
Investigation on the Carbonation Behavior of Alkali-Activated Pastes Served under Windy Environments

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Sample Preparation
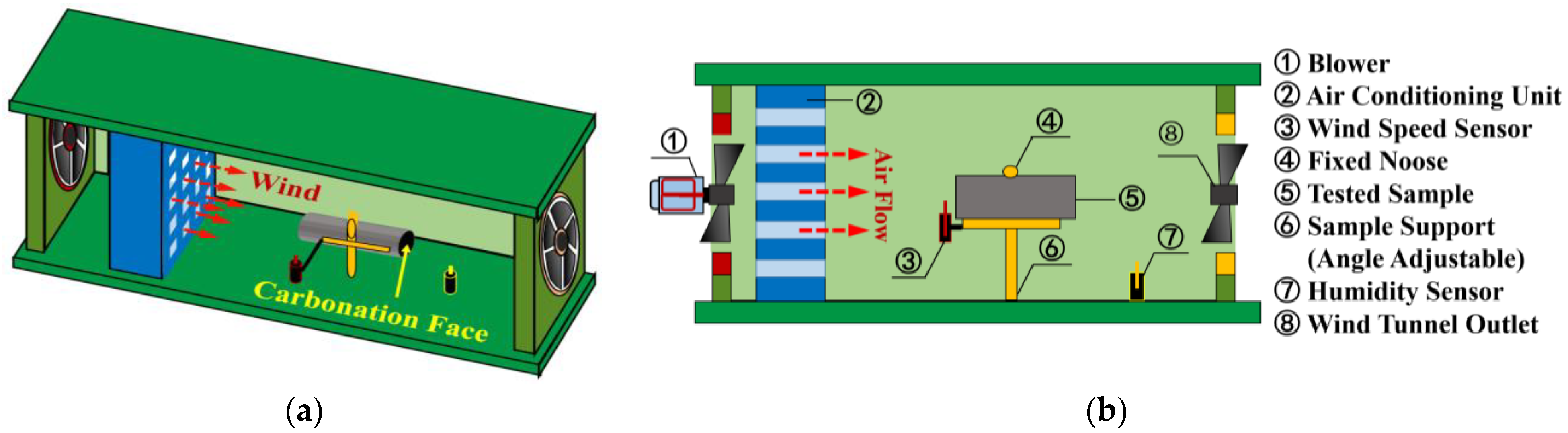
2.3. Carbonation Tests
2.4. Testing Methods
2.4.1. X-ray Computed Tomography
