
Influence of Surface Preparation on the Microstructure and Mechanical Properties of Cold-Sprayed Nickel Coatings on Al 7075 Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
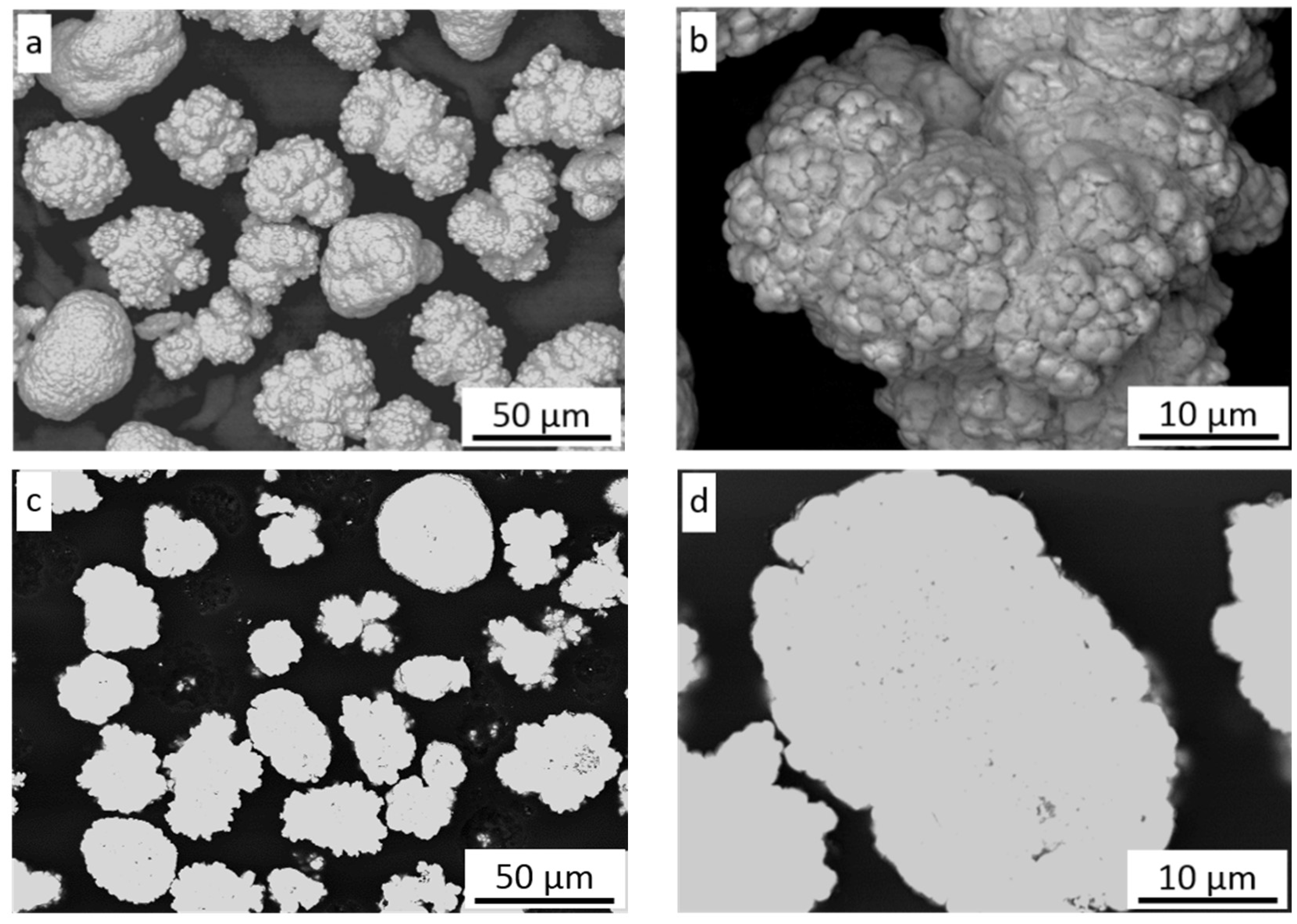
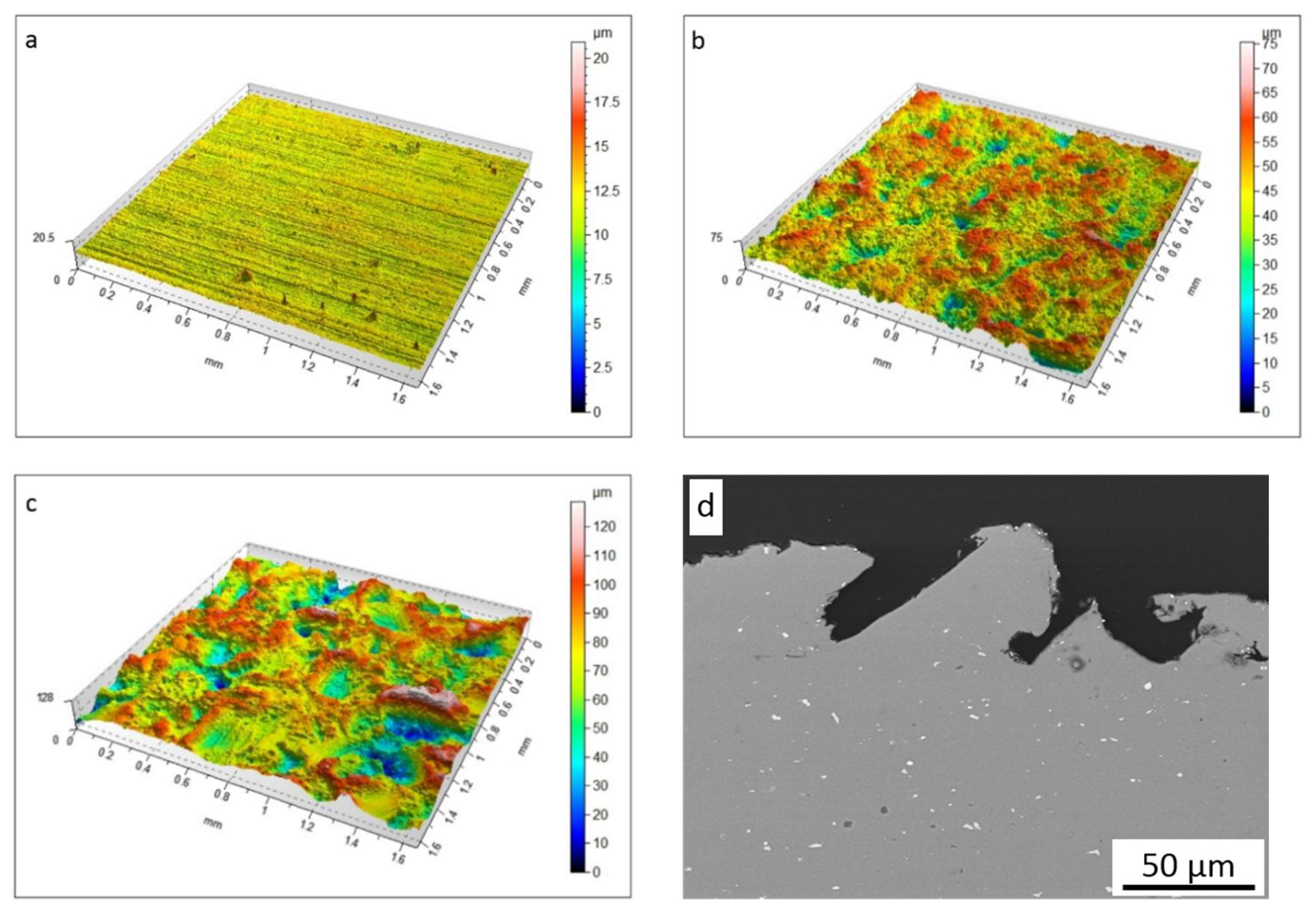
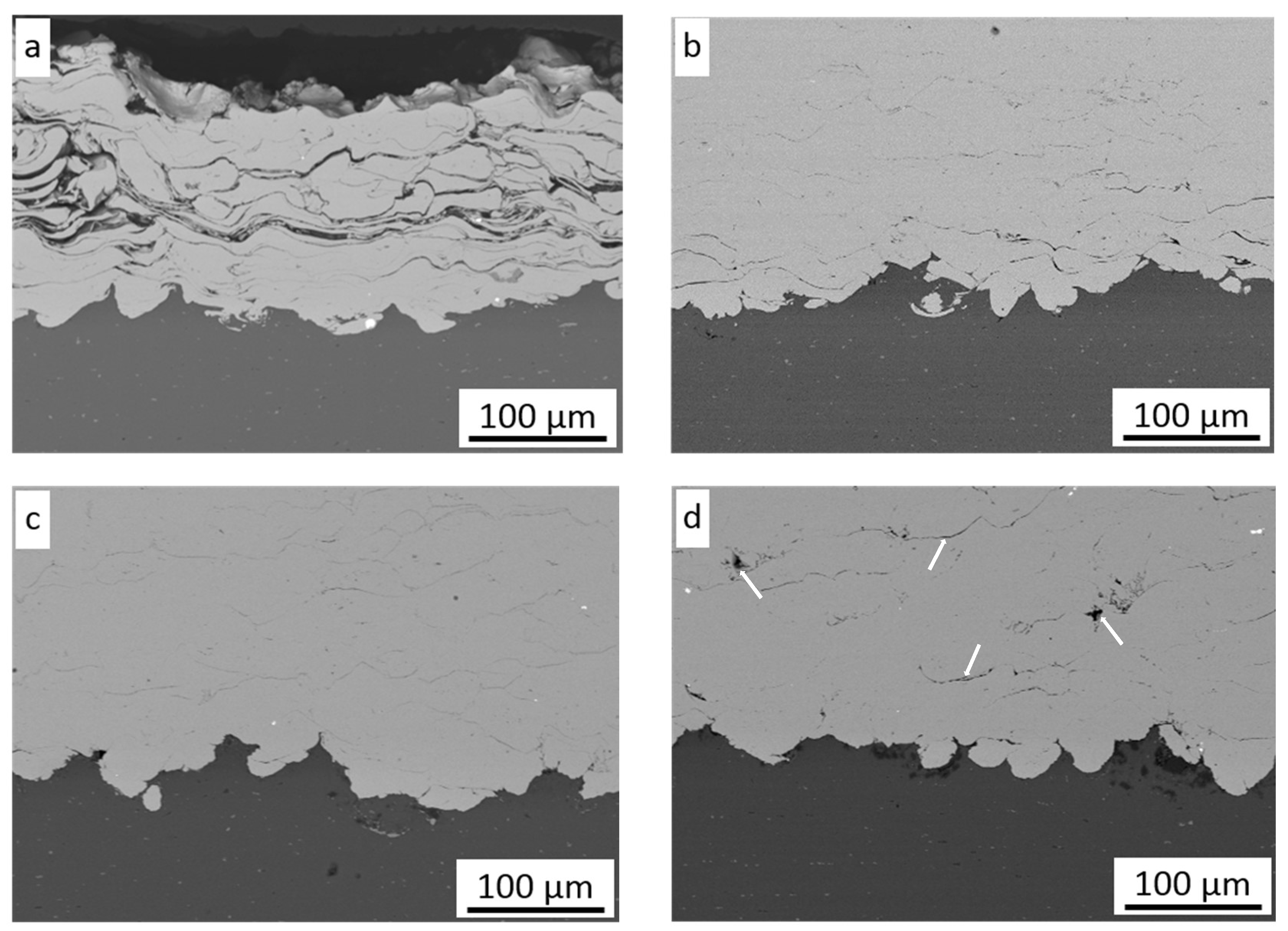
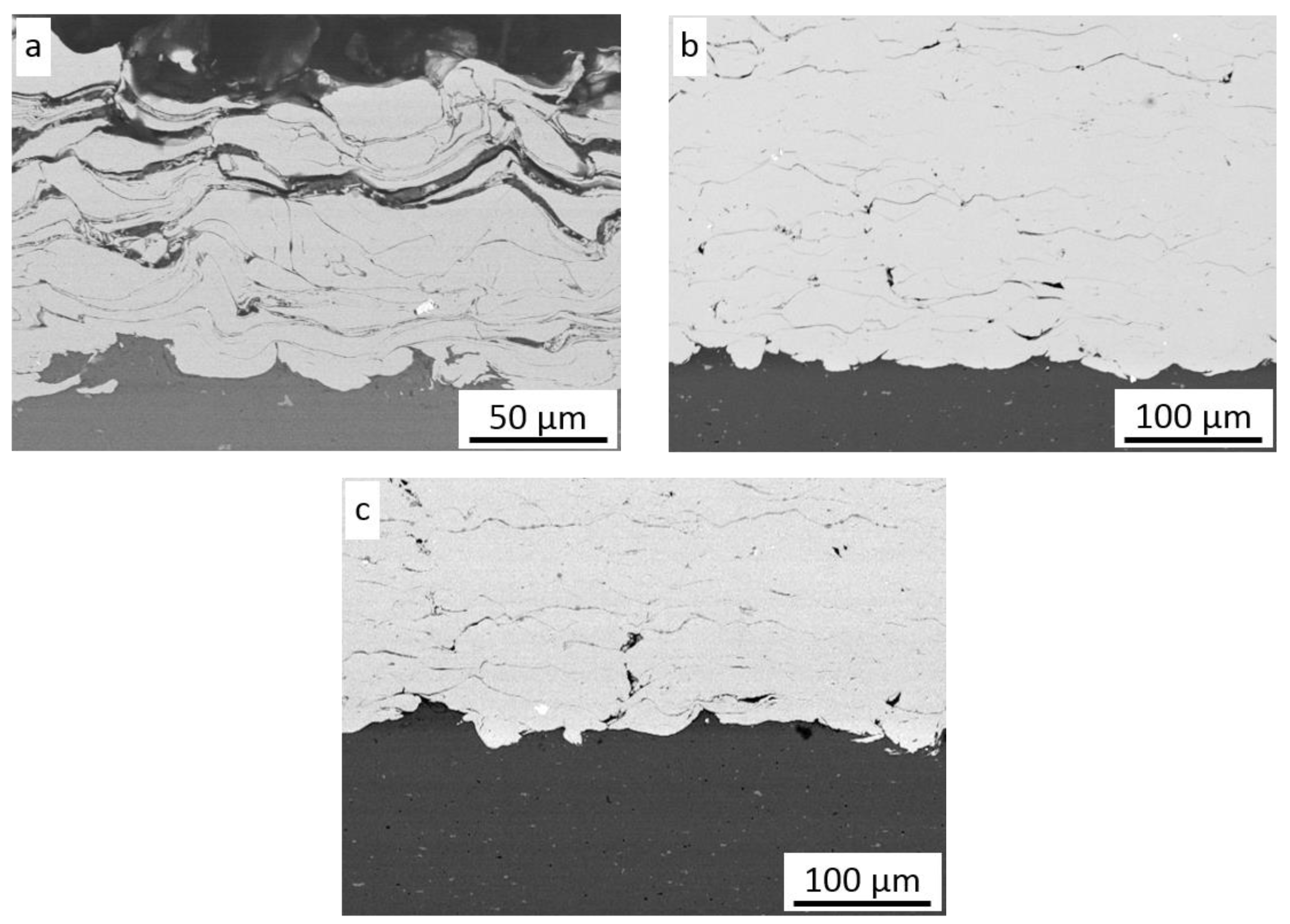
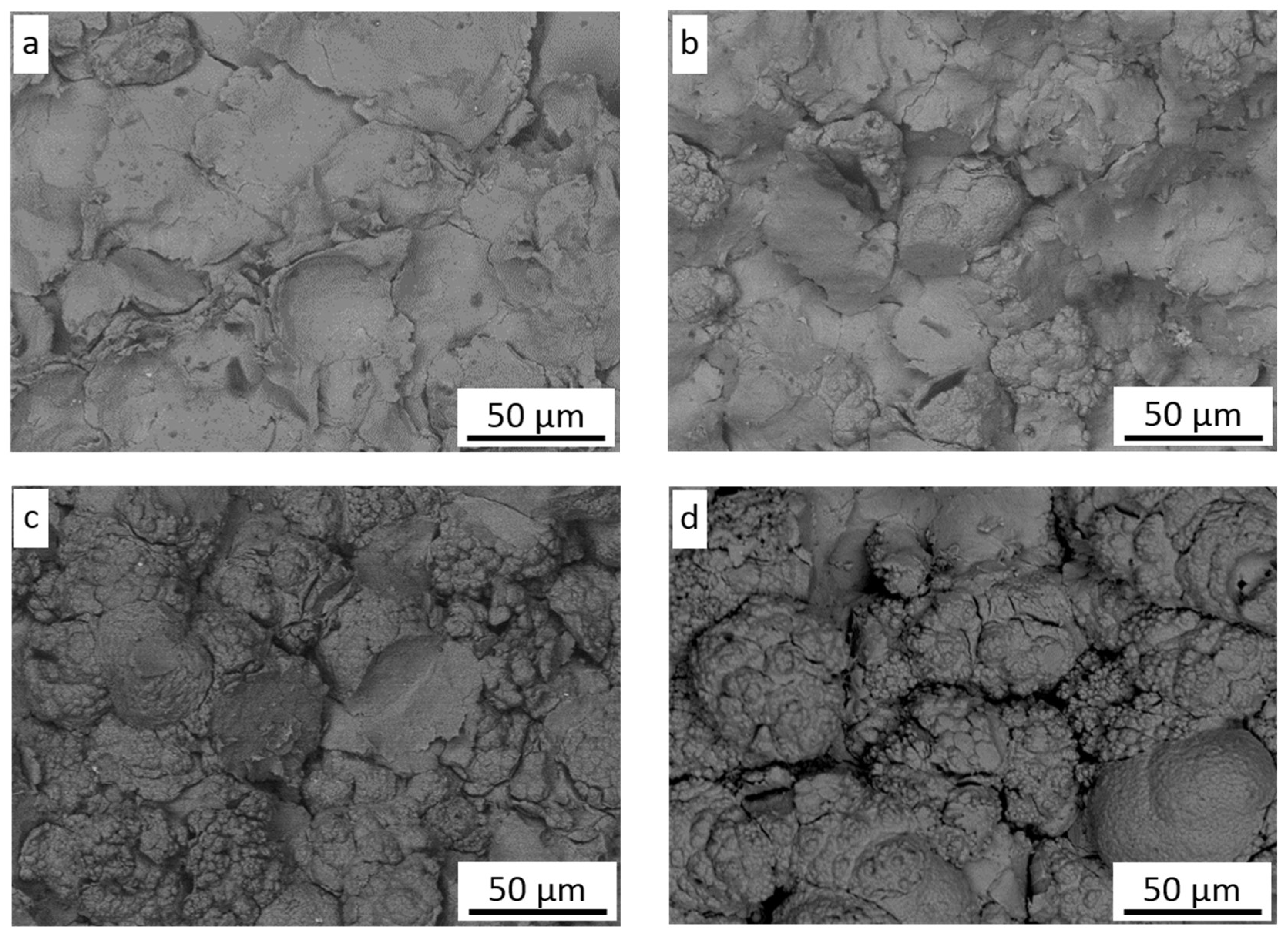
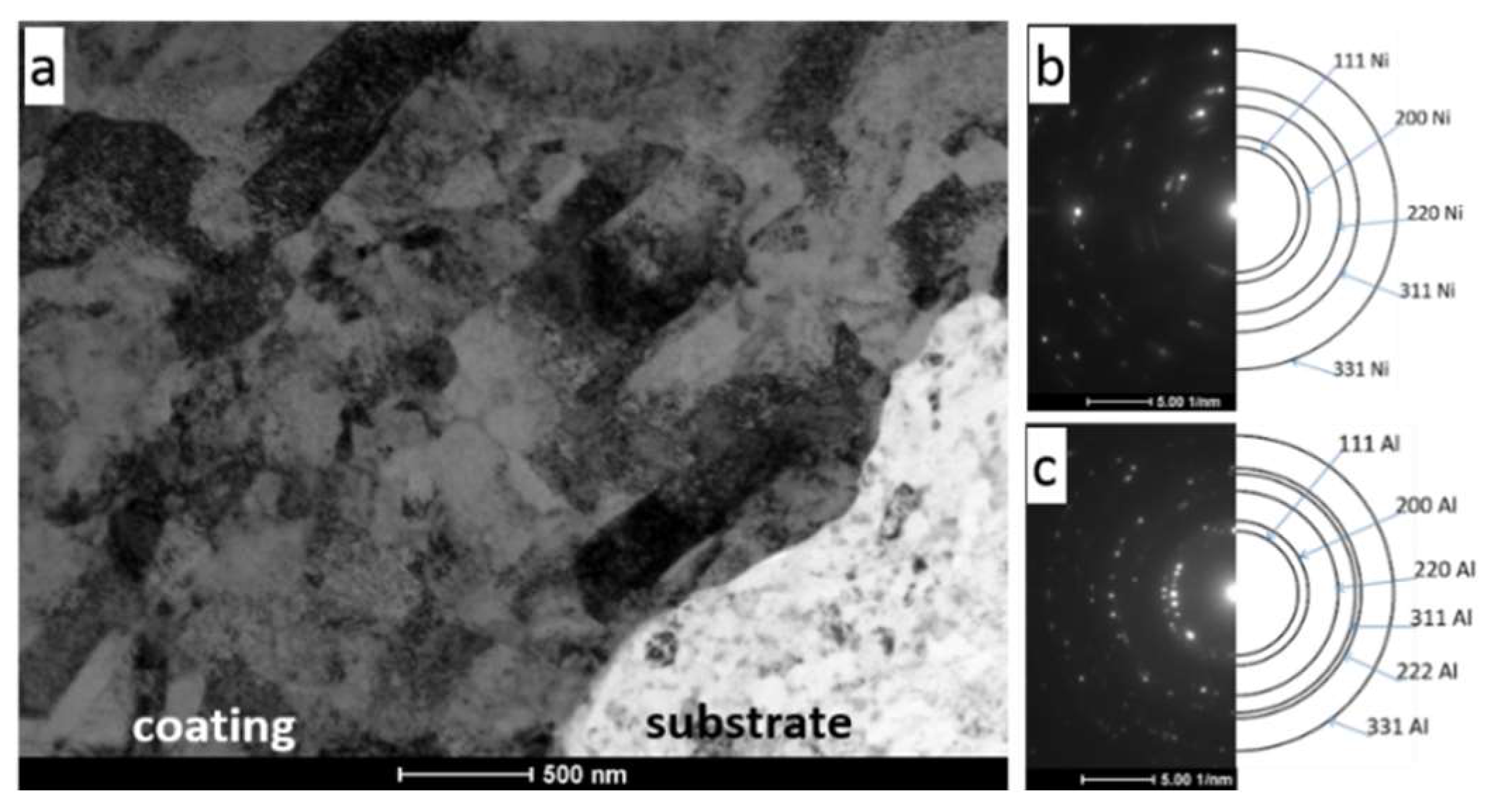
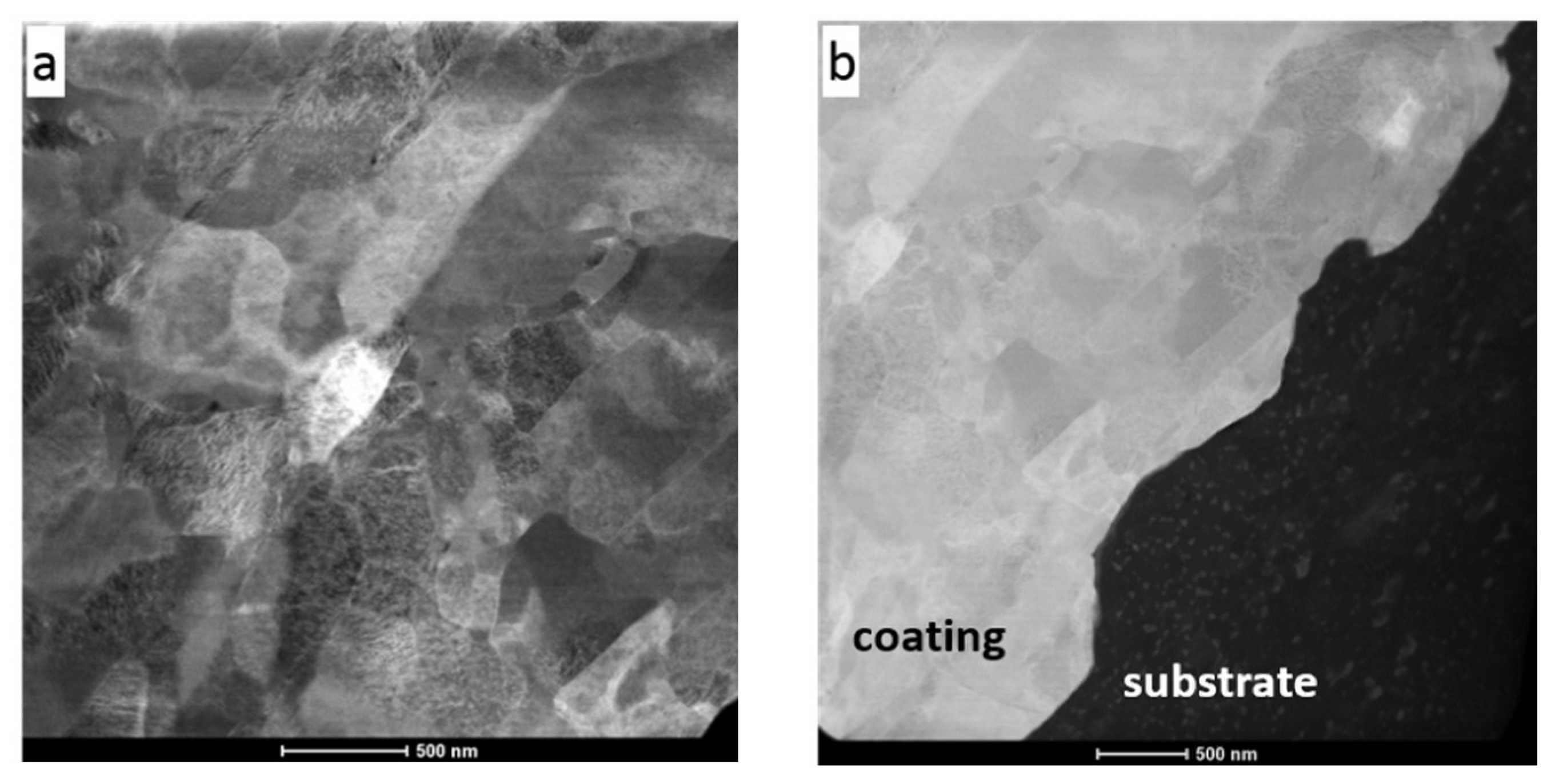
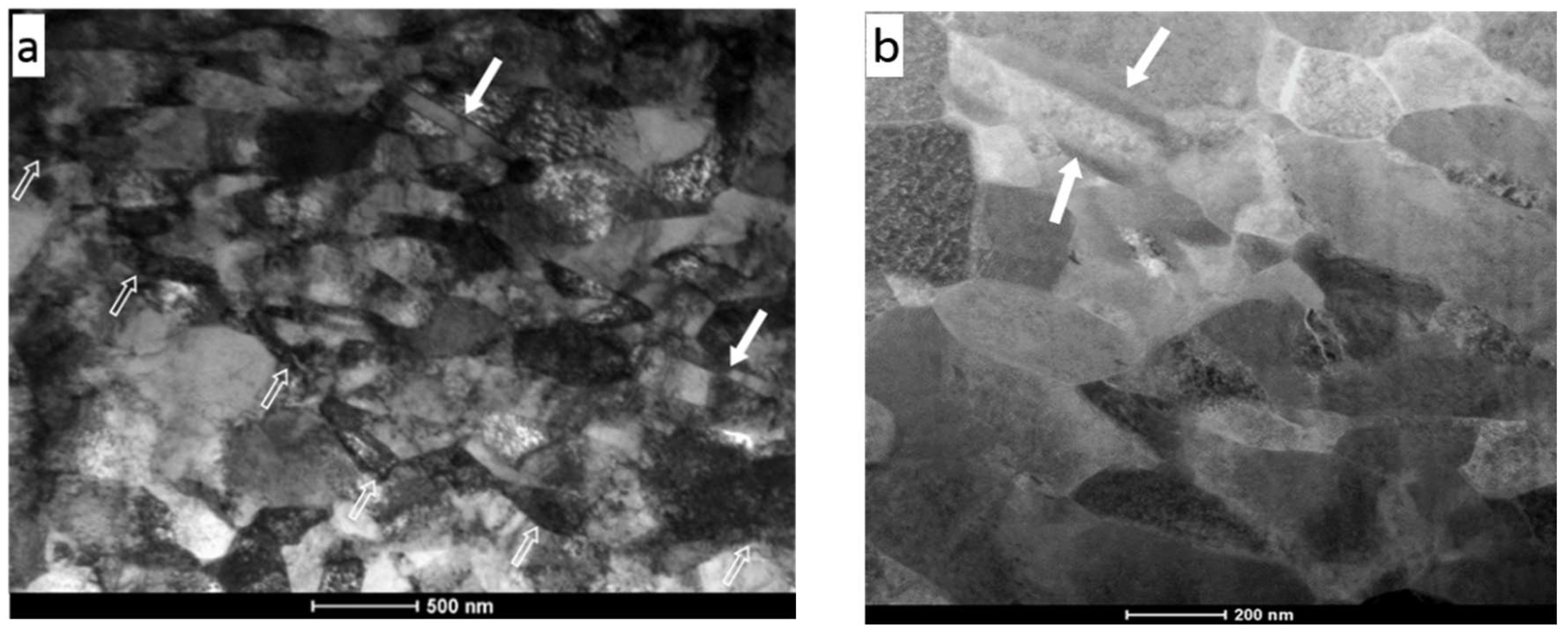
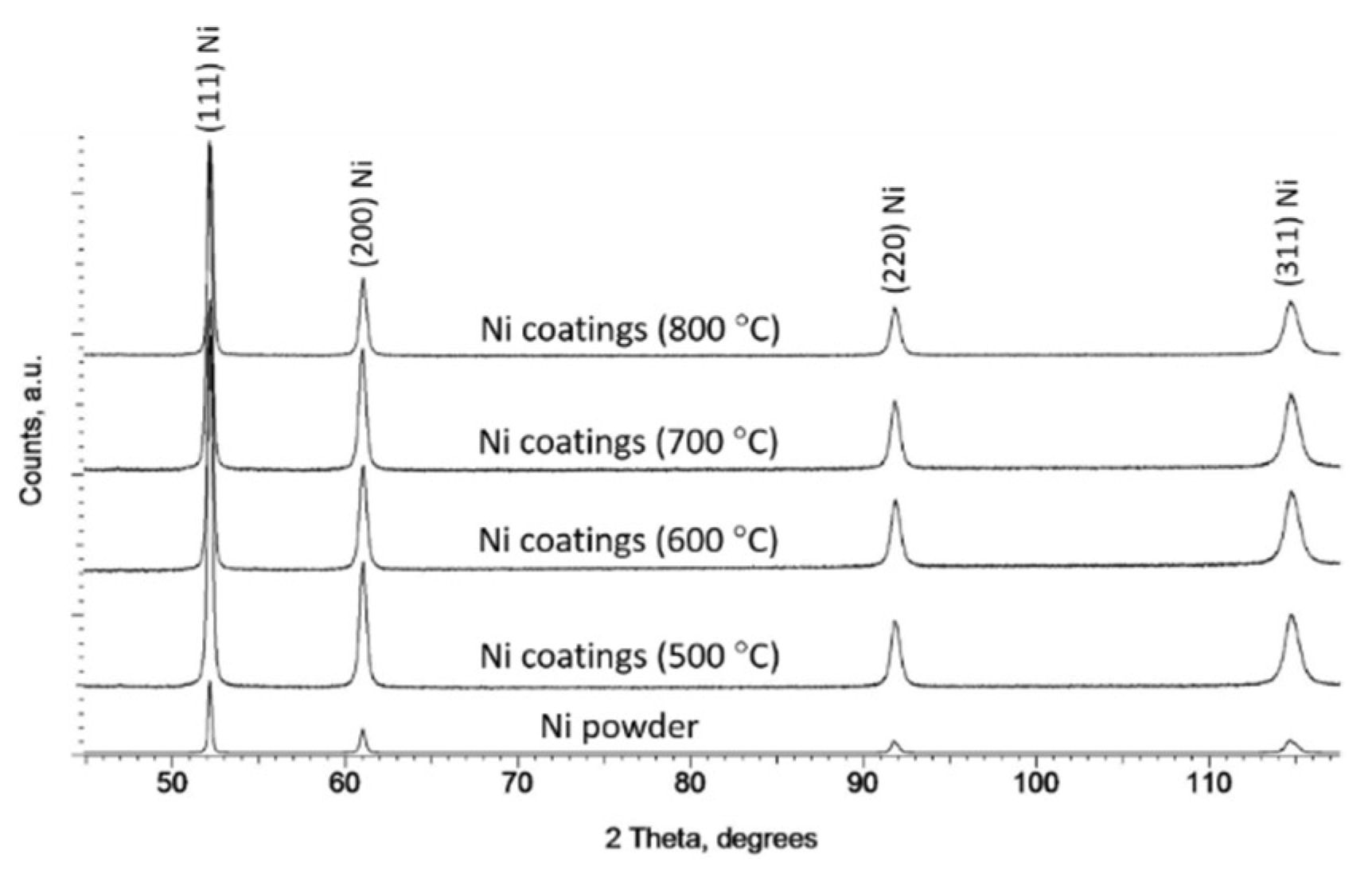
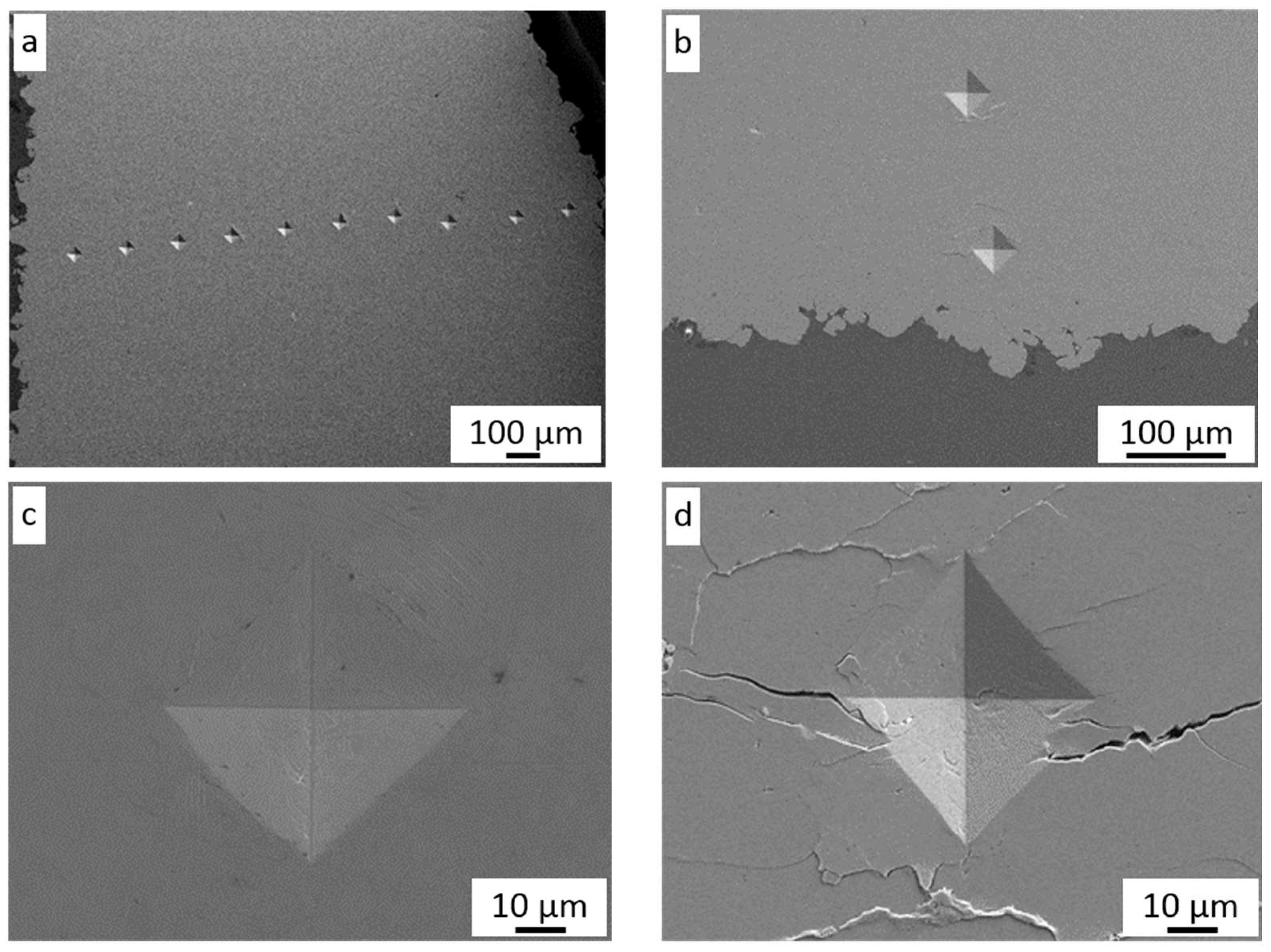
3.1. Microstructural Characteristics
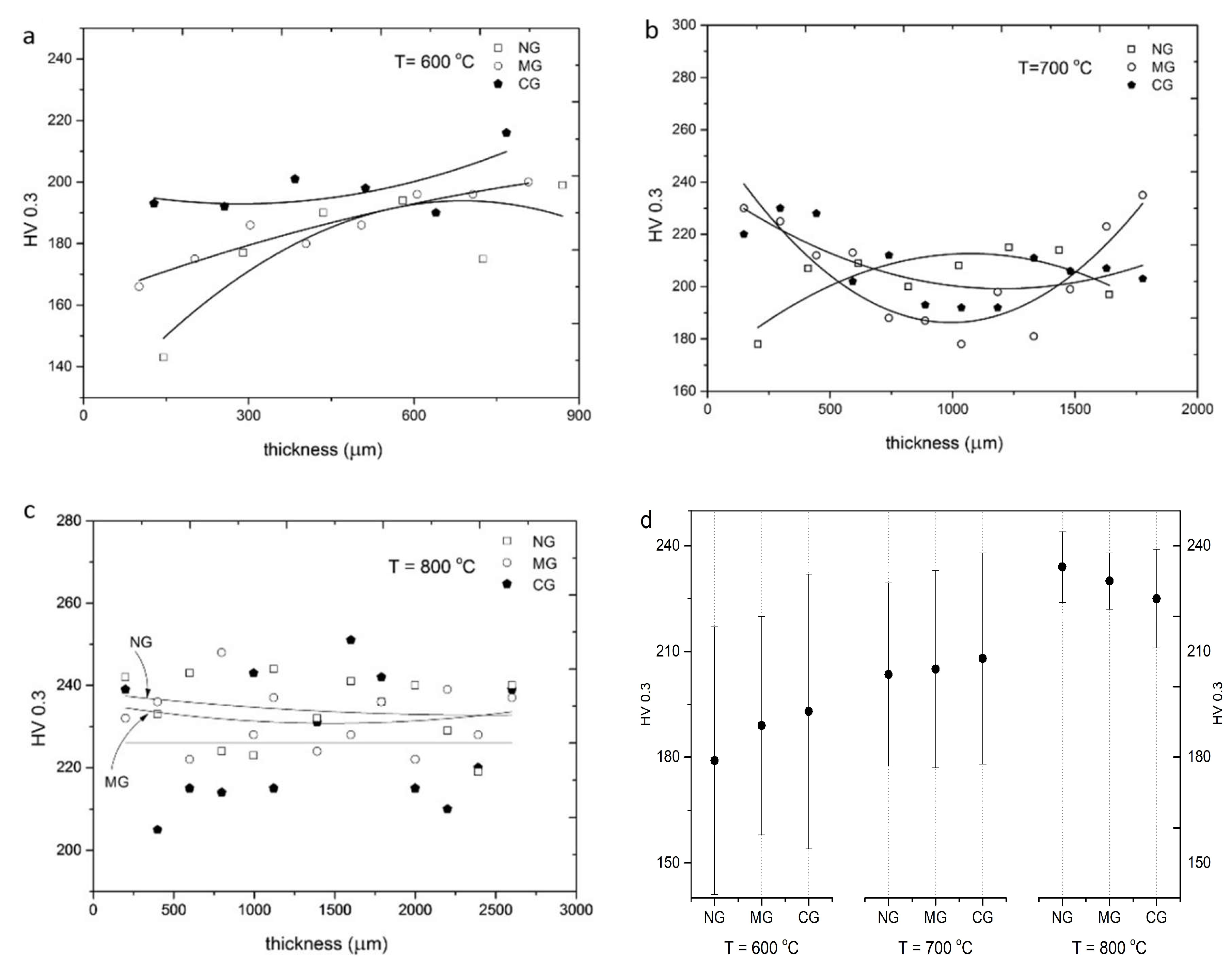
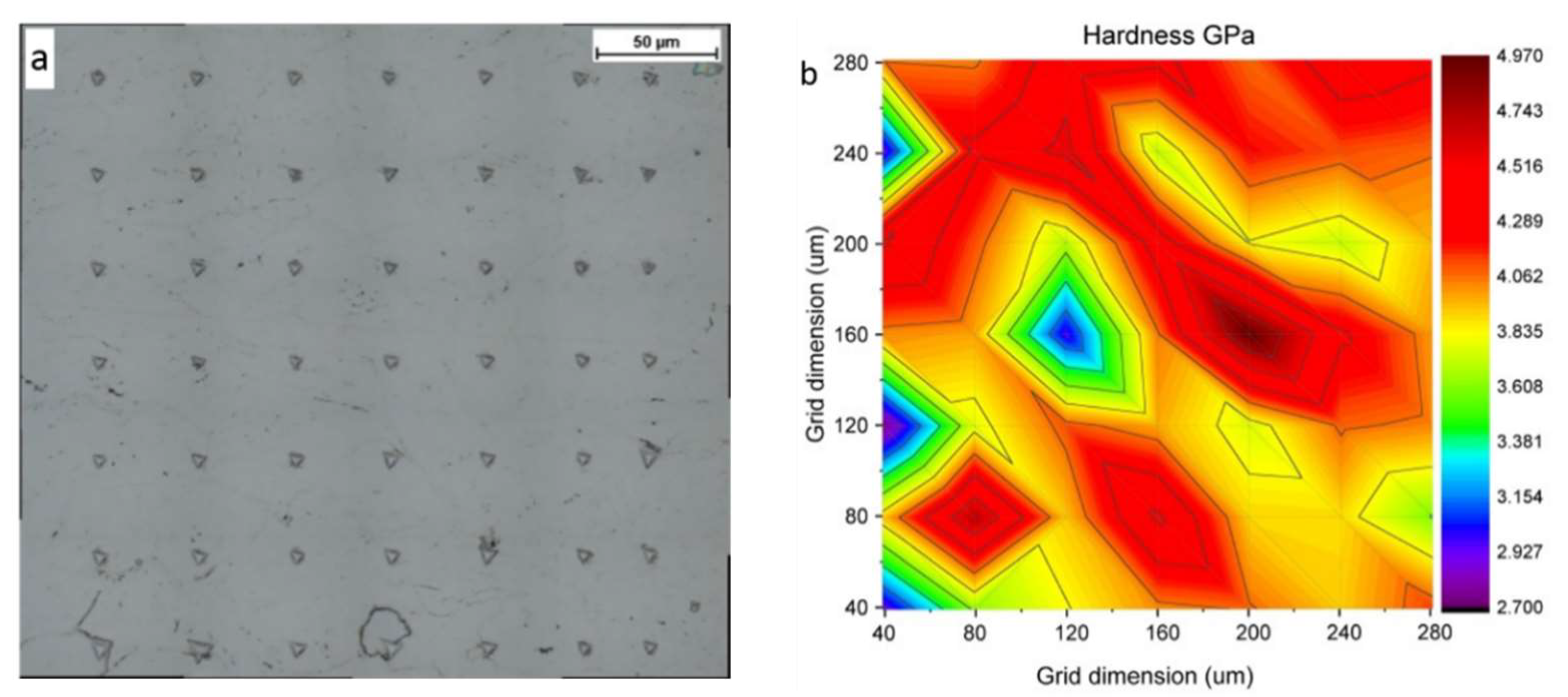
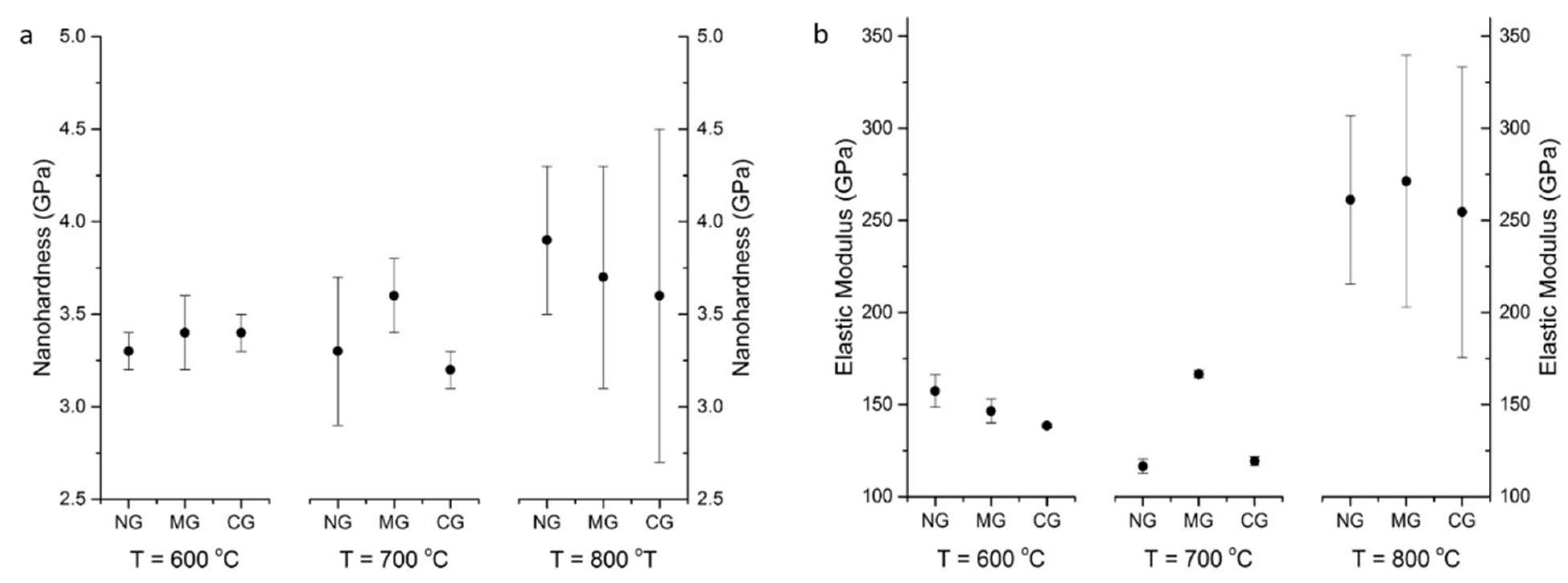
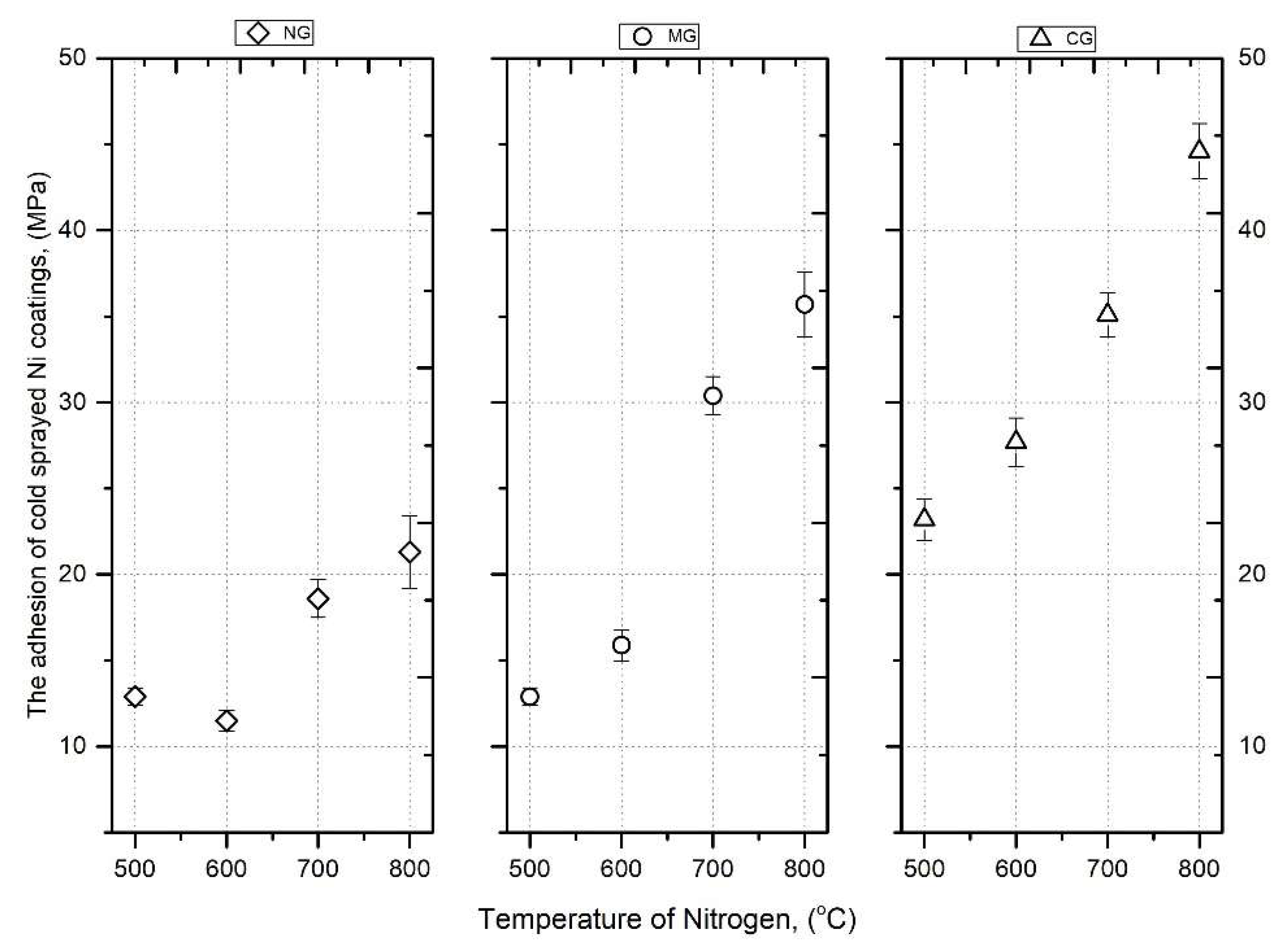
