
Analysis of Kerf Quality Characteristics of Kevlar Fiber-Reinforced Polymers Cut by Abrasive Water Jet

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
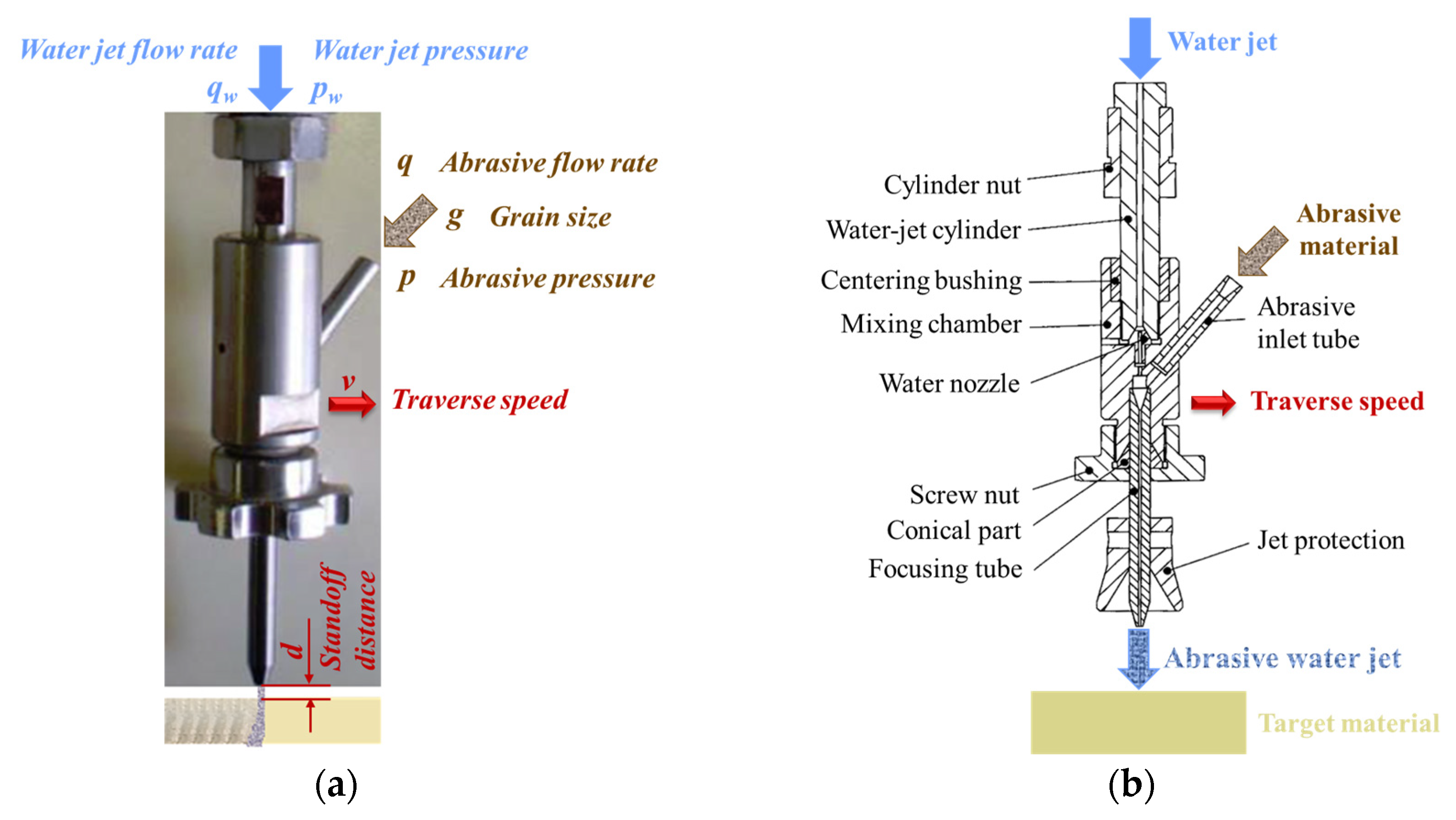
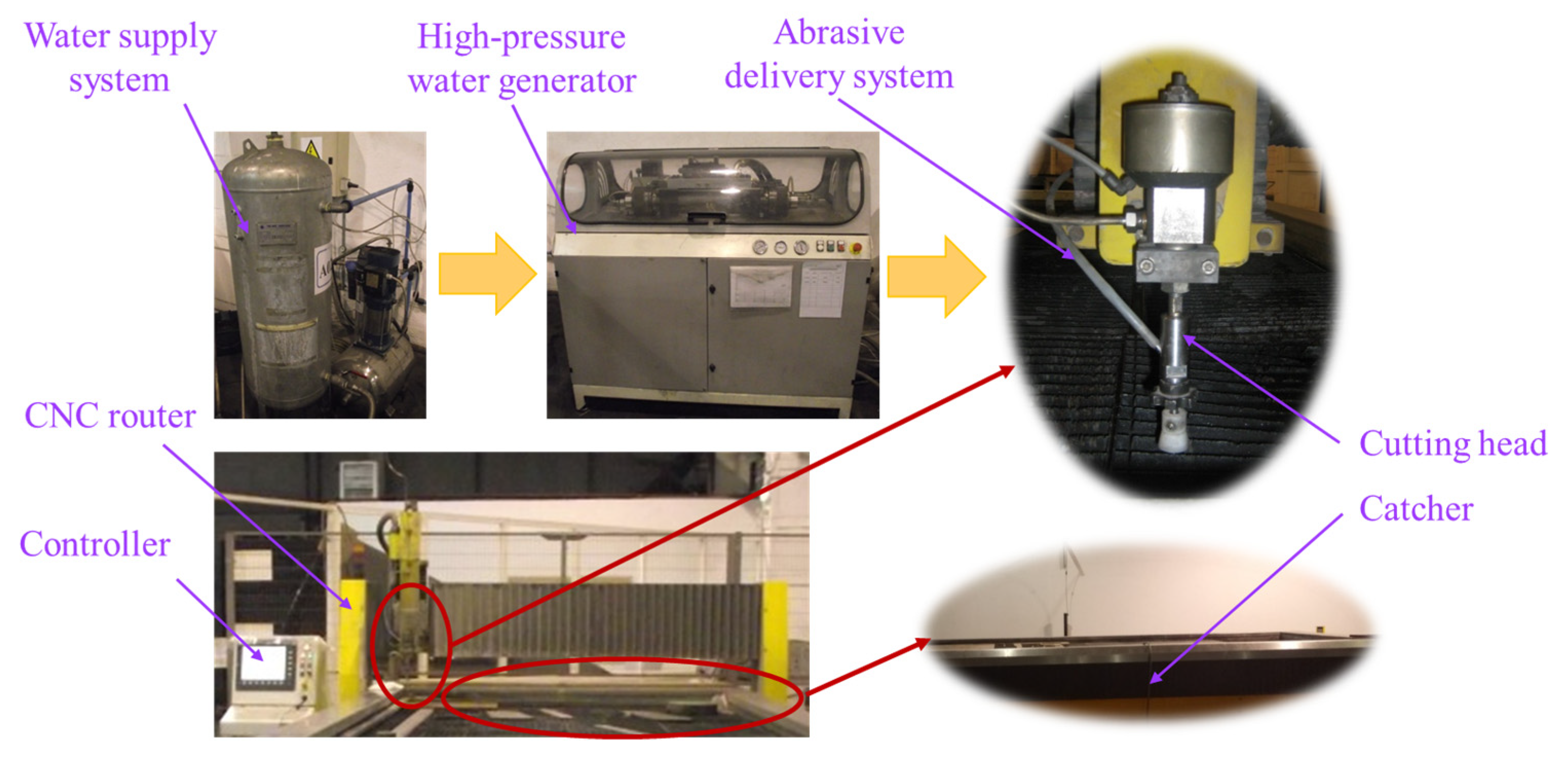
2.2. Machining Equipment
- Water supply system
- High-pressure water generator
- Abrasive delivery system
- Cutting head
- CNC router
- Catcher and drain system.

