
Numerical Simulation of Temperature Fields during Laser Welding–Brazing of Al/Ti Plates

Abstract
:1. Introduction
2. Material and Methods
- laser power from 1.6 kW to 2.0 kW,
- welding speed from 25 mm·s−1 to 30 mm·s−1 and
- laser beam offset from 200 μm to 460 μm from the weld centerline towards the aluminum sheet.
3. Theoretical Background and Simulation Model
4. Verification of the Simulation Model
5. Results and Discussion
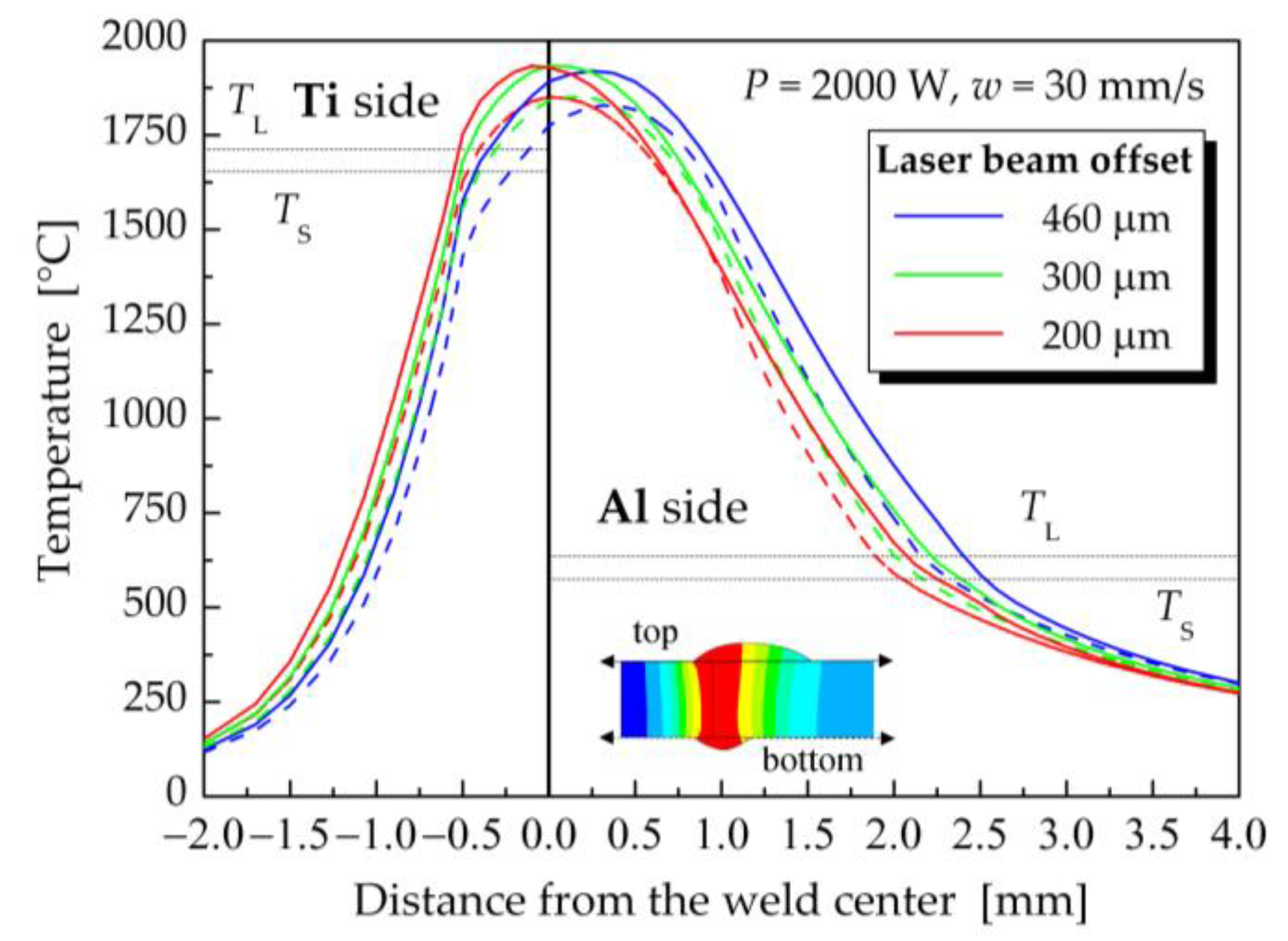
5.1. Influence of Laser Beam Offset on the Temperature Fields
5.2. Influence of Laser Power on the Temperature Fields
5.3. Influence of the Welding Speed on the Temperature Fields
5.4. Prediction of Mechanical Properties of Welded–Brazed Joints
6. Conclusions
- The numerical simulation of the laser welding–brazing process was found to be sufficiently accurate and can be used to study the effects of welding parameters on the temperature fields and ultimate tensile strength of welded–brazed joints.
- The laser power has a significant impact on the temperature fields during the laser welding–brazing process, while the effect of the laser beam offset and welding speed are less pronounced.
- The ultimate tensile strength of the welded–brazed joints is primarily affected by the amount of melted Ti Grade 2. The thickness and morphology of the IMC layer that forms during rapid solidification of the melt are directly related to the amount of melted titanium.