2.4.2. Phenolphthalein Spray
2.4.3. X-ray Diffraction
2.4.4. Titrimetric Method after Combustion
2.4.5. Weighing Method
3. Results
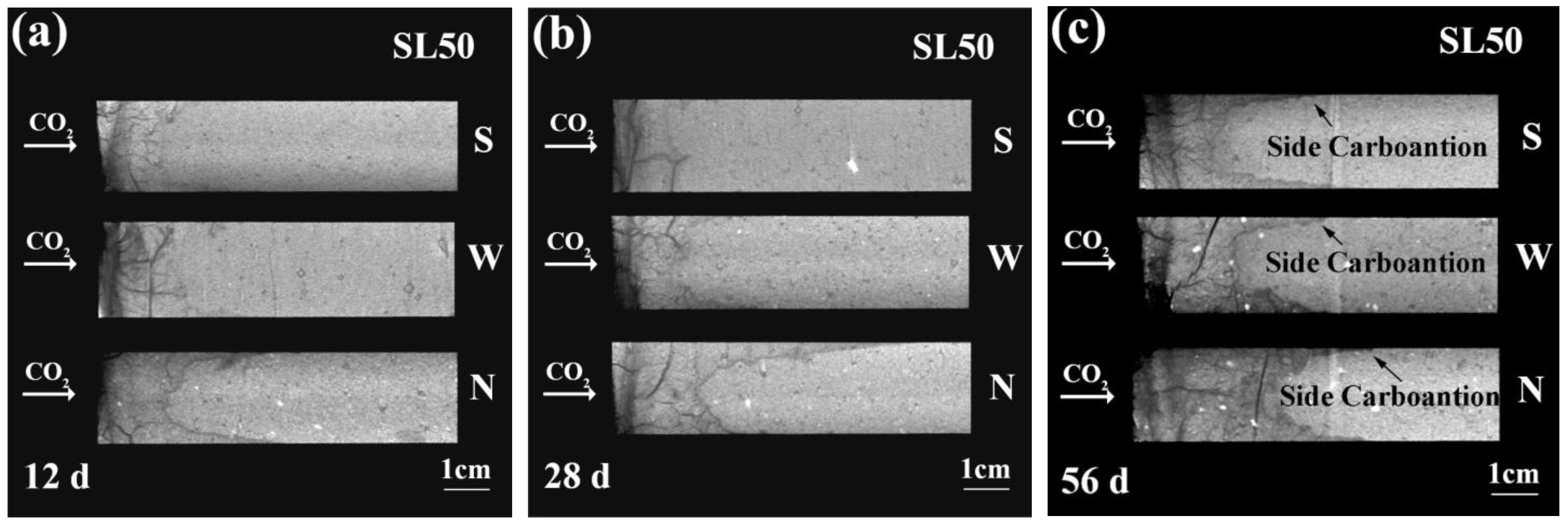
3.1. Raw CT Data of Partly Carbonated AAM
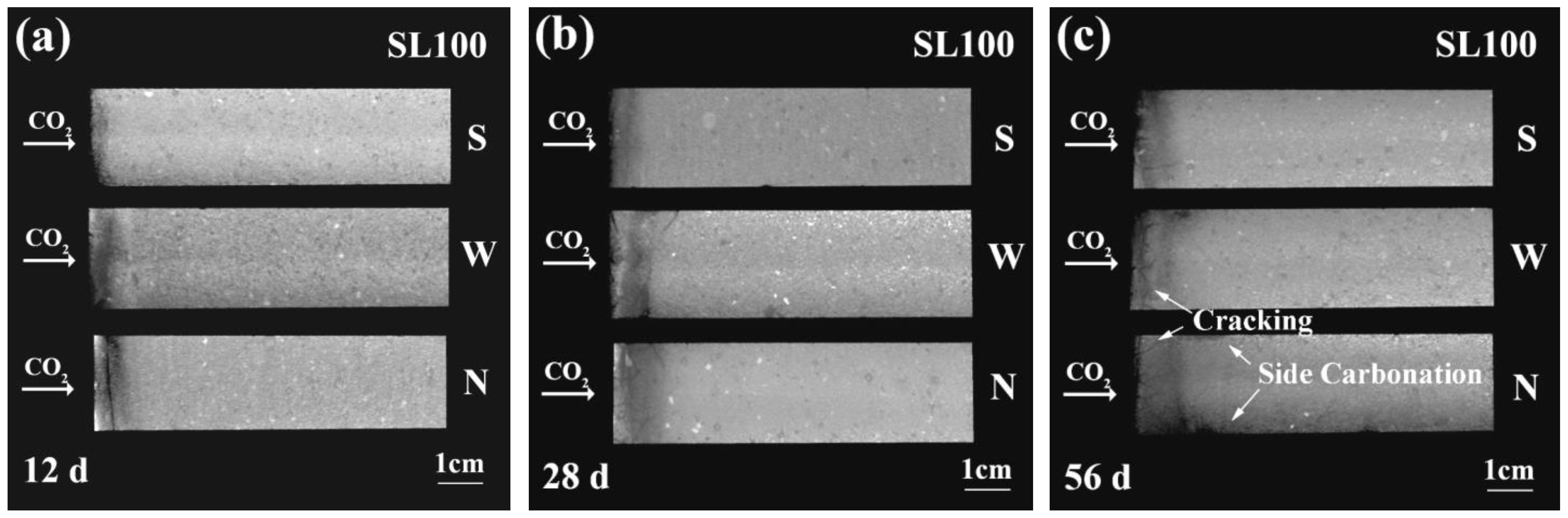
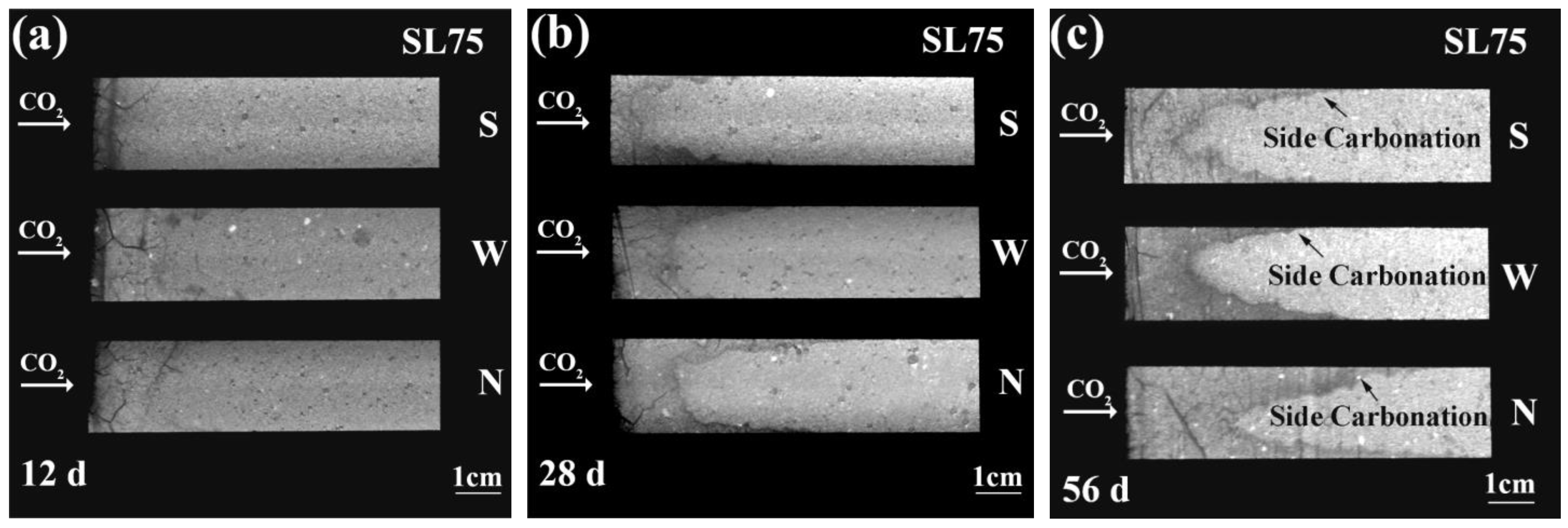
