
Migration Behavior of Inclusions at the Solidification Front in Oxide Metallurgy
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
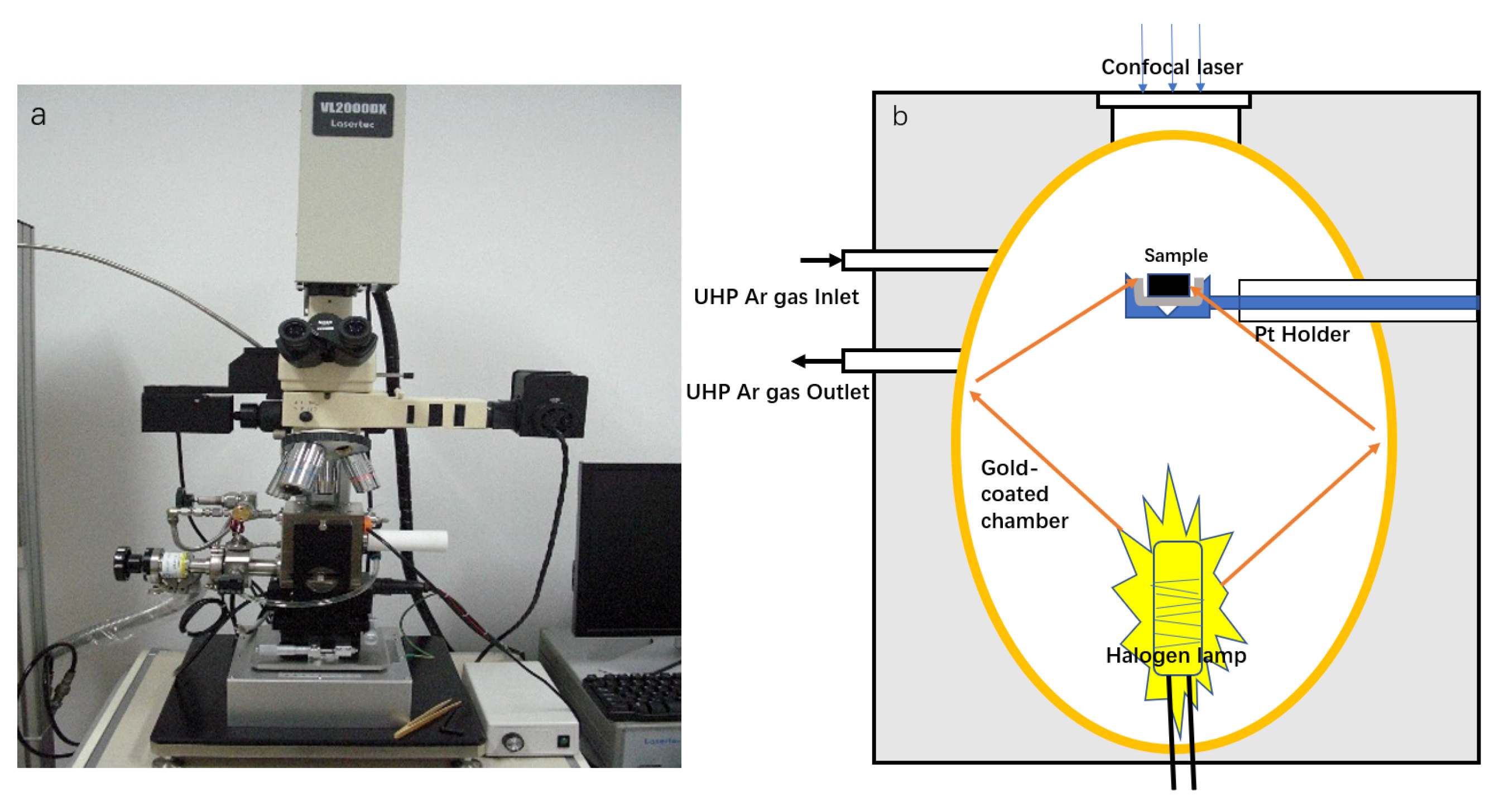
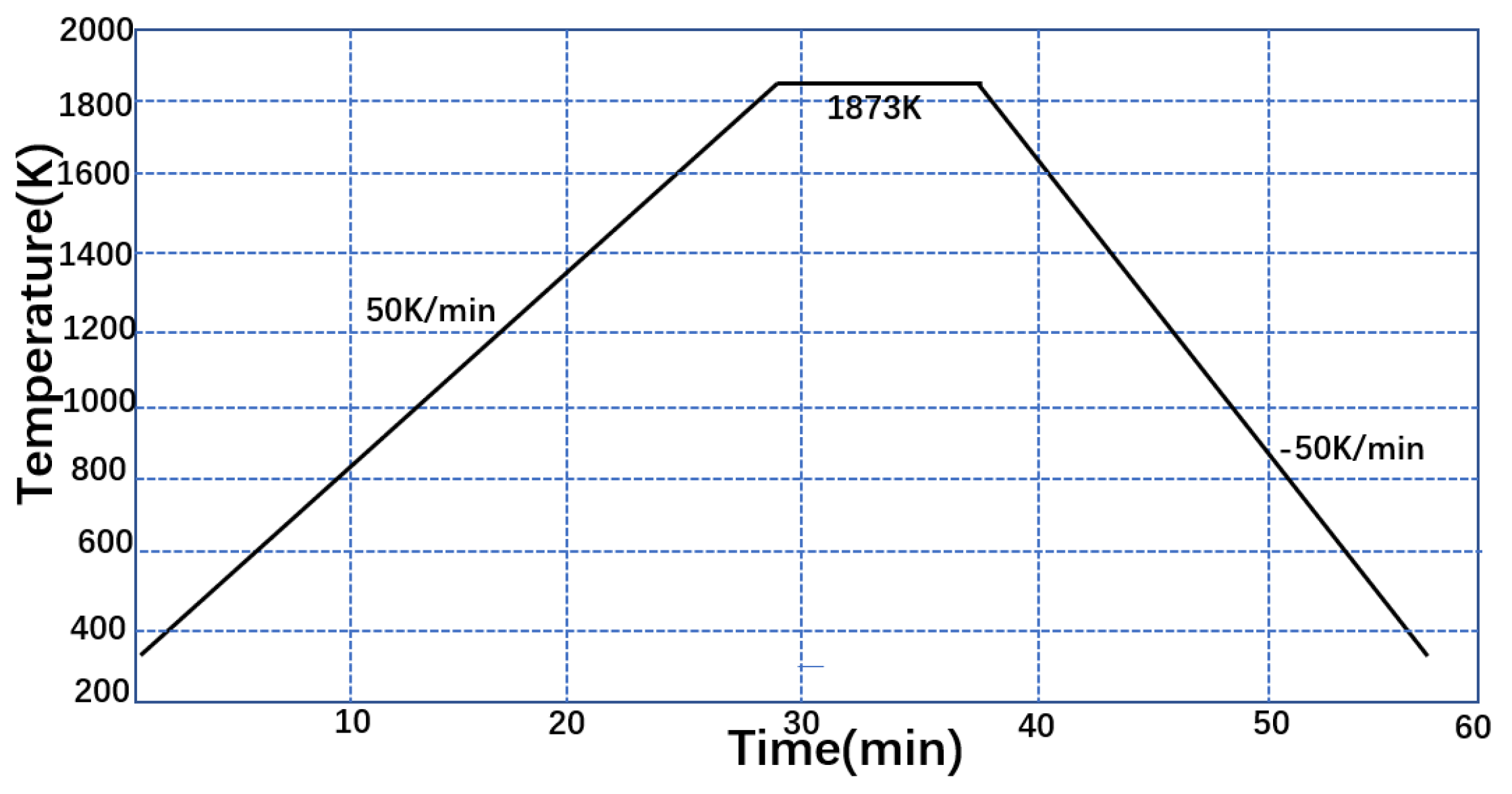
2.2. Experimental Apparatus and Procedure