- An increase in the laser beam offset towards the Al side leads to a decrease in the amount of melted Ti Grade 2, while the melted zone on the Al side increases, and, thus, resulting in an increase in the ultimate tensile strength of the welded–brazed joint.
- At a laser power of 1600 W, the fusion of Ti Grade 2 does not occur, resulting in low ultimate tensile strength of the weld joint at 135 MPa. As the laser power increases, the maximum temperatures of the weld pool also increase, causing a greater amount of melted titanium and the formation of an IMC layer at the Ti–WM interface. At a laser power of 1800 W, the melted area of Ti Grade 2 ranges from 0.32 mm2, for a laser beam offset of 200 μm, to 0.04 mm2, for a laser beam offset of 460 μm, leading to the maximum recorded ultimate tensile strength of 245 MPa. However, a further increase in laser power to 2000 W results in a higher amount of melted titanium and the formation of a wider and unevenly thick IMC layer, leading to a decrease in the mechanical properties of the weld joint.
- The increase in welding speed from 25 mm/s to 30 mm/s, at a laser power of 1800 W and a laser beam offset of 300 μm, leads to a decrease in the amount of melted Ti Grade 2, resulting in an improvement in the ultimate tensile strength of the welded–brazed joints. The tensile strength increased from 156 MPa to 220 MPa.
- The ultimate tensile strength (UTS) of Al/Ti dissimilar welded–brazed joints can be predicted, based on the computed cross-sectional Ti weld metal area (WMA), using the suggested formula UTS = 247.783 − 134.6225 × WMA [MPa].
- Taking into account the applied welding parameters to prepare Al/Ti welded–brazed samples 1–8, the highest ultimate tensile strength was achieved for samples 4 and 7, which were produced with a laser power of 1800 W, a welding speed of 30 mm·s−1, and laser beam offsets of 300 μm and 460 μm, respectively, resulting in a strength of 220 MPa and 245 MPa, respectively.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| List of Symbols and Abbreviations | ||
| Parameters | Unit | Definition |
| A | [m2·s−1] | thermal diffusivity |
| cp | [J·kg−1·K−1] | specific heat |
| G | [m·s−2] | gravity acceleration |
| H | [W·m−2·K−1] | combined heat transfer coefficient |
| hC | [W·m−2·K−1] | convection heat transfer coefficient |
| hR | [W·m−2·K−1] | radiation heat transfer coefficient |
| N | [-] | parameter dependent of the value of Rayleigh number |
| Off | [μm] | laser beam offset |
| qv | [W·m−3] | volumetric density of internal heat sources |
| r0, re, ri | [m] | the surface radii in the planes, z = ze and z = zi, respectively (conical heat source model) |
| T | [s] | time |
| W | [mm·s−1] | welding speed |
| x, y, z | [-] | coordinates |
| C | [-] | parameter dependent of the value of Rayleigh number |
| L | [m] | characteristic length |
| Nu | [-] | Nusselt number |
| P | [W] | laser power |
| Q0 | [W] | maximum heat source intensity |
| Ry | [-] | Rayleigh number |
| T(x, y, z, t) | [°C, K] | temperature |
| TS | [°C, K] | solidus temperature |
| TL | [°C, K] | liquidus temperature |
| T0 | [°C, K] | initial temperature |
| Tw | [°C, K] | surface/wall temperature |
| Tf | [°C, K] | surrounding/fluid temperature |
| ΔT | [°C, K] | temperature difference between the surface temperature and surrounding temperature |
| αv | [K−1] | thermal expansion coefficient |
| Ε | [-] | emissivity |
| λx, λy, λz, λg | [W·m−1·K−1] | thermal conductivities |
| H | [-] | efficiency |
| Ν | [m2·s−1] | kinetic viscosity |
| Ρ | [kg·m−3] | density |
| σ0 | [W·m−2·K−4] | Stefan–Boltzmann constant |
| Abbreviations | ||
| BPP | beam quality | |
| CMT | Cold Metal Transfer | |
| FE | finite element | |
| FSW | Friction Stir Welding | |
| IMC | intermetallic compound | |
| MIG | Metal Inert Gas | |
| SEM | Scanning Electron Microscopy | |
| TIG | Tungsten Inert Gas | |
| UTS | ultimate tensile strength | |
| WM | weld metal | |
| WMA | weld metal area | |
References
- Kalaiselvan, K.; Elango, A. Laser beam welding of Ti/Al dissimilar thin sheets—A literature review. JAMME 2014, 67, 39–44. [Google Scholar]
- Martinsen, K.; Hu, S.J.; Carlson, B.E. Joining of dissimilar materials. CIRP. Ann.-Manuf. Techn 2015, 64, 679–699. [Google Scholar] [CrossRef] [Green Version]
- Möller, F.; Thomy, C. Laser welding and brazing of dissimilar materials. In Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Sawston, UK, 2013; Volume 632, pp. 255–279. [Google Scholar]
- Baqer, Y.M.; Ramesh, S.; Yusof, F.; Manladan, S.M. Challenges and advances in laser welding of dissimilar light alloys: Al/Mg, Al/Ti, and Mg/Ti alloys. Int. J. Adv. Manuf. Technol. 2018, 95, 4353–4369. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, D.; Zhou, J.P.; Sun, D. A review of dissimilar welding for titanium alloys with light alloys. Metall. Res. Technol. 2021, 118, 213. [Google Scholar] [CrossRef]