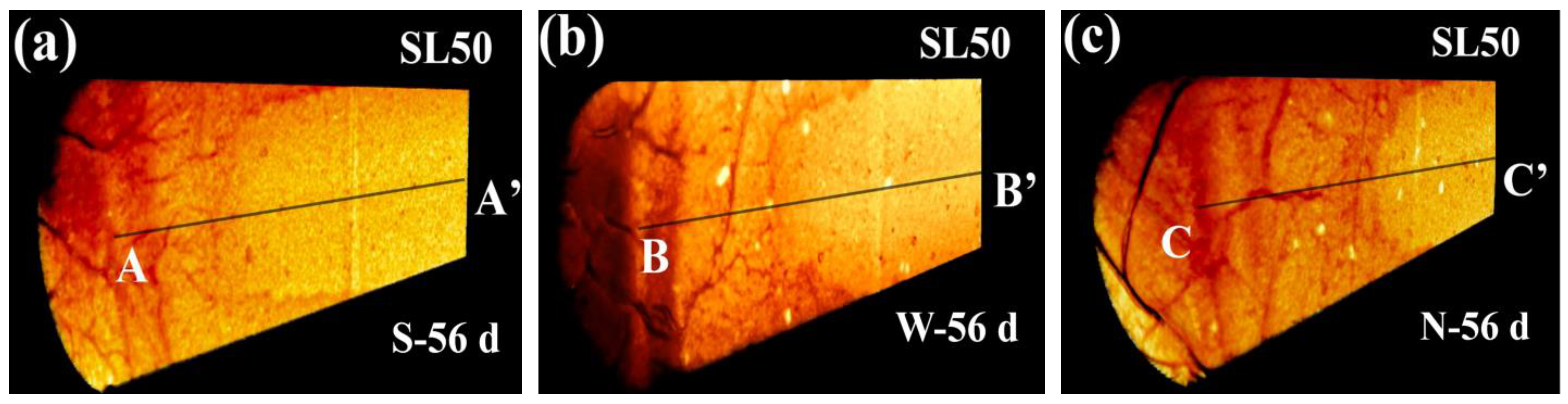
3.2. Axial Plane of Carbonated AAM Exposed to Variant Windy Environment
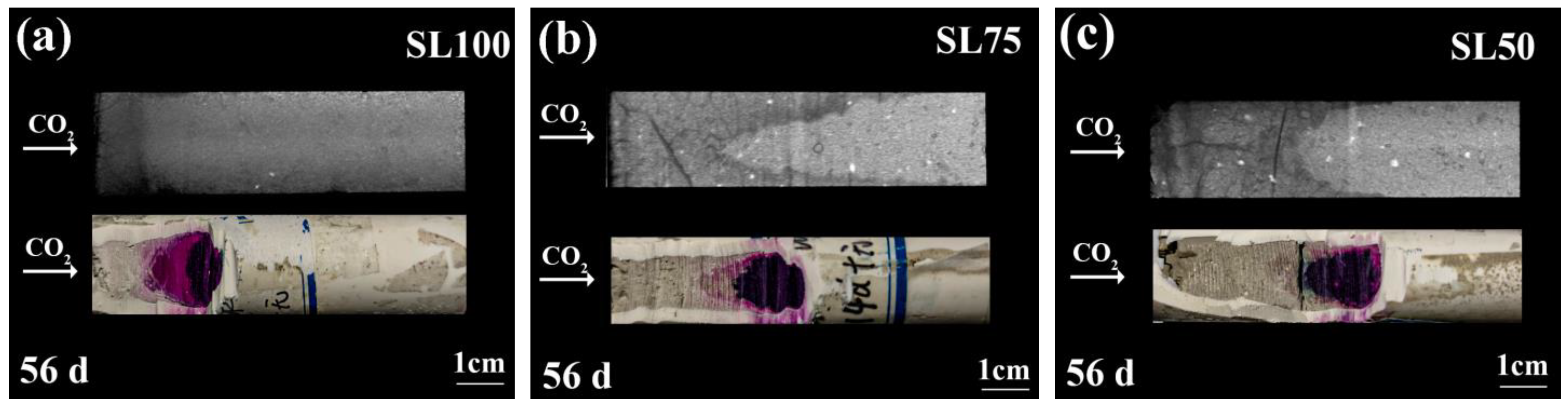
3.3. Validation of the Carbonation Result
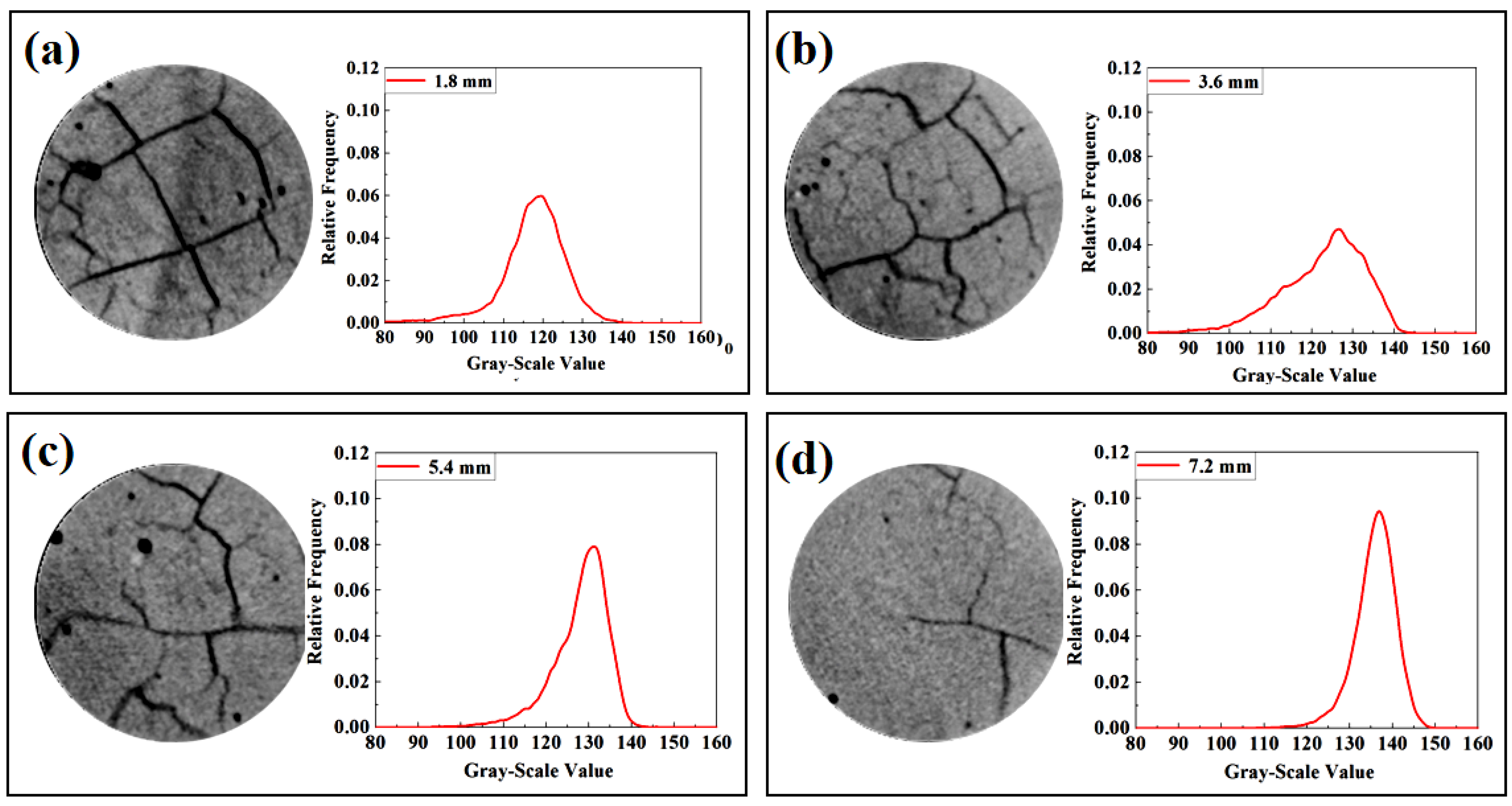
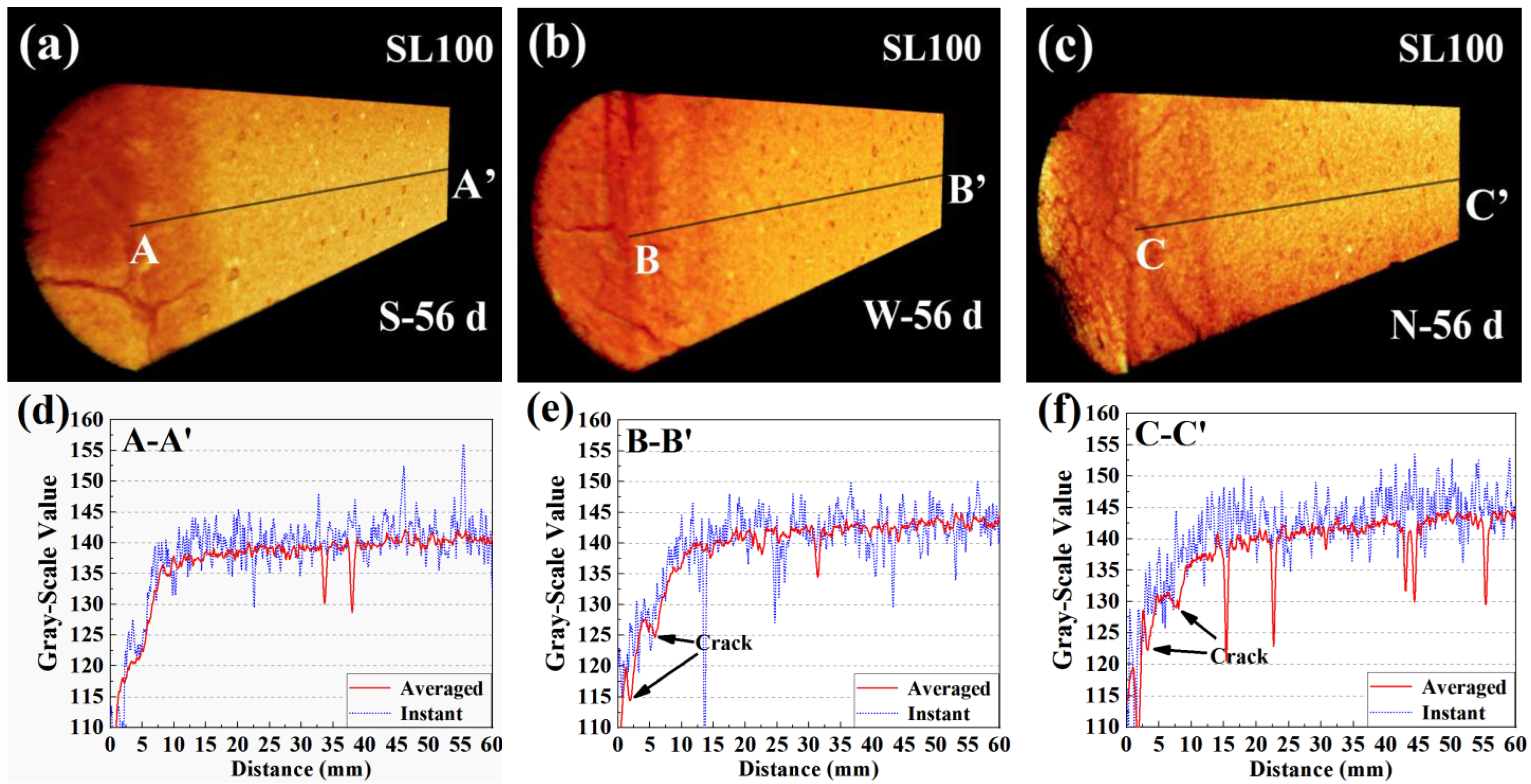
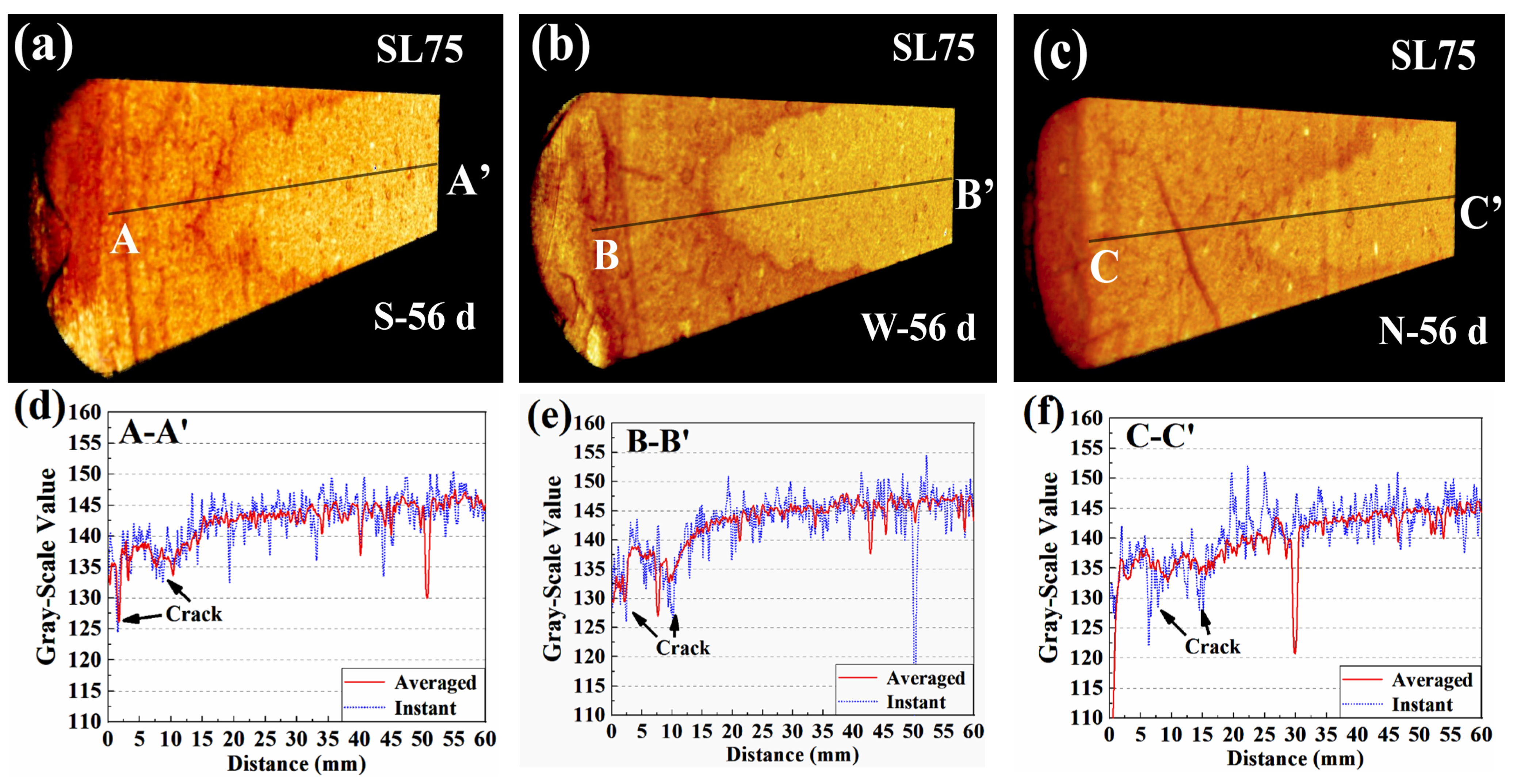
