
Microstructure Evolution of the Near-Surface Deformed Layer and Corrosion Behavior of Hot Rolled AA7050 Aluminum Alloy
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mircrostructure Characterization
2.3. Corrosion Test
3. Results
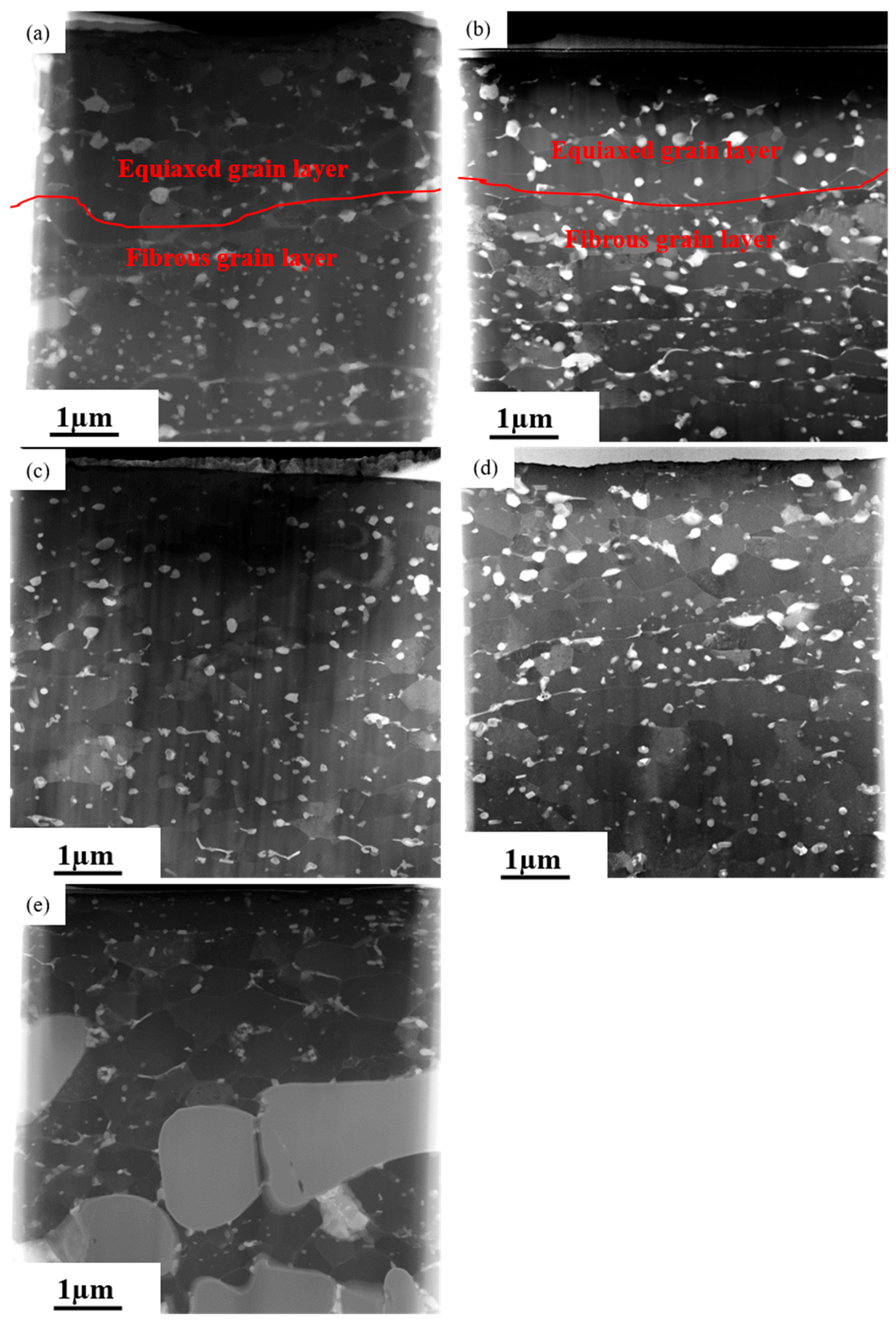
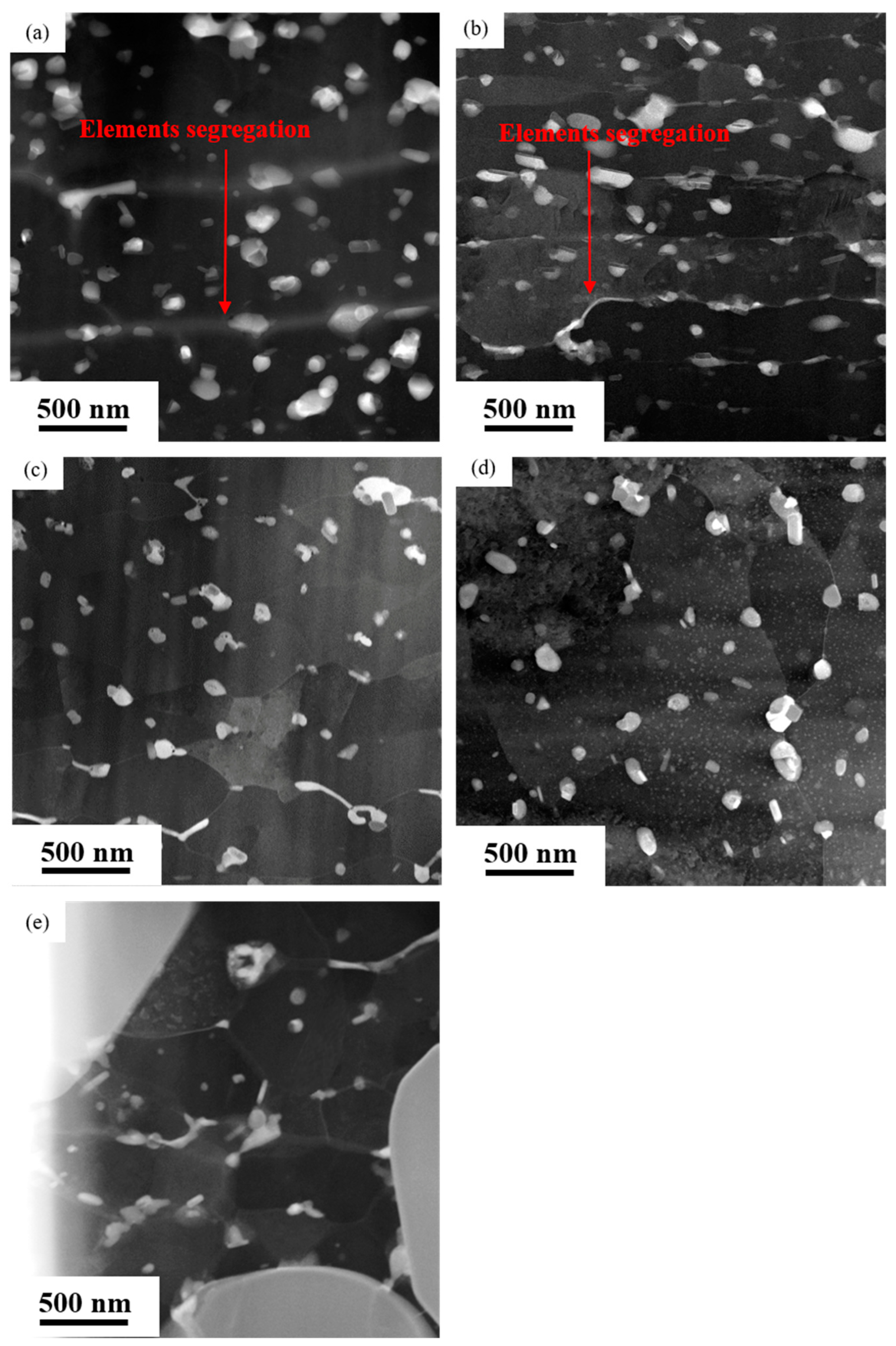