3. Results
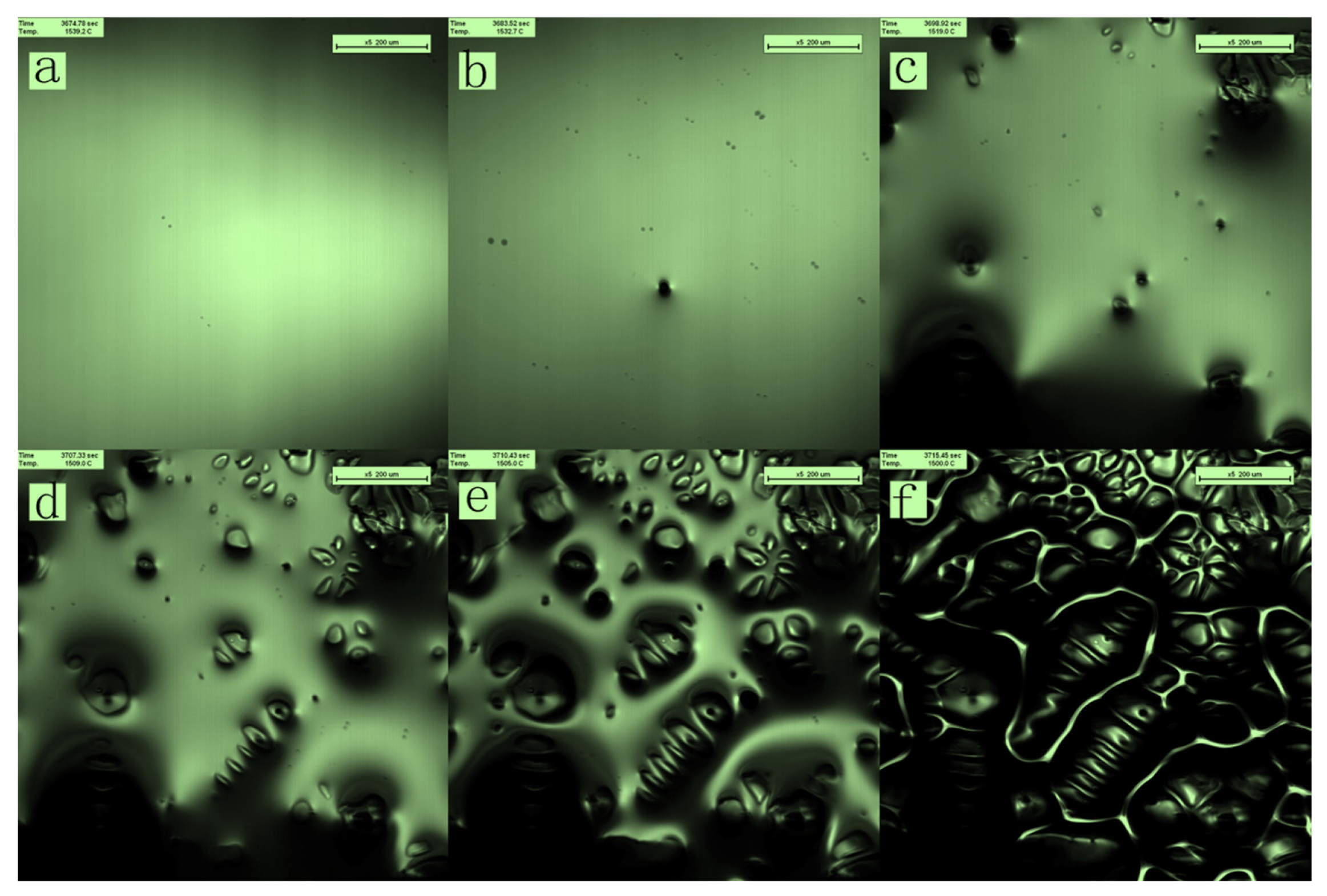
3.1. Solidification Process of Molten Steel
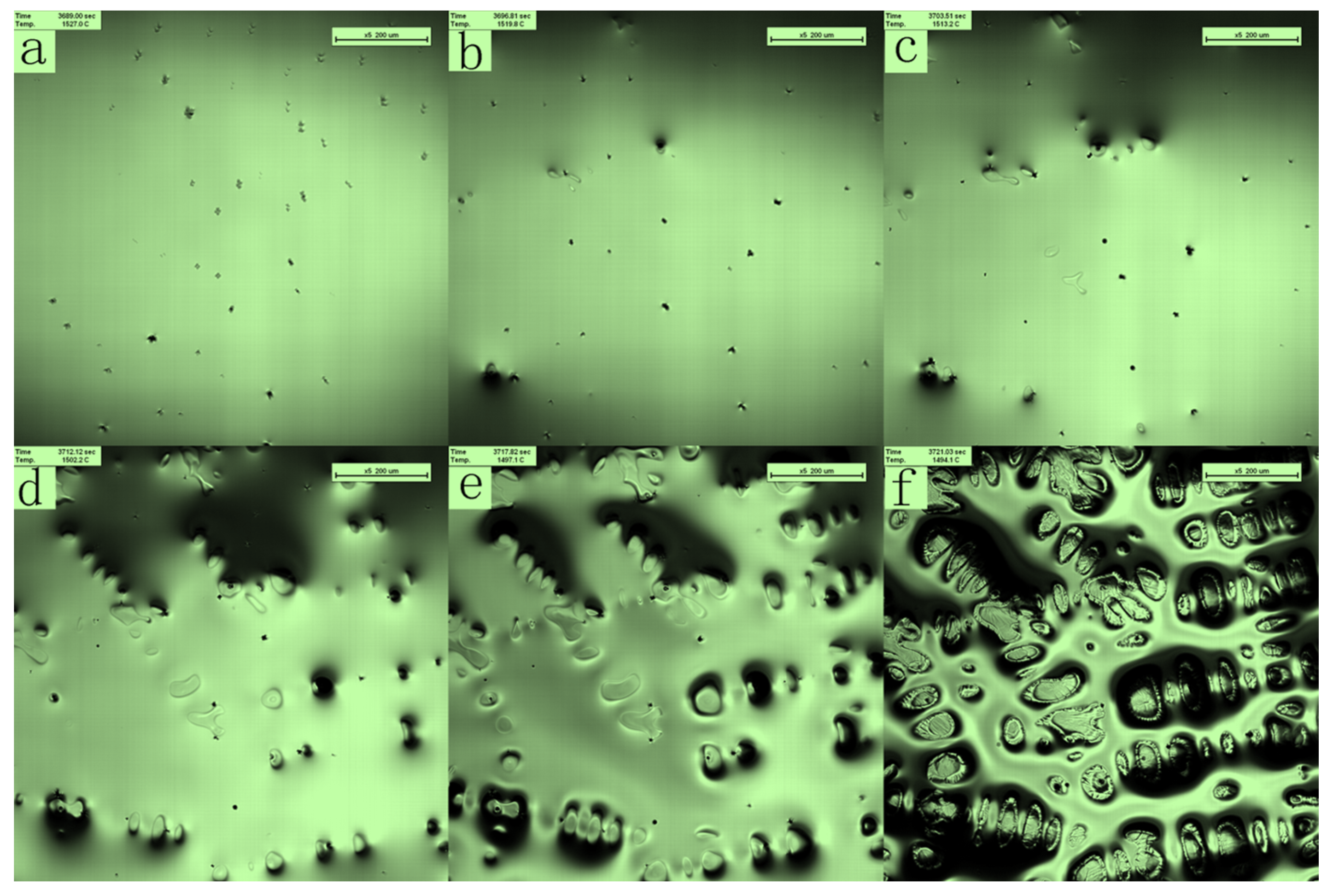
3.2. Migration Behaviour of Inclusions at the Solidification Front
4. Discussions
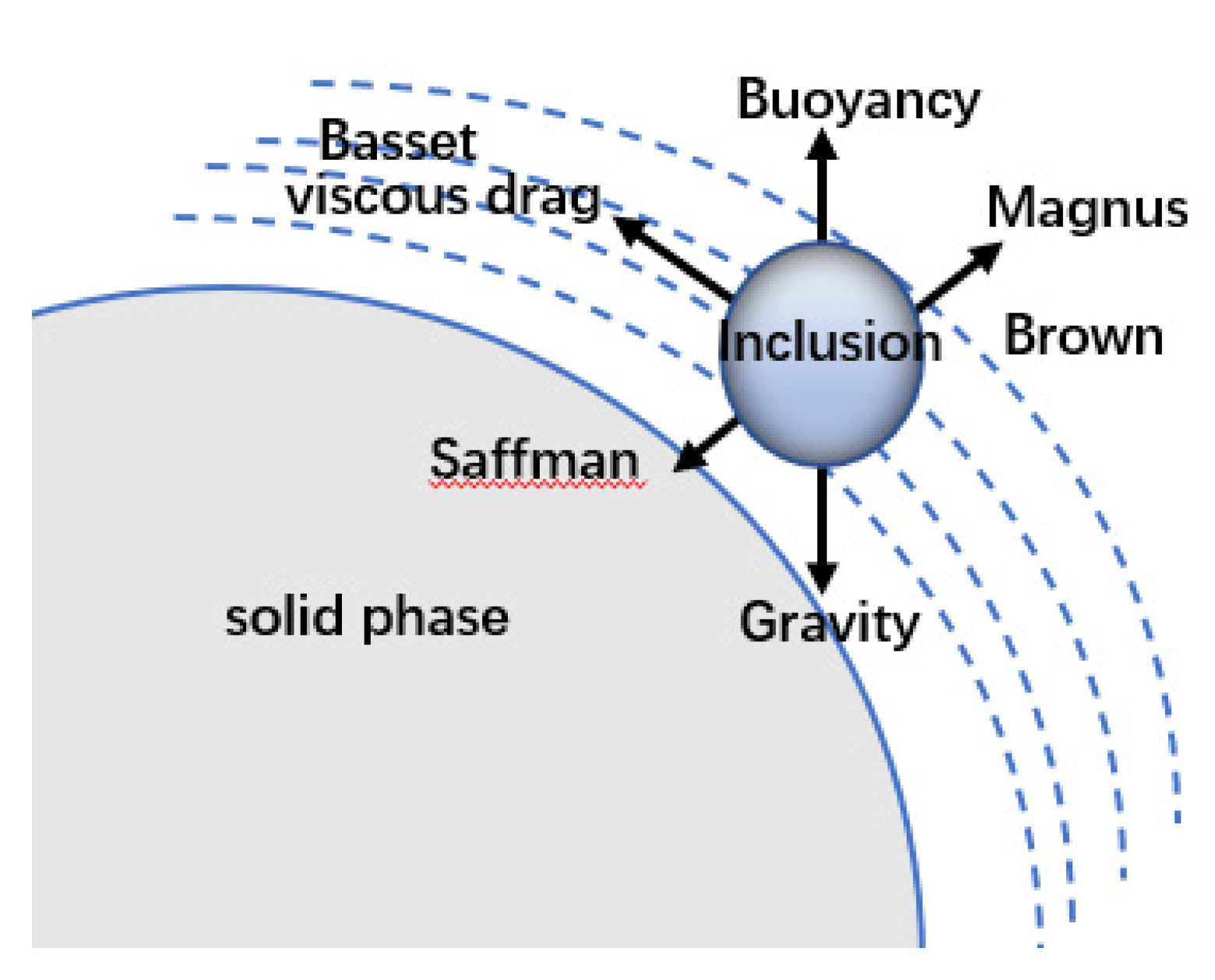