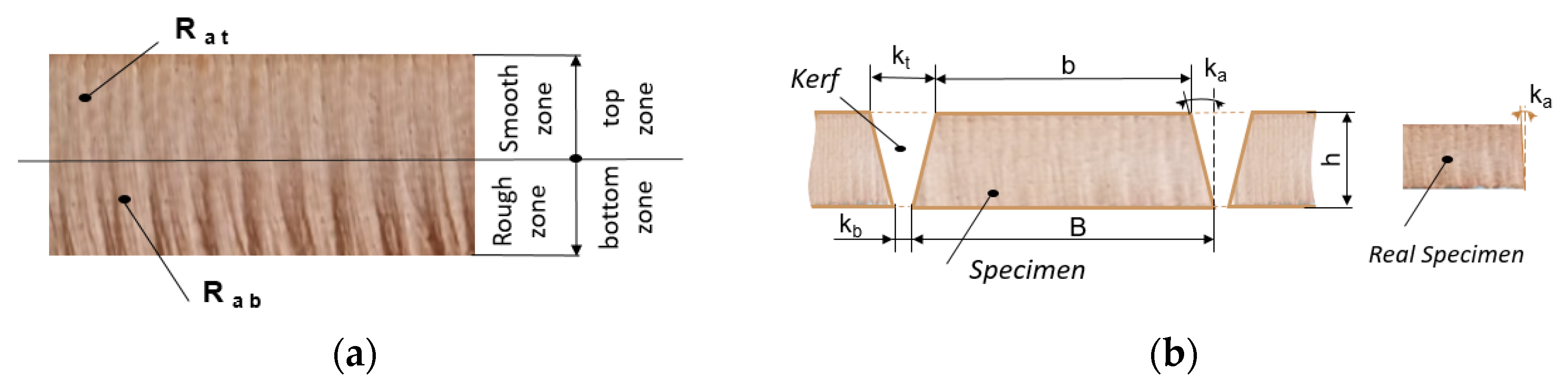
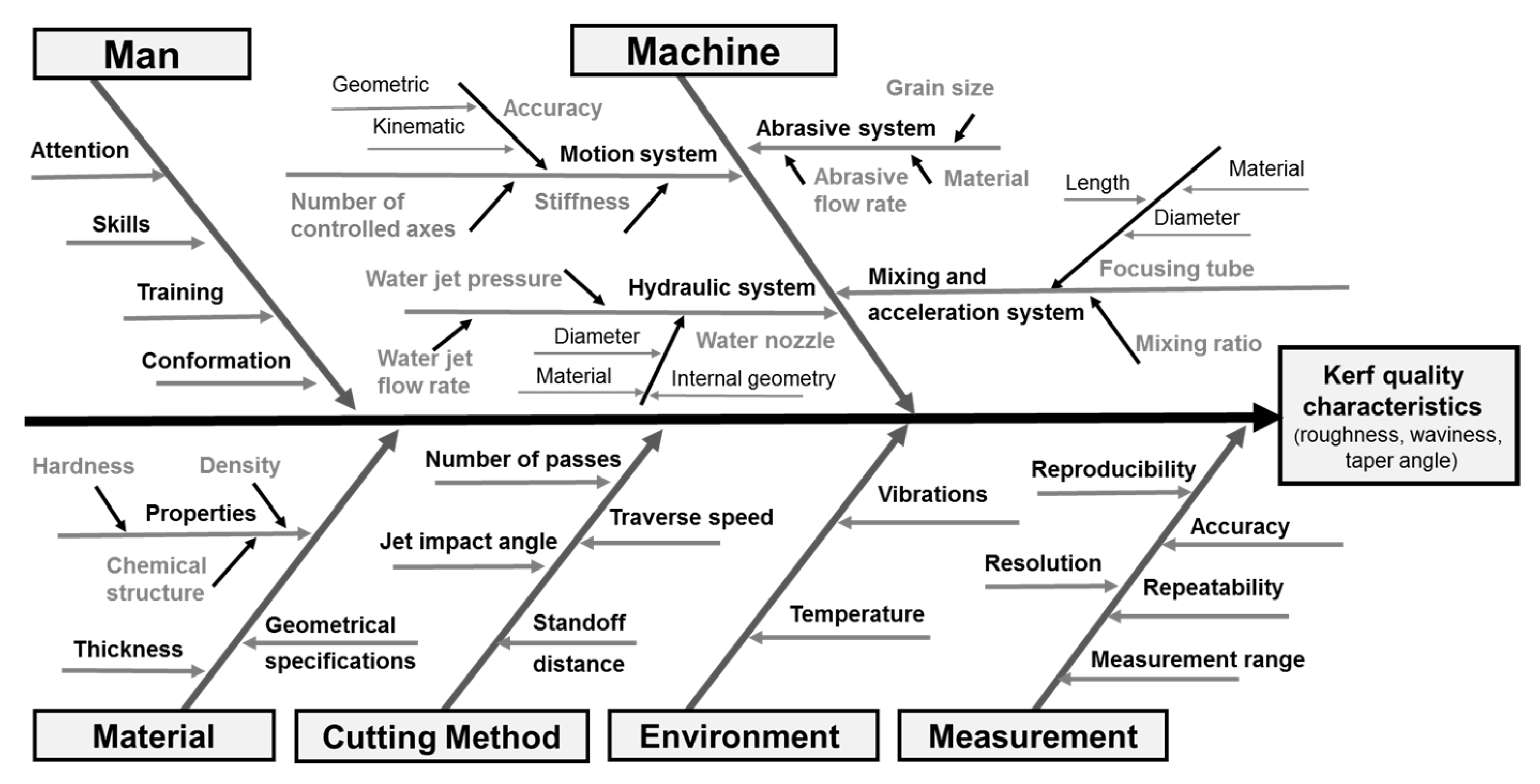
2.3. Objective Functions and Influence Factors
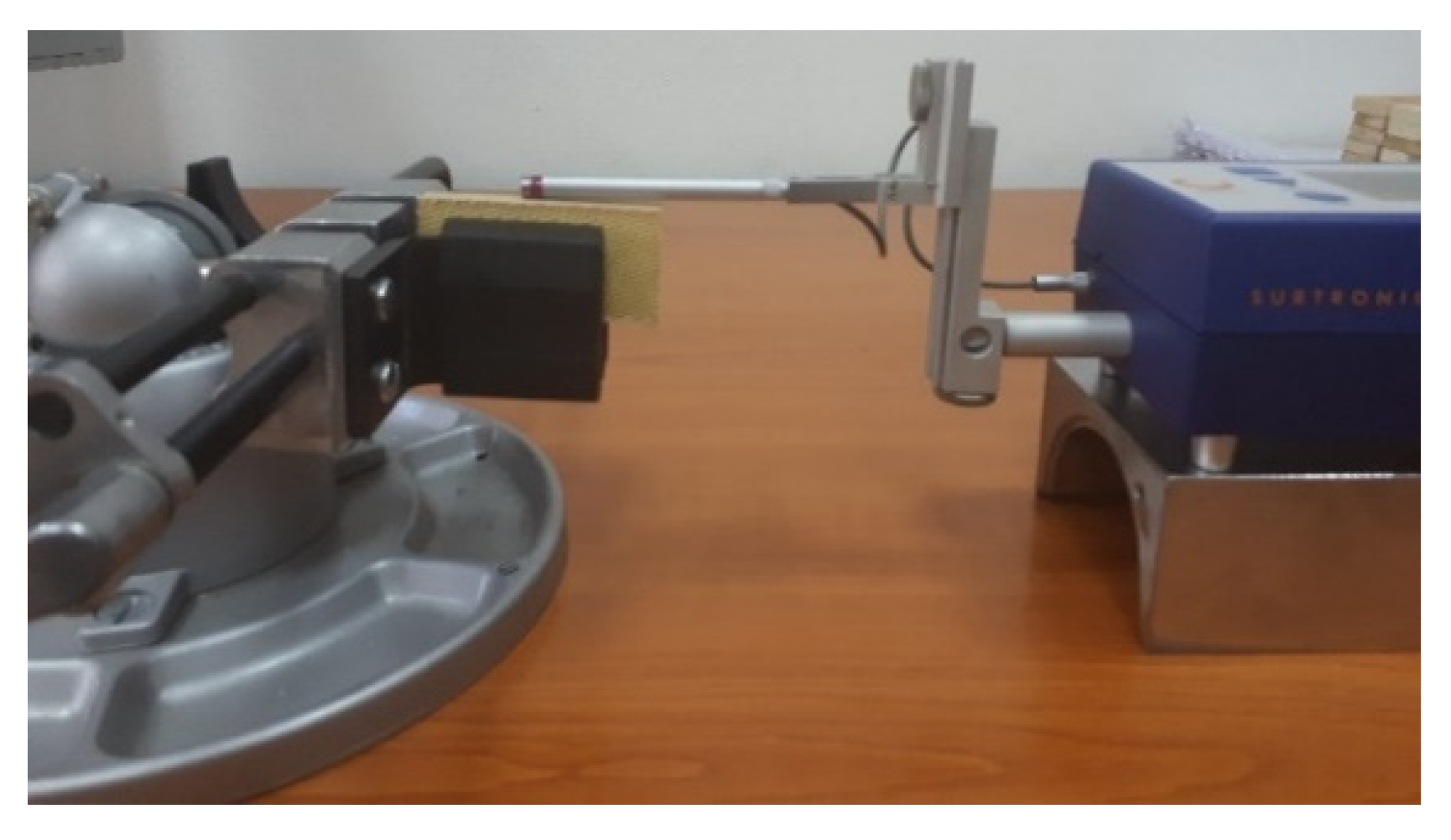
- arithmetic average roughness, Rat, at the top zone
- arithmetic average roughness, Rab, at the bottom zone
- kerf taper angle, ka, measured for the longer sides of the specimens.