- Kuryntsev, S. A Review: Laser Welding of Dissimilar Materials (Al/Fe, Al/Ti, Al/Cu)—Methods and Techniques, Microstructure and Properties. Materials 2022, 15, 15–19. [Google Scholar] [CrossRef] [PubMed]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing Ltd.: Abington Hall, UK; CRC Press LLC: Boca Raton, FL, USA, 2002; pp. 152–154. [Google Scholar]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; John Wiley & Sons: Weinheim, Germany, 2006; pp. 4–35. [Google Scholar]
- Sánchez Amaya, J.M.; Amaya-Vázquez, M.R.; Botana, F.J. Laser welding of light metal alloys: Aluminium and titanium alloys. In Handbook of Laser Welding Technologies; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing Ltd.: Abington Hall, UK, 2013; p. 215. [Google Scholar]
- Casalino, G.; Mortello, M.; Peyre, P. YAG laser offset welding of AA5754 and T40 butt joint. J. Mater. Process. Techn. 2015, 223, 139–149. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Chen, Y.; Huang, J. Joining mechanism of Ti/Al dissimilar alloys during laser welding-brazing process. J. Alloys. Compd. 2011, 509, 891–898. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, S.; Li, L. Effects of heat input on microstructure and mechanical property of Al/Ti joints by rectangular spot laser welding-brazing method. Int. J. Adv. Manuf. Technol. 2009, 44, 265–272. [Google Scholar] [CrossRef]
- Möller, F.; Grden, M.; Thomy, C.; Vollertsen, F. Combined Laser Beam Welding and Brazing Process for Aluminium Titanium Hybrid Structures. Phys. Procedia 2011, 12, 215–223. [Google Scholar] [CrossRef] [Green Version]
- Liedl, G.; Kratky, A.; Mayr, M.; Saliger, A. Laser assisted joining of dissimilar materials. In Proceedings of the IQCMEA-ICF-Processing, Performance and Failure Analysis of Engineering Materials, Luxor, Egypt, 14–17 November 2011; Volume 22, pp. 22–30. [Google Scholar]
- Chen, S.; Li, L.; Chen, Y.; Dai, J.; Huang, J. Improving interfacial reaction nonhomogeneity during laser welding–brazing aluminum to titanium. Mater. Design. 2011, 32, 4408–4416. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Méasson, A.; Cicala, E.; Duband, M.; Peyre, P. Aluminum to titanium laser welding-brazing in V-shaped Groove. J. Mater. Process. Techn 2017, 245, 24–36. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, J.; Ye, Z.; Cheng, Z. An investigation on butt joints of Ti6Al4V and 5A06 using MIG/TIG double-side arc welding-brazing. J. Manuf. Process 2017, 27, 221–225. [Google Scholar] [CrossRef]
- Song, Z.; Nakata, K.; Wu, A.; Liao, J. Interfacial microstructure and mechanical property of Ti6Al4V/A6061 dissimilar joint by direct laser brazing without filler metal and groove. Mater. Sci. Eng. A 2013, 560, 111–120. [Google Scholar] [CrossRef]
- Chen, X.; Lei, Z.; Chen, Y.; Han, Y.; Jiang, M.; Tian, Z.; Bi, J.; Lin, S.; Jiang, N. Effect of Laser Beam Oscillation on Laser Welding–Brazing of Ti/Al Dissimilar Metals. Materials 2019, 12, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.F.; Huang, J.H.; Ye, Z.; Cheng, Z.; Yang, J.; Chen, S.H. Influence of welding parameters on the IMCs and the mechanical properties of Ti/Al butt joints welded by MIG/TIG double-sided arc welding-brazing. J. Alloy. Compd. 2018, 747, 764–771. [Google Scholar] [CrossRef]
- Chen, X.; Lei, Z.; Chen, Y.; Han, Y.; Jiang, M.; Tian, Z.; Bi, J.; Lin, S. Microstructure and tensile properties of Ti/Al dissimilar joint by laser welding-brazing at subatmospheric pressure. J. Manuf. Process 2020, 56, 17–19. [Google Scholar] [CrossRef]
- Sambasiva, A.R.; Madhusudhan, G.R.; Satya, K.P. Microstructure and tensile properties of dissimilar metal gas tungsten arc welding of aluminium to titanium alloy. Mater. Sci. Techn. Ser. 2011, 27, 65–70. [Google Scholar] [CrossRef]
- Li, L.; Zhao, B.; Wu, X. Tungsten inert gas welding of dissimilar metals aluminum to titanium with aluminum based wire. Mater. Res. Express 2019, 6, 056561. [Google Scholar] [CrossRef]
- Wei, S.; Li, Y.; Wang, J.; Liu, K. Influence of Welding Heat Input on Microstructure of Ti/Al Joint During Pulsed Gas Metal Arc Welding. Mater. Manuf. Process. 2014, 29, 945–960. [Google Scholar] [CrossRef]
- Cao, R.; Sun, J.H.; Chen, J.H. Mechanisms of joining aluminium A6061-T6 and titanium Ti–6Al–4V alloys by cold metal transfer technology. Sci. Technol. Weld. Join. 2013, 18, 425–433. [Google Scholar] [CrossRef]
- Majumdar, B.; Galun, R.; Weisheit, A.; Mordike, B.L. Formation of a crack-free joint between Ti alloy and Al alloy by using a high-power CO2 laser. J. Mater. Sci. 1997, 32, 6191–6200. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Cicala, E.; Patrice, P.; Grevey, D. Direct keyhole laser welding of aluminum alloy AA5754 to titanium alloy Ti6Al4V. J. Mater. Process. Tech. 2014, 217, 96–104. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.J.; Takahashi, M.; Kawahito, Y.; Katayama, S. Microstructural Evolution and Characteristics of Weld Fusion Zone in High Speed Dissimilar Welding of Ti and Al. Int. J. Prec. Eng. Man 2015, 16, 2121–2127. [Google Scholar] [CrossRef]
