
Microstructure and Mechanical Properties of Dual Scaled NbC/Ti2AlC Reinforced Titanium–Aluminum Composite

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of TiAl Composite
2.2. Structural Characterization
2.3. Mechanical Properties Test
3. Results
4. Discussion
4.1. The Refining Effects of Dual Reinforcements
4.2. The Synergistic Strengthening Mechanisms
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, R.R.; Li, M.Q.; Zhao, Y.H. A review of microstructure control and mechanical performance optimization of γ-TiAl alloys. J. Alloys Compd. 2023, 932, 167611. [Google Scholar] [CrossRef]
- Avdeeva, V.; Bazhina, A.; Antipov, M. Relationship between Structure and Properties of Intermetallic Materials Based on γ-TiAl Hardened In Situ with Ti3Al. Metals 2023, 6, 1002. [Google Scholar] [CrossRef]
- Song, L.; Appel, F.; Wang, L. New insights into high-temperature deformation and phase transformation mechanisms of lamellar structures in high Nb-containing TiAl alloys. Acta Mater. 2020, 186, 575–586. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.S.; Tang, B. The microstructure evolution and phase transformation behavior of a β-solidifying γ-TiAl alloy during creep. Prog. Nat. Sci. Mater. Int. 2023, 33, 193–202. [Google Scholar] [CrossRef]
- Xu, W.C.; Shan, D.B.; Zhang, H. Effects of extrusion deformation on microstructure, mechanical properties and hot workability of β containing TiAl alloy. Mater. Sci. Eng. A 2013, 571, 199–206. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Elaya Perumal, A. Study on mechanical and wear properties of Al. 7075/Al2O3/graphite hybrid composites. Compos. B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Sun, T.L.; Guo, Z.C.; Cao, J. Isothermal oxidation behavior of high-Nb-containing TiAl alloys doped with W, B, Y, and C/Si. Corros. Sci. 2023, 213, 110980. [Google Scholar] [CrossRef]
- Sougavabar, M.A.; Niknam, S.A.; Davoodi, B. Experimental characterization of tool wear morphology in milling of Al520-MMC reinforced with SiC particles and additive elements Bi and Sn. J. Mater. Res. Technol. 2023, 23, 571–585. [Google Scholar] [CrossRef]
- Wang, Y.M.; Zhu, M.; Dong, L.L. In-situ synthesized TiC/Ti-6Al-4V composites by elemental powder mixing and spark plasma sintering: Microstructural evolution and mechanical properties. J. Alloys Compd. 2023, 947, 169557. [Google Scholar] [CrossRef]
- Li, J.; Zhao, K.; Ren, L. Microstructure evolution, mechanical properties, and strengthening mechanisms of heat-resistant Al-based composite reinforced by a combination of AlN and TiN particles. J. Mater. Res. Technol. 2023, 24, 5628–5641. [Google Scholar] [CrossRef]
