1. Introduction
Furniture design must meet four essential criteria: aesthetic appeal, functionality, durability, and feasibility [
1,
2]. Among the various types of joints used in furniture, corner joints are the most common, connecting vertical and horizontal elements. Recently, there has been a growing interest in ready-to-assemble (RTA) furniture joints, including techniques such as welding [
3,
4,
5], the use of auxetic materials and structures [
6,
7], or shrink-fitting methods [
8,
9,
10].
Numerous studies have investigated the strength and stiffness of L-type corner joints using glued dowels or mechanical fasteners. For instance, in compression and tension tests of single-dowel corner joints with particle board (PB), Zhang and Eckelman [
11] found that tension loads had a higher moment capacity than compression loads. Increasing the dowel diameter or length is directly correlated with enhanced bending strength. When evaluating the flexural strength of multi-dowel joints in PB, Zhang and Eckelman [
12] concluded that a 75-mm spacing between dowels provided the highest moment capacity per dowel. Wan-Qian and Eckelman [
13] conducted tests on screwed and dowelled corner joints under compression and bending, revealing the eccentric bending moment capacity. Their results demonstrated that the moment capacities of the fasteners significantly increased as long as the impact zones did not overlap. Smardzewski and Prekrat [
14] examined the rigidity and strength of disconnected joints used in cabinet furniture, highlighting the importance of trapezoidal joints for optimal rigidity-strength properties, with wood dowels playing a significant role in supporting their strength. Tankut and Tankut [
15] investigated the factors influencing the bending capacity of corner joints constructed with wood biscuits, emphasizing that joint strength mainly relied on edge gluing rather than the glued biscuits themselves.
In these tests, one crucial characteristic of the fasteners used was the minimal external energy required during assembly, making the process easy. The forces were typically applied using screws or eccentrics, such as screwing moments facilitated by screwdrivers [
16,
17]. Zhang et al. [
18] examined the effects of screw diameter and length, loading type, board material, board surface condition, and gluing on the moment resistances of three-screw L-type corner joints under tension and compression loads. Their findings indicated that surfacing PB with synthetic resin and applying glue to the contact surfaces significantly improved the moment resistances of PB joints. The recommended screw diameter for connecting corner joints of case-type furniture was 5 mm with lengths of either 50 mm or 60 mm.
The rising popularity of flat-packed, ready-to-assemble (RTA) furniture has led to a need for creative approaches, particularly for individuals who may lack technical skills or have physical limitations. As a result, new innovative fasteners have been developed with original designs and user-friendly installation and disassembly methods. Computer simulations using the finite element method (FEM) have been employed to model these fasteners [
19]. Furthermore, there are many studies in the literature in which the finite element method has been used in furniture engineering design.
In one study, the strength of a wooden chair was determined under different kinds of loads; then, the same chair was modeled and the stresses at some points under the same loads were determined using FEM. It was reported that the analysis data and experimental data were very similar [
20]. In one study regarding using FEM in the structural analyses of furniture, it was difficult to analyze the stresses that occur in chair frames; but FEM could be used to solve this problem. In this research, a wooden chair frame was modeled and the analysis and design were demonstrated using FEM, and the analysis results were compared to the real test results. In conclusion, it was stated that chair frames can be analyzed using computer-aided structural analysis methods [
21]. The difficulties in using FEM in wood materials have been compared and investigated with performance tests with finite element software [
22]. Experimental tests and FEM analyses were performed for different types of sofa frames constructed of wood and wood-based materials. According to the results, the FEM results were given reasonable estimates regarding the strength properties of sofa frames. As a result, it was also emphasized that the joints are the critical points in furniture and that more durable joints can be made using materials with high bending strength [
23].
Although conventional materials are typically used in furniture fastener production, there is an increasing interest and demand for smart materials. Negative Poisson’s ratio structures were described as early as 30 years ago [
24,
25,
26], offering auxetic materials and structures with desirable mechanical properties, such as shear resistance, indentation resistance, synclastic behavior, varying permeability, high energy absorption, and fracture resistance [
27,
28]. Carneiro et al. [
29] presented theories explaining the deformation behavior of auxetic materials, explored their mechanical properties, and showcased potential applications. Santulli and Langella [
30] shared their experience using auxetic materials in various design objects, including chairs, bags, and seat belts. The structures were modeled as chiral with defined geometrical parameters, and real models were fabricated using neoprene or rubbery materials. Limited studies have explored the use of auxetics in the furniture industry. Smardzewski et al. [
31] aimed to develop a model of an auxetic compression spring for seating furniture constructions. Ren et al. [
32] designed, manufactured, and investigated the first auxetic nails for the wood and furniture industry, finding that auxetic nails did not consistently outperform non-auxetic ones. Tabacu and Stanescu [
33] examined auxetic, anti-tetra-chiral structures designed as tubes subjected to tensile quasi-static loads, establishing theoretical calculation models to estimate the reaction force under tensile loads. Ren et al. [
34] developed a simple tubular structure exhibiting auxetic behavior in both compression and tension by extending a recently proposed design concept for 3D metallic auxetic metamaterials. Zhang et al. [
35] developed a combined tubular structure with tunable stiffness, improving bearing capacity and stability through the length design of the central column. Such design concepts have potential benefits for adaptive structures, smart devices, and applications in the furniture industry. A review of design methods and advanced manufacturing technologies for auxetic tubular structures can be found in [
36]. The challenges and opportunities for applying auxetic tubes are discussed to inspire future research endeavors.