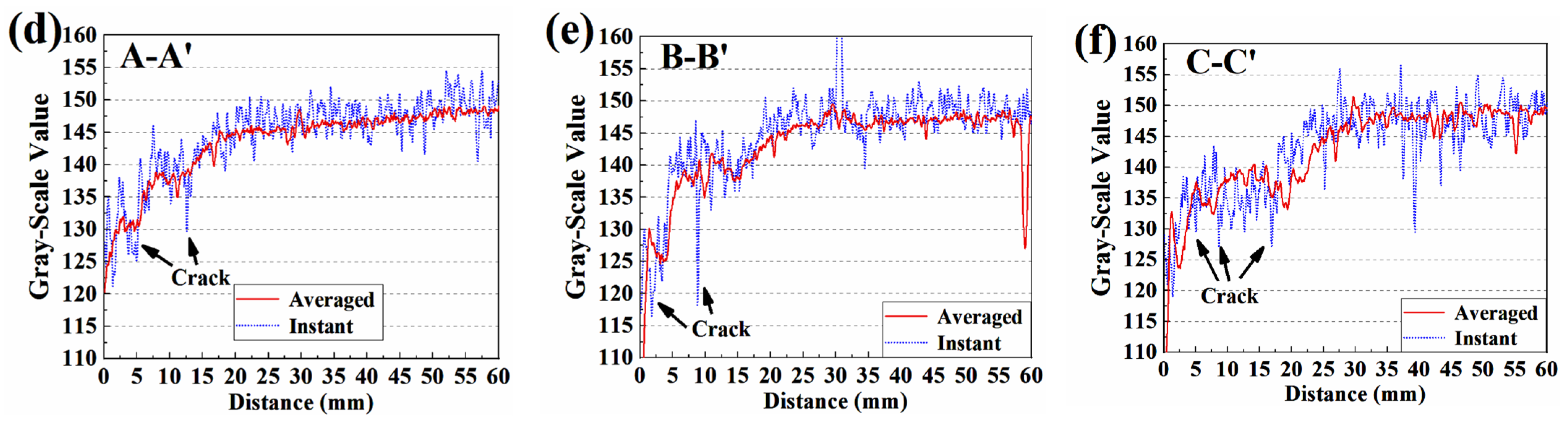
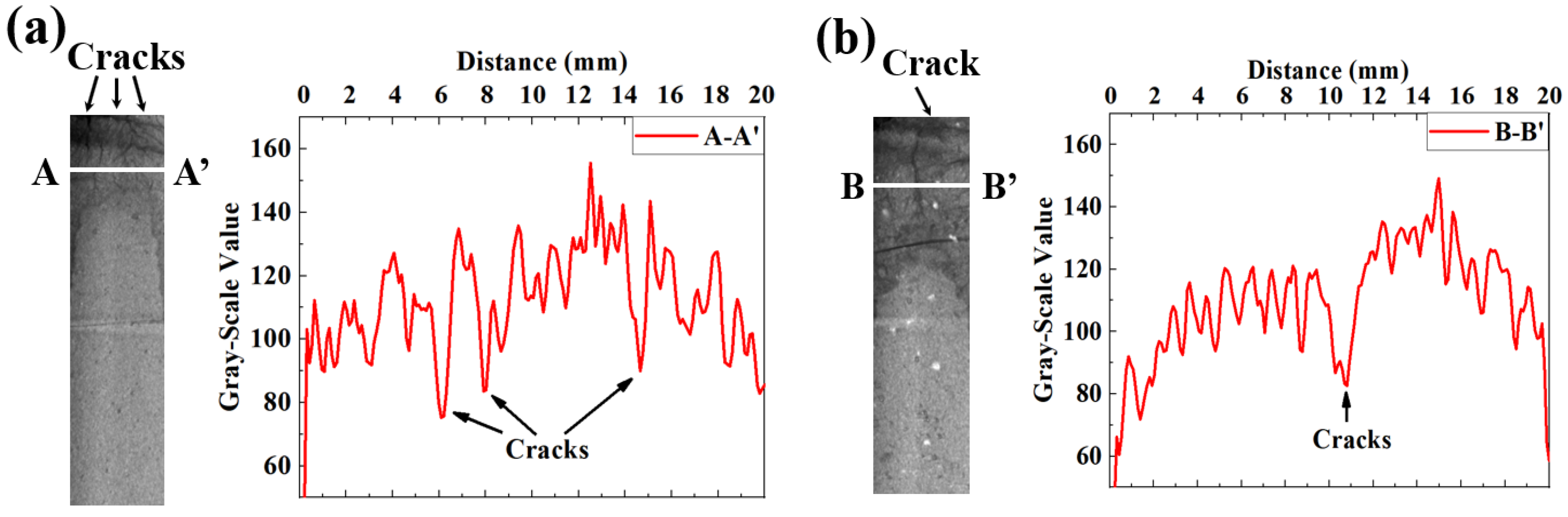
3.4. Spatial Distribution of Gray-Scale Value
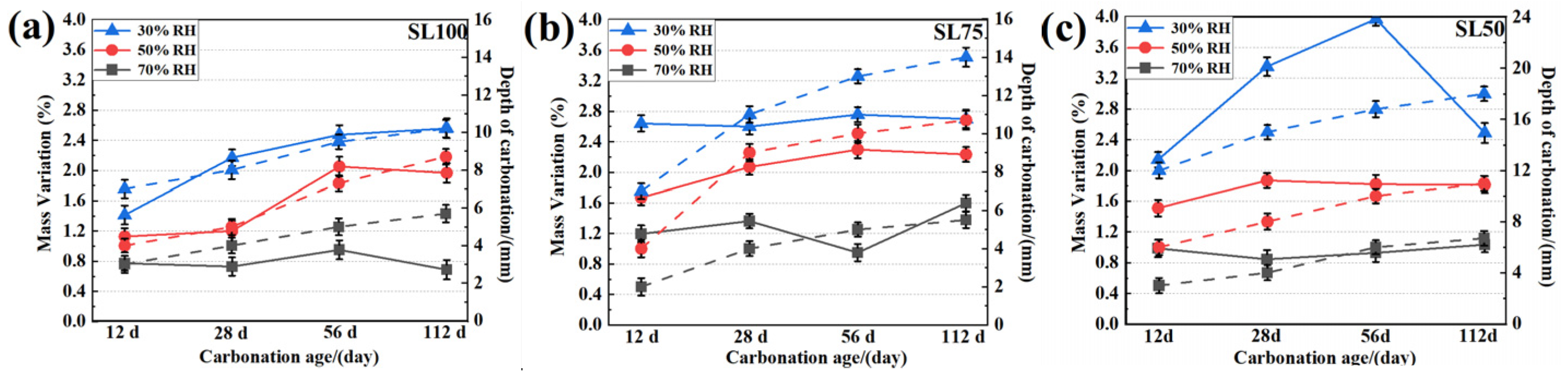
3.5. Carbonation under Variant Inner Humidity
4. Discussion
4.1. Method to Reveal the Carbonation-Incurred Cracking
4.2. Applicability of AAM under Windy Environment
5. Conclusions and Future Work
5.1. Conclusions
- (1)
- Wind was capable of promoting the exchange of moisture between the sample inside and the outer atmosphere, leading to faster carbonation as compared to that under no wind environment.