- traverse speed, v (mm/min)
- focusing tube diameter, D (mm)
- abrasive flow rate, q (g/min)
- abrasive grain size, g (mesh #)
3. Results and Discussions
3.1. Experimental Design and Measured Results
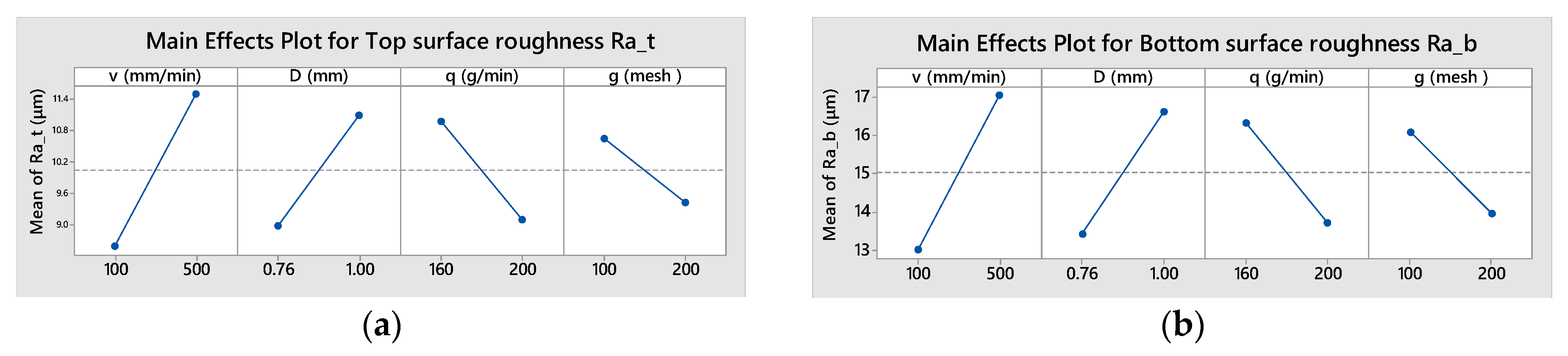
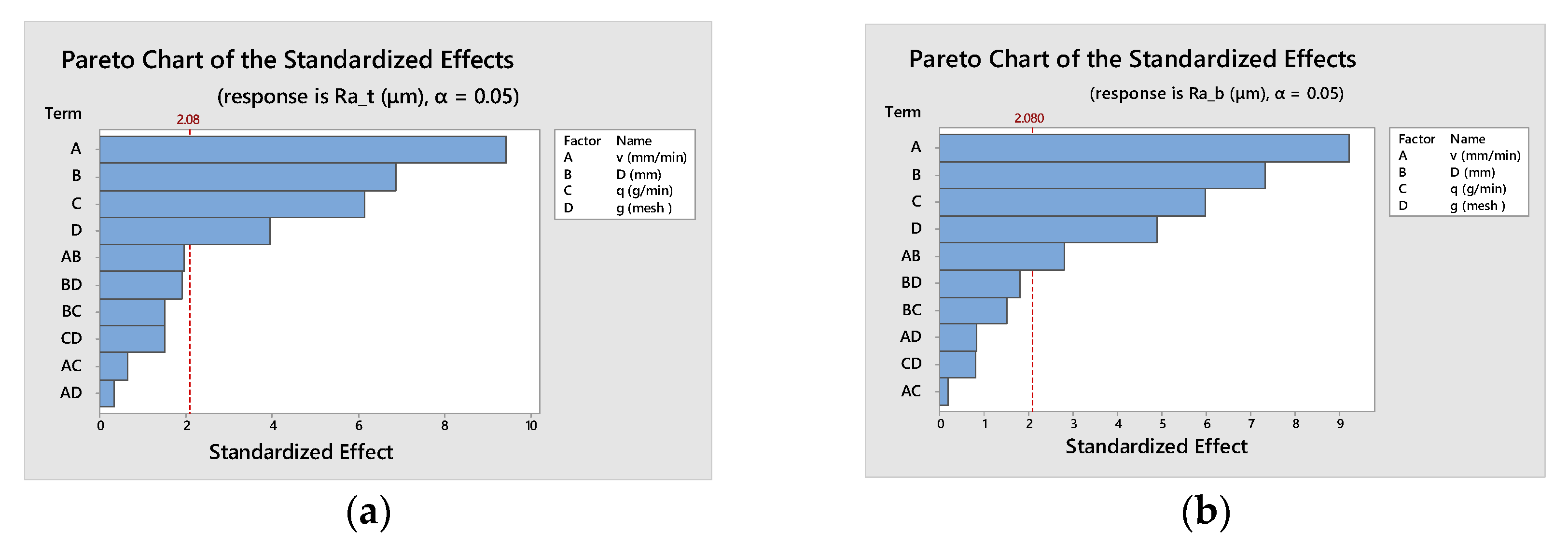
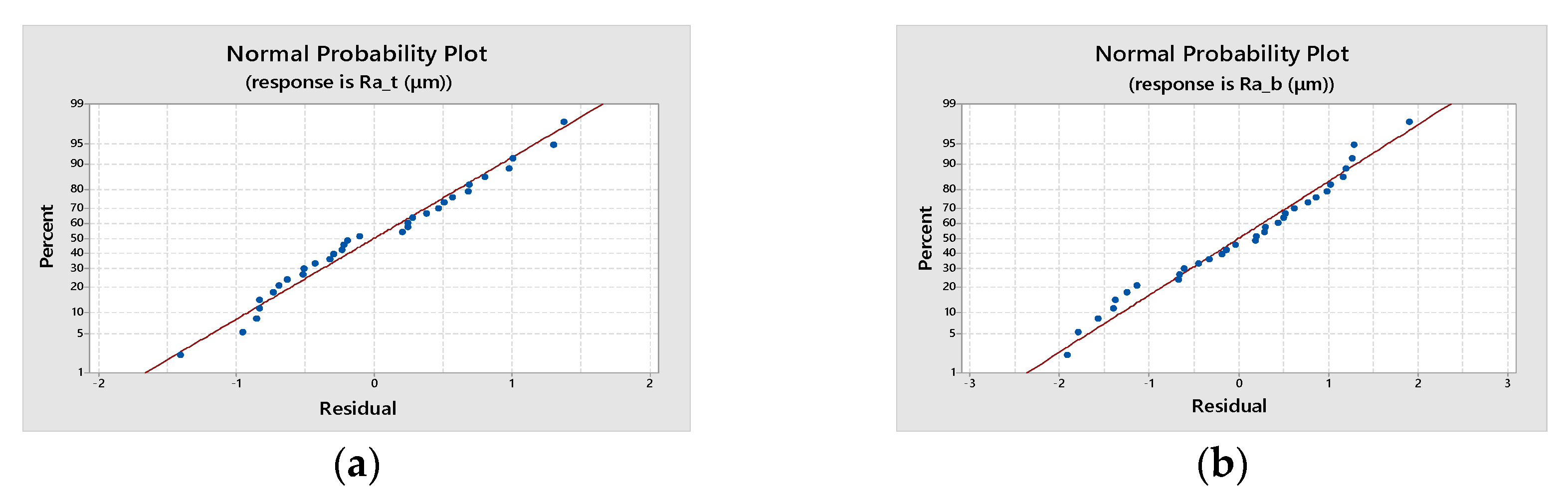
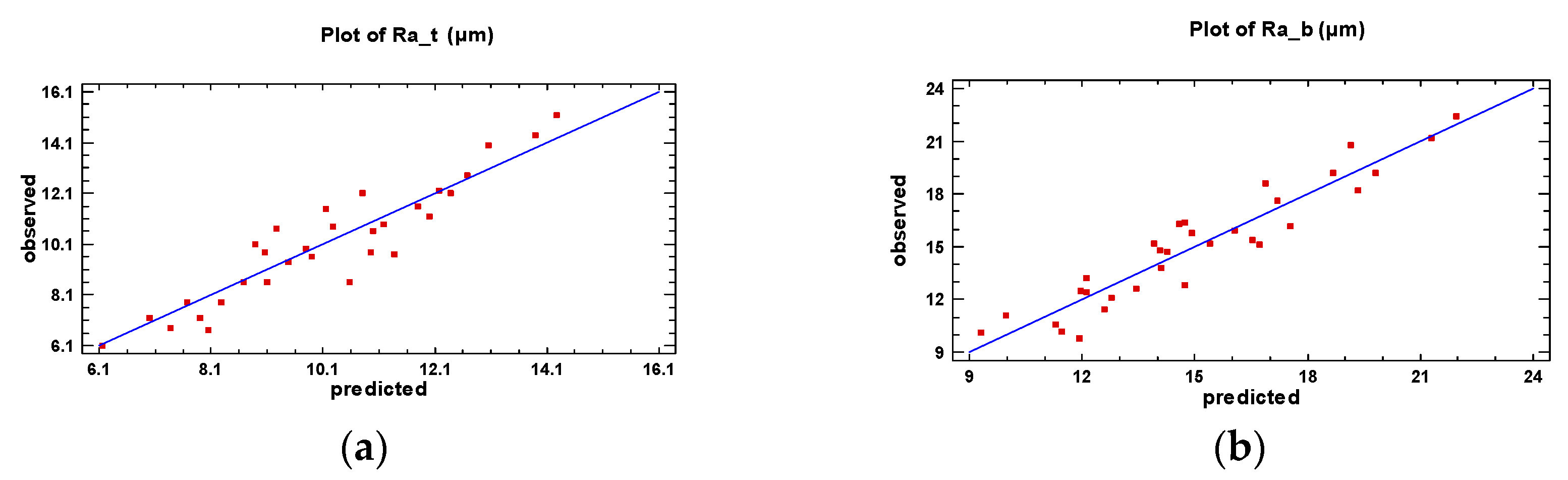
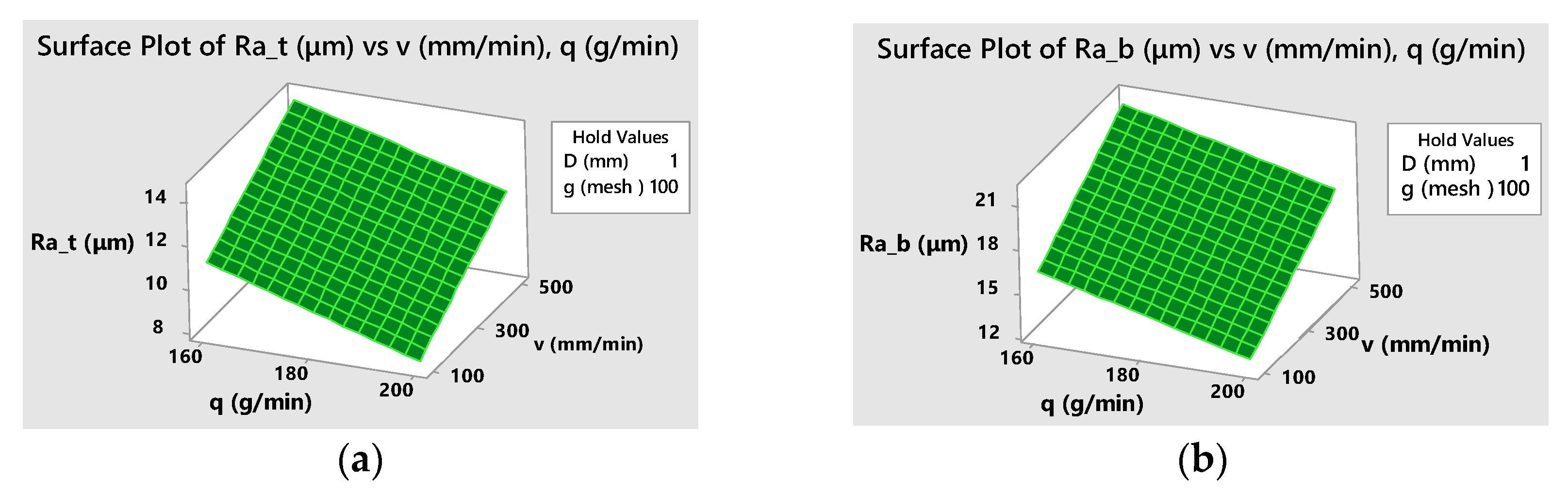
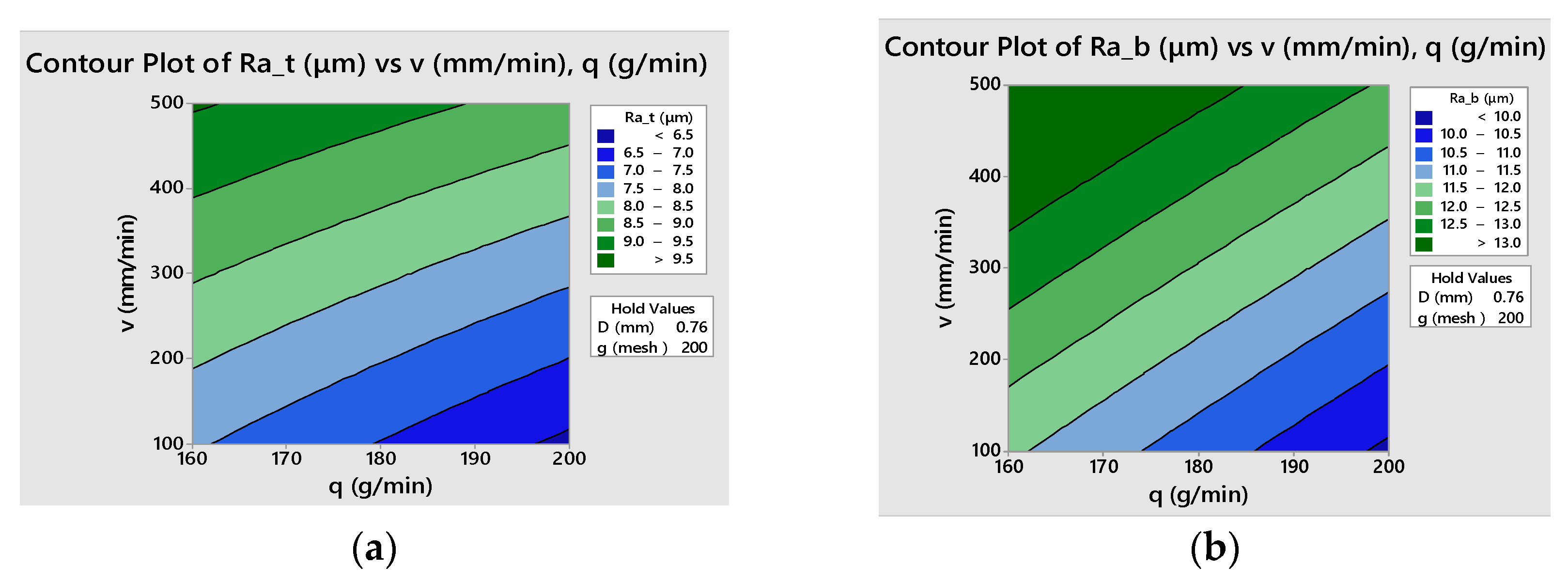
3.2. Analysis of the Surface Roughness
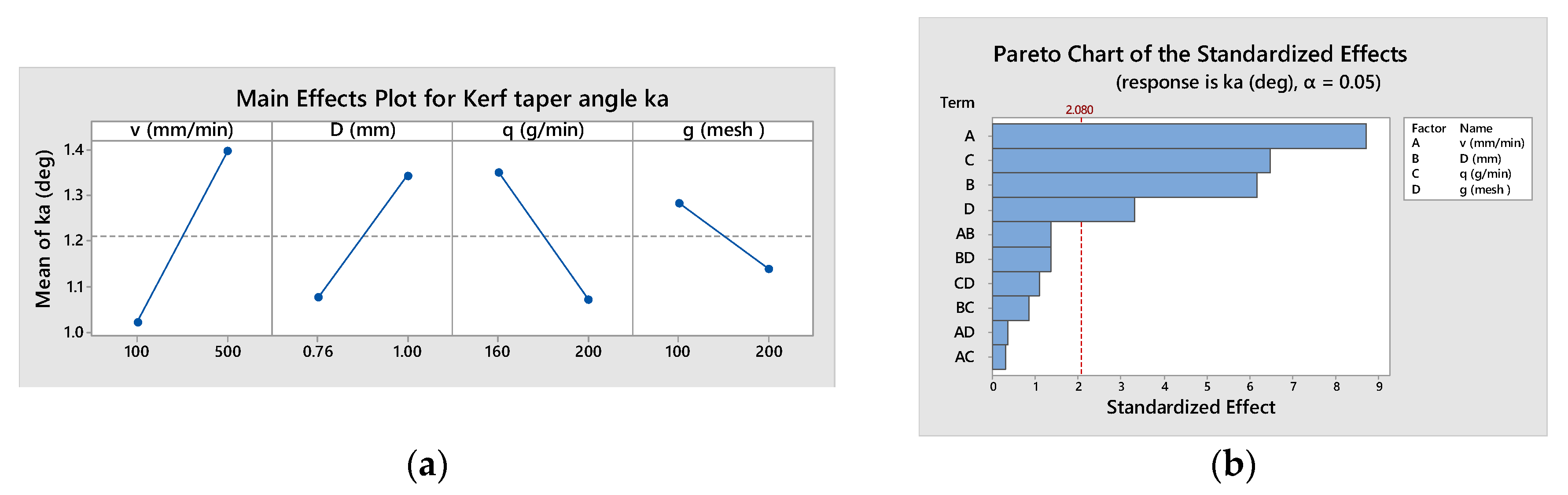
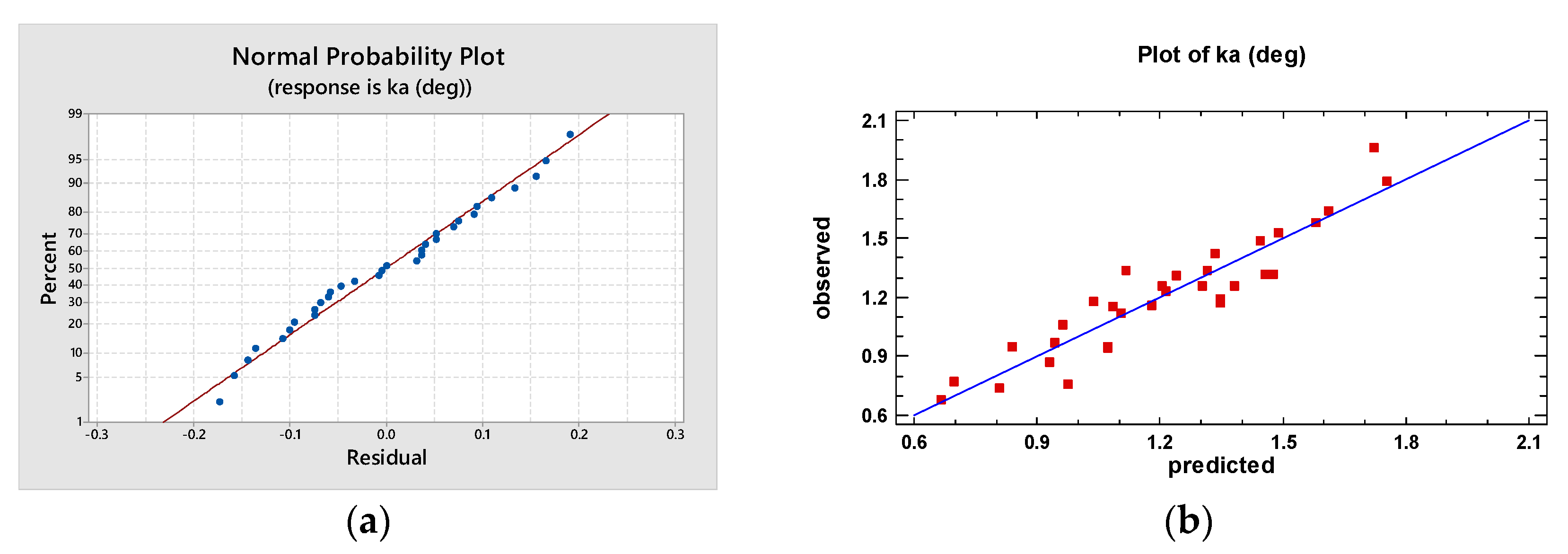
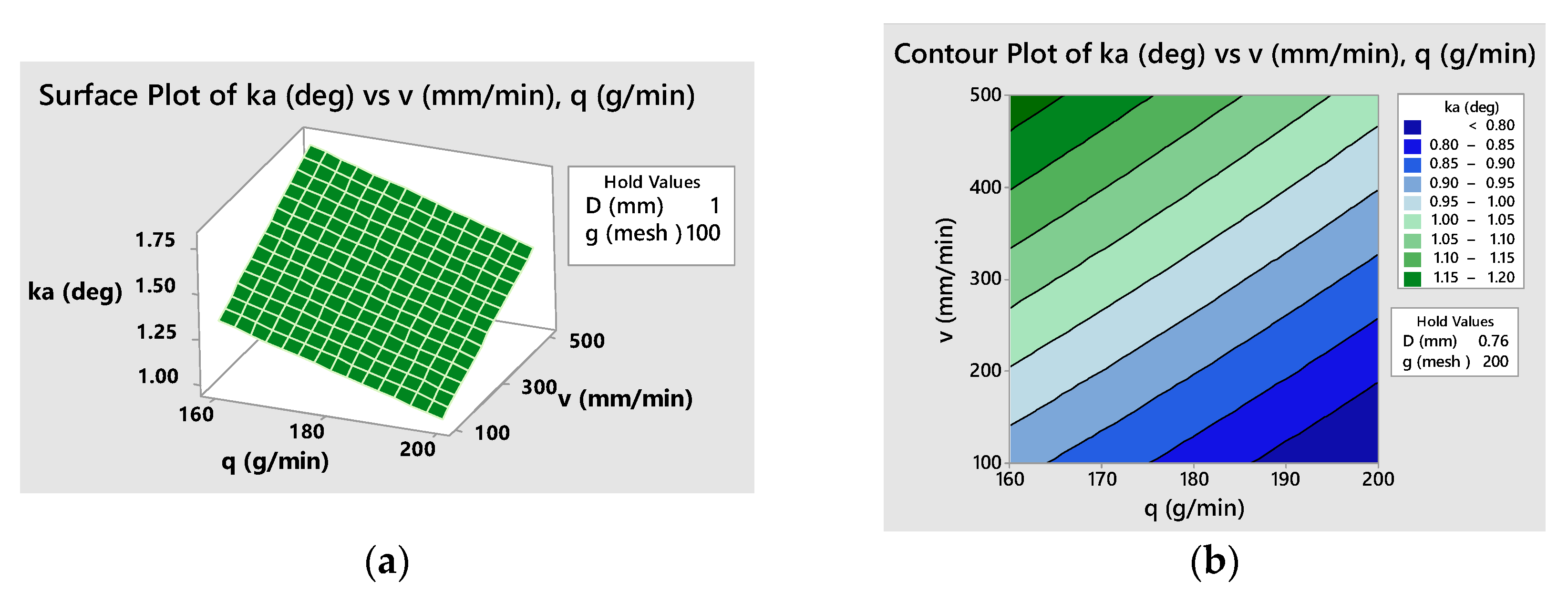
3.3. Analysis of the Kerf Taper Angle
