
Fatigue of an Aluminum Foam Sandwich Formed by Powder Metallurgy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Materials
2.2. Quasi-Static Three-Point Bending Experiment
2.3. Fatigue Test
2.4. Sample Preparation of Microstructure
3. Results and Discussion
3.1. Microstructure
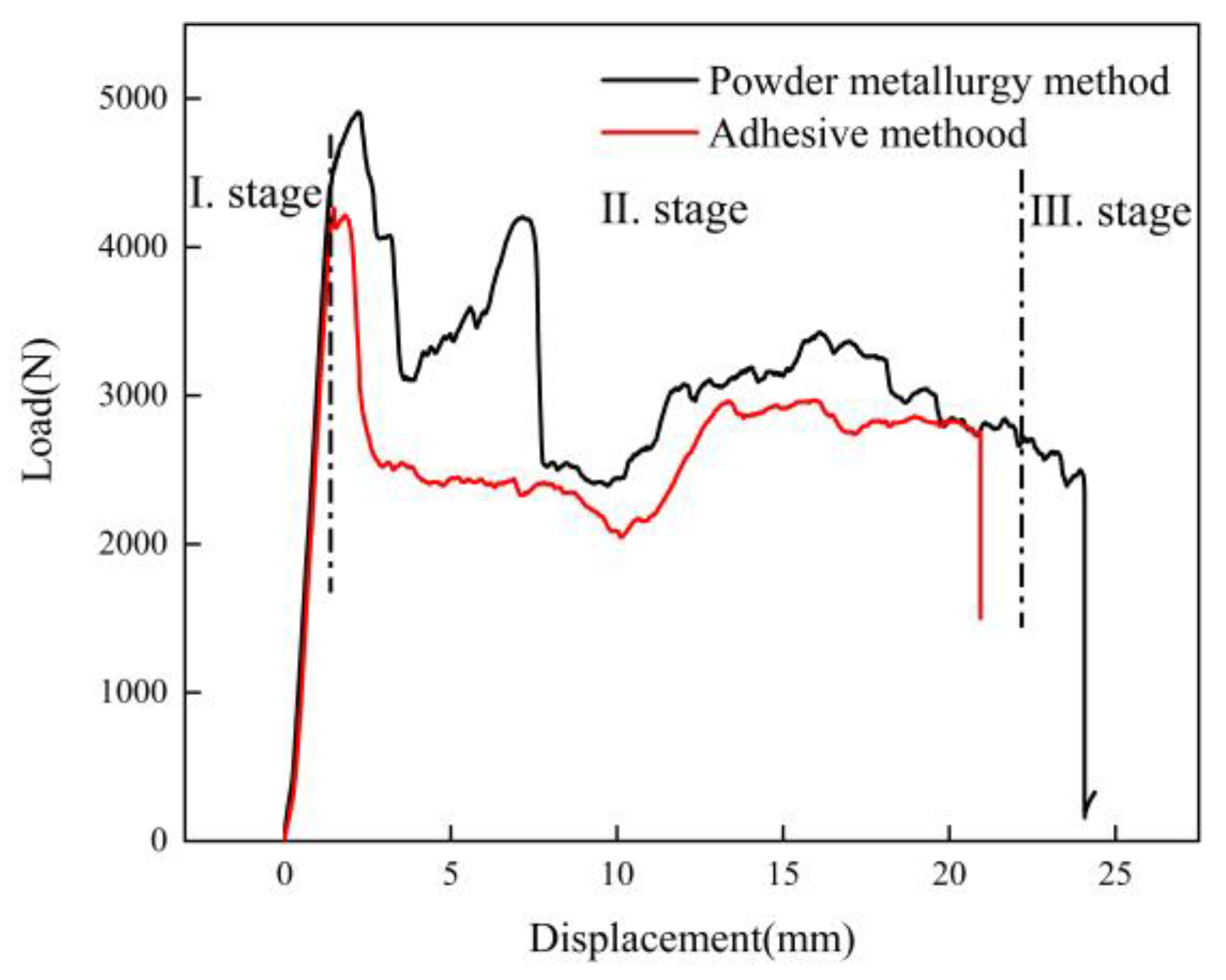
3.2. Quasi-Static Test Result
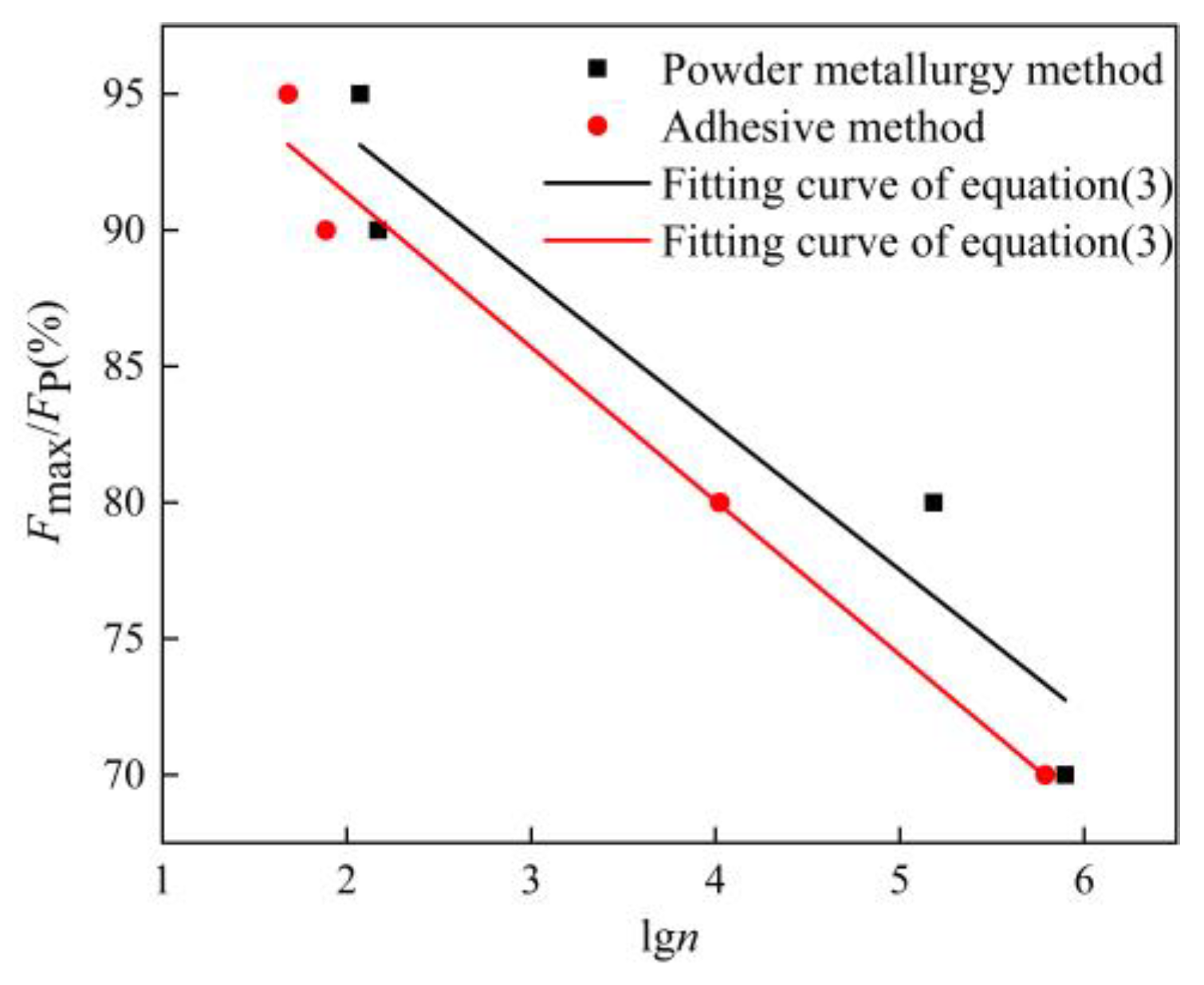
3.3. S-N Curve
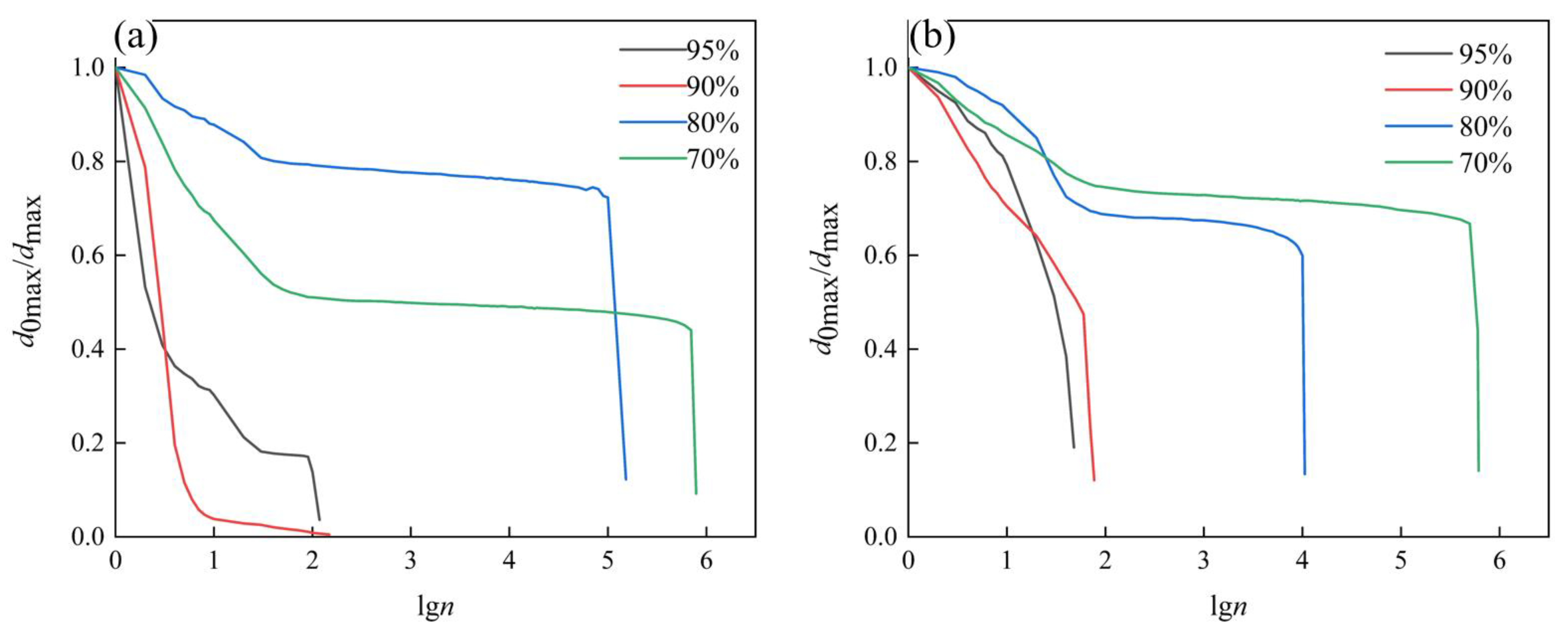
3.4. Deflection Curve
3.5. Failure Modes
4. Fatigue Damage
4.1. Fatigue Modulus
4.2. Fatigue Damage Model
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ashby, M.F.; Lu, T. Metal foams: A survey. Sci. China Ser. B Chem. 2003, 46, 521–532. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A. Metal Foams: A Design Guide; Butterworth Heinemann: Oxford, UK, 2000. [Google Scholar]
- Banhart, J. Manufacture, characterization and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559-U3. [Google Scholar] [CrossRef]
- Lefebvre, L.P.; Banhart, J.; Dunand, D.C. Porous Metals and Metallic Foams: Current Status and Recent Developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef] [Green Version]
- Ganin, S.; Tsemenko, V.; Masgutov, I.; Michailov, V.; Eremin, A. New foaming agents for aluminum foams. Mater. Today: Proc. 2020, 30, 483–486. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.-W. Recent Trends in Aluminum Foam Sandwich Technology. Adv. Eng. Mater. 2012, 14, 1082–1087. [Google Scholar] [CrossRef]
- Yan, C.; Song, X. Bending behavior of aluminum foam sandwich with 304 stainless steel face-sheet. Steel Compos. Struct. 2017, 25, 327–335. [Google Scholar]
