical Recycling of Polyesters for a Circular Plastics Economy: Challenges and Emerging Opportunities. ChemSusChem 2021, 14, 4041–4070. [Google Scholar] [CrossRef] [PubMed]
- Chu, J.; Hu, X.; Kong, L.; Wang, N.; Zhang, S.; He, M.; Ouyang, W.; Liu, X.; Lin, C. Dynamic flow and pollution of antimony from polyethylene terephthalate (PET) fibers in China. Sci. Total Environ. 2021, 771, 144643. [Google Scholar] [CrossRef] [PubMed]
- Jehanno, C.; Perez-Madrigal, M.M.; Demarteau, J.; Sardon, H.; Dove, A.P. Organocatalysis for depolymerisation. Polym. Chem. 2019, 10, 172–186. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.K.; Bedi, R.; Kaith, B.S. Composite materials based on recycled polyethylene terephthalate and their properties—A comprehensive review. Compos. Pt. B-Eng. 2021, 219, 108928. [Google Scholar] [CrossRef]
- Chang, C.P.; Hsu, C.C. The formation and water content of synthetic fiber growing media. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, 433, 100–103. [Google Scholar] [CrossRef]
- Shi, K.; Guo, L.; Wang, Y.; Ma, Q. Advances in PET Degradation Methods and Ionic Liquid Catalysts. Plastics 2019, 48, 42. [Google Scholar]
- Carr, C.M.; Clarke, D.J.; Dobson, A.D.W. Microbial Polyethylene Terephthalate Hydrolases: Current and Future Perspectives. Front. Microbiol. 2020, 11, 571265. [Google Scholar] [CrossRef]
- Andler, R.; Tiso, T.; Blank, L.; Andreessen, C.; Zampolli, J.; D’Afonseca, V.; Guajardo, C.; Diaz-Barrera, A. Current progress on the biodegradation of synthetic plastics: From fundamentals to biotechnological applications. Rev. Environ. Sci. Bio-Technol. 2022, 21, 829–850. [Google Scholar] [CrossRef]
- Xin, J.; Zhang, Q.; Huang, J.; Huang, R.; Jaffery, Q.Z.; Yan, D.; Zhou, Q.; Xu, J.; Lu, X. Progress in the catalytic glycolysis of polyethylene terephthalate. J. Environ. Manag. 2021, 296, 113267. [Google Scholar] [CrossRef]
- Zheng, X.; Zhang, R.; Fang, P.; Zhou, Q.; Xin, J.; Tong, J.; Lu, X. Advances in ionic liquid-catalyzed poly(ethylene terephthalate)degradation. Sci. Sin. Chim. 2021, 51, 1330–1342. [Google Scholar] [CrossRef]
- Rabiei, N.; Kish, M.H. Aminolysis of polyesters for cracking and structure clarifying: A review. Polym. Adv. Technol. 2022, 33, 3903–3919. [Google Scholar] [CrossRef]
- Kazemi, M.; Kabir, S.F.; Fini, E.H. State of the art in recycling waste thermoplastics and thermosets and their applications in construction. Resour. Conserv. Recycl. 2021, 174, 105776. [Google Scholar] [CrossRef]
- Barnard, E.; Rubio Arias, J.J.; Thielemans, W. Chemolytic depolymerisation of PET: A review. Green Chem. 2021, 23, 3765–3789. [Google Scholar] [CrossRef]
- Ugduler, S.; Van Geem, K.M.; Denolf, R.; Roosen, M.; Mys, N.; Ragaert, K.; De Meester, S. Towards closed-loop recycling of multilayer and coloured PET plastic waste by alkaline hydrolysis. Green Chem. 2020, 22, 5376–5394. [Google Scholar] [CrossRef]