3.1. Microstructure of Near-Surface Deformed Layer on Hot Rolled AA7050 Aluminum Alloy
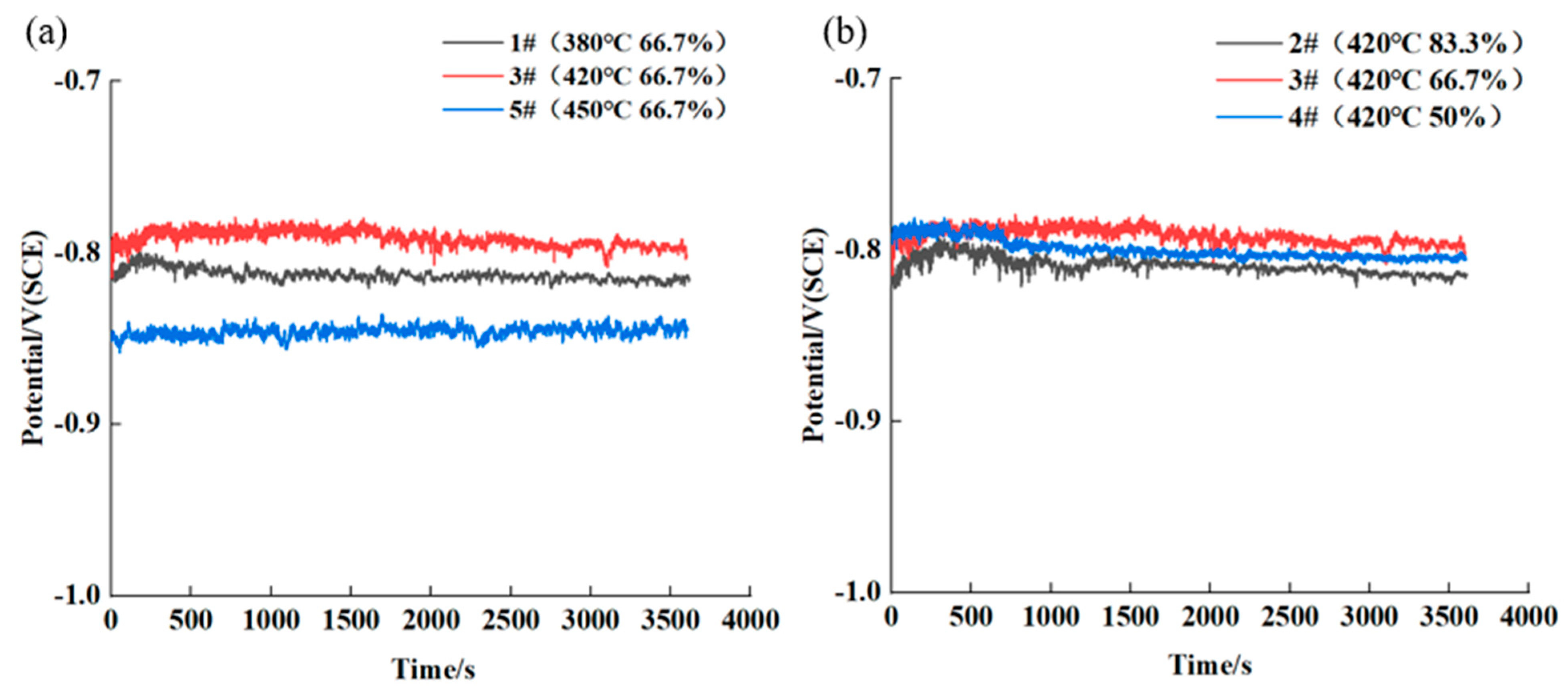
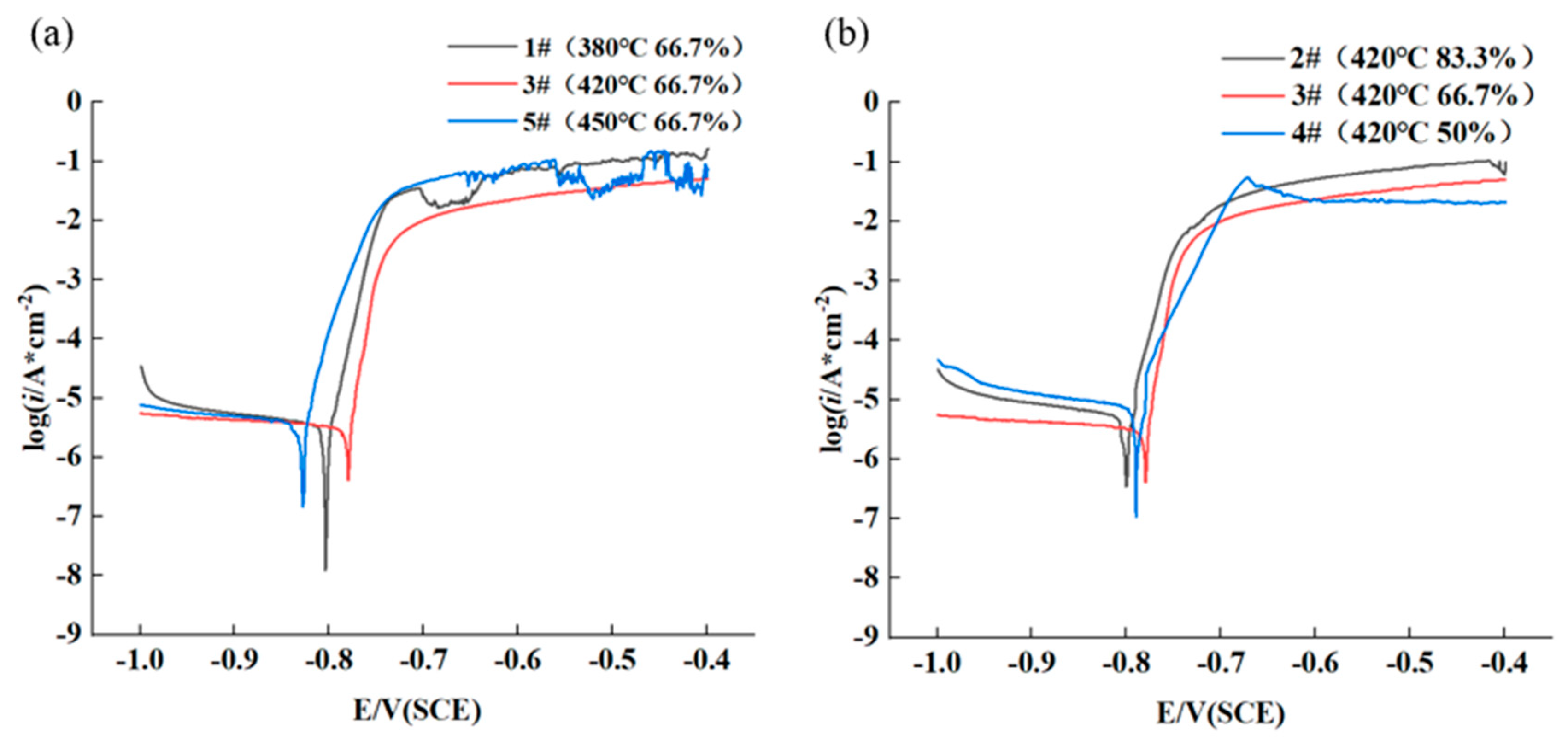
3.2. Electrochemical Corrosion Behavior of Hot Rolled AA7050 Aluminum Alloy
4. Discussion
4.1. Effect of Hot Rolling Parameters on the Near-Surface Deformed Layer
4.2. Effect of Microstructure of Near-Surface Deformed Layer on Corrosion
5. Conclusions
- Under the action of elevated temperature and strain introduced during hot rolling, dynamic recrystallization occurred in the near-surface region, resulting in the generation of equiaxed grains and refinement of grains.
- With the same rolling reduction of 66.7%, and with the reduction of rolling temperature or at the same rolling temperature of 420 °C, the increase of rolling reduction caused the segregation of Cu, Zn and Mg elements to become more serious. This occurred from the near-surface deformed layer near the rolling surface to the entire near-surface deformed layer.