- Formisano, A.; Durante, M.; Viscusi, A.; Carrino, L. Mechanical behavior and collapse mechanisms of innovative aluminum foam-based sandwich panels under three-point bending. Int. J. Adv. Manuf. Technol. 2021, 112, 1631–1639. [Google Scholar] [CrossRef]
- Wang, X.; Cao, Z.; Fu, G. Quasi-Static Three-Point Bending Behavior of Aluminum Foam Sandwich with CFRP Face-Sheets. Metals 2022, 12, 1393. [Google Scholar] [CrossRef]
- Zhang, Z.; Feng, H.; Xu, T.; Xin, W.; Ding, J.; Liu, N.; Wang, Z.; Wang, Y.; Xia, X.; Liu, Y. Compression performances of integral-forming aluminum foam sandwich. Compos. Struct. 2022, 283, 115090. [Google Scholar] [CrossRef]
- Kong, C.-W.; Nam, G.-W.; Jang, Y.-S.; Yi, Y.-M. Experimental strength of composite sandwich panels with cores made of aluminum honeycomb and foam. Adv. Compos. Mater. 2013, 23, 43–52. [Google Scholar] [CrossRef]
- Dou, R.; Qiu, S.; Ju, Y.; Hu, Y. Simulation of compression behavior and strain-rate effect for aluminum foam sandwich panels. Comput. Mater. Sci. 2016, 112, 205–209. [Google Scholar] [CrossRef]
- Elnasri, I.; Zhao, H. Impact perforation of sandwich panels with aluminum foam core: A numerical and analytical study. Int. J. Impact Eng. 2016, 96, 50–60. [Google Scholar] [CrossRef]
- Xin, Y.; Yan, H.; Cheng, S.; Li, H. Drop weight impact tests on composite sandwich panel of aluminum foam and epoxy resin. Mech. Adv. Mater. Struct. 2019, 28, 343–356. [Google Scholar] [CrossRef]
- Tang, E.; Yin, H.; Chen, C.; Han, Y.; Feng, M. Simulation of CFRP/aluminum foam sandwich structure under high velocity impact. J. Mater. Res. Technol. 2020, 9, 7273–7287. [Google Scholar] [CrossRef]