4.1. Analysis of the Inclusion Movement at the Solidification Front
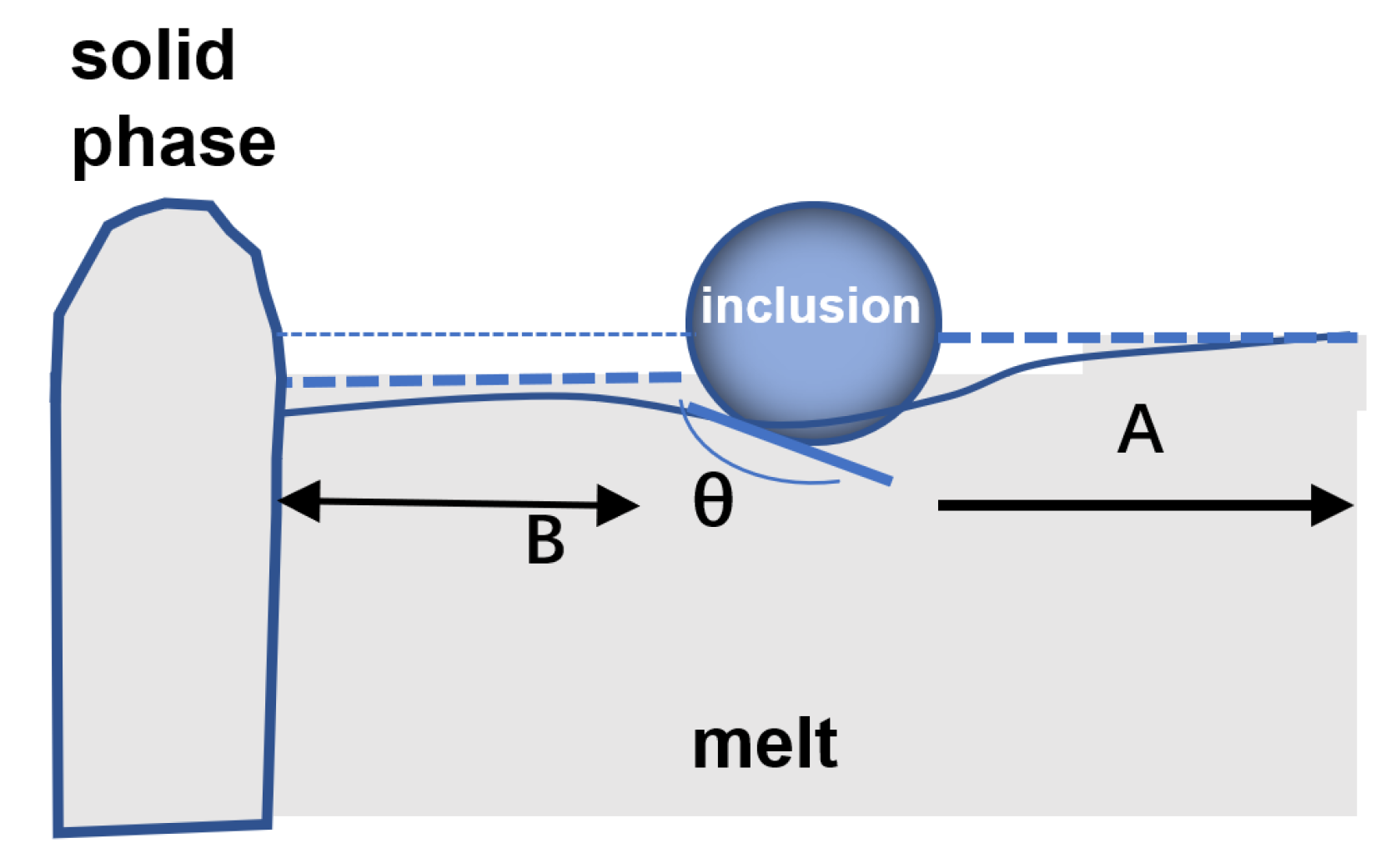
4.2. Nature of the Long-Range Attraction of Inclusions at the Solidification Front
5. Conclusions
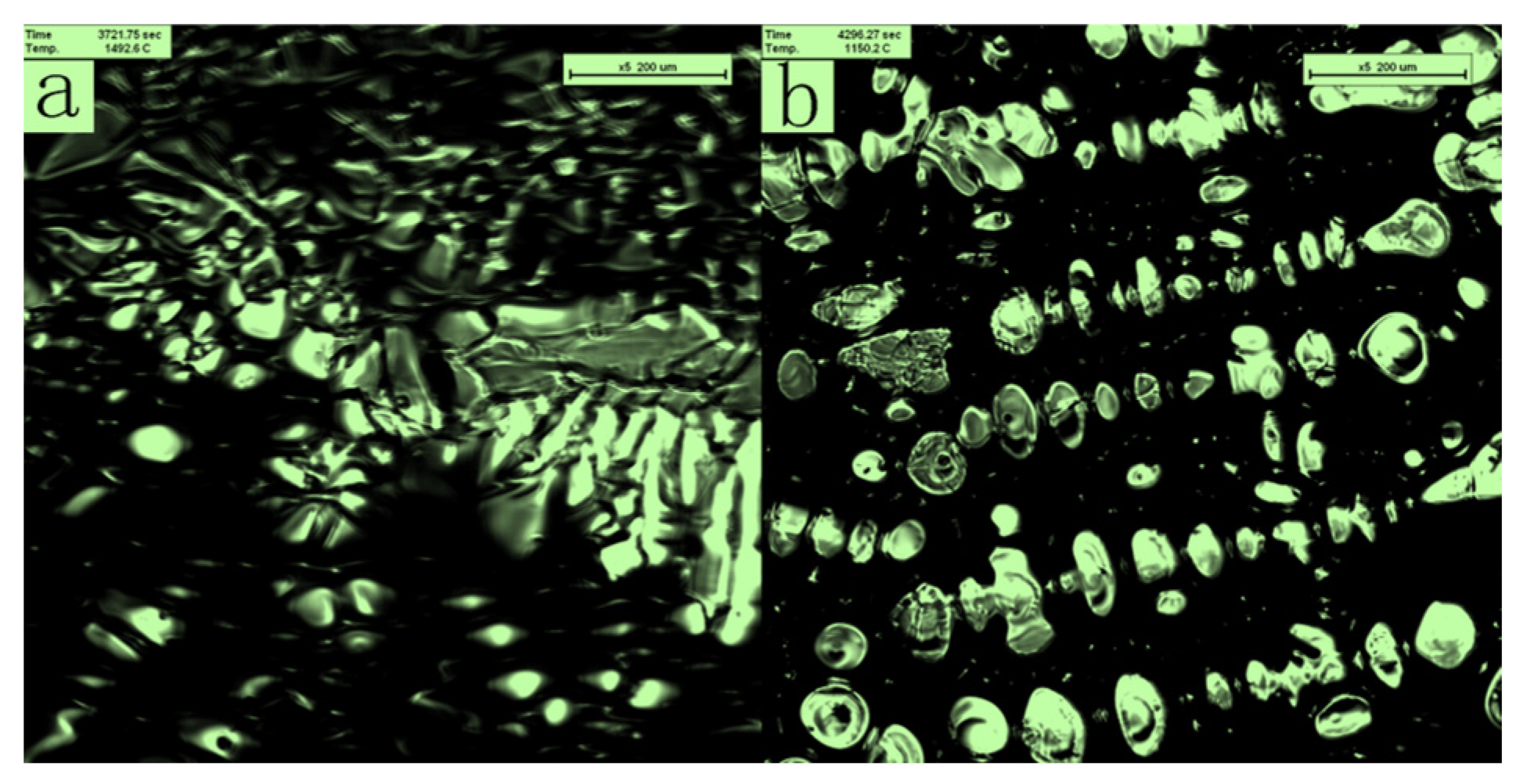
- During the solidification of molten steel, heterogeneous nucleation particles were formed. As solidification progressed, the solidification interface became interconnected and staggered to create a network, and the liquid phase gradually disappeared until solidification was complete.