When reviewing the latest literature, it becomes apparent that several auxetic dowel designs have been developed for use in furniture joints, focusing on their mounting forces and withdrawal strengths [
6,
7]. These studies suggest that auxetic dowels could serve as an alternative fastener to traditional wooden dowels in furniture joints. However, the application of auxetic materials in furniture joints remains relatively limited. Therefore, this study aims to leverage the unique property of the negative Poisson’s ratio to design various types of auxetic dowels, facilitating easy insertion and enhanced resistance to pull-out forces in case furniture joints.
The aim of engineering design is to manufacture products in the ideal intersection of technical and economic considerations. Sometimes weak-strength products are strengthened, while sometimes, unnecessary excessive-strength products are reduced to a sufficient strength level, resulting in economic gain. The auxetic dowels within the scope of the study are designed to be used in corner joints of case-type furniture, and they can provide one-time ready-to-assemble (RTA) constructions. Furthermore, the auxetic dowels have advantages over the other fasteners commonly used in the furniture industry. These are:
significantly lower cost,
ease of assembly,
reducing production operations and diversity,
there is no need for any tools for assembly, it can be easily assembled by hand.
In this context, it could be said that the use of auxetic dowels as an alternative to traditional fasteners will provide significant technical and economic advantages to consumers and manufacturers. Accordingly, this study aims to design and produce different types of auxetic dowels using 3D printing technology and analyze the strength and stiffness of L-type corner joints connected with these dowels through theoretical, experimental, and numerical methods.
2. Materials and Methods
Figure 1 shows a flowchart illustrating the universality of the methodology used in this study.
In the methodology of the study; in the first stage, the design, analysis, and production of the auxetic dowels were carried out. In the second stage, the elastic properties of the produced dowels and the elastic and mechanical properties of the material (PA12) used in the production of the dowels were determined. In the next step, the strength and stiffness of the corner joints connected with the designed and manufactured dowels were experimentally, numerically, and theoretically analyzed. In the last stage, the results obtained from the experiments, numerical analyses, and theoretical calculations were compared and interpreted.
2.1. Design, Production, and Elastic Properties of the Auxetic Dowels and PA12
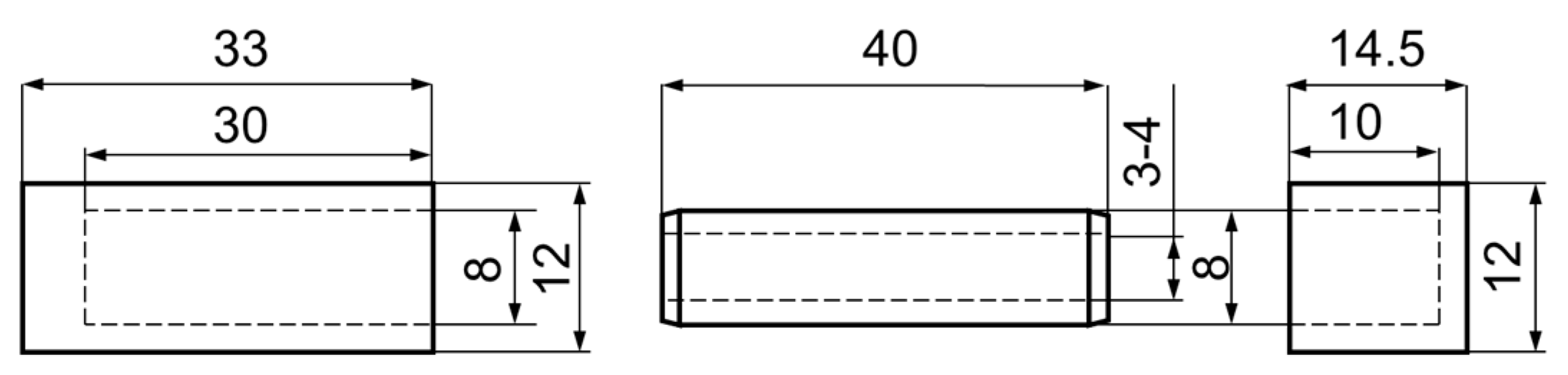
The purpose of the study was to design 8 types of auxetic dowels with different geometric patterns and 1 non-auxetic dowel with appropriate face (FM) and butt (BM) sizes as fasteners for corner joints in case furniture. The auxetic dowels were designed to include two types of inclusions (T: triangular and R: rectangular), two different inclusion sizes (A = 0.4 mm, B = 0.5 mm for rectangular inclusions, and A = 1 mm, B = 2 mm for triangular inclusions), and two different dowel hole diameters (3 and 4 mm). All of the designed dowels were 40 mm long and 8 mm in diameter; the corresponding butt muffs were 33 mm long and 12 mm in diameter, while the face muffs were 14.5 mm long and 12 mm in diameter. The general view of all types of auxetic surface dowels with different patterns and face and butt muffs is given in
Figure 2, while the dimensions of the dowel and muffs are given in
Figure 3.