- Chen, S.H.; Li, H.; Chen, L.Q. Interfacial reaction mode and its influence on tensile strength in laser joining Al alloy to Ti alloy. Mater. Sci. Technol. 2013, 26, 230–235. [Google Scholar] [CrossRef]
- Lee, S.; Katayama, S.; Kim, D.J. Microstructural behavior on weld fusion zone of Al-Ti and Ti-Al dissimilar lap welding using single-mode fiber laser. JKOSME 2013, 37, 711–717. [Google Scholar] [CrossRef]
- Węglowski, M.St.; Błacha, S.; Phillips, A. Electron beam welding–Techniques and trends–Review. Vacuum 2016, 130, 72–92. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Luo, Z. Microstructure and mechanical properties of Al/Ti joints welded by resistance spot welding. Sci. Technol. Weld. Join. 2015, 20, 385–394. [Google Scholar]
- Fuji, A.; Ikeuchi, K.; Sato, Y.S.; Kokawa, H. Interlayer growth at interfaces of Ti/Al-1%Mn, Ti/Al-4.6%Mg and Ti/pure Al friction weld joints by post-weld heat treatment. Sci. Technol. Weld. Join. 2004, 9, 507–512. [Google Scholar] [CrossRef]
- Kim, Y.C.; Fuji, A. Factors dominating joint characteristics in Ti-Al friction welds. Sci. Technol. Weld. Join. 2002, 7, 149–154. [Google Scholar] [CrossRef]
- Dressler, U.; Biallas, G.; Mercado, U.A. Friction stir welding of titanium alloy TiAl6V4 to aluminium alloy AA2024-T3. Mater. Sci. Eng. A 2009, 526, 113–117. [Google Scholar] [CrossRef]
- Chen, Y.; Ni, Q.; Ke, L. Interface characteristic of friction stir welding lap joints of Ti/Al dissimilar alloys. Trans. Nonferrous. Met. Soc. China 2012, 22, 299–304. [Google Scholar] [CrossRef]
- Song, Z.; Nakata, K.; Wu, A.; Liao, J.; Zhou, L. Influence of probe offset distance on interfacial microstructure and mechanical properties of friction stir butt welded joint of Ti6Al4V and A6061 dissimilar alloys. Mater. Design 2014, 57, 269–278. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Microstructural characterization and mechanical properties in friction stir welding of aluminum and titanium dissimilar alloys. Mater. Design 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, C.; Liu, G. Study on the Joining of Titanium and Aluminum Dissimilar Alloys by Friction Stir Welding. Open. Mater. Sci. J. 2011, 5, 256–261. [Google Scholar] [CrossRef]
- Gurevich, L.M.; Trykov, Y.P.; Kiselev, O.S. Formation of structural and mechanical inhomogeneities in explosion welding of aluminum to titanium. Weld. Int. 2014, 28, 128–132. [Google Scholar] [CrossRef]
- Xia, H.; Wang, S.; Ben, H. Microstructure and mechanical properties of Ti/Al explosive cladding. Mater. Design 2014, 56, 1014–1019. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Chulist, L.; Litynska-Dobrzynska, R.; Szulc, Z.; Zieba, P.; Wojewoda-Budka, J. Microstructure Changes and Phase Growth Occurring at the Interface of the Al/Ti Explosively Welded and Annealed Joints. J. Mater. Eng. Perform. 2016, 25, 3211–3217. [Google Scholar] [CrossRef] [Green Version]
- Szachogluchowicz, I.; Sniezek, L.; Hutsaylyuk, V. Low cycle fatigue properties of AA2519–Ti6Al4V laminate bonded by explosion welding. Eng. Fail. Anal. 2016, 69, 77–87. [Google Scholar] [CrossRef]
- Ren, J.W.; Li, Y.J.; Feng, T. Microstructure characteristics in the interface zone of Ti/Al diffusion bonding. Mater. Lett. 2002, 56, 647–652. [Google Scholar]
- Dheenadayalan, K.; Rajakumar, S.; Balasubramanian, V. Effect of Diffusion Bonding Temperature on Mechanical and Microstructure Characteristics of Cp Titanium and High Strength Aluminium Dissimilar Joints. Appl. Mech. Mater. 2015, 787, 495–499. [Google Scholar] [CrossRef]
- Rajakumar, S.; Balasubramanian, V. Diffusion bonding of titanium and AA 7075 aluminum alloy dissimilar joints—Process modeling and optimization using desirability approach. Int. J. Adv. Manuf. Technol. 2016, 86, 1095–1112. [Google Scholar] [CrossRef]
- Magin, J.; Balle, F. Solid state joining of aluminum, titanium and their hybrids by ultrasonic torsion welding. Materialwiss. Werkst. 2014, 45, 1072–1083. [Google Scholar] [CrossRef]
- Zhang, C.Q.; Robson, J.D.; Ciuca, O.; Prangnell, P.B. Microstructural characterization and mechanical properties of high power ultrasonic spot welded aluminum alloy AA6111–TiAl6V4 dissimilar joints. Mater. Charact. 2014, 97, 83–91. [Google Scholar] [CrossRef]
- Balle, F.; Magin, J. Solid state joining of aluminium to titanium by high power ultrasonics. Mater. Sci. Forum 2014, 794–796, 345–350. [Google Scholar]
- Zhang, C. Ultrasonic Welding of Aluminium to Titanium: Microstructure, Properties, and Alloying Effects. PhD Thesis, The University of Manchester, Manchester, UK, 2015. Available online: https://www.escholar.manchester.ac.uk/api/datastream?publicationPid=uk-ac-man-scw:270275&datastreamId=FULL-TEXT.PDF (accessed on 17 May 2016).