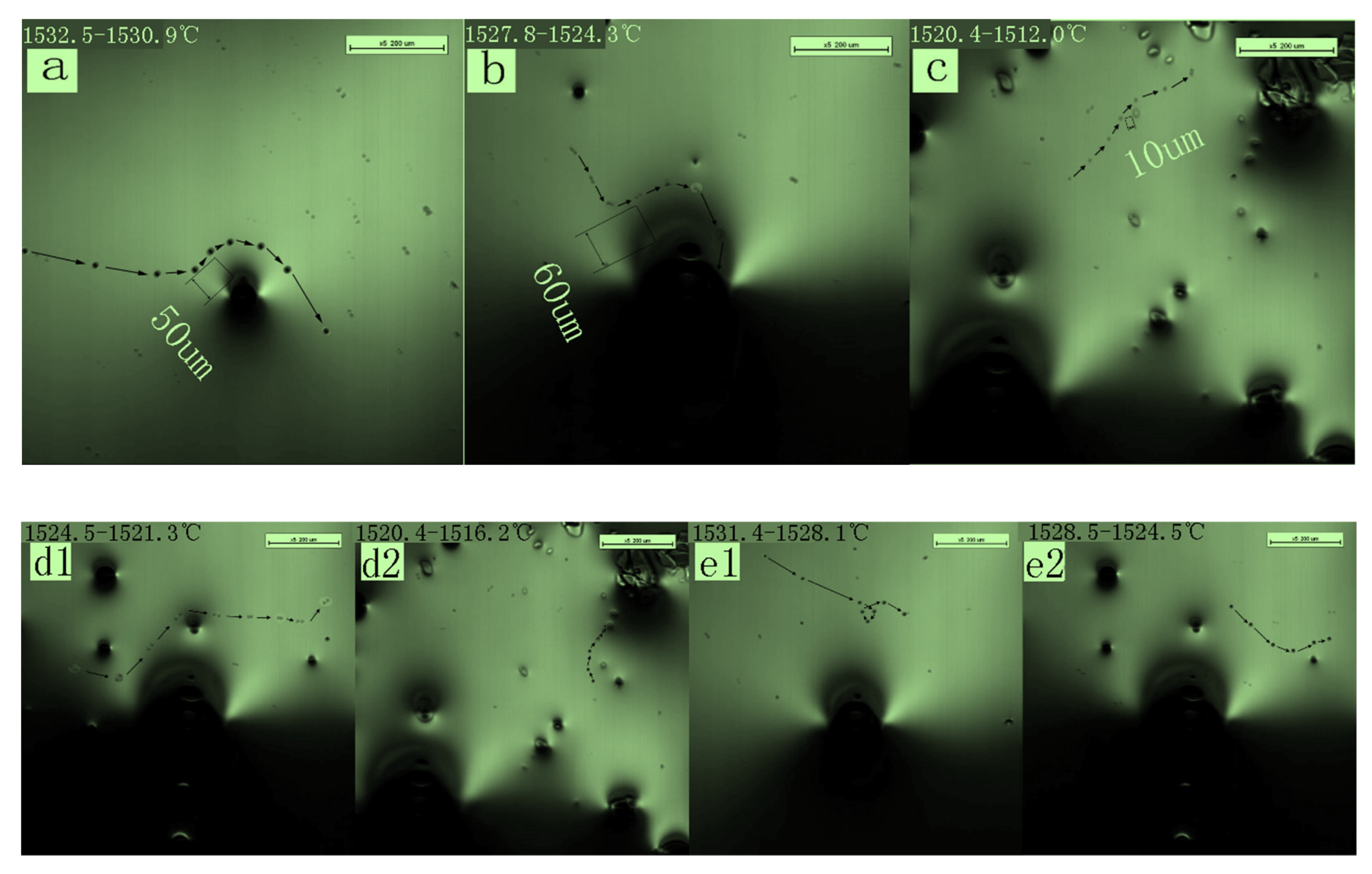
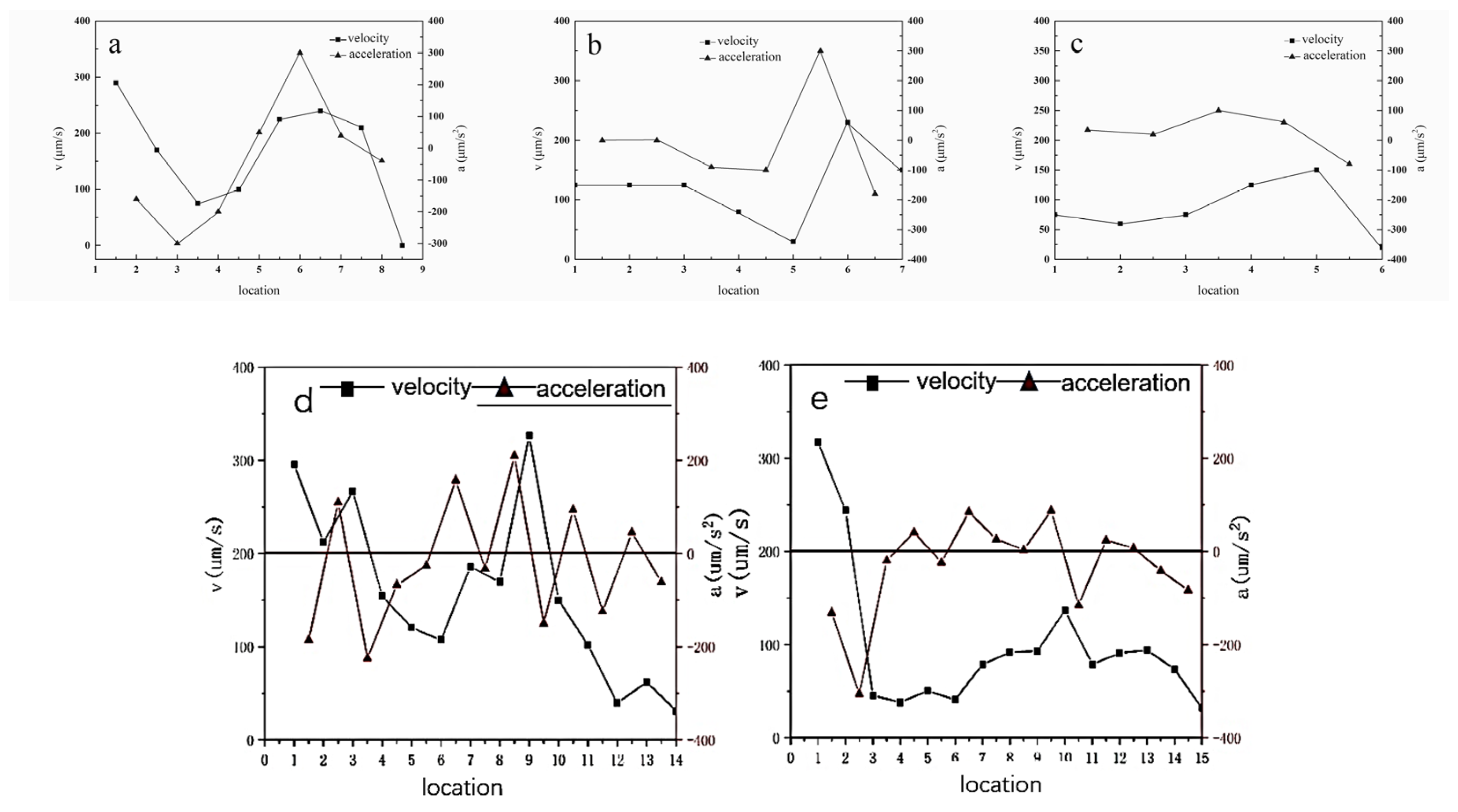
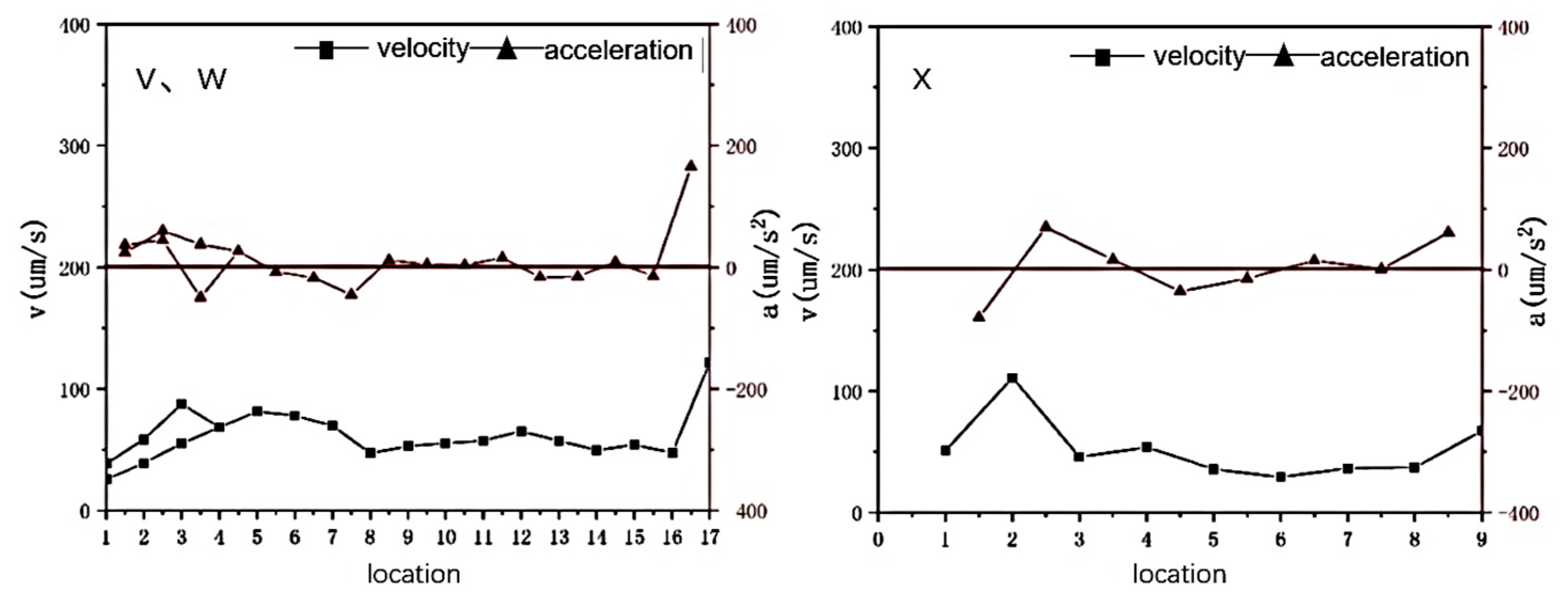
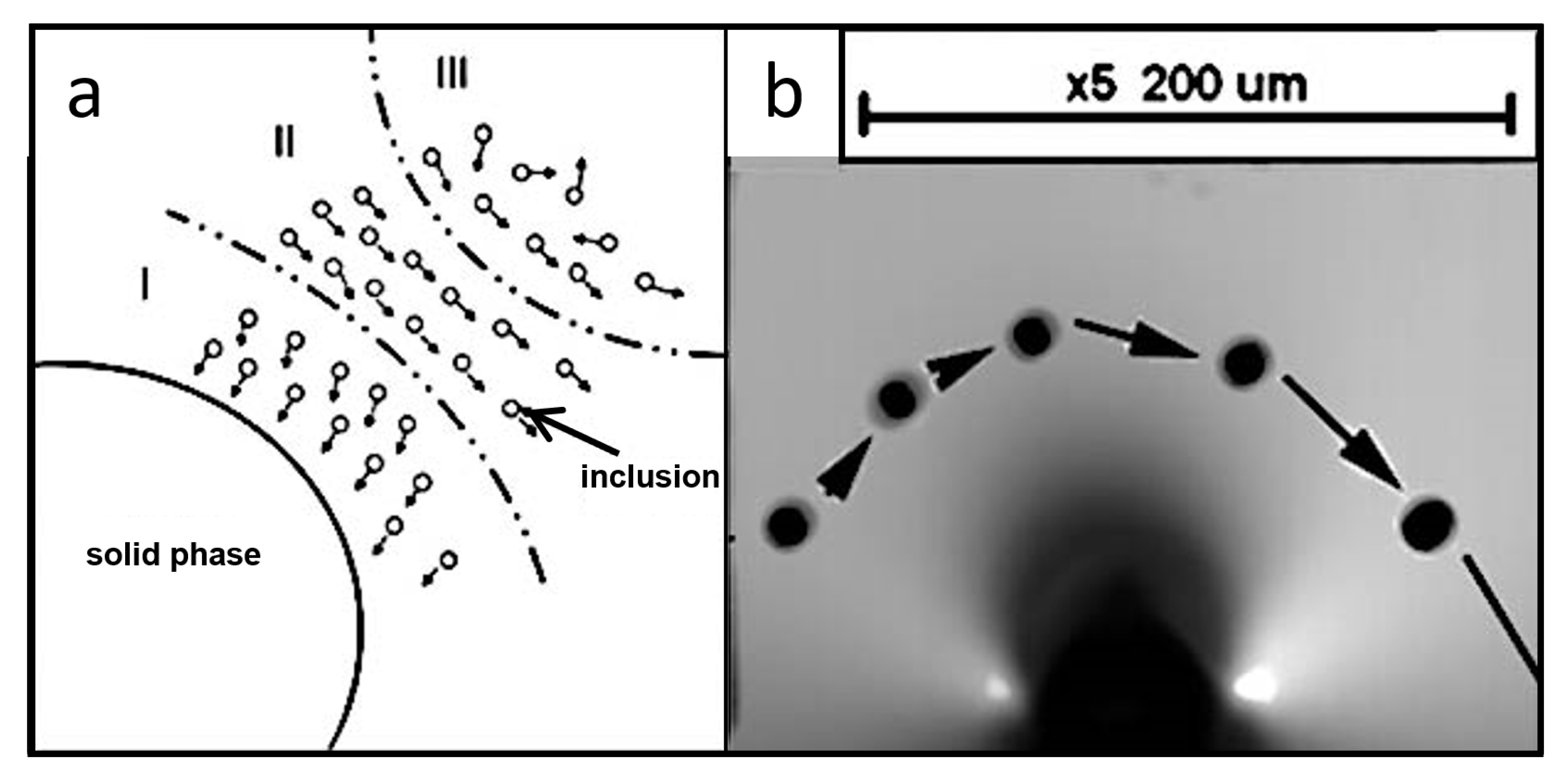
- The migration behavior of inclusions at the solidification interface can be divided into three situations: attraction, repulsion, and no effect, occupying three regions. These are region I near the interface, where the inclusions are attracted and engulfed; region II, where the inclusions are pushed by the solidification interface; and region III, where the inclusions are sufficiently far from the solidification interface, and there is no effect on the migration of inclusions. The velocity of the inclusions decreased significantly when they approached the solidification front, easing entry of the inclusions into the front.