For comparison purposes, a non-auxetic full dowel was designed as a reference dowel. The reference dowel was designed without inclusions on the surface (smooth surface), and there was no hole inside the dowel. Auxetic dowels were patterned with triangular and rectangular (rectangles with semicircles at two ends) inclusions of auxetic surfaces and with holes. The pattern on the entire dowel surface consisted of repeating each geometric inclusion configuration in the longitudinal and circumferential directions. The inclusion size factor has been described as the dimension of a single triangular or rectangular gap. All other dimensions depend on these gaps and their periodicity. Detailed inclusion sizes and cross-sections of the designed dowels are given in
Figure 4.
3D models were first created using Autodesk Inventor v 2023.3 software during dowel production. Then, based on the CAD models, STP and STL models were prepared for numerical calculations and 3D printing. Finally, 3D printing selective laser sintering (SLS) technology was used in an EOS P396 printer (EOS GmbH, Munich, Germany) to produce the nine designed dowel types and corresponding muffs. The designed dowels were printed using polyamide EOS PA12—Polyamide 12 (EOS GmbH, Munich, Germany). It should be noted that the minimum link length of the designed auxetic dowel was only 1.1 mm, and this value approached the limit (1 mm) of the 3D printing company for manufacturing the dowels and muffs. The exact diameter of the dowel and the inner diameter of the muff was individually measured with a digital caliper. Uniaxial compression tests were performed on all dowel groups to calculate the coefficient of friction and the Poisson’s ratio of the dowels. In order to obtain the Poisson’s ratio of the dowels, a reference ruler was placed behind the dowels. Two pictures of the dowels were taken, one before loading and the other at the time of 2-mm deformation in the vertical (Y) direction. Then, dowel strains in vertical and horizontal directions were analyzed using National Instruments IMAQ Vision Builder v6.1 software (National Instruments, Austin, TX, USA). Poisson’s ratios were calculated by applying the edge detection method in the digital image analysis. Since the methodology for determining the coefficients of friction has been described in detail in [
6,
7], only the final results of the calculations in
Table 1 are presented in this part of the paper. They were used for further numerical calculations.
In the study, we used eight types of auxetic dowels with triangular and rectangular inclusions and a reference non-auxetic dowel. The real pictures of the produced auxetic dowels are shown in
Figure 5.
The mechanical and elastic properties of the PA12 material were determined in tensile tests according to the ASTM D3039/D3039M–17 [
37] (
Table 2). The dimensions and actual image of the tensile test specimen are shown in
Figure 6.