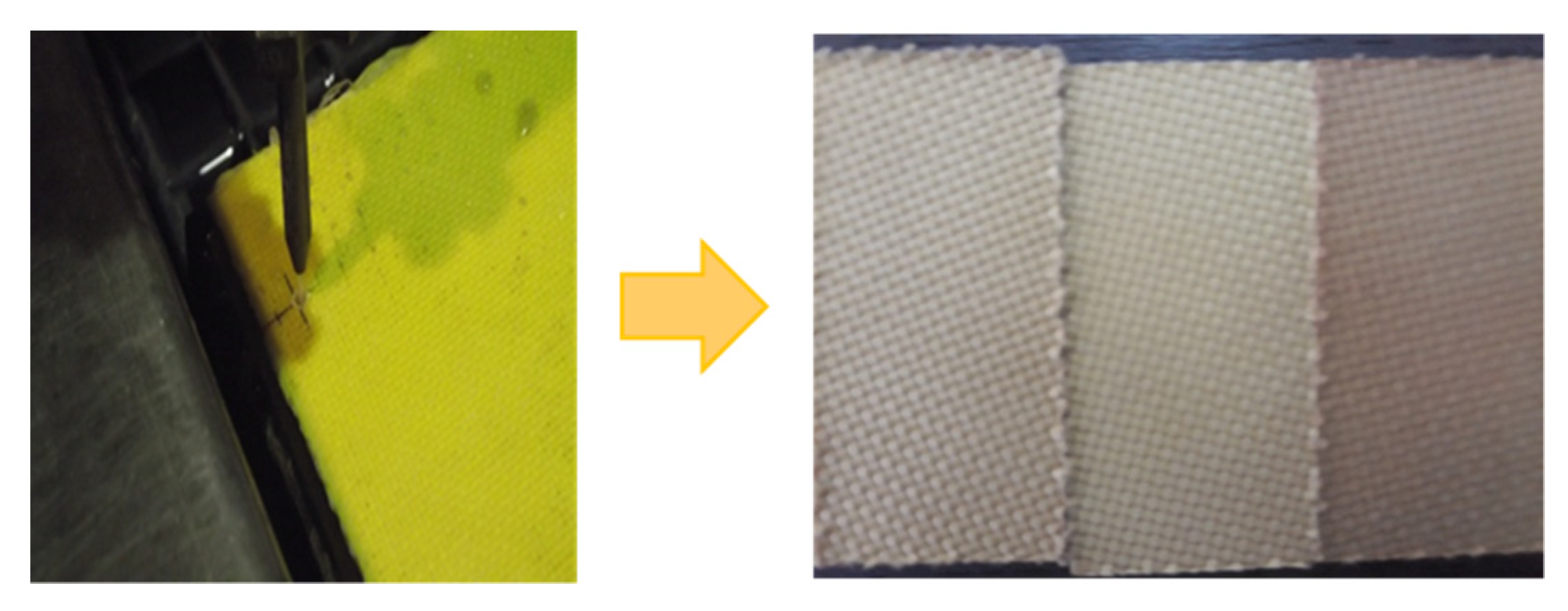
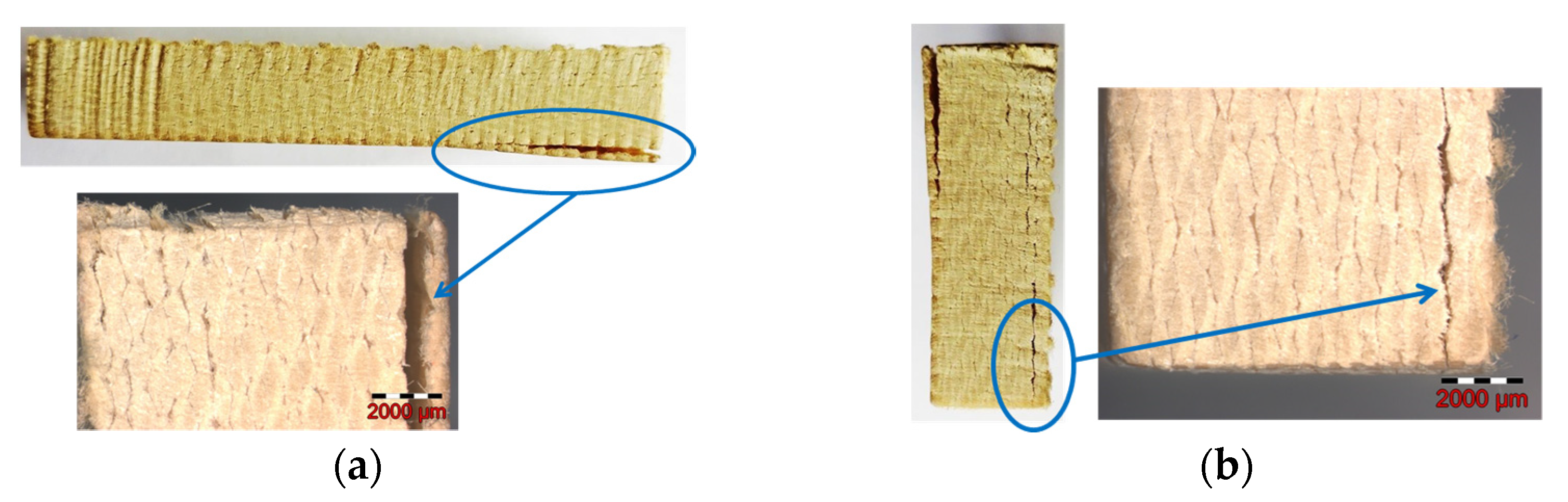
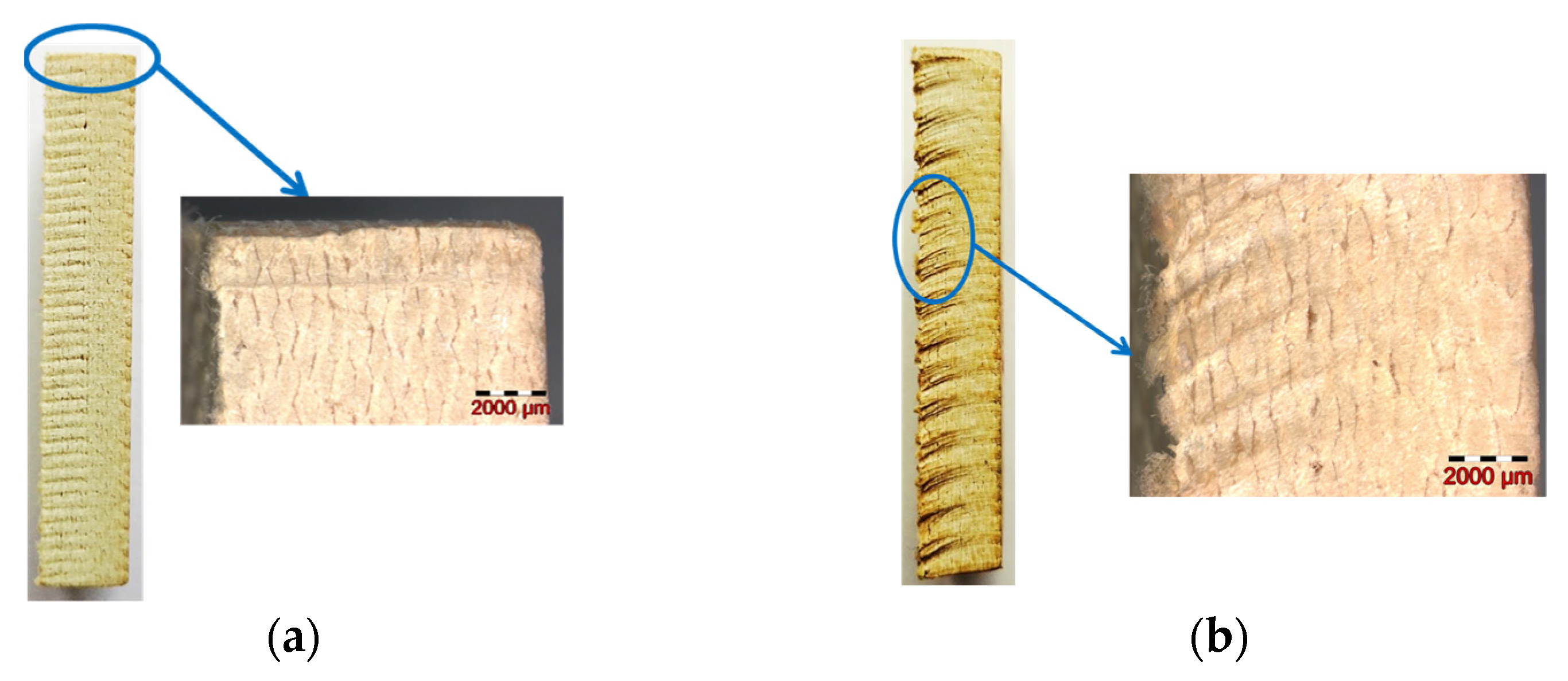
3.4. Investigations on Delamination
4. Conclusions
- All the input parameters adjusted in the experiment proved to have a significant influence on the three analyzed quality characteristics.
- The study revealed that traverse speed had the greatest influence on surface roughness, both on the top cutting zone, Rat, and on the bottom cutting zone, Rab, followed by focusing tube diameter, abrasive flow rate, and abrasive grain size, but the amplitude of the effects produced by these factors is magnified at the bottom zone.
- The traverse speed had the most important influence on the kerf taper angle, and the hierarchy was continued by abrasive flow rate, focusing tube diameter, and abrasive grain size.
- Experimental models with coefficients of determination at approximately 90% were found to describe the action of selected factors on surface roughness Rat (R-sq = 90.60%), Rab (R-sq = 91.03%), and kerf taper angle ka (R-sq = 89.18%).
- The increase in abrasive flow rate and in mesh number had a positive effect, determining the decrease in all three investigated quality characteristics, while the growth in traverse speed and focusing tube diameter generated a negative effect.
- Therefore, the optimum combination of factor levels that assures minimum surface roughness and kerf taper angle under the conditions of the experiment performed is: v = 100 mm/min, D = 0.76 mm, q = 200 g/min, g = 200 mesh #.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kevlar® Aramid Fiber Technical Guide. Available online: www.dupont.com/content/dam/dupont/amer/us/en/safety/public/documents/en/Kevlar_Technical_Guide_0319.pdf (accessed on 30 September 2022).
- Perrin Aqua Découpe. Available online: https://www.perrinaquadecoupe.fr/materiauxcarbonekevelar.html (accessed on 30 September 2022).