- Rupp, P.; Elsner, P.; Weidenmann, K.A. Small object low-velocity impact damage on hybrid sandwich structures with CFRP face sheets and aluminum foam cores. Int. J. Crashworthiness 2018, 23, 697–710. [Google Scholar] [CrossRef]
- Harte, A.M.; Fleck, N.A.; Ashby, M.F. Fatigue failure of an open cell and a closed cell aluminium alloy foam. Acta Mater. 1999, 47, 2511–2524. [Google Scholar] [CrossRef] [Green Version]
- Zettl, B.; Mayer, H.; Stanzl-Tschegg, S.E.; Degischer, H.P. Fatigue properties of aluminium foams at high numbers of cycles. Mater. Sci. Eng. A 2000, 292, 1–7. [Google Scholar] [CrossRef]
- Hu, Y.; Fang, Q.-Z.; Sha, B.-L.; Zhao, M. Effect of the large cells on the fatigue properties of closed-cell aluminum alloy foam. Compos. Struct. 2018, 200, 59–68. [Google Scholar] [CrossRef]
- Zhao, M.D.; Fan, X.; Fang, Q.-Z.; Wang, T.J. Experimental investigation of the fatigue of closed-cell aluminum alloy foam. Mater. Lett. 2015, 160, 68–71. [Google Scholar] [CrossRef]
- Yao, C.; Hu, Z.; Mo, F.; Wang, Y. Fabrication and Fatigue Behavior of Aluminum Foam Sandwich Panel via Liquid Diffusion Welding Method. Metals 2019, 9, 582. [Google Scholar] [CrossRef] [Green Version]
- Yao, C.; Hu, Z.; Mo, F. Three-Point Bending Fatigue Behavior of Aluminum Foam Sandwich Panels with Different Density Core Material. Metals 2021, 11, 1542. [Google Scholar] [CrossRef]
- Harte, A.M.; Fleck, N.A.; Ashby, M.F. The fatigue strength of sandwich beams with an aluminium alloy foam core. Int. J. Fatigue 2001, 23, 499–507. [Google Scholar] [CrossRef]