- Lv, S.X.; Jing, X.J.; Huang, Y.X.; Xu, Y.Q.; Zheng, C.Q.; Yang, S.Q. Investigation on TIG arc welding-brazing of Ti/Al dissimilar alloys with Al based fillers. Sci. Technol. Weld. Join. 2012, 17, 519–524. [Google Scholar] [CrossRef]
- Ma, Z.; Wang, Ch.; Yu, H.; Yan, J.; Shen, H. The microstructure and mechanical properties of fluxless gas tungsten arc welding–brazing joints made between titanium and aluminum alloys. Mater. Design 2013, 45, 72–79. [Google Scholar] [CrossRef]
- Li, U.K.; Li, Y.; Wei, S.; Wang, J. Interfacial Microstructural Characterization of Ti/Al Joints by Gas Tungsten Arc Welding. Mater. Manuf. Processes 2014, 29, 969–974. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Gu, Y.; Zeng, X. Microstructure and Tensile Behavior of Laser Arc Hybrid Welded Dissimilar Al and Ti Alloys. Materials 2014, 7, 1590–1602. [Google Scholar] [CrossRef]
- Wang, S.Q.; Patel, V.K.; Bhole, S.D.; Wen, G.D.; Chen, D.L. Microstructure and mechanical properties of ultrasonic spot welded Al/Ti alloy joints. Mater. Design 2015, 78, 33–41. [Google Scholar] [CrossRef]
- Ma, Z.; Zhao, W.; Yan, J.; Li, D. Interfacial reaction of intermetallic compounds of ultrasonic-assisted brazed joints between dissimilar alloys of Ti-6Al-4V and Al-4Cu-1Mg. Ultrason. Sonochem. 2011, 18, 1062–1067. [Google Scholar] [CrossRef]
- Chen, X.; Xie, R.; Lai, Z.; Liu, L.; Zou, G.; Yan, J. Ultrasonic-assisted brazing of Al–Ti dissimilar alloy by a filler metal with a large semi-solid temperature range. Mater. Design 2016, 95, 296–305. [Google Scholar] [CrossRef]
- Tsirkas, S.A.; Papanikos, P.; Kermanidis, T.H. Numerical simulation of the laser welding process in butt-joint specimens. J. Mater. Process. Tech. 2003, 134, 59–69. [Google Scholar] [CrossRef]
- Kik, T. Computational Techniques in Numerical Simulations of Arc and Laser Welding Processes. Materials 2020, 13, 608. [Google Scholar] [CrossRef] [Green Version]
- Mackwood, A.P.; Craferb, R.C. Thermal modelling of laser welding and related processes a literature review. Opt. Laser. Technol 2005, 37, 99–115. [Google Scholar] [CrossRef]
- Lindgren, L.E. Numerical modelling of welding. Comput. Method. App. M 2006, 195, 6710–6736. [Google Scholar] [CrossRef]
- Olabi, A.G.; Casalino, G. Mathematical Modeling of Weld Phenomena, Part 1: Finite-Element Modeling. In Materials, Science, and Materials Engineering from Comprehensive Materials Processing; Hashmi, S., Ed.; Elsevier Ltd.: Oxford, UK, 2014; Volume 6, pp. 101–109. [Google Scholar]
- Casalino, G.; Mortello, M. Modeling and experimental analysis of fiber laser offset welding of Al-Ti butt joints. Int. J. Adv. Manuf. Tech. 2015, 83, 89–98. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M.; Peyre, P. FEM analysis of fiber laser welding of Titanium and Aluminum. Procedia CIRP 2016, 41, 992–997. [Google Scholar] [CrossRef] [Green Version]
- D’Ostuni, S.; Leo, P.; Casalino, G. FEM Simulation of Dissimilar Aluminum Titanium Fiber Laser Welding Using 2D and 3D Gaussian Heat Sources. Metals 2017, 7, 307–322. [Google Scholar] [CrossRef] [Green Version]
- Behúlová, M.; Babalová, E.; Sahul, M. Design of Laser Welding Parameters for Joining Ti Grade 2 and AW 5754 Aluminium Alloys Using Numerical Simulation. Adv. Mater. Sci. Eng. 2017, 2017, 3451289. [Google Scholar] [CrossRef] [Green Version]
- Behúlová, M.; Nagy, M.; Vrtiel, Š. Prediction of temperature fields during laser welding of Al-Ti sheets using numerical simulation. AIP. Conf. Proc. 2019, 2118, 030005-1–030005-4. [Google Scholar]