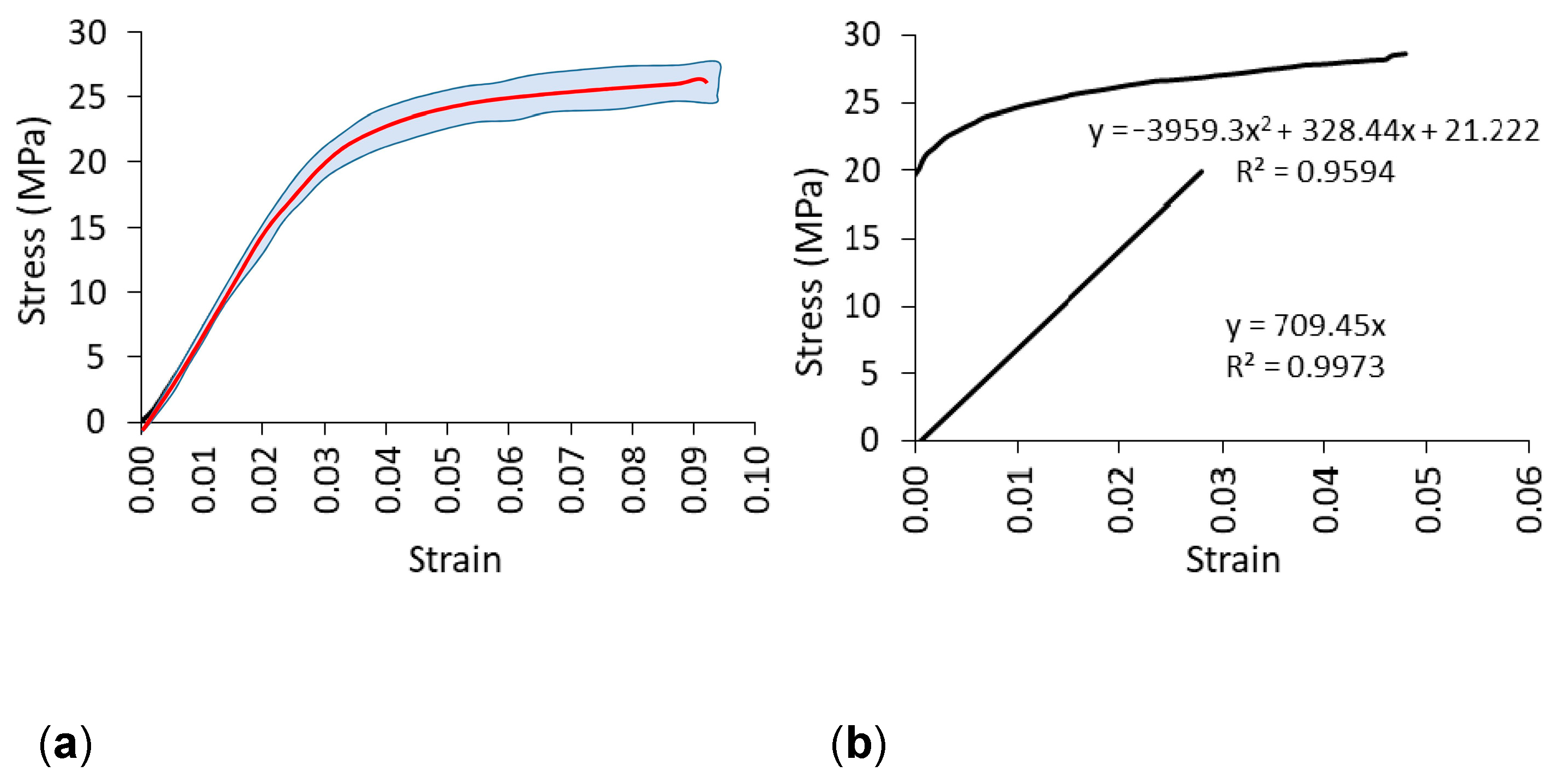
Tensile samples were also printed using an EOS P396 printer (EOS GmbH, Munich, Germany) with a dimensional tolerance of 0.3 mm. A total of 10 samples were prepared. Tensile tests were performed on a numerically controlled Zwick 1445 universal testing machine (Zwick Roell AG, Ulm, Germany) with a 10 kN capacity. The loading rate was 10 mm/min. During the tests, strain and strain shortening at the center of the specimens were recorded using the Digital Image Correlation and Tracking method (DICT) using the Dantec system (Dantec Dynamics A/S, Skovlunde, Denmark). In order to include the plasticity properties of the material in numerical calculations, the experimental stress-strain relationship for polyamide (PA12) after exceeding the linear elastic range was determined (
Figure 7). First, the linear elastic range was determined to establish the linear equation for this section. As shown in
Figure 7, the slope of the line corresponds to the value of the modulus of linear elasticity for polyamide equal to
= 709 (standard deviation SD = 41) MPa, tensile strength
= 25 MPa (SD = 1.1 MPa), and Poisson’s ratio
= 0.23 (SD = 0.01). Then, the true stress
and the logarithmic plastic strain
, required in the finite element method (FEM) algorithm were calculated using the equations [
6,
7] given below:
where
true stress,
logarithmic strain,
= modulus of elasticity of polyamide,
= engineering stress, and
= engineering strain. For the plastic range in
Figure 7b above the straight line, the graph for
was plotted.