- (2)
- The gray-scale value of AAM was reduced by carbonation, mainly due to drastic cracking. In addition, the loss of water released during the decalcification of C-(A)-S-H also contributed to the reduction.
- (3)
- The carbonation depths of SL100 at 56 d of carbonation were approximately 110 mm, 120 mm, and 150 mm, respectively, when exposed to 0 m/s, 2.5 m/s, and 5.5 m/s windy environments. Compared with OPC, the carbonation front on the 1D instant gray-scale value profile was broader in AAM, suggesting the progress was no longer under the sole control of diffusion.
- (4)
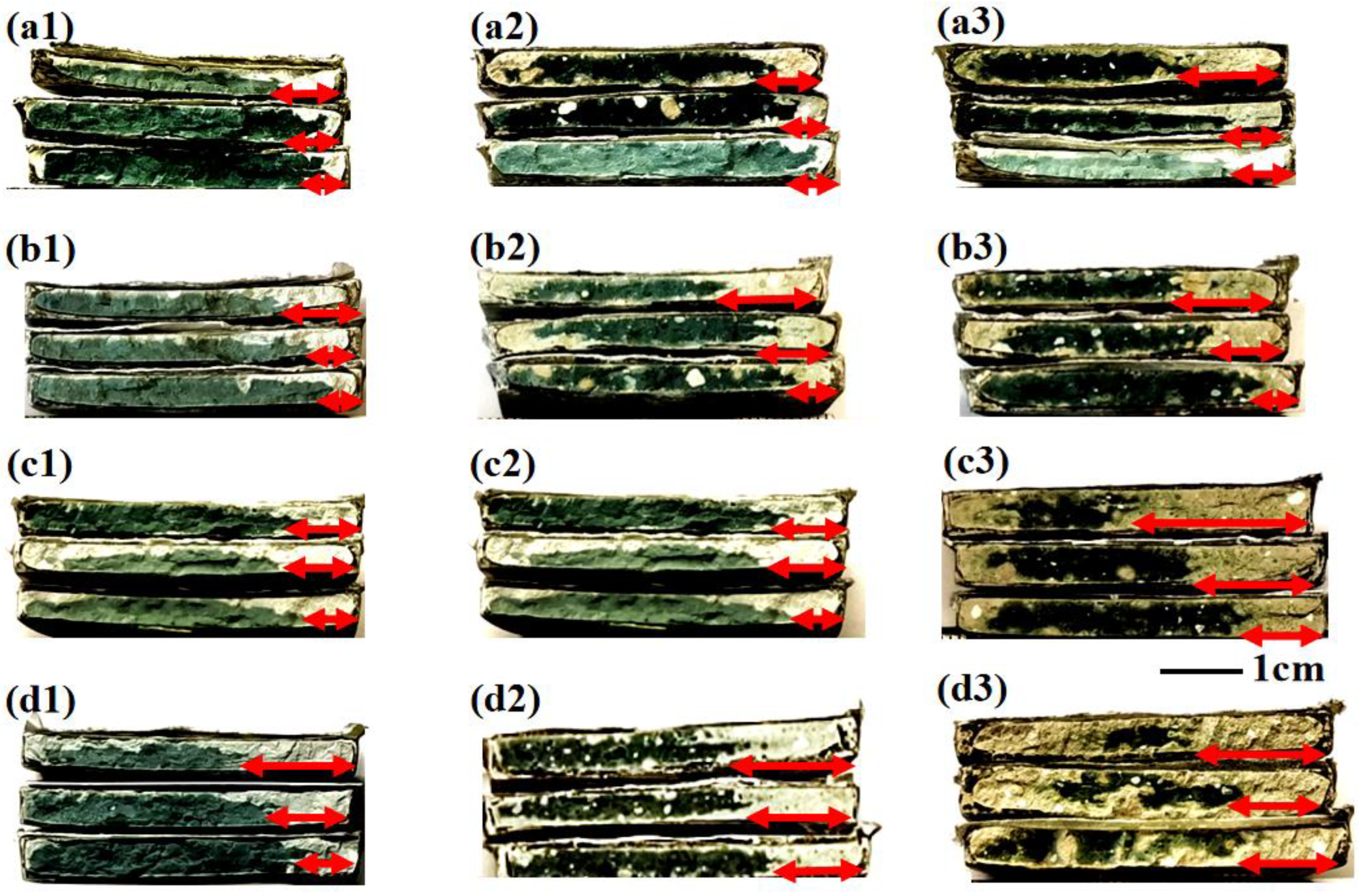
- The carbonation depths of SL75 at 56 d were read to be approximately 180 mm, 200 mm, and 230 mm, respectively, when exposed to 0 m/s, 2.5 m/s, and 5.5 m/s environments. Furthermore, severe cracking was observed in the carbonated area, leading to a significant fluctuation in the carbonated area of instant 1D gray-scale value profile.
- (5)
- The carbonation depths of SL50 at 56 d of carbonation were read to be approximately 200 mm, 220 mm, and 250 mm, respectively, when exposed to 0 m/s, 2.5 m/s, and 5.5 m/s environments. With weaker cracking resistance as compared to SL75, the side carbonation of SL50 was less significant than that in SL75.
- (6)
- When preconditioned to lower inner humidity, the carbonation rate of AAM tended to be faster, as a larger gaseous space available to benefit both the intrusion of CO2 and moisture. Furthermore, severer cracking in AAM of lower inner humidity also contributed to the faster carbonation.