- Behúlová, M.; Babalová, E.; Nagy, M. Simulation model of Al-Ti dissimilar laser welding-brazing and its experimental verification. IOP Conf. Ser. Mater. Sci. Eng. 2017, 179, 012007. [Google Scholar] [CrossRef] [Green Version]
- Zhan, X.; Bu, H.; Gao, Q.; Yan, T.; Ling, W. Temperature field simulation and grain morphology on laser welding-brazing between Ti-6Al-4V and 1050 aluminum alloy. Mater. Res. Express 2019, 6, 056551. [Google Scholar] [CrossRef]
- Guo, S.; Peng, Y.; Cui, C.; Gao, Q.; Zhou, Q.; Zhu, J. Microstructure and mechanical characterization of re-melted Ti-6Al-4V and Al-Mg-Si alloys butt weld. Vacuum 2018, 154, 58–67. [Google Scholar] [CrossRef]
- Zhou, X.F.; Cao, X.B.; Zhang, F.; Duan, J.A. Numerical and experimental investigation of thermal stress distribution in laser lap welding of Ti6Al4V and 2024 alloy plates. Int. J. Adv. Manuf. Technol. 2022, 118, 1427–1440. [Google Scholar] [CrossRef]
- Duggirala, A.; Kalvettukaran, P.; Acherjee, B.; Mitra, S. Numerical simulation of the temperature field, weld profile, and weld pool dynamics in laser welding of aluminium alloy. Optik 2021, 247, 167990. [Google Scholar] [CrossRef]
- Li, L.; Gong, J.; Xia, H.; Peng, G.; Hao, Y.; Meng, S.; Wang, J. Influence of scan paths on flow dynamics and weld formations during oscillating laser welding of 5A06 aluminum alloy. J. Mater. Res. Technol. 2021, 11, 19–32. [Google Scholar] [CrossRef]
- Mooli, H.; Rao, S.S.; Satyanarayana, G.; Rao, B.N. Numerical Simulations and Experimental Validation on LBW Bead Profiles of Ti-6Al-4V Alloy. Pertanika. J. Sci. Technol. 2021, 29, 1609–1625. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, Ch.; Mi, G.; Geng, S.; Liu, Y.; Liu, W. The prediction of the whole weld in fiber laser keyhole welding based on numerical simulation. Appl. Therm. Eng. 2017, 113, 980–993. [Google Scholar] [CrossRef]
- Cho, W.; Na, S.; Thomy, C.; Vollertsen, F. Numerical simulation of molten pool dynamics in high power disk laser welding. J. Mater. Process. Technol. 2012, 212, 262–275. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, Ch. A three-dimensional numerical simulation model for weld characteristics analysis in fiber laser keyhole welding. Int. J. Heat. Mass. Transf. 2017, 108, 614–626. [Google Scholar] [CrossRef]
- Buttazzoni, M.; Zenz, C.; Otto, A.; Gómez Vázquez, R.; Liedl, G.; Arias, J.L. A Numerical Investigation of Laser Beam Welding of Stainless Steel Sheets with a Gap. Appl. Sci 2021, 11, 2549. [Google Scholar] [CrossRef]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, Ch.; Mi, G.; Geng, S.; Liu, Y.; Liu, W. The analysis of asymmetry characteristics during the fiber laser welding of dissimilar materials by numerical simulation. Int. J. Adv. Manuf. Technol. 2022, 119, 3293–3301. [Google Scholar] [CrossRef]
- Esfahani, M.R.N.; Coupland, J.; Marimuthu, S. Numerical simulation of alloy composition in dissimilar laser welding. J. Mater. Process. Technol. 2015, 224, 135–142. [Google Scholar] [CrossRef] [Green Version]
- Halim, S.B.; Bannour, S.; Abderrazak, K.; Kriaa, W.; Autric, M. Numerical analysis of intermetallic compounds formed during laser welding of Aluminum-Magnesium dissimilar couple. Therm. Sci. Eng. Prog. 2021, 22, 100838. [Google Scholar] [CrossRef]
- Zang, C.; Liu, J.; Tan, C.; Zhangb, K.; Song, X.; Chen, B.; Li, L.; Feng, J. Laser conduction welding characteristics of dissimilar metals Mg/Ti with Al interlayer. J. Manuf. Proc. 2018, 32, 595–605. [Google Scholar] [CrossRef]