- Materials Today. Available online: https://materials-today.com/kevlar-uses-properties-and-processing/ (accessed on 30 September 2022).
- Çolakoğlu, M.; Soykasap, Ö. Ballistic Properties of Kevlar Composites. In Proceedings of the NATO workshop “Textile Composites”, Kiev, Ukraine, 18–21 May 2009. [Google Scholar]
- Hasan, Z. Tooling for Composite Aerospace Structures: Manufacturing and Applications; Butterworth-Heinemann: Oxford, UK, 2020; pp. 21–48. [Google Scholar]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A. Experimental Research into Marble Cutting by Abrasive Water Jet. Facta Univ. Ser. Mech. Eng. 2022, 20, 145–156. [Google Scholar] [CrossRef]
- Ma, C.; Deam, R.T. A correlation for predicting the kerf profile from abrasive water jet cutting. Exp. Therm. Fluid Sci. 2006, 30, 337–343. [Google Scholar] [CrossRef]
- Saravanan, S.; Vijayan, V.; Jaya Suthahar, S.T.; Balan, A.V.; Sankar, S.; Ravichandran, M. A review on recent progresses in machining methods based on abrasive water jet machining. Mater. Today Proc. 2020, 21, 116–122. [Google Scholar] [CrossRef]
- Alsoufi, M.S. State-of-the-Art in Abrasive Water Jet Cutting Technology and the Promise for Micro- and Nano-Machining. Int. J. Mech. Eng. Appl. 2017, 5, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Marušić, V.; Baralić, J.; Nedić, B.; Rosandić, Ž. Effect Of Machining Parameters On Jet Lagging In Abrasive Water Jet Cutting. Teh. Vjesn. 2013, 20, 677–682. [Google Scholar]
- Siddiqui, T.U.; Shukla, M. Optimisation of surface finish in abrasive water jet cutting of Kevlar composites using hybrid Taguchi and response surface method. Int. J. Mach. Mach. Mater. 2008, 3, 382–402. [Google Scholar] [CrossRef]
- Shukla, M. Predictive modelling of surface roughness and kerf widths in abrasive water jet cutting of Kevlar composites using neural network. Int. J. Mach. Mach. Mater. 2010, 8, 226–246. [Google Scholar] [CrossRef]
- Natarajan, Y.; Murugesan, P.K.; Mohan, M.; Khan, S.A.L.A. Abrasive Water Jet Machining process: A state of art of review. J. Manuf. Process. 2020, 49, 271–322. [Google Scholar] [CrossRef]
- Sambruno, A.; Bañon, F.; Salguero, J.; Simonet, B.; Batista, M. Kerf Taper Defect Minimization Based on Abrasive Waterjet Machining of Low Thickness Thermoplastic Carbon Fiber Composites C/TPU. Materials 2019, 12, 4192. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dhanawade, A.; Kumar, S. Experimental study of delamination and kerf geometry of carbon epoxy composite machined by abrasive water jet. J. Compos. Mater. 2017, 51, 3373–3390. [Google Scholar] [CrossRef]
- Doreswamy, D.; Shivamurthy, B.; Anjaiah, D.; Sharma, Y. An Investigation of Abrasive Water Jet Machining on Graphite/Glass/Epoxy Composite. Int. J. Manuf. Eng. 2015, 627218. [Google Scholar] [CrossRef] [Green Version]
- Abidi, A.; Salem, S.B.; Yallese, M.A. Experimental and Analysis in Abrasive Water jet cutting of carbon fiber reinforced plastics. In Proceedings of the 24ème Congrès Français de Mécanique, Brest, France, 26–30 August 2019. [Google Scholar]
- Azmir, M.A.; Ahsan, A.K.; Rahmah, A. Effect of abrasive water jet machining parameters on aramid fibre reinforced plastics composite. Int. J. Mater. Form 2009, 2, 37–44. [Google Scholar] [CrossRef]
- Vikas, B.G.; Srinivas, S. Kerf analysis and delamination studies on glass-epoxy composites cut by abrasive water jet. Mater. Today Proc. 2021, 46, 4475–4481. [Google Scholar] [CrossRef]
- Shanmugam, D.K.; Masood, S.H. An investigation on kerf characteristics in abrasive waterjet cutting of layered composites. J. Mater. Process. Technol. 2009, 209, 3887–3893. [Google Scholar] [CrossRef]
- Sathishkumar, N.; Selvam, R.; Kumar, K.M.; Abishini, A.H.; Khaleelur Rahman, T.; Mohanaranga, S. Influence of garnet abrasive in drilling of Basalt–Kevlar–Glass fiber reinforced polymer cross ply laminate by Abrasive Water Jet Machining process. Mater. Today Proc. 2022, 62, 1361–1368. [Google Scholar] [CrossRef]
- Ramraji, K.; Rajkumar, K.; Dhananchezian, M.; Sabarinathan, P. Key Experimental Investigations of cutting dimensionality by Abrasive Water Jet Machining on Basalt Fiber/Fly ash Reinforced Polymer Composite. Mater. Today Proc. 2020, 22, 1351–1359. [Google Scholar] [CrossRef]
- Perec, A. Multiple Response Optimization of Abrasive Water Jet Cutting Process using Response Surface Methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Gupta, V.; Pandey, P.M.; Garg, M.P.; Khanna, R.; Batra, N.K. Minimization of kerf taper angle and kerf width using Taguchi’s method in abrasive water jet machining of marble. Procedia Mater. Sci. 2014, 6, 140–149. [Google Scholar] [CrossRef] [Green Version]
- NCV Industries. Protections Pare-Balles et Pare-Eclats (Casques). Balistique F 04007 1320 DSO 000. 2005. Available online: https://www.porcher-ind.com/en/solutions/textiles (accessed on 12 September 2022).
- HexPly® Prepreg Technology. Publication No. FGU 017c. Hexcel Corporation. January 2013. Available online: https://kevra.fi/wp-content/uploads/Prepreg_Technology_pdf (accessed on 30 September 2022).
- Composite Fabric Weave Styles. Available online: https://compositeenvisions.com/document/fabric-weave-styles/ (accessed on 30 September 2022).
- GMA GARNET®. The Most Popular Garnet Abrasive, Worldwide—Near You! Available online: https://www.irangarnet.com/wp-content/uploads/2017/05/Waterjet-Brochure.pdf (accessed on 30 September 2022).
- ISO 4287:1997; Geometrical Product Specification (GPS)—Surface Texture: Profile Method—Terms, Definitions, and Surface Texture Parameters. International Organization for Standardization: London, UK, 1997.
- Montgomery, D.C. Design and Analysis of Experiments, 5th ed.; John Wiley and Sons: New York, NY, USA, 2001; pp. 218–276. [Google Scholar]
- ISO 4288:1996; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture. International Organization for Standardization: London, UK, 1996.