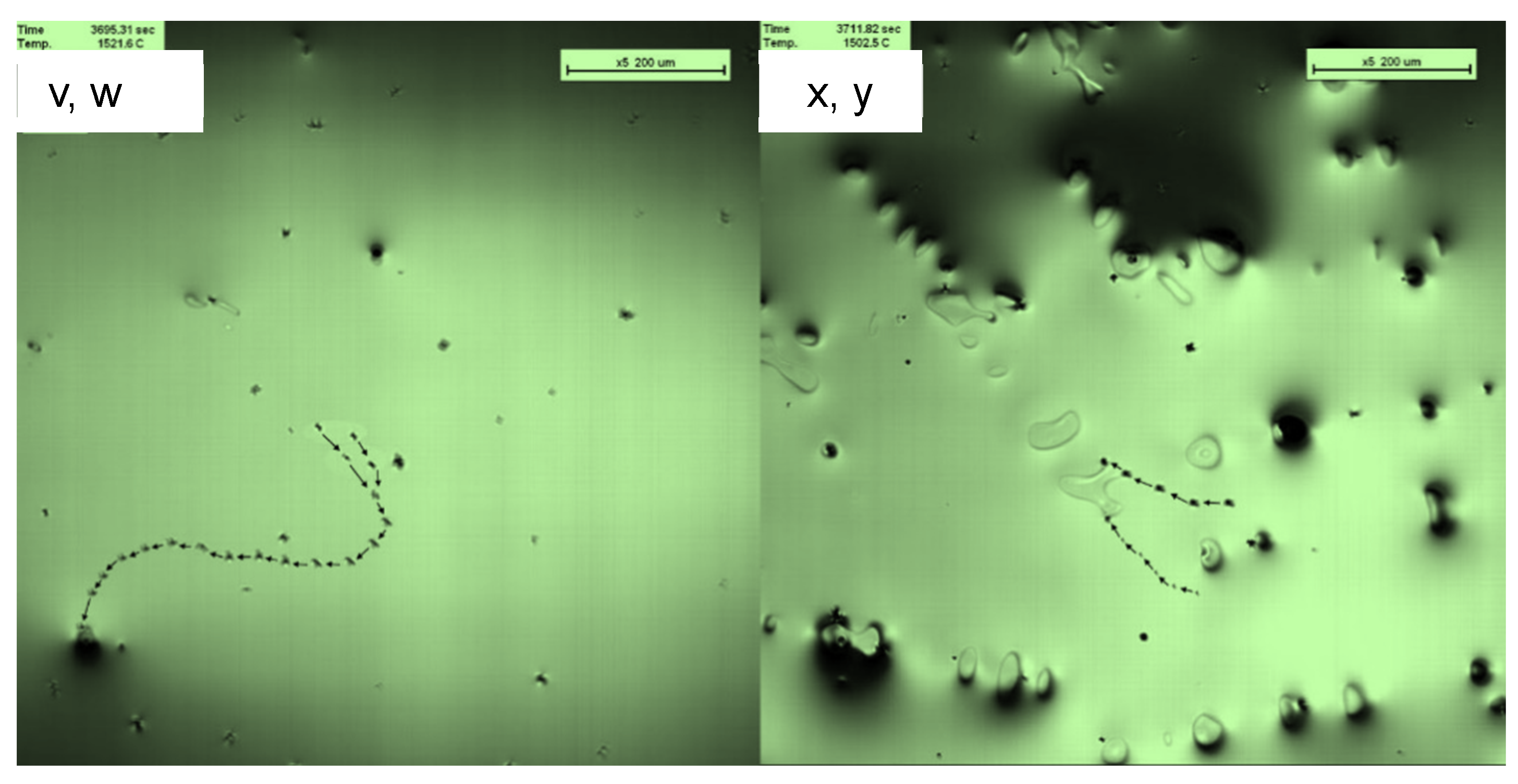
- A pulsed magnetic field was applied during the solidification process to slow the melt flow speed. The solidification front interface tended to be stable, changing from the original growth mode of the dendrite to an equiaxed crystal. The compelling attraction distance of inclusions with a diameter of 6 μm at the solidification interface front increased from 46 μm to 89 μm. Therefore, the effective distance for engulfing inclusions in the solidification front can be increased by controlling the flow of the molten steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gregg, J.M.; Bhadeshiah, K.D.H. Solid-state nucleation of acicular ferrite on minerals added to molten steel. Acta Mater. 1997, 45, 739–748. [Google Scholar] [CrossRef]
- Ma, Z.T.; Janke, D. Characteristics of oxide precipitation solidification of deoxidized steel. ISIJ Int. 1998, 38, 46–52. [Google Scholar] [CrossRef]
- Shim, J.H.; Byun, J.S.; Cho, Y.W.; Oh, Y.J.; Shim, J.D.; Lee, D.N. Hot deformation and acicular ferrite microstructure in C-Mn steel containing Ti2O3 inclusions. ISIJ Int. 2000, 40, 819–823. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S.; Lee, H.G.; Oh, K.S. Evolution of size, composition, and morphology of primary and secondary inclusions in Si/Mn and Si/Mn/Ti deoxidized steels. ISIJ Int. 2002, 42, 1404–1411. [Google Scholar] [CrossRef]
- Yokomizo, T.C.; Enomoto, M.; Umezawa, O.; Spanos, G.; Rosenberg, R.O. Three-dimensional distribution, morphology, and nucleation site of intragranular ferrite formed in association with inclusions. Mater. Sci. Eng. A 2003, 344, 261–267. [Google Scholar] [CrossRef]
- Sarma, D.S.V.; Karasev, A.V.; Jönsson, P.G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef] [Green Version]
- Fattahi, M.; Nabhani, N.; Hosseini, M.; Arabian, N.; Rahimi, E. Effect of Ti-containing inclusions on the nucleation of acicular ferrite and mechanical properties of multiphases weld metals. Micron 2013, 45, 107–114. [Google Scholar] [CrossRef] [PubMed]
- Hu, J.; Du, L.X.; Wang, J.J. Effect of V on intragranular ferrite nucleation of high Ti bearing steel. Scr. Mater. 2013, 68, 953–956. [Google Scholar] [CrossRef]
- Li, X.B.C.; Min, Y.; Yu, Z.; Liu, C.J.; Jiang, M.F. Effect of Mg addition on nucleation of intra-granular acicular ferrite in Al-killed low carbon steel. J. Iron Steel Res. Int. 2016, 23, 415–421. [Google Scholar] [CrossRef]
- Potschke, J.; Rogge, V. On the behaviour of foreign particles at an advancing solid-liquid interface. J. Cryst. Growth 1989, 94, 726–738. [Google Scholar] [CrossRef]
- Casses, P.; Azouni, M.A. Critical velocity of a freezing front interacting with spherical-particles. Int. Commun. Heat Mass Transfer. 1995, 22, 605–615. [Google Scholar] [CrossRef]
- Layachi, H. Effect of shrinkage flow on particle engulfment. Scr. Mater. 2007, 56, 57–60. [Google Scholar]
- Tao, Y.T.; Yeckel, A.; Derby, J.J. Analysis of particle engulfment during the growth of crystalline silicon. J. Cryst. Growth 2016, 452, 1–5. [Google Scholar] [CrossRef]
- Friedrich, J.; Reimann, C.; Jauss, T.; Cröll, A.; Sorgenfrei, T.; Tao, Y.; Derby, J.J.; Friedrich, J.; Reimann, C.; Jauss, T.; et al. Engulfment and pushing of Si3N4 and SiC particles during directional solidification of silicon under microgravity conditions. J. Cryst. Growth 2017, 475, 33–38. [Google Scholar] [CrossRef]
- Lee, J.-M.; Shibata, K.; Asakura, K.; Masumoto, Y. Observation of γ-α transformation in ultralow-carbon steel under a high temperature optical microscope. ISIJ Int. 2002, 42, 1135–1143. [Google Scholar] [CrossRef]
- Yoho, Y.; Takeuchi, H.; Ishikawa, T.; Iwata, N.; Nakanishi, K. Strain-induced boundary migration of carbon steel at high temperatures. Scr. Mater. 2009, 61, 1001–1003. [Google Scholar]
- Shao, X.; Wang, X.; Jiang, M.; Wang, W.; Huang, F. Effect of heat treatment conditions on shape control of large-sized elongated MnS inclusions in desulfurized free-cutting steels. ISIJ Int. 2011, 51, 1995–2001. [Google Scholar] [CrossRef] [Green Version]
- Miao, Z.-J.; Shan, A.-D.; Wand, W.; Lu, J.; Xu, W.-L.; Song, H.-W. Solidification process of conventional superalloy by confocal scanning laser microscope. Trans. Nonferrous Met. Soc. China 2011, 21, 236–242. [Google Scholar] [CrossRef]
- Park, J.-Y.; Jae Wook, R.; Sohn, I.L. In-situ crystallization of highly volatile commercial mold flux using an isolated observation system in the confocal laser scanning microscope. Metall. Mater. Trans. B 2014, 45, 1186–1191. [Google Scholar] [CrossRef]
- Yago, Y.; Tanaka, K.; Nakanishi, K. In-situ observation of grain growth and recrystallization of steel at high temperature. Mater. Sci. Forum 2011, 638–642, 1077–1082. [Google Scholar] [CrossRef]
- Chen, R.C.; Hong, C.; Li, J.J.; Zheng, Z.Z.; Li, P.C. Austenite grain growth and grain size distribution in isothermal heat-treatment of 300 M steel. Procedia Eng. 2017, 207, 663–668. [Google Scholar] [CrossRef]
- Sohn, I.; Dippenaar, R. In-Situ Observation of Crystallization and Growth in High-Temperature Melts Using the Confocal Laser Microscope. Metall. Mater. Trans. 2016, 47, 2083–2094. [Google Scholar] [CrossRef]
- Dippenaar, R.; Bernhard, C.; Schider, S.; Wieser, G. Austenite Grain Growth and the Surface Quality of Continuously Cast Steel. Miner. Met. Mater. Soc. ASM Int. 2013, 45, 409–418. [Google Scholar] [CrossRef] [Green Version]