- Jen, Y.M.; Chang, C.W. Combined Temperature and Moisture Effect on the Monotonic and Fatigue Strengths of Sandwich Beams with Glass-Polypropylene Faces and Aluminum Foam Cores. Polym. Polym. Compos. 2018, 26, 69–78. [Google Scholar] [CrossRef]
- Yan, C.; Wang, J.; Song, X. Fatigue behavior and damage mechanism of aluminum foam sandwich with carbon-fiber face-sheets. J. Mech. Sci. Technol. 2020, 34, 1119–1127. [Google Scholar] [CrossRef]
- Sun, X.; Huang, P.; Zhang, X.; Han, N.; Lei, J.; Yao, Y.; Zu, G. Densification Mechanism for the Precursor of AFS under Different Rolling Temperatures. Materials 2019, 12, 3933. [Google Scholar] [CrossRef] [Green Version]
- Huang, P.; Sun, X.; Su, X.; Gao, Q.; Feng, Z.; Zu, G. Three-Point Bending Behavior of Aluminum Foam Sandwich with Different Interface Bonding Methods. Materials 2022, 15, 6931. [Google Scholar] [CrossRef]
- Yan, C.; Song, X.; Jing, C.; Feng, S. Effects of epoxy resin liquidity on the mechanical properties of aluminum foam sandwich. J. Adhes. Sci. Technol. 2018, 32, 673–691. [Google Scholar] [CrossRef]
- Burman, M.; Zenkert, D. Fatigue of foam sandwich beams-1: Undamaged specimens. Int. J. Fatigue 1997, 19, 551–561. [Google Scholar] [CrossRef]
- Waloddi, W.; Stockholm, S. A Statistical Distribution Function of Wide Applicability. J. Appl. Mech. 1951, 18, 293–297. [Google Scholar]
- Kanny, K.; Mahfuz, H. Flexural fatigue characteristics of sandwich structures at different loading frequencies. Compos. Struct. 2005, 67, 403–410. [Google Scholar] [CrossRef]