- Dhahak, A.; Grimmer, C.; Neumann, A.; Rueger, C.; Sklorz, M.; Streibel, T.; Zimmermann, R.; Mauviel, G.; Burkle-Vitzthum, V. Real time monitoring of slow pyrolysis of polyethylene terephthalate (PET) by different mass spectrometric techniques. Waste Manag. 2020, 106, 226–239. [Google Scholar] [CrossRef]
- Jia, H.; Ben, H.; Luo, Y.; Wang, R. Catalytic Fast Pyrolysis of Poly (Ethylene Terephthalate) (PET) with Zeolite and Nickel Chloride. Polymers 2020, 12, 705. [Google Scholar] [CrossRef] [Green Version]
- Niksiar, A.; Faramarzi, A.H.; Sohrabi, M. Kinetic study of polyethylene terephthalate (PET) pyrolysis in a spouted bed reactor. J. Anal. Appl. Pyrolysis 2015, 113, 419–425. [Google Scholar] [CrossRef]
- Singh, R.K.; Ruj, B.; Sadhukhan, A.K.; Gupta, P. A TG-FTIR investigation on the co-pyrolysis of the waste HDPE, PP, PS and PET under high heating conditions. J. Energy Inst. 2020, 93, 1020–1035. [Google Scholar] [CrossRef]
- Dogan-Saglamtimur, N.; Bilgil, A.; Guven, A.; Otgun, H.; Yildirim, E.D.; Arican, B. Producing of qualified oil and carbon black from waste tyres and pet bottles in a newly designed pyrolysis reactor. J. Therm. Anal. Calorim. 2019, 135, 3339–3351. [Google Scholar] [CrossRef]
- Artetxe, M.; Lopez, G.; Amutio, M.; Elordi, G.; Olazar, M.; Bilbao, J. Operating Conditions for the Pyrolysis of Poly-(ethylene terephthalate) in a Conical Spouted-Bed Reactor. Ind. Eng. Chem. Res. 2010, 49, 2064–2069. [Google Scholar] [CrossRef]
- Bai, J.; Song, K.; Chen, J. The migration of heavy metal elements during pyrolysis of oil shale in Mongolia. Fuel 2018, 225, 381–387. [Google Scholar] [CrossRef]
- Song, K.T.; Li, Y.; Huo, F.; Liu, J.H.; Hou, W.X.; Wang, N.; Lu, X.M. PET Pyrolysis and Hydrolysis Mechanism in the Fixed Pyrolyzer. Can. J. Chem. Eng. 2023, 1. [Google Scholar] [CrossRef]
- Masuda, T.; Miwa, Y.; Tamagawa, A.; Mukai, S.R.; Hashimoto, K.; Ikeda, Y. Degradation of waste poly(ethylene terephthalate) in a steam atmosphere to recover terephthalic acid and to minimize carbonaceous residue. Polym. Degrad. Stabil. 1997, 58, 315–320. [Google Scholar] [CrossRef]
- Dutta, G.; Waghmare, U.V.; Baidya, T.; Hegde, M.S. Hydrogen spillover on CeO2/Pt: Enhanced storage of active hydrogen. Chem. Mater. 2007, 19, 6430–6436. [Google Scholar] [CrossRef]
- Jo, S.K. Weakly-bound hydrogen on defected Pt(111). Surf. Sci. 2015, 635, 99–107. [Google Scholar] [CrossRef]
- Kokumai, T.M.; Cantane, D.A.; Melo, G.T.; Pauluccia, L.B.; Zanchet, D. VOx-Pt/Al2O3 catalysts for hydrogen production. Catal. Today 2017, 289, 249–257. [Google Scholar] [CrossRef]
- Ding, S.-Y.; Gao, J.; Wang, Q.; Zhang, Y.; Song, W.-G.; Su, C.-Y.; Wang, W. Construction of Covalent Organic Framework for Catalysis: Pd/COF-LZU1 in Suzuki-Miyaura Coupling Reaction. J. Am. Chem. Soc. 2011, 133, 19816–19822. [Google Scholar] [CrossRef]
- Enache, D.I.; Edwards, J.K.; Landon, P.; Solsona-Espriu, B.; Carley, A.F.; Herzing, A.A.; Watanabe, M.; Kiely, C.J.; Knight, D.W.; Hutchings, G.J. Solvent-free oxidation of primary alcohols to aldehydes using Au-Pd/TiO2 catalysts. Science 2006, 311, 362–365. [Google Scholar] [CrossRef]