2.2. Mounting and Preparation of the L-Type Corner Joint Specimens
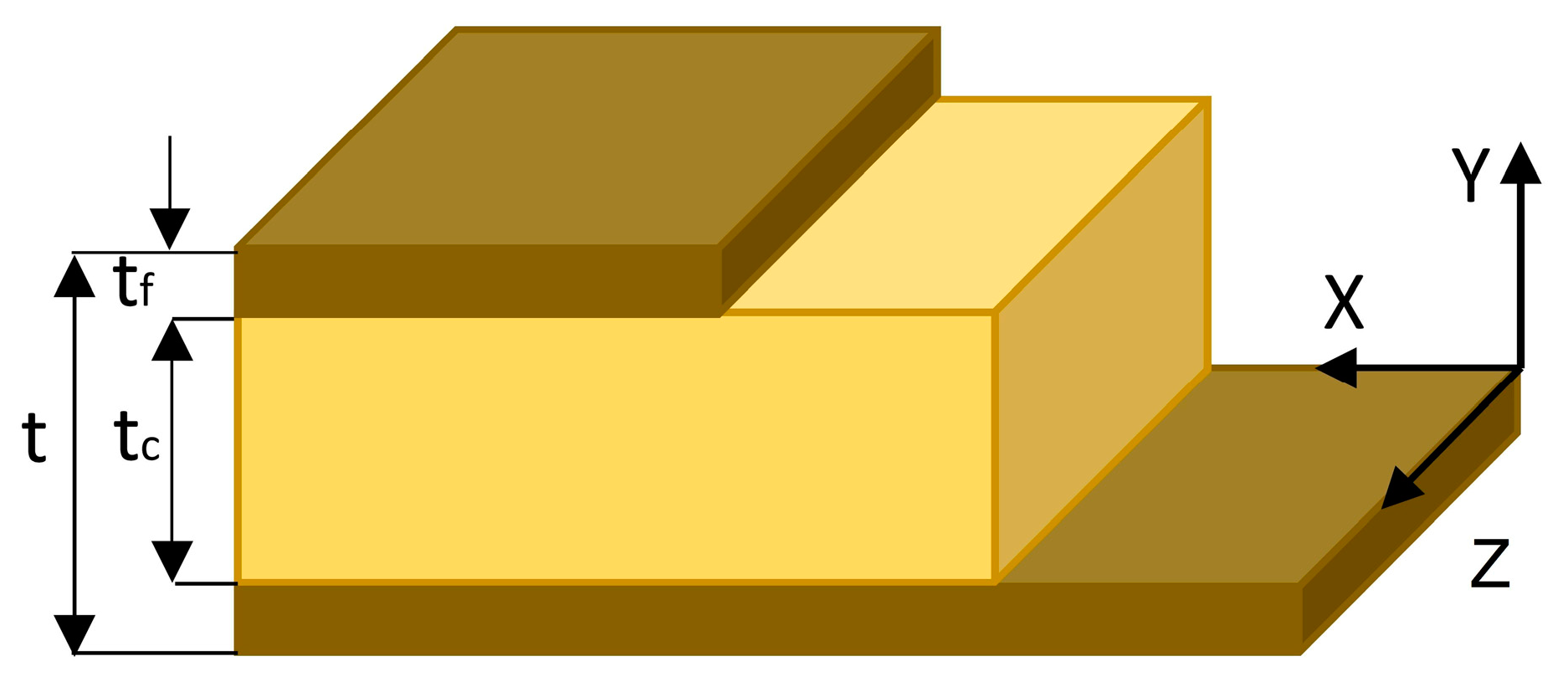
L-type corner joint specimens were prepared from three layers (
Figure 8) of particleboard (PB) commonly used in case furniture construction. The PB materials were purchased from commercial suppliers. Some physical and mechanical properties of the PB used are presented in
Table 2 [
38].
The L-type specimens consisted of two structural members: a face member and a butt member. The face member measured 270 mm long, 150 mm wide, and 18 mm thick, while the butt member measured 270 mm long, 132 mm wide, and 18 mm thick. The members were joined together with two auxetic dowels without adhesive. The auxetic dowel corner connections provide a one-time ready-to-assemble (RTA) connection. The general configuration of the L-type corner joint specimens is shown in
Figure 9.