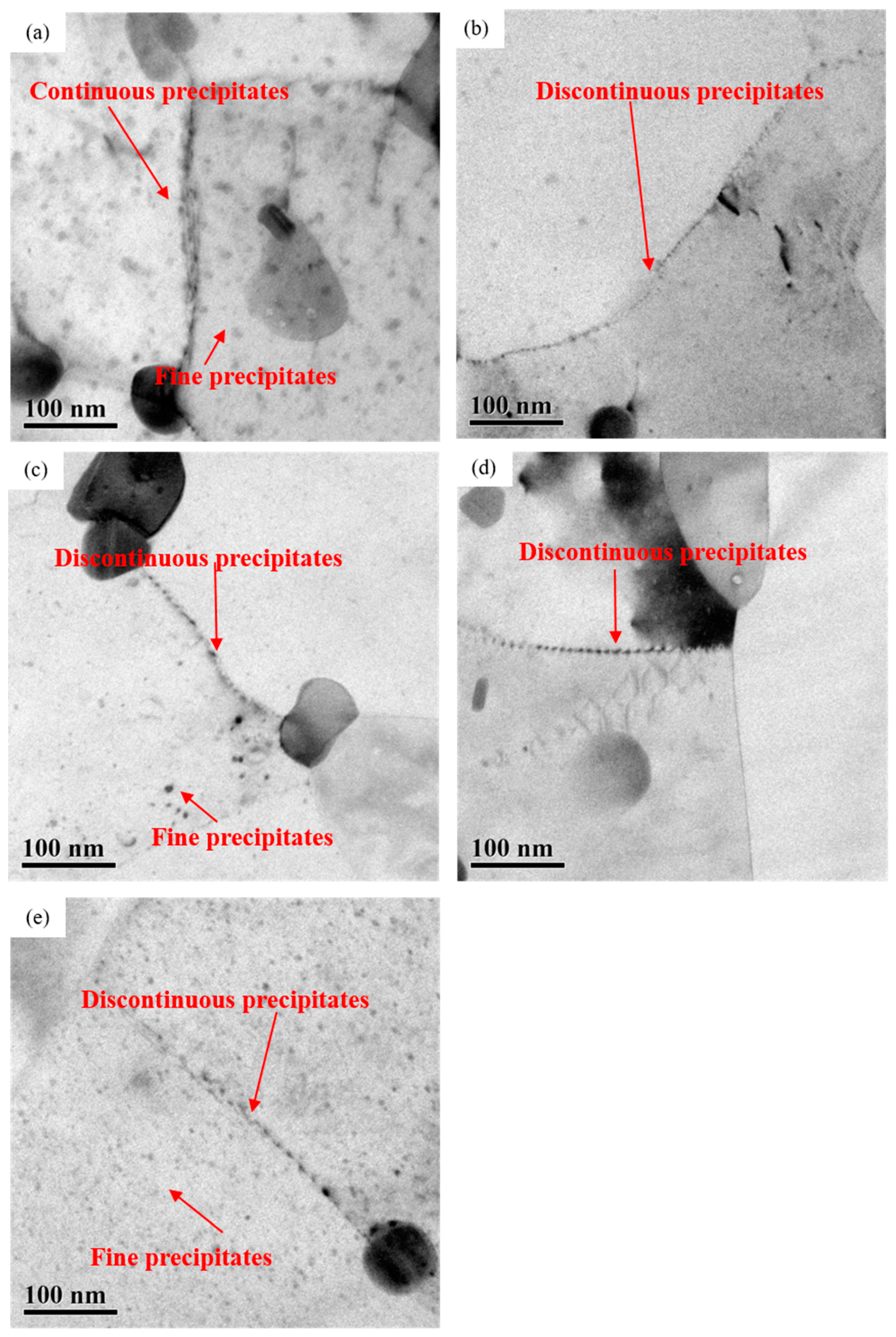
- The density of precipitates in the fibrous grain layer was much higher than that in the equiaxed grain layer due to the elemental segregation and higher density of dislocations in such layers, which provided increased locations as well as higher concentration of solute atoms for nucleation of precipitates.