- Faraji, A.H.; Maletta, C.; Barbieri, G.; Cognini, F.; Bruno, L. Numerical modeling of fluid flow, heat, and mass transfer for similar and dissimilar laser welding of Ti-6Al-4V and Inconel 718. Int. J. Adv. Manuf. Technol. 2021, 114, 899–914. [Google Scholar] [CrossRef]
- Ghosh, P.S.; Sen, A.; Chattopadhyaya, S.; Sharma, S.; Singh, J.; Dwivedi, S.P.; Saxena, A.; Khan, A.M.; Pimenov, D.Y.; Giasin, K. Prediction of Transient Temperature Distributions for Laser Welding of Dissimilar Metals. Appl. Sci. 2021, 11, 5829. [Google Scholar] [CrossRef]
- Xie, X.; Zhou, J.; Long, J. Numerical study on molten pool dynamics and solute distribution in laser deep penetration welding of steel and aluminum. Opt. Laser. Technol. 2021, 140, 107085. [Google Scholar] [CrossRef]
- Attar, M.A.; Ghoreishi, M.; Beiranvand, Z.M. Prediction of weld geometry, temperature contour and strain distribution in disk laser welding of dissimilar joining between copper & 304 stainless steel. Optik 2020, 219, 165288. [Google Scholar]
- Huang, W.; Wang, H.; Rinker, T.; Tan, W. Investigation of metal mixing in laser keyhole welding of dissimilar metals. Mater. Des. 2020, 195, 109056. [Google Scholar] [CrossRef]
- Liu, J.; Tan, C.; Wu, L.; Zhao, X.; Zhang, Z.; Chen, B.; Song, X.; Feng, J. Butt laser welding-brazing of AZ31Mg alloy to Cu coated Ti-6Al-4V with AZ92 Mg based filler. Opt. Laser. Technol. 2019, 117, 200–214. [Google Scholar] [CrossRef]
- Fotovvati, B.; Wayne, S.F.; Lewis, G.; Asadi, E. A Review on Melt-Pool Characteristics in Laser Welding of Metals. Adv. Mater. Sci. Eng. 2018, 2018, 4920718. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.; Duan, J.; Zhang, F.; Zhong, S. The study on mechanical strength of titanium-aluminum dissimilar butt joints by laser welding-brazing process. Materials 2019, 12, 712. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jandaghi, M.R.; Saboori, A.; Khalaj, G.; Khanzadeh Ghareh Shiran, M. Microstructural Evolutions and its Impact on the Corrosion Behaviour of Explosively Welded Al/Cu Bimetal. Metals 2020, 10, 634. [Google Scholar] [CrossRef]
- Shiran, M.R.K.G.; Bakhtiari, H.; Mousavi, S.A.A.A.; Khalaj, G.; Mirhashemi, S.M. Effect of stand-off distance on the mechanical and metallurgical properties of explosively bonded 321 austenitic stainless steel-1230 aluminum alloy tubes. Mater. Res. 2017, 20, 291–302. [Google Scholar] [CrossRef] [Green Version]
- Nagy, M. Influence of technological parameters of laser welding on the microstructure and properties of aluminium and titanium weld joints. PhD Thesis, Slovak University of Technology in Bratislava, MTF in Trnava, Trnava, Slovakia, 2020. [Google Scholar]
- Kalaiselvan, K.; Sekar, K.; Elavarasi, S. A Review on Process Parameters of Ti/Al Dissimilar Joint Using Laser Beam Welding. Int. J. Mech. Eng. 2021, 15, 255–262. [Google Scholar]
- Lindgren, L.E. Finite element modelling and simulation of welding. Part 1: Increasing complexity. J. Therm. Stresses 2001, 24, 141–192. [Google Scholar] [CrossRef]
- Incropera, P.F.; De Witt, D.P. Fundamentals of Heat and Mass Transfer; J. Wiley and Sons: New York, NY, USA, 1996; pp. 70–81, 736–738. [Google Scholar]
- Sahul, Mi.; Sahul, Ma.; Vyskoč, M.; Čaplovič, Ľ.; Pašák, M. Disk laser weld brazing of AW5083 aluminium alloy with titanium Grade 2. J. Mater. Eng. Perform. 2017, 26, 1346–1357. [Google Scholar] [CrossRef]
- Ansys® Academic Research Mechanical, Release 18.2. Available online: https://www.ansys.com/academic/terms-and-conditions (accessed on 6 December 2022).
- JMatPro Help, Release 6.1, Sente Software Ltd. 2012. Available online: https://www.crz.gov.sk/data/att/265769_dokument1.PDF (accessed on 6 December 2022).