3.2. Mechanical Characteristics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, S.; Lupoi, R. Cold Spray Additive Manufacturing. From Fundamentals to Application; Springer Nature: Cham, Switzerland, 2021. [Google Scholar]
- Srikanth, A.; Bolleddu, V. A review on characteristics of cold sprayed coatings. Austr. J. Mech. Eng. 2020, 20, 1267–1283. [Google Scholar] [CrossRef]
- Ashokkumar, M.; Thirumalaikumarasamy, D.; Sonar, T.; Deepak, S.; Vignesh, P.; Anbarasu, M. An overview of cold spray coating in additive manufacturing, component repairing and other engineering applications. J. Mech. Behav. Mater. 2022, 31, 514–534. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Żórawski, W.; Skrzypek, S.; Trpčevska, J. Tribological Properties of Hypersonically Sprayed Carbide Coatings. FME Trans. 2008, 36, 81–86. [Google Scholar]
- Vlcek, J.; Gimeno, L.; Huber, H.; Lugscheider, E. A Systematic Approach to Material Eligibility for the Cold-Spray Process. J. Therm. Spray Technol. 2005, 14, 125. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Van Steenkiste, T.H.; Smith, J.R.; Teets, R.E. Aluminum coatings via kinetic spray with relatively large powder particles. Surf. Coat. Technol. 2002, 154, 237–252. [Google Scholar] [CrossRef]
- Assadi, H.; Gartner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Zhao, W.S.; Tao, N.R.; Guo, J.Y.; Lu, Q.H.; Lu, K. High density nano-scale twins in Cu induced by dynamic plastic deformation. Scri. Mater. 2005, 53, 745–749. [Google Scholar] [CrossRef]
- Chavan, N.M.; Kiran, B.; Jyothirmayi, A.; Phani, P.S.; Sundararajan, G. The Corrosion Behavior of Cold Sprayed Zinc Coatings on Mild Steel Substrate. J. Therm. Spray Technol. 2013, 22, 463. [Google Scholar] [CrossRef]