- The density of the precipitates and dislocations are the key factors affecting the corrosion properties of rolled alloys. With the same rolling reduction, the corrosion resistance mainly depends on the density of precipitates, since it significantly promotes the electrochemical inhomogeneity within the alloy. At the same rolling temperature, the corrosion resistance of the rolled AA7050 aluminum alloy is closely related to the density of dislocations, which also contributes to the initiation of corrosion.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zou, Y.; Wu, X.; Tang, S.; Zhu, Q.; Song, H.; Guo, M.; Cao, L. Investigation on microstructure and mechanical properties of Al-Zn-Mg-Cu alloys with various Zn/Mg ratios. J. Mater. Sci. Technol. 2021, 85, 106–117. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W. Recent development in aluminium alloys for aerospace applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Azarniya, A.; Taheri, A.; Taheri, K. Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective. J. Alloys Compd. 2019, 781, 945–983. [Google Scholar] [CrossRef]
- Senkov, O.; Shagiev, M.; Senkova, S.; Miracle, D. Precipitation of Al3(Sc,Zr) particles in an Al–Zn–Mg–Cu–Sc–Zr alloy during conventional solution heat treatment and its effect on tensile properties. Acta Mater. 2008, 56, 3723–3738. [Google Scholar] [CrossRef]
- Stojanovic, B.; Bukvic; Epler, I. Application of Aluminum and Aluminum Alloys in Engineering. Appl. Eng. Lett. J. Eng. Appl. Sci. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Guo, S.; Liu, Z.; Bai, S.; Ou, L.; Zhang, J.; He, G.; Zhao, J. Effect of rolling temperature on mechanical properties and corrosion resistance of Al-Cu-Mg-Ag alloy. J. Alloys Compd. 2022, 897, 163168. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, D. Investigation of tensile behaviour of cryorolled and room temperature rolled 6082 Al alloy. Mater. Sci. Eng. A 2017, 691, 211–217. [Google Scholar] [CrossRef]
- Wang, D.; Ma, Z.; Gao, Z. Effects of severe cold rolling on tensile properties and stress corrosion cracking of 7050 aluminum alloy. Mater. Chem. Phys. 2009, 117, 228–233. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.; Jia, P.; Bai, S.; Yan, P.; Hu, Y. Dynamic dissolution and texture evolution of an Al–Cu–Mg–Ag alloy during hot rolling. J. Alloys Compd. 2020, 827, 154254. [Google Scholar] [CrossRef]
- Liu, D.-Y.; Li, J.-F.; Liu, T.-L.; Ma, Y.-L.; Iwaoka, H.; Hirosawa, S.; Zhang, K.; Zhang, R.-f. Microstructure evolution and mechanical properties of Al-Cu-Li alloys with different rolling schedules and subsequent artificial ageing heat treatment. Mater. Charact. 2020, 170, 110676. [Google Scholar] [CrossRef]
- Zuiko, I.; Mironov, S.; Kaibyshev, R. Microstructural evolution and strengthening mechanisms operating during cryogenic rolling of solutionized Al-Cu-Mg alloy. Mater. Sci. Eng. A 2019, 745, 82–89. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, Z.; Hu, Y.; Li, S.; Bai, S. Evolution of Goss texture in an Al–Cu–Mg alloy during cold rolling. Arch. Civ. Mech. Eng. 2020, 20, 24. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Zhou, X.; Hashimoto, T.; Zhang, X.; Wang, J. Machining introduced microstructure modification in aluminium alloys. J. Alloys Compd. 2018, 757, 233–238. [Google Scholar] [CrossRef]
- Liu, B.; Zhou, X.; Zhang, X. Orthogonal machining introduced microstructure modification in AA7150-T651 aluminium alloy. Mater. Charact. 2017, 123, 91–98. [Google Scholar] [CrossRef]