- Wang, F.C.; Zhang, J.F.; Sun, K.X. Synergistic reinforcement effect of Fe and in-situ synthesized MgAlB4 whiskers in Al matrix composites. Compos. B Eng. 2022, 246, 110267. [Google Scholar] [CrossRef]
- Pourasiabi, H.; Gates, J.D. Effects of chromium carbide volume fraction on high-stress abrasion performance of NbC-bearing high chromium white cast irons. Wear 2022, 498–499, 204312. [Google Scholar] [CrossRef]
- Wang, Z.J.; Zhou, M.J.; Jiang, Y.H. Effects of in situ NbC on the microstructure and high-temperature friction wear properties of 4Cr5MoSiV1 steel. J. Mater. Res. Technol. 2023, 24, 6159–6173. [Google Scholar] [CrossRef]
- Yang, A.C.; Duan, Y.H.; Bao, L.K. Elastic properties, tensile strength, damage tolerance, electronic and thermal properties of TM3AlC2 (TM = Ti, Zr and Hf) MAX phases: A first-principles study. Vacuum 2022, 206, 111497. [Google Scholar] [CrossRef]
- Chen, W.T.; Yu, W.B.; Ma, C.S. A review of novel ternary nano-layered MAX phases reinforced AZ91D magnesium composite. J. Magnes. Alloy. 2022, 10, 1457–1475. [Google Scholar] [CrossRef]
- Salvo, C.; Chicardi, E.; Hernández-Saz, J. Microstructure, electrical and mechanical properties of Ti2AlN MAX phase reinforced copper matrix composites processed by hot pressing. Mater. Charact. 2021, 171, 110812. [Google Scholar] [CrossRef]
- Pei, X.; Yuan, M.N.; Wang, H.L. Revealing the interface properties of the Ti2AlC/TiAl composite from a first principles investigation. Appl. Surf. Sci. 2023, 617, 156491. [Google Scholar] [CrossRef]
- Guo, Y.C.; Liang, Y.F.; Lin, J.P. In situ synthesis of nano/micron Ti2AlC reinforced high-Nb TiAl composites: Microstructure and mechanical properties. Intermetallics 2023, 159, 107937. [Google Scholar] [CrossRef]
- Chen, S.Y.; Tan, Y.M.; Wang, X. Comparing the role of Zr and Hf atoms on microstructure and mechanical properties optimization of Ti2AlN reinforced Ti48Al0.5W composites. J. Alloys Compd. 2023, 935, 168159. [Google Scholar] [CrossRef]
- Li, J.G.; Hu, R.; Zhou, M. High temperature micromechanical behavior of Ti2AlN particle reinforced TiAl based composites investigated by in-situ high-energy X-ray diffraction. Mater. Des. 2021, 212, 110225. [Google Scholar] [CrossRef]
- Cui, X.P.; Ding, H.; Zhang, Y.Y. Fabrication, microstructure characterization and fracture behavior of a unique micro-laminated TiB-TiAl composites. J. Alloys Compd. 2019, 775, 1057–1067. [Google Scholar] [CrossRef]
- Lapin, J.; Kamyshnykova, K. Processing, microstructure and mechanical properties of in-situ Ti3Al+TiAl matrix composite reinforced with Ti2AlC particles prepared by centrifugal casting. Intermetallics 2018, 98, 34–44. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III discussion of results. Proc. Phys. Soc. Sect. B 1951, 64, 747–752. [Google Scholar] [CrossRef]