- Wang, J.; Guo, D.M. A predictive depth of penetration model for abrasive waterjet cutting of polymer matrix composites. J. Mater. Process. Technol. 2002, 121, 390–394. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Specification |
|---|---|
| Composition | 100% para-aramid Kevlar 29 |
| Warp | 3300 dtex |
| Weft | 3300 dtex |
| Thread count | 6.65 × 6.65 ± 0.20 ends/cm |
| Density | 440 ± 10 g/m2 |
| Tensile strength | 2863 MPa |
| Tensile modulus | 67 GPa |
| Elongation at break | 3.7% |
| Weave | Plain |
| Treatment | Washed |
| Property | Value |
|---|---|
| Bulk Density | 2.3 T/m3 |
| Specific Gravity | 4.1 |
| Hardness (Mohs) | 7.5–8.0 |
| Melting Point | 1250 °C |
| Shape of natural grains | Sub-angular |
| Mineral and Metal Composition | Average Chemical Composition | ||
|---|---|---|---|
| Garnet (Almandite) | 97–98% | SiO2 | 36% |
| Ilmenite | 1–2% | Al2O3 | 20% |
| Zircon | 0.2% | FeO | 30% |
| Quartz (free silica) | <0.5% | Fe2O3 | 2% |
| Others | 0.25% | TiO2 | 1% |
| Ferrite (free iron) | <0.01% | MnO | 1% |
| Lead | <0.002% | CaO | 2% |
| Copper | <0.005% | MnO | 6% |
| Other Heavy Metals | <0.01% | ||
| Factors | Symbol | Central Point 0 | Range of Variation Δ j | Lower Level −1 | Higher Level +1 |
|---|---|---|---|---|---|
| Traverse speed, v (mm/min) | x1 | 300 | 200 | 100 | 500 |
| Focusing tube diameter, D (mm) | x2 | – | 0.12 | 0.76 | 1.00 |
| Abrasive flow rate, q (g/min) | x3 | 180 | 20 | 160 | 200 |
| Abrasive grain size, g (mesh #) | x4 | 150 | 50 | 100 | 200 |
| Parameter | Specification |
|---|---|
| Water pressure, pw (MPa) | 300 |
| Water nozzle diameter, d0 (mm) | 0.33 |
| Standoff distance, d (mm) | 3 |
| Jet angle of attack, γ (deg.) | 90 |
| No of passes (–) | 1 |
| Abrasive material | GMA garnet |
| Run No i | A: v | B: D | C: q | D: g | Rat (μm) | Rab (μm) | ka (deg) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Coded | (mm/min) | Coded | (mm) | Coded | (g/min) | Coded | (mesh #) | Rat1 | Rat2 | Rab1 | Rab2 | ka1 | ka2 | |
| 1 | −1 | 100 | −1 | 0.76 | −1 | 160 | −1 | 100 | 10.7 | 10.1 | 14.8 | 16.4 | 1.15 | 1.34 |
| 2 | +1 | 500 | −1 | 0.76 | −1 | 160 | −1 | 100 | 12.2 | 11.6 | 18.6 | 16.2 | 1.32 | 1.53 |
| 3 | −1 | 100 | +1 | 1.00 | −1 | 160 | −1 | 100 | 9.7 | 10.6 | 15.9 | 15.1 | 1.19 | 1.26 |
| 4 | +1 | 500 | +1 | 1.00 | −1 | 160 | −1 | 100 | 15.2 | 14.4 | 21.2 | 22.4 | 1.96 | 1.79 |
| 5 | −1 | 100 | −1 | 0.76 | +1 | 200 | −1 | 100 | 6.8 | 7.2 | 10.2 | 12.4 | 0.74 | 0.95 |
| 6 | +1 | 500 | −1 | 0.76 | +1 | 200 | −1 | 100 | 10.8 | 9.6 | 14.7 | 15.8 | 1.16 | 1.23 |
| 7 | −1 | 100 | +1 | 1.00 | +1 | 200 | −1 | 100 | 9.4 | 8.6 | 12.6 | 13.8 | 0.94 | 1.12 |
| 8 | +1 | 500 | +1 | 1.00 | +1 | 200 | −1 | 100 | 12.1 | 11.2 | 19.2 | 18.2 | 1.49 | 1.32 |
| 9 | −1 | 100 | −1 | 0.76 | −1 | 160 | +1 | 200 | 6.7 | 7.8 | 9.8 | 11.4 | 0.97 | 0.76 |
| 10 | +1 | 500 | −1 | 0.76 | −1 | 160 | +1 | 200 | 9.8 | 8.6 | 12.8 | 15.2 | 1.34 | 1.17 |
| 11 | −1 | 100 | +1 | 1.00 | −1 | 160 | +1 | 200 | 11.5 | 9.9 | 15.2 | 16.3 | 1.26 | 1.31 |
| 12 | +1 | 500 | +1 | 1.00 | −1 | 160 | +1 | 200 | 14.0 | 12.8 | 20.8 | 19.2 | 1.58 | 1.64 |
| 13 | −1 | 100 | −1 | 0.76 | +1 | 200 | +1 | 200 | 6.1 | 7.2 | 10.1 | 11.1 | 0.68 | 0.77 |
| 14 | +1 | 500 | −1 | 0.76 | +1 | 200 | +1 | 200 | 9.8 | 8.6 | 13.2 | 12.1 | 1.18 | 0.95 |
| 15 | −1 | 100 | +1 | 1.00 | +1 | 200 | +1 | 200 | 7.8 | 7.2 | 10.6 | 12.5 | 0.87 | 1.06 |
| 16 | +1 | 500 | +1 | 1.00 | +1 | 200 | +1 | 200 | 10.9 | 12.1 | 15.4 | 17.6 | 1.26 | 1.42 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 10 | 152.707 | 15.2707 | 20.20 | 0.000 |
| Linear | 4 | 143.244 | 35.8109 | 47.47 | 0.000 |
| V | 1 | 67.280 | 67.2800 | 89.19 | 0.000 |
| D | 1 | 35.701 | 35.7012 | 47.33 | 0.000 |
| q | 1 | 28.501 | 28.5013 | 37.78 | 0.000 |
| g | 1 | 11.761 | 11.7613 | 15.59 | 0.001 |
| Two-way interaction | 6 | 9.464 | 1.5773 | 2.09 | 0.098 |
| v × D | 1 | 2.880 | 2.8800 | 3.82 | 0.064 |
| v × q | 1 | 0.320 | 0.3200 | 0.42 | 0.522 |
| v × g | 1 | 0.080 | 0.0800 | 0.11 | 0.748 |
| D × q | 1 | 1.711 | 1.7113 | 2.27 | 0.147 |
| D × g | 1 | 2.761 | 2.7613 | 3.66 | 0.069 |
| q × g | 1 | 1.711 | 1.7112 | 2.27 | 0.147 |
| Error | 21 | 15.841 | 0.7543 | ||
| Lack-of-Fit | 5 | 7.681 | 1.5363 | 3.01 | 0.042 |
| Pure error | 16 | 8.160 | 0.5100 | ||
| Total | 31 | 168.549 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 10 | 325.248 | 32.525 | 21.31 | 0.000 |
| Linear | 4 | 302.678 | 75.669 | 49.58 | 0.000 |
| V | 1 | 129.605 | 129.605 | 84.91 | 0.000 |
| D | 1 | 81.920 | 81.920 | 53.67 | 0.000 |
| q | 1 | 54.601 | 54.601 | 35.77 | 0.000 |
| g | 1 | 36.551 | 36.551 | 23.95 | 0.000 |
| Two-way interaction | 6 | 22.570 | 3.762 | 2.46 | 0.058 |
| v × D | 1 | 12.005 | 12.005 | 7.87 | 0.011 |
| v × q | 1 | 0.061 | 0.061 | 0.04 | 0.843 |
| v × g | 1 | 1.051 | 1.051 | 0.69 | 0.416 |
| D × q | 1 | 3.511 | 3.511 | 2.30 | 0.144 |
| D × g | 1 | 4.961 | 4.961 | 3.25 | 0.086 |
| q × g | 1 | 0.980 | 0.980 | 0.64 | 0.432 |
| Error | 21 | 32.052 | 1.526 | ||
| Lack-of-Fit | 5 | 11.232 | 2.246 | 1.73 | 0.186 |
| Pure error | 16 | 20.820 | 1.301 | ||
| Total | 31 | 357.300 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 10 | 2.533 | 0.25331 | 17.32 | 0.000 |
| Linear | 4 | 2.447 | 0.61181 | 41.82 | 0.000 |
| V | 1 | 1.113 | 1.1137 | 76.13 | 0.000 |
| D | 1 | 0.559 | 0.5591 | 38.22 | 0.000 |
| q | 1 | 0.613 | 0.6132 | 41.92 | 0.000 |
| g | 1 | 0.161 | 0.1612 | 11.01 | 0.003 |
| Two-way interaction | 10 | 2.533 | 0.25331 | 17.32 | 0.464 |
| v × D | 6 | 0.085 | 0.0114 | 0.98 | 0.188 |
| v × q | 1 | 0.027 | 0.0270 | 1.85 | 0.762 |
| v × g | 1 | 0.001 | 0.0013 | 0.09 | 0.718 |
| D × q | 1 | 0.002 | 0.0019 | 0.13 | 0.398 |
| D × g | 1 | 0.011 | 0.0108 | 0.74 | 0.188 |
| q × g | 1 | 0.027 | 0.0270 | 1.85 | 0.285 |
| Error | 21 | 0.307 | 0.0146 | ||
| Lack-of-Fit | 5 | 0.094 | 0.0188 | 1.41 | 0.272 |
| Pure error | 16 | 0.213 | 0.0133 | ||
| Total | 31 | 2.8403 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gubencu, D.-V.; Opriș, C.; Han, A.-A. Analysis of Kerf Quality Characteristics of Kevlar Fiber-Reinforced Polymers Cut by Abrasive Water Jet. Materials 2023, 16, 2182. https://doi.org/10.3390/ma16062182
Gubencu D-V, Opriș C, Han A-A. Analysis of Kerf Quality Characteristics of Kevlar Fiber-Reinforced Polymers Cut by Abrasive Water Jet. Materials. 2023; 16(6):2182. https://doi.org/10.3390/ma16062182
Chicago/Turabian StyleGubencu, Dinu-Valentin, Carmen Opriș, and Adelina-Alina Han. 2023. "Analysis of Kerf Quality Characteristics of Kevlar Fiber-Reinforced Polymers Cut by Abrasive Water Jet" Materials 16, no. 6: 2182. https://doi.org/10.3390/ma16062182