- Li, W.Y.; Zhang, C.; Guo, X.; Li, C.J.; Liao, H.; Coddet, C. Study on impact fusion at particle interfaces and its effect on coating microstructure in cold spraying. Appl. Surf. Sci. 2007, 254, 517–526. [Google Scholar] [CrossRef]
- Stott, F.; Lin, D.; Wood, G. The structure and mechanism of formation of the ‘glaze’ oxide layers produced on nickel-based alloys during wear at high temperatures. Corros. Sci. 1973, 13, 449–469. [Google Scholar] [CrossRef]
- Ajdelsztajn, L.; Jodoin, B.; Schoenung, J.M. Synthesis and mechanical properties of nanocrystalline Ni coatings produced by cold gas dynamic spraying. Surf. Coat. Technol. 2006, 202, 1166–1172. [Google Scholar] [CrossRef]
- Lee, J.G.; Kim, D.Y.; Kang, B.; Kim, D.; Song, H.E.; Kim, J.; Jung, W.; Lee, D.; Al-Deyab, S.S.; James, S.C.; et al. Nickel–copper hybrid electrodes self-adhered onto a silicon wafer by supersonic cold-spray. Acta Mater. 2015, 93, 156–163. [Google Scholar] [CrossRef]
- Richer, P.; Jodoin, B.; Ajdelsztajn, L.; Lavernia, E.J. Substrate Roughness and Thickness Effects on Cold Spray Nanocrystalline Al-Mg Coatings. J. Therm. Spray Technol. 2006, 246, 15. [Google Scholar] [CrossRef]
- Bruera, A.; Puddu, P.; Theimer, S.; Villa-Vidaller, M.; List, A.; Bolelli, G.; Gartner, F.; Klassen, T.; Luca, L. Adhesion of cold sprayed soft coatings: Effect of substrate roughness and hardness. Surf. Coat. Technol. 2023, 466, 129651. [Google Scholar] [CrossRef]
- Nastic, A.; Jodoin, B.; Poirier, D.; Legoux, J.-G. Particle temperature effect in cold spray: A study of soft particle deposition on hard substrate. Surf. Coat. Technol. 2021, 406, 126735. [Google Scholar] [CrossRef]
- Singha, S.; Singha, H.; Chaudharya, S.; Kumar, R.B. Effect of substrate surface roughness on properties of cold-sprayed copper coatings on SS316L steel. Surf. Coat. Technol. 2020, 389, 125619. [Google Scholar] [CrossRef]