- Hwang, W.; Han, K.S. Fatigue of Composites-Fatigue Modulus Concept and Life Prediction. J. Compos. Mater. 1986, 20, 154–165. [Google Scholar] [CrossRef]
- Clark, S.D.; Shenoi, R.A.; Allen, H.G. Modelling the fatigue behaviour of sandwich beams under monotonic, 2-step and block-loading regimes. Compos. Sci. Technol. 1999, 59, 471–486. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, Y.W.; Ho, J.C.M.; Lai, M.H. Fatigue behaviour of composite sandwich beams strengthened with GFRP stiffeners. Eng. Struct. 2020, 214, 110596. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Range Size (μm) | Purity (%) | Content |
|---|---|---|---|
| Al | <45 | 99.7 | 85% |
| Si | <38 | 99.5 | 6% |
| Mg | <75 | 99.9 | 4% |
| Cu | <38 | 99.9 | 4% |
| TiH2 | <45 | 99.7 | 1% |
| S | l | d | |
|---|---|---|---|
| Size (mm) | 170 | 100 | 10 |
| (%) | 95 | 90 | 80 | 70 |
|---|---|---|---|---|
| nAdhesive method | 48 | 77 | 10,541 | 615,201 |
| nPowder metallurgy method | 118 | 148 | 152,730 | 789,508 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Huang, P.; Sun, X.; Zeng, W.; Zhang, J.; Zu, G. Fatigue of an Aluminum Foam Sandwich Formed by Powder Metallurgy. Materials 2023, 16, 1226. https://doi.org/10.3390/ma16031226
Liu S, Huang P, Sun X, Zeng W, Zhang J, Zu G. Fatigue of an Aluminum Foam Sandwich Formed by Powder Metallurgy. Materials. 2023; 16(3):1226. https://doi.org/10.3390/ma16031226
Chicago/Turabian StyleLiu, Sitian, Peng Huang, Xi Sun, Wenqi Zeng, Jiatong Zhang, and Guoyin Zu. 2023. "Fatigue of an Aluminum Foam Sandwich Formed by Powder Metallurgy" Materials 16, no. 3: 1226. https://doi.org/10.3390/ma16031226