5.2. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Q.W.; Li, K.F.; Zhou, X.G.; Zhang, Q.M.; Fan, Z.H. Model-based durability design of concrete structures in Hong Kong–Zhuhai–Macau sea link project. Struct. Saf. 2015, 53, 1–12. [Google Scholar] [CrossRef]
- Brombal, D.; Moriggi, A.; Marcomini, A. Evaluating public participation in Chinese EIA. An integrated Public Participation Index and its application to the case of the New Beijing Airport. Environ. Impact Assess. 2017, 62, 49–60. [Google Scholar] [CrossRef]
- Lu, C.F.; Cai, C.X. Challenges and countermeasures for construction safety during the Sichuan–Tibet railway project. Engineering 2019, 5, 833–838. [Google Scholar] [CrossRef]
- Song, F.; Yu, Z.C.; Zhuang, W.Y.; Lu, A. The institutional logic of wind energy integration: What can China learn from the United States to reduce wind curtailment? Renew. Sustain. Energy Rev. 2021, 137, 110440. [Google Scholar] [CrossRef]
- Ding, Y.; Shao, C.Z.; Yan, J.Y.; Song, Y.H.; Zhang, C.; Guo, C.X. Economical flexibility options for integrating fluctuating wind energy in power systems: The case of China. Appl. Energy 2018, 228, 426–436. [Google Scholar] [CrossRef]
- Luo, Y.; Yang, M.Q.; Ni, P.P.; Peng, X.Q.; Yuan, X.X. Degradation of rammed earth under wind-driven rain: The case of Fujian Tulou, China. Constr. Build Mater. 2020, 261, 119989. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, P.; Yu, Z.W. Effects of environmental factors on concrete carbonation depth and compressive strength. Materials 2018, 11, 2167. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ming, J.; Wu, M.; Shi, J. Passive film modification by concrete carbonation: Re-visiting a corrosion-resistant steel with Cr and Mo. Cement Concrete Comp. 2021, 123, 104178. [Google Scholar] [CrossRef]
- Cui, D.; Banthia, N.; Wang, Q.N.; Sun, W. Investigation on porosity of partly carbonated paste specimens blended with fly ash through dual CT scans. Constr. Build Mater. 2019, 196, 692–702. [Google Scholar] [CrossRef]
- Moskvin, V.M.; Ivanov, F.M.; Alekseev, S.N.; Guzeev, E.A. Corrosion of Concrete and Reinforced Concrete, Methods of Their Protection; Stroyizdat, M., Ed.; 1980. [Google Scholar]
- Zou, D.J.; Liu, T.J.; Du, C.C.; Teng, J. Influence of wind pressure on the carbonation of concrete. Materials 2015, 8, 4652–4667. [Google Scholar] [CrossRef] [PubMed]
- Li, G.F.; Shen, X.D.; Zou, Y.X.; Gao, B. Durability of aeolian sand powder concrete under mechanism of aeolian sand blowing erosion and carbonization. Trans. Chin. Soc. Agric. Eng. 2018, 34, 158–166. (in Chinese). [Google Scholar]
- Provis, J.L. Alkali-activated materials. Cement Concrete Res. 2018, 114, 40–48. [Google Scholar] [CrossRef]
- Xie, X.Y.; Wei, H.; Zuo, X.B.; Cui, D. Effect of Carbonation on Microstructure Evolution of Alkali-Activated Slag Pastes. In Key Engineering Materials; Trans Tech Publications Ltd.: Suzhou, China, 2022; Volume 929, pp. 201–212. [Google Scholar]
- Provis, J.L.; Palomo, A.; Shi, C.J. Advances in understanding alkali-activated materials. Cement Concrete Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Mohamed, O.A. A review of durability and strength characteristics of alkali-activated slag concrete. Materials 2019, 12, 1198. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, J.; Shi, C.J.; Zhang, Z.H.; Ou, Z.H. Durability of alkali-activated materials in aggressive environments: A review on recent studies. Constr. Build Mater. 2017, 152, 598–613. [Google Scholar] [CrossRef]
- Tahri, W.; Hu, X.; Shi, C.J.; Zhang, Z.H. Review on corrosion of steel reinforcement in alkali-activated concretes in chloride-containing environments. Constr. Build Mater. 2021, 293, 123484. [Google Scholar] [CrossRef]
- Siddique, S.; Jang, J.G. Acid and sulfate resistance of seawater based alkali activated fly ash: A sustainable and durable approach. Constr. Build Mater. 2021, 281, 122601. [Google Scholar] [CrossRef]
- Ye, H.L.; Chen, Z.J.; Huang, L. Mechanism of sulfate attack on alkali-activated slag: The role of activator composition. Cement Concrete Res. 2019, 125, 105868. [Google Scholar] [CrossRef]
- Mastali, M.; Kinnunen, P.; Dalvand, A.; Firouz, R.M.; Illikainen, M. Drying shrinkage in alkali-activated binders—A critical review. Constr. Build Mater. 2018, 190, 533–550. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Cheng, Y.Z.; Huseien, G.F.; Shah, K.W. Shrinkage mechanisms and shrinkage-mitigating strategies of alkali-activated slag composites: A critical review. Constr. Build Mater. 2022, 318, 125993. [Google Scholar] [CrossRef]
- Ma, Y.; Ye, G. The shrinkage of alkali activated fly ash. Cement Concrete Res. 2015, 68, 75–82. [Google Scholar] [CrossRef]
- Zhang, X.H.; Long, K.D.; Liu, W.; Li, L.X.; Long, W.J. Carbonation and Chloride Ions’ Penetration of Alkali-Activated Materials: A Review. Molecules 2020, 25, 5074. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Farzadnia, N.; Shi, C.J. Microstructural changes in alkali-activated slag mortars induced by accelerated carbonation. Cement Concrete Res. 2017, 100, 214–226. [Google Scholar] [CrossRef]
- Shi, Z.G.; Shi, C.J.; Wan, S.; Li, N.; Zhang, Z.H. Effect of alkali dosage and silicate modulus on carbonation of alkali-activated slag mortars. Cement Concrete Res. 2018, 113, 55–64. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.J.; Zhang, Z.H. Effect of Na2O concentration and water/binder ratio on carbonation of alkali-activated slag/fly ash cements. Constr. Build Mater. 2021, 269, 121258. [Google Scholar]
- Mei, K.Y.; Gu, T.; Zheng, Y.Z.; Zhang, L.W.; Zhao, F.; Gong, P.; Huang, S.; Zhang, C.M.; Cheng, X.W. Effectiveness and microstructure change of alkali-activated materials during accelerated carbonation curing. Constr. Build Mater. 2021, 274, 122063. [Google Scholar] [CrossRef]
- López-Arce, P.; Gómez-Villalba, L.S.; Martínez-Ramírez, S.; De Buergo, M.Á.; Fort, R. Influence of relative humidity on the carbonation of calcium hydroxide nanoparticles and the formation of calcium carbonate polymorphs. Powder Technol. 2011, 205, 263–269. [Google Scholar] [CrossRef] [Green Version]