- Hu, P.H.; Song, H.W.; Chen, Y. Mechanisms for refining precipitation and improving strengthening of annealed Cu-2Ag alloy via La modification. J. Alloys Compd. 2021, 883, 160912. [Google Scholar] [CrossRef]
- Lv, Y.T.; Zhang, Z.; Zhang, Q. Cracking inhibition behavior and the strengthening effect of TiC particles on the CM247LC superalloy prepared by selective laser melting. Mater. Sci. Eng. A 2022, 858, 144119. [Google Scholar] [CrossRef]
- Wang, H.Y.; Lu, H.; Ren, Y.P. Strengthening mechanisms and tensile properties of 20Cr2Mn2Mo processed by laser shock peening and vacuum carbonitriding. Surf. Coat. Technol. 2022, 439, 128462. [Google Scholar]
- Liu, G.; Zhang, G.; Jiang, F. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef]
- Mallmann, C.; Hannard, F.; Ferrié, E. Unveiling the impact of the effective particles distribution on strengthening mechanisms: A multiscale characterization of Mg+Y2O3 nanocomposites. Mater. Sci. Eng. A 2019, 764, 138170. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.H.; Liu, B.X.; Kang, H.J. Ultrasound-assisted dispersion of TiB2 nanoparticles in 7075 matrix hybrid composites. Mater. Sci. Eng. A 2022, 840, 142958. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C. Properties and deformation behaviour of Mg-Y2O3 nanocomposites. Acta Mater. 2007, 55, 5115–5121. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | TiAlNb | T0.5 | T1 | T2 | T3 | |
|---|---|---|---|---|---|---|
| Properties | ||||||
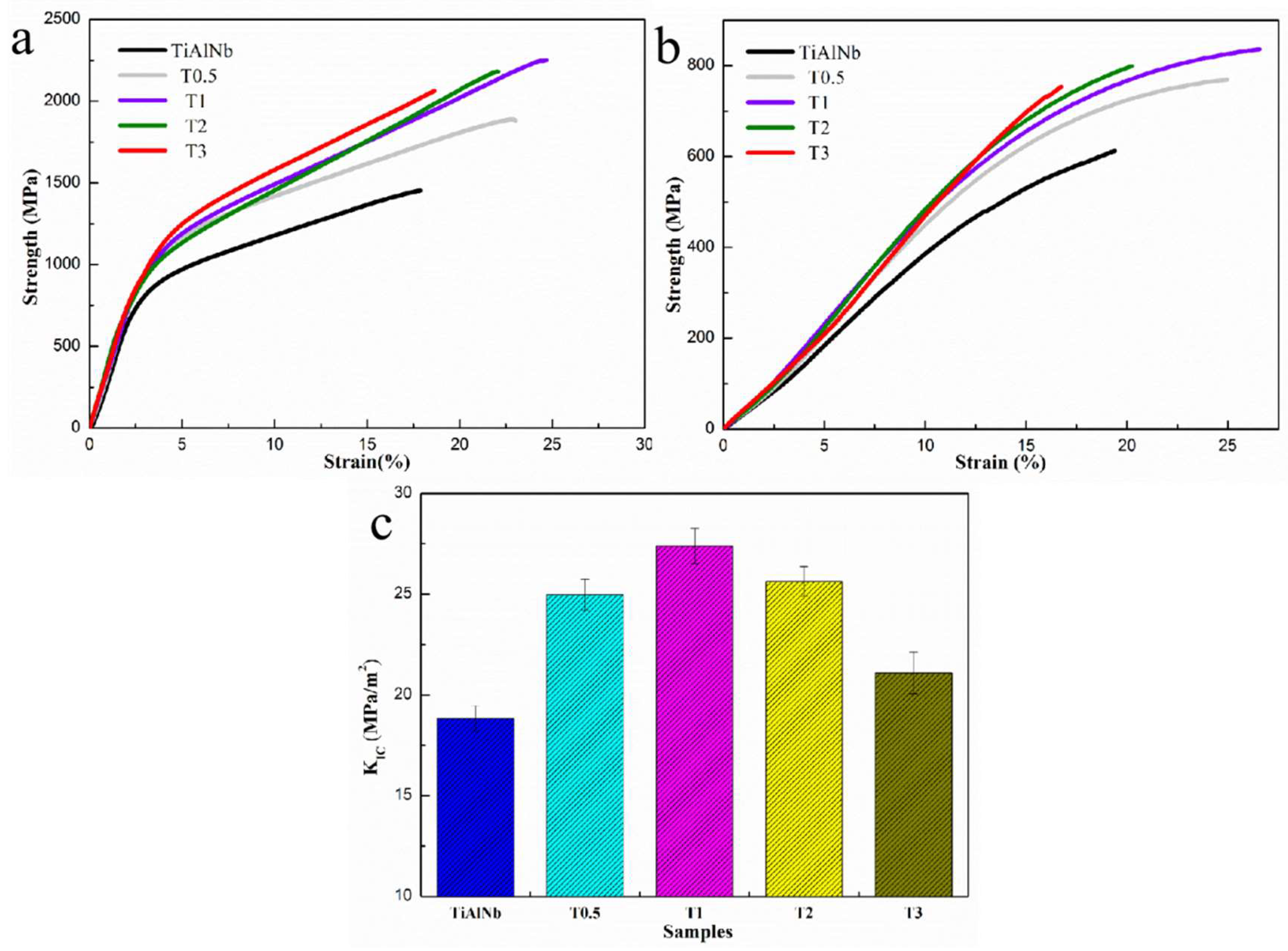
| Room Temperature | Compression Strain (%) | 17.8 | 22.8 | 24.4 | 22.0 | 18.6 |
| Compression Stress (MPa) | 1453 | 1887 | 2247 | 2183 | 2063 | |
| Fracture toughness (MPa/m2) | 18.8 | 25.0 | 27.4 | 25.6 | 21.1 | |
| High Temperature (1073 K) | Compression Strain (%) | 19.4 | 24.9 | 26.6 | 20.2 | 16.7 |
| Compression Stress (MPa) | 612 | 769 | 836 | 798 | 753 |
| Samples | TiAlNb | T0.5 | T1 | T2 | T3 |
|---|---|---|---|---|---|
| Microhardness (HV) | 489 | 521 | 531 | 558 | 567 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, S.; Cui, C.; Wang, X. Microstructure and Mechanical Properties of Dual Scaled NbC/Ti2AlC Reinforced Titanium–Aluminum Composite. Materials 2023, 16, 4661. https://doi.org/10.3390/ma16134661
Cui S, Cui C, Wang X. Microstructure and Mechanical Properties of Dual Scaled NbC/Ti2AlC Reinforced Titanium–Aluminum Composite. Materials. 2023; 16(13):4661. https://doi.org/10.3390/ma16134661
Chicago/Turabian StyleCui, Sen, Chunxiang Cui, and Xin Wang. 2023. "Microstructure and Mechanical Properties of Dual Scaled NbC/Ti2AlC Reinforced Titanium–Aluminum Composite" Materials 16, no. 13: 4661. https://doi.org/10.3390/ma16134661