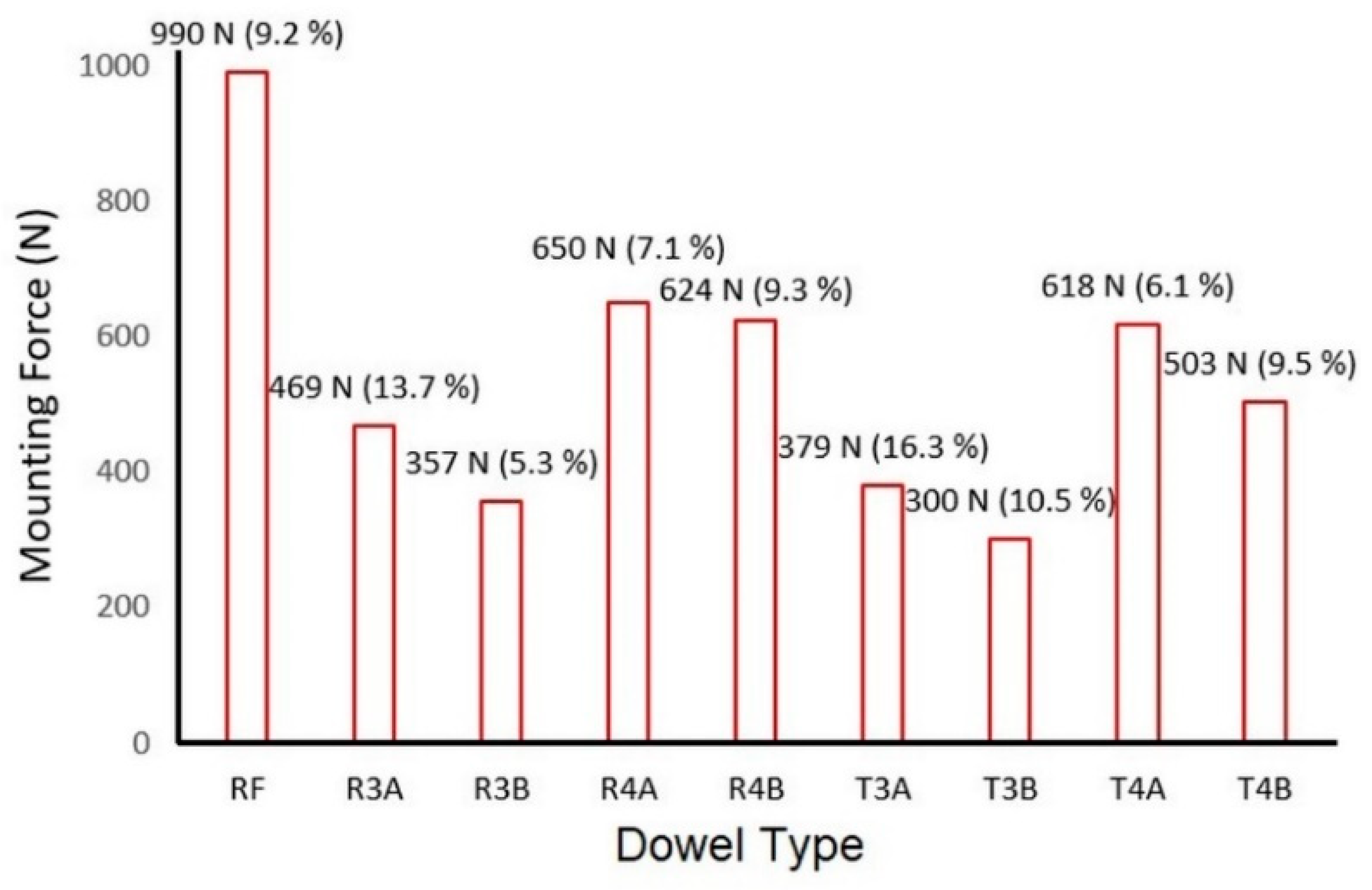
During the assembly of the specimens, holes 12 mm in diameter and 14.5 mm deep were first drilled into the face piece and holes 33 mm deep were drilled into the butt piece of the specimens to insert the face and butt muffs. The face and butt muffs were then fully inserted and bonded to the holes using Jowat
® UniPUR 687.22 melamine-based adhesive (Jowat Swiss AG, Buchrain, Switzerland). Prior to assembly, the dowels were manually inserted into the muffs placed on the face members. A Zwick 1445 universal testing machine (Zwick Roell AG, Ulm, Germany) with a loading rate of 10 mm/min was used to determine the dowel assembly forces (
Figure 10).
A total of 180 L-type corner joint specimens were prepared and tested, 10 per each type of joint. The experimental design of the study is shown in
Table 3.
Prior to testing, corner joint specimens were stored for at least one month in a conditioning chamber at 20 °C ± 2 °C and 65% ± 3% relative humidity in order to avoid MC variations.