- Marrocco, T.; McCartney, D.G.; Shipway, P.H.; Sturgeon, A.J. Production of titanium deposits by cold-gas dynamic spray: Numerical modeling and experimental characterization. J. Therm. Spray Technol. 2006, 15, 263. [Google Scholar] [CrossRef]
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Zhang, D. Bonding Mechanisms in Cold Spraying: The Contributions of Metallurgical and Mechanical Components. J. Therm. Spray Technol. 2009, 18, 364. [Google Scholar] [CrossRef]
- Jingwei, W.; Jianguo, Y.; Hongyuan, F.; Sanghoon, Y.; Changhee, L. The bond strength of Al–Si coating on mild steel by kinetic spraying deposition. Appl. Surf. Sci. 2006, 252, 7809–7814. [Google Scholar]
- Yin, S.; Xie, Y.; Suo, X.; Liao, H.; Wang, X. Interfacial bonding features of Ni coating on Al substrate with different surface pretreatments in cold spray. Mater. Lett. 2015, 138, 143–147. [Google Scholar] [CrossRef]
- Sakaki, K.; Tajima, T.; Li, H.; Shinkai, S.; Shimizu, Y. Influence of Substrate Conditions and Traverse Speed on Cold Sprayed Coating. In Thermal Spray 2004: Advances in Technology and Application, 10–12 May 2004 (Osaka, Japan); ASM International: Almere, The Netherlands, 2004; pp. 358–362. [Google Scholar]
- Kumar, S.; Gyuyeol, B.; Changhee, L. Deposition characteristics of copper particles on roughened substrates through kinetic spraying. Appl. Surf. Sci. 2009, 255, 3472–3479. [Google Scholar] [CrossRef]
- Villafuerte, J. Modern Cold Spray, Materials, Process and Applications; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- ASM Handbook Thermal Spray Technology, 5A; ASM International: Almere, The Netherlands, 2013.