- Engle, K.M.; Mei, T.-S.; Wasa, M.; Yu, J.-Q. Weak Coordination as a Powerful Means for Developing Broadly Useful C-H Functionalization Reactions. Acc. Chem. Res. 2012, 45, 788–802. [Google Scholar] [CrossRef]
- Sun, K.; Huang, Q.; Meng, X.; Chi, Y.; Yan, J. Catalytic Pyrolysis of Waste Polyethylene into Aromatics by H3PO4-Activated Carbon. Energy Fuels 2018, 32, 9772–9781. [Google Scholar] [CrossRef]
- Xu, D.; Huang, G.; Guo, L.; Chen, Y.; Liu, C. Enhancement of catalytic combustion and thermolysis for treating polyethylene plastic waste. Adv. Compos. Hybrid Mater. 2022, 5, 113–129. [Google Scholar] [CrossRef]
- Bridgwater, A.V. Review of fast pyrolysis of biomass and product upgrading. Biomass Bioenergy 2012, 38, 68–94. [Google Scholar] [CrossRef]
- Haw, J.F.; Song, W.G.; Marcus, D.M.; Nicholas, J.B. The mechanism of methanol to hydrocarbon catalysis. Acc. Chem. Res. 2003, 36, 317–326. [Google Scholar] [CrossRef]
- Huber, G.W.; Corma, A. Synergies between bio- and oil refineries for the production of fuels from biomass. Angew. Chem.-Int. Edit. 2007, 46, 7184–7201. [Google Scholar] [CrossRef] [Green Version]
- Park, M.Y.; Ji, J.-H.; Kamiko, M.; Ha, J.-G.; Koh, J.-H. Enhanced Electrical Properties of Platinum Spotted AZO/PET Thin Films Prepared by Sol-Gel Process. J. Nanosci. Nanotechnol. 2020, 20, 616–620. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Li, Y.; Jia, X.; Song, K.; Hou, W.; Zheng, X.; Zhou, Q.; Zhou, Q.; Lu, X.; Xu, J.; et al. Catalytic Pyrolysis of Poly(ethylene terephthalate) with Molybdenum Oxides for the Production of Olefins and Terephthalic Acid. Ind. Eng. Chem. Res. 2022, 61, 5054–5065. [Google Scholar] [CrossRef]
- Kim, S.; Park, C.; Lee, J. Reduction of polycyclic compounds and biphenyls generated by pyrolysis of industrial plastic waste by using supported metal catalysts: A case study of polyethylene terephthalate treatment. J. Hazard. Mater. 2020, 392, 122464. [Google Scholar] [CrossRef]
- Hou, L.Y.; Dong, N.; Ren, Z.Y.; Zhang, B.; Hu, S.L. Cooling and coke deposition of hydrocarbon fuel with catalytic steam reforming. Fuel Process. Technol. 2014, 128, 128–133. [Google Scholar] [CrossRef]











Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, K.; Li, Y.; Zhang, R.; Wang, N.; Liu, J.; Hou, W.; Zhou, Q.; Lu, X. Catalytic Steam-Assisted Pyrolysis of PET for the Upgrading of TPA. Materials 2023, 16, 2362. https://doi.org/10.3390/ma16062362
Song K, Li Y, Zhang R, Wang N, Liu J, Hou W, Zhou Q, Lu X. Catalytic Steam-Assisted Pyrolysis of PET for the Upgrading of TPA. Materials. 2023; 16(6):2362. https://doi.org/10.3390/ma16062362
Chicago/Turabian StyleSong, Kuntong, Yi Li, Ruiqi Zhang, Nan Wang, Junhong Liu, Wenxia Hou, Qing Zhou, and Xingmei Lu. 2023. "Catalytic Steam-Assisted Pyrolysis of PET for the Upgrading of TPA" Materials 16, no. 6: 2362. https://doi.org/10.3390/ma16062362