- Saklakoglu, N.; Irizalp, S.G.; Akman, E.; Demir, A. Near surface modification of aluminum alloy induced by laser shock processing. Opt. Laser Technol. 2014, 64, 235–241. [Google Scholar] [CrossRef]
- Liu, Y.; Hashimoto, T.; Zhou, X.; Thompson, G.; Scamans, G.; Rainforth, W.; Hunter, J. Influence of near-surface deformed layers on filiform corrosion of AA3104 aluminium alloy. Surf. Interface Anal. 2013, 45, 1553–1557. [Google Scholar] [CrossRef]
- Scamans, G.; Frolish, M.; Rainforth, W.; Zhou, Z.; Liu, Y.; Zhou, X.; Thompson, G. The ubiquitous Beilby layer on aluminium surfaces. Surf. Interface Anal. 2010, 42, 175–179. [Google Scholar] [CrossRef]
- Leth-Olsen, H.; Afseth, A.; Nisancioglu, K. Filiform corrosion of aluminium sheet. Ii. Electrochemical and corrosion behaviour of bare substrates. Corros. Sci. 1998, 40, 1195–1214. [Google Scholar] [CrossRef]
- Leth-Olsen, H.; Nordlien, J.; Nisancioglu, K. Filiform corrosion of aluminium sheet. iii. Microstructure of reactive surfaces. Corros. Sci. 1998, 40, 2051–2063. [Google Scholar] [CrossRef]
- Afseth, A.; Nordlien, J.; Scamans, G.; Nisancioglu, K. Effect of heat treatment on filiform corrosion of aluminium alloy AA3005. Corros. Sci. 2001, 43, 2093–2109. [Google Scholar] [CrossRef]
- Afseth, A.; Nordlien, J.; Scamans, G.; Nisancioglu, K. Effect of thermo-mechanical processing on filiform corrosion of aluminium alloy AA3005. Corros. Sci. 2002, 44, 2491–2506. [Google Scholar] [CrossRef]
- da Silva, R.; Izquierdo, J.; Milagre, M.; Araujo, J.; Antunes, R.; Souto, R.; Costa, I. Electrochemical characterization of alloy segregation in the near-surface deformed layer of welded zones of an Al−Cu−Li alloy using scanning electrochemical microscopy. Electrochim. Acta 2022, 427, 140873. [Google Scholar] [CrossRef]
- Liu, Y.; Laurino, A.; Hashimoto, T.; Zhou, X.; Skeldon, P.; Thompson, G.; Scamans, G.; Blanc, C.; Rainforth, W.; Frolish, M. Corrosion behaviour of mechanically polished AA7075-T6 aluminium alloy. Surf. Interface Anal. 2010, 42, 185–188. [Google Scholar] [CrossRef]
- Gali, O.; Shafiei, M.; Hunter, J.; Riahi, A. The influence of work roll roughness on the surface/near-surface microstructure evolution of hot rolled aluminum–magnesium alloys. J. Mater. Process. Technol. 2016, 237, 331–341. [Google Scholar] [CrossRef]
- Chung, T.-F.; Yang, Y.-L.; Huang, B.-M.; Shi, Z.; Lin, J.; Ohmura, T.; Yang, J.-R. Transmission electron microscopy investigation of separated nucleation and in-situ nucleation in AA7050 aluminium alloy. Acta Mater. 2018, 149, 377–387. [Google Scholar] [CrossRef]
- Bendo, A.; Matsuda, K.; Lee, S.; Nishimura, K.; Nunomura, N.; Toda, H.; Yamaguchi, M.; Tsuru, T.; Hirayama, K.; Shimizu, K.; et al. Atomic scale HAADF-STEM study of η′ and η1 phases in peak-aged Al–Zn–Mg alloys. J. Mater. Sci. 2018, 53, 4598–4611. [Google Scholar] [CrossRef]
- Marioara, C.; Lefebvre, W.; Andersen, S.; Friis, J. Atomic structure of hardening precipitates in an Al–Mg–Zn–Cu alloy determined by HAADF-STEM and first-principles calculations: Relation to η-MgZn2. J. Mater. Sci. 2013, 48, 3638–3651. [Google Scholar] [CrossRef]
- Xu, X.; Zheng, J.; Li, Z.; Luo, R.; Chen, B. Precipitation in an Al-Zn-Mg-Cu alloy during isothermal aging: Atomic-scale HAADF-STEM investigation. Mater. Sci. Eng. A 2017, 691, 60–70. [Google Scholar] [CrossRef]
- Chung, T.-F.; Yang, Y.-L.; Shiojiri, M.; Hsiao, C.-N.; Li, W.-C.; Tsao, C.-S.; Shi, Z.; Lin, J.; Yang, J.-R. An atomic scale structural investigation of nanometre-sized η precipitates in the 7050 aluminium alloy. Acta Mater. 2019, 174, 351–368. [Google Scholar] [CrossRef]