- Janecki, D.; Stępień, K.; Adamczak, S. Problems of measurement of barrel- and saddle-shaped elements using the radial method. Measurement 2010, 43, 659–663. [Google Scholar] [CrossRef]
- Ntuli, F.; Lewis, A.E. Kineticmodellingofnickelpowderprecipitationbyhigh-pressurehydrogen reduction. Chem. Eng. Sci. 2009, 64, 2202–2215. [Google Scholar] [CrossRef]
- Raletz, F.; Ezo’o, G.; Vardelle, M.; Ducos, M. Characterization of Cold-Sprayed Nickel-Base Coatings. In Thermal Spray 2004: Advances in Technology and Application, 10–12 May 2004 (Osaka, Japan); ASM International: Almere, The Netherlands, 2004; pp. 344–349. [Google Scholar]
- Bae, G.; Kang, K.; Na, H.; Kim, J.-J.; Lee, C. Effect of particle size on the microstructure and properties of kinetic sprayed nickel coatings. Surf. Coat. Technol. 2010, 204, 3326–3335. [Google Scholar] [CrossRef]
- Podrabinnik, P.; Grigoriev, S.; Shishkovsky, I. Laser post annealing of cold-sprayed Al/alumina–Ni composite coatings. Surf. Coat. Technol. 2015, 271, 265–268. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794. [Google Scholar] [CrossRef]
- Grigoriev, S.; Okunkova, A.; Sova, A.; Bertrand, P.; Smurov, I. Cold spraying: From process fundamentals towards advanced applications. Surf. Coat. Technol. 2015, 268, 77–84. [Google Scholar] [CrossRef]
- Papyrin, A. Cold Spraying; Elsewier Ltd.: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Ko, K.H.; Choi, J.O.; Lee, H.; Seo, Y.K.; Jung, S.P.; Yu, S.S. Cold spray induced amorphization at the interface between Fe coating Al substrate. Mater. Lett. 2015, 149, 40–42. [Google Scholar] [CrossRef]
- Bae, G.; Kang, K.; Lee, C. Nanoscale deformation twinning at ultrahigh strain rates during kinetic spraying of nickel. Mater. Lett. 2012, 89, 320–323. [Google Scholar] [CrossRef]
- Góral, A.; Zórawski, W.; Czaja, P.; Lityńska-Dobrzyńska, L.; Makrenek, M.; Kowalski, S. Effect of powder morphology on the microstructure and properties of cold sprayed Ni coatings. Int. J. Mater. Res. 2019, 110, 1. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Bolelli, G.; Milanti, A.; Lusvarghi, L.; Vuoristo, P. Microstructural analysis of high-pressure cold-sprayed Ni, NiCu and NiCu + Al2O3 coatings. Surf. Coat. Technol. 2015, 268, 224–229. [Google Scholar] [CrossRef]
- Hager, C.H., Jr.; Sanders, J.; Sharma, S.; Voevodin, A.; Segall, A. The effect of temperature on gross slip fretting wear of cold-sprayed nickel coatings on Ti6Al4V interfaces. Trib. Int. 2009, 42, 491–502. [Google Scholar] [CrossRef]
- Koivuluoto, H.; Vuoristo, P. Structural Analysis of Cold-Sprayed Nickel-Based Metallic and Metallic-Ceramic Coatings. J. Therm. Spray Technol. 2010, 19, 975. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564. [Google Scholar] [CrossRef]
- Tillmann, W.; Khalil, O.; Baumann, I.; Zajaczkowski, J. Metallization of ceramic coatings: Effect of cold gas spray parameters and roughness of the ceramic substrate on metallic layer properties. Surf. Coat. Technol. 2023, 458, 129322. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Sample Surface Treatment | ||
|---|---|---|---|
| NG | MG | CG | |
| Sa | 0.41 | 6.20 | 14.67 |
| Sq | 0.55 | 8.05 | 18.76 |
| Ssk | −1.50 | −0.77 | −0.44 |
| Sku | 25.27 | 4.26 | 3.37 |
| Sp | 8.80 | 30.57 | 56.41 |
| Sv | 12.09 | 44.78 | 72.37 |
| Sz | 20.90 | 75.35 | 128.78 |
| Horizontal surface, mm2 | 2.76 | 2.76 | 2.76 |
| Developed surface, mm2 | 2.78 | 3.20 | 3.62 |
| Depth, m | 12.18 | 50.93 | 94.30 |
| Volume, mm3 | 0.0008 | 0.0106 | 0.0259 |
| Surface Treatment/ Gas Temp | Coating Thickness, mm | ||
|---|---|---|---|
| NG | MG | CG | |
| Ni coating, 500 °C | 0.11 ± 0.01 | 0.15 ± 0.02 | 0.11 ± 0.02 |
| Ni coating, 600 °C | 1.32 ± 0.02 | 1.34 ± 0.02 | 1.33 ± 0.02 |
| Ni coating, 700 °C | 2.28 ± 0.05 | 2.19 ± 0.05 | 2.11 ± 0.03 |
| Ni coating, 800 °C | 3.11 ± 0.05 | 3.11 ± 0.05 | 3.14 ± 0.05 |
| Surface Treatment/ Gas Temp | Surface Roughness Sa, m | ||
|---|---|---|---|
| NG | MG | CG | |
| Ni coating, 500 °C | 12.44 | 13.67 | 14.53 |
| Ni coating, 600 °C | 35.94 | 41.91 | 101.05 |
| Ni coating, 700 °C | 45.64 | 42.95 | 42.62 |
| Ni coating, 800 °C | 31.71 | 41.71 | 28.68 |
| Surface Treatment/ Gas Temp | Lattice Parameter, Å | ||
|---|---|---|---|
| NG | MG | CG | |
| Ni coating, 500 °C | 3.5245 ± 0.0004 | 3.5226 ± 0.0004 | 3.5244 ± 0.0004 |
| Ni coating, 600 °C | 3.5241 ± 0.0004 | 3.5235 ± 0.0004 | 3.5256 ± 0.0004 |
| Ni coating, 700 °C | 3.5229 ± 0.0004 | 3.5244 ± 0.0004 | 3.5247 ± 0.0004 |
| Ni coating, 800 °C | 3.5239 ± 0.0004 | 3.5225 ± 0.0004 | 3.5226 ± 0.0004 |
| Powder | 3.5247 ± 0.0004 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Żórawski, W.; Góral, A.; Makrenek, M.; Lityńska-Dobrzyńska, L.; Czaja, P. Influence of Surface Preparation on the Microstructure and Mechanical Properties of Cold-Sprayed Nickel Coatings on Al 7075 Alloy. Materials 2023, 16, 7002. https://doi.org/10.3390/ma16217002
Żórawski W, Góral A, Makrenek M, Lityńska-Dobrzyńska L, Czaja P. Influence of Surface Preparation on the Microstructure and Mechanical Properties of Cold-Sprayed Nickel Coatings on Al 7075 Alloy. Materials. 2023; 16(21):7002. https://doi.org/10.3390/ma16217002
Chicago/Turabian StyleŻórawski, Wojciech, Anna Góral, Medard Makrenek, Lidia Lityńska-Dobrzyńska, and Paweł Czaja. 2023. "Influence of Surface Preparation on the Microstructure and Mechanical Properties of Cold-Sprayed Nickel Coatings on Al 7075 Alloy" Materials 16, no. 21: 7002. https://doi.org/10.3390/ma16217002