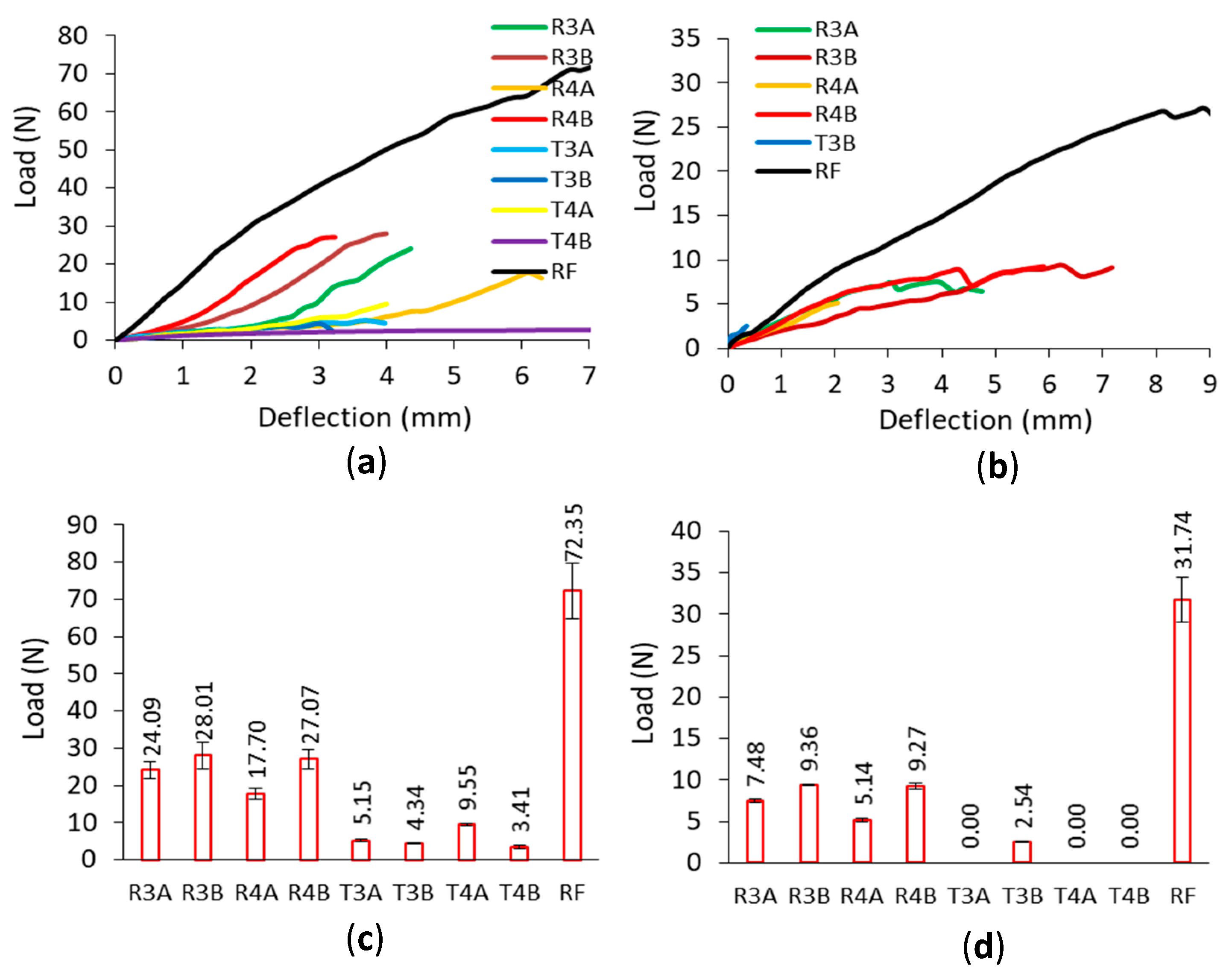
2.3. Tension and Compression Testing of the L-Type Corner Joint Specimens
Corner joints of case furniture are often subjected to compressive forces, which tend to open the joint, and tensile forces, which tend to close the joint, during usage. Bending moments occur at the corner joints under compression and tension loading conditions. In this study, these two important loading models were preferred as the test method to determine the strength and stiffness of L-type corner joints with auxetic dowels. Diagonal compression and tension tests of the L-type corner joint specimens were also performed on a numerically controlled Zwick 1445 universal testing machine (Zwick Roell AG, Ulm, Germany) with a 10 kN capacity at a loading rate of 10 mm/min under static loading. For the tensile tests, the bottoms of each of the two members of the joint were placed on the pieces with rollers on the bottom and V-shaped grooves on the top, allowing the two parts of the joint to outwardly move as the corner joint was loaded (
Figure 11a). For the compression tests, two of the same V-groove pieces were placed at each end of the members. The specimen was then held by hand until the lower surface of the grip of the testing machine touched the upper surface of the upper V-groove pieces (