- du Plessis, A.; Boshoff, W.P. A review of X-ray computed tomography of concrete and asphalt construction materials. Constr. Build Mater. 2019, 199, 637–651. [Google Scholar] [CrossRef]
- Vicente, M.A.; González, D.C.; Mínguez, J. Recent advances in the use of computed tomography in concrete technology and other engineering fields. Micron 2019, 118, 22–34. [Google Scholar] [CrossRef]
- Metalssi, O.O.; Ait-Mokhtar, A.; Turcry, P. A proposed modelling of coupling carbonation-porosity-moisture transfer in concrete based on mass balance equilibrium. Constr. Build Mater. 2020, 230, 116997. [Google Scholar]
- Cui, D.; Wang, Q.N.; Wan, Y. A discussion of the paper “Effect of carbonation on cement paste microstructure characterized by micro-computed tomography”. Constr. Build Mater. 2021, 303, 124530. [Google Scholar] [CrossRef]
- Kim, J.S.; Youm, K.S.; Lim, J.H.; Han, T.S. Effect of carbonation on cement paste microstructure characterized by micro-computed tomography. Constr. Build Mater. 2020, 263, 120079. [Google Scholar] [CrossRef]
- Cui, D.; Sun, W.; Banthia, N. Use of tomography to understand the influence of preconditioning on carbonation tests in cement-based materials. Cement Concrete Comp. 2018, 88, 52–63. [Google Scholar] [CrossRef]
- Turcry, P.; Oksri-Nelfia, L.; Younsi, A.; Aït-Mokhtar, A. Analysis of an accelerated carbonation test with severe preconditioning. Cement Concrete Res. 2014, 57, 70–78. [Google Scholar] [CrossRef]
- Huang, D.W.; Chen, P.; Peng, H.; Yang, Y.W.; Yuan, Q.M.; Su, M. A review and comparison study on drying shrinkage prediction between alkali-activated fly ash/slag and ordinary Portland cement. Constr. Build Mater. 2021, 305, 124760. [Google Scholar] [CrossRef]
- Liu, M.; Wu, H.X.; Yao, P.P.; Wang, C.Q.; Ma, Z.M. Microstructure and macro properties of sustainable alkali-activated fly ash mortar with various construction waste fines as binder replacement up to 100%. Cement Concrete Comp. 2022, 134, 104733. [Google Scholar] [CrossRef]
- Fang, G.H.; Zhang, M.Z. Multiscale micromechanical analysis of alkali-activated fly ash-slag paste. Cement Concrete Res. 2020, 135, 106141. [Google Scholar] [CrossRef]
- Li, W.G.; Tang, Z.; Tam, V.W.; Zhao, X.Y.; Wang, K.J. A review on durability of alkali-activated system from sustainable construction materials to infrastructures. ES Mater. Manuf. 2019, 4, 2–19. [Google Scholar] [CrossRef]
- Thiery, M.; Villain, G.; Dangla, P.; Platret, G. Investigation of the carbonation front shape on cementitious materials: Effects of the chemical kinetics. Cement Concrete Res. 2007, 37, 1047–1058. [Google Scholar] [CrossRef]
- Cui, D.; Liu, W.Y.; Wang, J.; Hu, J.X.; Shan, D.; Wan, Y.; Wang, Q.N.; Wang, J.S. Use of a novel pH indicator extracted from petals to investigate the carbonation behavior in cementitious materials. Cement Concrete Comp. 2022, 134, 104804. [Google Scholar] [CrossRef]
- Cui, D.; Shi, X.H.; Liu, W.Y.; Zheng, K.; Yin, G.J.; Wang, J.; Han, G.T.; Wan, Y.; Wang, J.S.; Li, W.T. Investigation of the Neutralizing Behaviors of Cement-Based Materials Using a New pH Indicator Formulated from February Orchid Petals. Materials 2022, 15, 8033. [Google Scholar] [CrossRef] [PubMed]
- Morandeau, A.; Thiéry, M.; Dangla, P. Impact of accelerated carbonation on OPC cement paste blended with fly ash. Cement Concrete Res. 2015, 67, 226–236. [Google Scholar] [CrossRef]
- Talukdar, S.; Banthia, N.; Grace, J.R. Carbonation in concrete infrastructure in the context of global climate change–Part 1: Experimental results and model development. Cement Concrete Comp. 2012, 34, 924–930. [Google Scholar] [CrossRef]
- Dang, V.Q.; Ogawa, Y.; Bui, P.T.; Kawai, K. Effects of chloride ions on the durability and mechanical properties of sea sand concrete incorporating supplementary cementitious materials under an accelerated carbonation condition. Constr. Build Mater. 2021, 274, 122016. [Google Scholar] [CrossRef]
- Zhang, C.; Shi, X.Y.; Wang, L.; Yao, Y. Investigation on the Air Permeability and Pore Structure of Concrete Subjected to Carbonation under Compressive Stress. Materials 2022, 15, 4775. [Google Scholar] [CrossRef]
- Gruyaert, E.; Van den Heede, P.; De Belie, N. Carbonation of slag concrete: Effect of the cement replacement level and curing on the carbonation coefficient-Effect of carbonation on the pore structure. Cement Concrete Comp. 2013, 35, 39–48. [Google Scholar] [CrossRef]
- GB T50082-2009; Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete. China Architecture and Building Press: Beijing, China, 2009; pp. 61–63.
- Nedeljković, M.; Ghiassi, B.; van der Laan, S.; Li, Z.; Ye, G. Effect of curing conditions on the pore solution and carbonation resistance of alkali-activated fly ash and slag pastes. Cement Concrete Res. 2019, 116, 146–158. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | CaO | SiO2 | Al2O3 | MgO | P2O5 | SO3 | TiO2 | Na2O | K2O | Fe2O3 | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Slag | 36.99 | 32.63 | 14.39 | 4.7 | 4.36 | 3.34 | 1.16 | 1.00 | 0.81 | 0.62 | 0 |
| Fly ash | 18 | 52 | 21 | 2.4 | 0.9 | 0.6 | 1.4 | 0.2 | 0.3 | 3.2 | 0 |
| Name | Calcite | Vaterite | Aragonite |
|---|---|---|---|
| SL100-C | 10.66 | 62.76 | 6.37 |
| SL100-NC | 78.99 | - | - |
| SL75-C | 14.44 | 45.17 | 12.87 |
| SL75-NC | 83.44 | - | - |
| SL50-C | 36.59 | 8.12 | 30.68 |
| SL50-NC | 50.90 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, D.; Shen, L.; Shen, Y.; Han, G.; Xie, X.; Cao, Q.; Wang, J.; Wei, H.; Wang, Q.; Zheng, K. Investigation on the Carbonation Behavior of Alkali-Activated Pastes Served under Windy Environments. Materials 2023, 16, 825. https://doi.org/10.3390/ma16020825
Cui D, Shen L, Shen Y, Han G, Xie X, Cao Q, Wang J, Wei H, Wang Q, Zheng K. Investigation on the Carbonation Behavior of Alkali-Activated Pastes Served under Windy Environments. Materials. 2023; 16(2):825. https://doi.org/10.3390/ma16020825
Chicago/Turabian StyleCui, Dong, Lingshu Shen, Yidong Shen, Guantong Han, Xiaoying Xie, Qianfei Cao, Jing Wang, Hao Wei, Qiannan Wang, and Keren Zheng. 2023. "Investigation on the Carbonation Behavior of Alkali-Activated Pastes Served under Windy Environments" Materials 16, no. 2: 825. https://doi.org/10.3390/ma16020825