- Phelan, D.; Reid, M.H.; Dippenaar, R. High Temperature Laser Scanning Confocal Microscopy for real-time studies of phase transformations. Microsc. Microanal. 2005, 11 (Suppl. S2), 670–672. [Google Scholar] [CrossRef] [Green Version]
- Griesser, S.; Dippenaar, R. Enhanced Concentric Solidification Technique for High-Temperature Laser-Scanning Confocal Microscopy. ISIJ Int. 2014, 54, 533–535. [Google Scholar] [CrossRef] [Green Version]
- Reid, M. Dominic Phelan and Rian Dippenaar, Concentric Solidification for High Temperature Laser Scanning Confocal Microscopy. ISIJ Int. 2004, 44, 565–572. [Google Scholar] [CrossRef]
- Shibata, H.; Yin, H.; Yoshinaga, S.; Emi, T.; Suzuki, M. In-situ Observation of Engulfment and Pushing of Nonmetallic Inclusions in Steel Melt by Advancing Melt/Solid Interface. ISIJ Int. 1998, 38, 149–156. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Li, W.; Yao, J.P.; Qiu, H. Effects of pulsed magnetic field on microstructures and morphology of the primary phase in semisolid A356 Al slurry. Mater. Lett. 2012, 66, 190–192. [Google Scholar] [CrossRef]
- Li, Y.J.; Tao, W.Z.; Yang, Y.S. Grain refinement of Al–Cu alloy in low voltage pulsed magnetic field. Mater. Process. Technol. 2012, 212, 903–909. [Google Scholar] [CrossRef]
- Chen, H.; Jie, J.C.; Fu, Y.; Ma, H.J.; Li, T.J. Grain refinement of pure aluminium by direct current pulsed magnetic field and inoculation. Trans. Nonferrous Met. Soc. China 2014, 24, 1295–1300. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, P.H.; Zhou, Q.; Zhan, W.; Jin, F. Effects of pulsed magnetic field on microstructure, mechanical properties and bio-corrosion behavior of Mg-7Zn alloy. Mater. Lett. 2017, 193, 224–227. [Google Scholar] [CrossRef]
- Shao, Q.; Wang, G.; Wang, H.D.; Xing, Z.G.; Fang, C.Y.; Cao, Q.L. Improvement in uniformity of alloy steel by pulsed magnetic field treatment. Mater. Sci. Eng. A 2021, 799, 140–143. [Google Scholar] [CrossRef]
- Zhang, M.N.; Zhang, Q.J. Mini high temperature device with micro area strong magnetic field for microscopic observation. CN203437628U, 19 February 2014. [Google Scholar]
- Cui, Z.M. The Oxide Metallurgy Behaviour in Medium Carbon Steel and the Effect of Pulsed Magnetic Field. Ph.D. Thesis, University of Science and Technology Beijing, Bejing, China, 2017. [Google Scholar]
- Jiang, Y.X. Research and Analysis of a Spherical Particle Rising in the Liquid; Dalian University of Technology: Dalian, China, 2009. [Google Scholar]
- Hatami, M.; Ganji, D.D. Motion of a spherical particle on a rotating parabola using Lagrangian and high accuracy Multi-step Differential Transformation Method. Powder Technol. 2014, 258, 94–98. [Google Scholar] [CrossRef]
- Saffman, P.G. The lift on a small sphere in a slow shear flow. J. Fluid Mech. 1965, 22, 385. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Li, H.; Guo, L. Numerical simulation of the force condition of spherical inclusion particles in liquid steel. J. Univ. Sci. Technol. Beijing 2013, 35, 1437–1442. [Google Scholar]
- Kim, M.M.; Zydney, A.L. Effect of electrostatic, hydrodynamic and Brownian forces on particle trajectories and sieving in normal flow filtration. J. Colloid Interface Sci. 2004, 269, 425. [Google Scholar] [CrossRef]
- Uhlmann, D.R.; Chalmers, B.; Jackson, K.A. Interaction between particles and a solid-liquid interface. Appl. Phys. 1964, 35, 2986–2993. [Google Scholar] [CrossRef]
- Rempel, A.W.; Worster, M.G. The interaction between a particle and an advancing solidification front. J. Cryst. Growth 1999, 205, 427–440. [Google Scholar] [CrossRef] [Green Version]
- Garvin, J.W.; Udaykumar, H.S. Effect of a premelted film on the dynamics of particle–solidification front interactions. J. Cryst. Growth 2006, 290, 602–614. [Google Scholar] [CrossRef]
- Chen, X.H.; Yan, H. Solid–liquid interface dynamics during solidification of Al 7075–Al2O3np based metal matrix composites. Mater. Des. 2016, 94, 148–158. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Han, Q. Interaction between nuclear particles and a solid-liquid interface in Al-4.5Cu alloy. Acta Mater. 2021, 213, 116955–116963. [Google Scholar] [CrossRef]
- Yin, H.; Shibata, H.; Emi, T.; Suzuk, M. ln-Situ Observation of Collision Agglomeration and Cluster Formation of Alumina Inclusion Particles on Steel Melts. ISIJ Int. 1997, 37, 936–945. [Google Scholar] [CrossRef] [Green Version]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Al | Ti | Cr | Mg | Nb | Mo |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 0.06 | 0.34 | 1.46 | 0.0067 | 0.001 | 0.03 | 0.017 | 0.014 | 0.003 | 0.04 | 0.07 |
| Particle | Diameter (µm) | Time (s) | Distance (µm) |
|---|---|---|---|
| a | 6 | 3691.0 | 62 |
| b | 5 | 3692.5 | 60 |
| c | 6 | 3700.9 | 44 |
| d | 5.6 | 3700.4 | 22 |
| e | 5.8 | 3705.4 | 40 |
| v | 5.8 | 3696.8 | 93 |
| x | 6.8 | 3701.3 | 89 |
| y | 6.2 | 3701.8 | 86 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, C.; Wang, F.; Mo, W.; Xiao, P.; Zhang, Q. Migration Behavior of Inclusions at the Solidification Front in Oxide Metallurgy. Materials 2023, 16, 4486. https://doi.org/10.3390/ma16124486
Yan C, Wang F, Mo W, Xiao P, Zhang Q. Migration Behavior of Inclusions at the Solidification Front in Oxide Metallurgy. Materials. 2023; 16(12):4486. https://doi.org/10.3390/ma16124486
Chicago/Turabian StyleYan, Chunliang, Fengming Wang, Wenling Mo, Pengcheng Xiao, and Qingjun Zhang. 2023. "Migration Behavior of Inclusions at the Solidification Front in Oxide Metallurgy" Materials 16, no. 12: 4486. https://doi.org/10.3390/ma16124486