- Zuo, J.; Hou, L.; Shi, J.; Cui, H.; Zhuang, L.; Zhang, J. Enhanced plasticity and corrosion resistance of high strength Al-Zn-Mg-Cu alloy processed by an improved thermomechanical processing. J. Alloys Compd. 2017, 716, 220–230. [Google Scholar] [CrossRef]
- Xiong, H.; Zhou, Y.; Yang, P.; Kong, C.; Yu, H. Effects of cryorolling, room temperature rolling and aging treatment on mechanical and corrosion properties of 7050 aluminum alloy. Mater. Sci. Eng. A 2022, 853, 143764. [Google Scholar] [CrossRef]
- Kanta, P.L.M.; Srivastava, V.; Venkateswarlu, K.; Paswan, S.; Mahato, B.; Das, G.; Sivaprasad, K.; Krishna, K. Corrosion behavior of ultrafine-grained AA2024 aluminum alloy produced by cryorolling. Int. J. Miner. Metall. Mater. 2017, 24, 1293–1305. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, X.; Nilsson, J.-O.; Dong, Z.; Cai, C. Corrosion behaviour of AA6082 Al-Mg-Si alloy extrusion: Recrystallized and non-recrystallized structures. Corros. Sci. 2018, 144, 163–171. [Google Scholar] [CrossRef]
- Peng, Y.; Huang, B.; Zhong, Y.; Su, C.; Tao, Z.; Rong, X.; Li, Z.; Tang, H. Electrochemical corrosion behavior of 6061 Al alloy under high rotating speed submerged friction stir processing. Corros. Sci. 2023, 215, 111029. [Google Scholar] [CrossRef]
- Sedriks, A.; Green, J.; Novak, D. Corrosion behavior of aluminum-boron composites in aqueous chloride solutions. Metall. Trans. 1971, 2, 871–875. [Google Scholar] [CrossRef]
- Mattsson, E.; Gullman, L.-O.; Knutsson, L.; Sundberg, R.; Thundal, B. Mechanism of exfoliation (layer corrosion) of AI-5% Zn-1% Mg. Br. Corros. J. 1971, 6, 73–83. [Google Scholar] [CrossRef]
- Ahmad, Z. Recent Trends in Processing and Degradation of Aluminium Alloys; BoD–Books on Demand: Norderstedt, Germany, 2011. [Google Scholar]
- Chen, S.; Li, J.; Hu, G.-y.; Chen, K.; Huang, L. Effect of Zn/Mg ratios on SCC, electrochemical corrosion properties and microstructure of Al-Zn-Mg alloy. J. Alloys Compd. 2018, 757, 259–264. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Zn | Cu | Zr | Cr | Mn | Si | Ti | Fe | Al | |
|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction/% | 2.08 | 6.07 | 2.21 | 0.11 | 0.02 | 0.10 | 0.12 | 0.04 | 0.12 | Bal. |
| Sample Number | Rolling Temperature/°C | Original Thickness/mm | Thickness After Rolling/mm | Rolling Reduction/% |
|---|---|---|---|---|
| 1# | 380 | 60 | 20 | 66.7 |
| 2# | 420 | 60 | 10 | 83.3 |
| 3# | 420 | 60 | 20 | 66.7 |
| 4# | 420 | 60 | 30 | 50.0 |
| 5# | 450 | 60 | 20 | 66.7 |
| Sample | 1# | 2# | 3# | 4# | 5# |
|---|---|---|---|---|---|
| OCP/mV(SCE) | −815.140 | −815.081 | −802.343 | −804.718 | −844.650 |
| Ecorr/mV (SCE) | −803.528 | −799.255 | −778.503 | −789.642 | −826.569 |
| Icorr/uA×cm−2 (SCE) | 1.77 | 1.58 | 0.891 | 1.26 | 3.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, E.; Pan, Q.; Liu, B.; Ye, J.; Wang, W. Microstructure Evolution of the Near-Surface Deformed Layer and Corrosion Behavior of Hot Rolled AA7050 Aluminum Alloy. Materials 2023, 16, 4632. https://doi.org/10.3390/ma16134632
Liu E, Pan Q, Liu B, Ye J, Wang W. Microstructure Evolution of the Near-Surface Deformed Layer and Corrosion Behavior of Hot Rolled AA7050 Aluminum Alloy. Materials. 2023; 16(13):4632. https://doi.org/10.3390/ma16134632
Chicago/Turabian StyleLiu, Ergen, Qinglin Pan, Bing Liu, Ji Ye, and Weiyi Wang. 2023. "Microstructure Evolution of the Near-Surface Deformed Layer and Corrosion Behavior of Hot Rolled AA7050 Aluminum Alloy" Materials 16, no. 13: 4632. https://doi.org/10.3390/ma16134632