- Huy, H.; Argyropoulos, S.A. Mathematical modelling of solidification and melting: A review, Modelling Simul. Mater. Sci. Eng 1996, 4, 371–396. [Google Scholar]
- Contuzzi, N.; Campanelli, S.L.; Casalino, G.; Ludovico, A.D. On the role of the Thermal Contact Conductance during the Friction Stir Welding of an AA5754H111 butt joint. Appl. Therm. Eng. 2016, 104, 263–273. [Google Scholar] [CrossRef]
- Shanmugam, N.S.; Buvanashekaran, G.; Sankaranarayanasamy, K.; Manonmani, K. Some studies on temperature profiles in AISI 304 stainless steel sheet during laser beam welding using FE simulation. Int. J. Adv. Manuf. Technol. 2009, 43, 78–94. [Google Scholar] [CrossRef]
- Shanmugam, N.S.; Buvanashekaran, G.; Sankaranarayanasamy, K. Some studies on weld bead geometries for laser spot welding process using finite element analysis. Mater. Design 2012, 34, 412–426. [Google Scholar] [CrossRef]
- Chukkan, J.R.; Vasudevan, M.; Muthukumaran, S.; Kumar, R.R.; Chandrasekhar, N. Simulation of laser butt welding of AISI 316L stainless steel sheet using various heat sources and experimental validation. J. Mater. Process. Tech. 2015, 219, 48–59. [Google Scholar] [CrossRef]
- Na, S.-J.; Cho, W.I. Developments in modelling and simulation of laser and hybrid laser welding. In Handbook of Laser Welding Technologies; Katayama, S., Ed.; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Cambridge, UK, 2013; pp. 522–560. [Google Scholar]
- Goldak, J.; Chakravariti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Zain-Ul-Abdein, M.; Nélias, D.; Jullien, J.F.; Deloison, D. Termo-mechanical Analysis of Laser Beam Welding of Thin Plate with Complex Boundary Conditions. Int. J. Mater. Form. 2008, Suppl. S1, 1063–1066. [Google Scholar] [CrossRef]
- Wu, C.S.; Wang, G.; Zhang, Y.M. A new heat source model for keyhole plasma arc welding in FEM analysis of the temperature profile. Weld. J 2006, 85, 284–291. [Google Scholar]
- Dal, M.; Fabbro, R. An overview of the state of art in laser welding simulation. Opt. Laser. Technol. 2016, 78, 2–14. [Google Scholar] [CrossRef] [Green Version]
- Casalino, G.; Mortello, M. A FEM model to study the fiber laser welding of Ti6Al4V thin sheets. Int. J. Adv. Manuf. Tech 2016, 86, 1339–1346. [Google Scholar] [CrossRef]
- Ayoola, W.A.; Suder, W.J.; Williams, S.W. Parameters controlling weld bead profile in conduction laser welding. J. Mater. Process. Techn. 2017, 249, 522–530. [Google Scholar] [CrossRef]
- Casalino, G.; Hu, S.J.; Hou, W. Deformation prediction and quality evaluation of the gas metal arc welding butt weld. Proceedings of the Institution of Mechanical Engineers, Part B. J. Eng. Manufacture 2003, 217, 1615–1622. [Google Scholar] [CrossRef]
- Kik, T. Heat Source Models in Numerical Simulations of Laser Welding. Materials 2020, 13, 2653. [Google Scholar] [CrossRef] [PubMed]
- Farias, R.M.; Teixeira, P.R.F.; Vilarinho, L.O. Variable profile heat source models for numerical simulations of arc welding processes. Int. J. Therm. Sci. 2022, 179, 107593. [Google Scholar] [CrossRef]
- Chiocca, A.; Frendo, F.; Bertini, L. Evaluation of Heat Sources for the Simulation of the Temperature Distribution in Gas Metal Arc Welded Joints. Metals 2019, 9, 1142. [Google Scholar] [CrossRef] [Green Version]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Si | Fe | Mn | Cu | Cr | Al |
|---|---|---|---|---|---|---|---|
| wt. % | 4.7 | 0.4 | 0.31 | 0.26 | 0.19 | 0.13 | Balance |
| Element | Fe | C | O | H | N | Ti |
|---|---|---|---|---|---|---|
| wt. % | 0.3 | 0.1 | 0.25 | 0.015 | 0.03 | Balance |
| Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | Zr | Ti | Be | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | ≤0.25 | ≤0.4 | ≤0.05 | 0.7–0.1 | 4.5–5.2 | 0.05–0.25 | ≤0.25 | 0.1–0.2 | ≤0.15 | ≤3 × 10−4 | bal. |
| Sample No. | Laser Power [kW] | Welding Speed [mm/s] | Laser Beam Offset [μm] |
|---|---|---|---|
| 1 | 2 | 30 | 460 |
| 2 | 2 | 30 | 300 |
| 3 | 2 | 30 | 200 |
| 4 | 1.8 | 30 | 300 |
| 5 | 1.8 | 28 | 300 |
| 6 | 1.8 | 25 | 300 |
| 7 | 1.8 | 30 | 460 |
| 8 | 1.6 | 30 | 300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behúlová, M.; Babalová, E. Numerical Simulation of Temperature Fields during Laser Welding–Brazing of Al/Ti Plates. Materials 2023, 16, 2258. https://doi.org/10.3390/ma16062258
Behúlová M, Babalová E. Numerical Simulation of Temperature Fields during Laser Welding–Brazing of Al/Ti Plates. Materials. 2023; 16(6):2258. https://doi.org/10.3390/ma16062258
Chicago/Turabian StyleBehúlová, Mária, and Eva Babalová. 2023. "Numerical Simulation of Temperature Fields during Laser Welding–Brazing of Al/Ti Plates" Materials 16, no. 6: 2258. https://doi.org/10.3390/ma16062258