Figure 11b). During the tension and compression tests, the maximum forces F (N) were measured to the nearest 0.01 N and deflection in the direction of the acting force D
F (mm) was determined to the nearest 0.01 mm. A total of 180 L-type specimens were tested; 90 were tested under tension, and the remaining 90 were tested under compression. First, the bending moment capacities (
,
) of the joints under tension or compression were calculated from the formulas:
where:
(N) is the maximum force of the joints,
and
(mm) are the length of the arm of the force
(N) under tension and compression, respectively. The moment arms (
) were calculated as 0.09334 m and 0.08061 m for tension and compression, respectively (
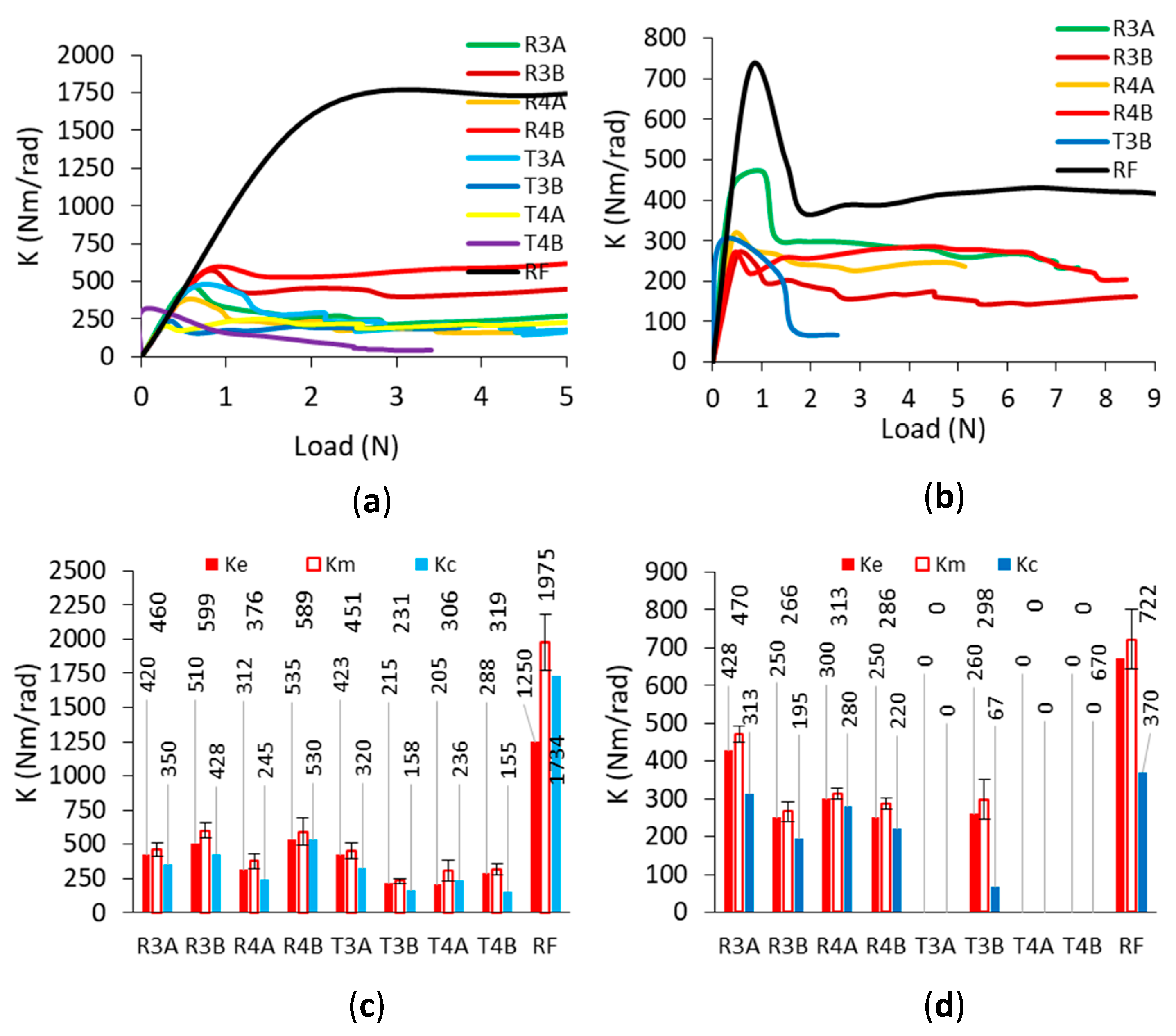
Figure 11). Then, the stiffness values of the corner joints were calculated as the quotient of the bending moment
(Nm),
(Nm), and the respective decrease or increase in the angle
(rad) a value between the joint arms.
These angles were determined based on the measurement of the deflection
(mm) caused by the external load
(N). The stiffness coefficients
,
(Nm/rad) for the joints under tension and compression are calculated by Equations (4) and (11), respectively:
where:
where:
were:
(m) is the length of the butt member, and
(mm) is the thickness of the particleboard.
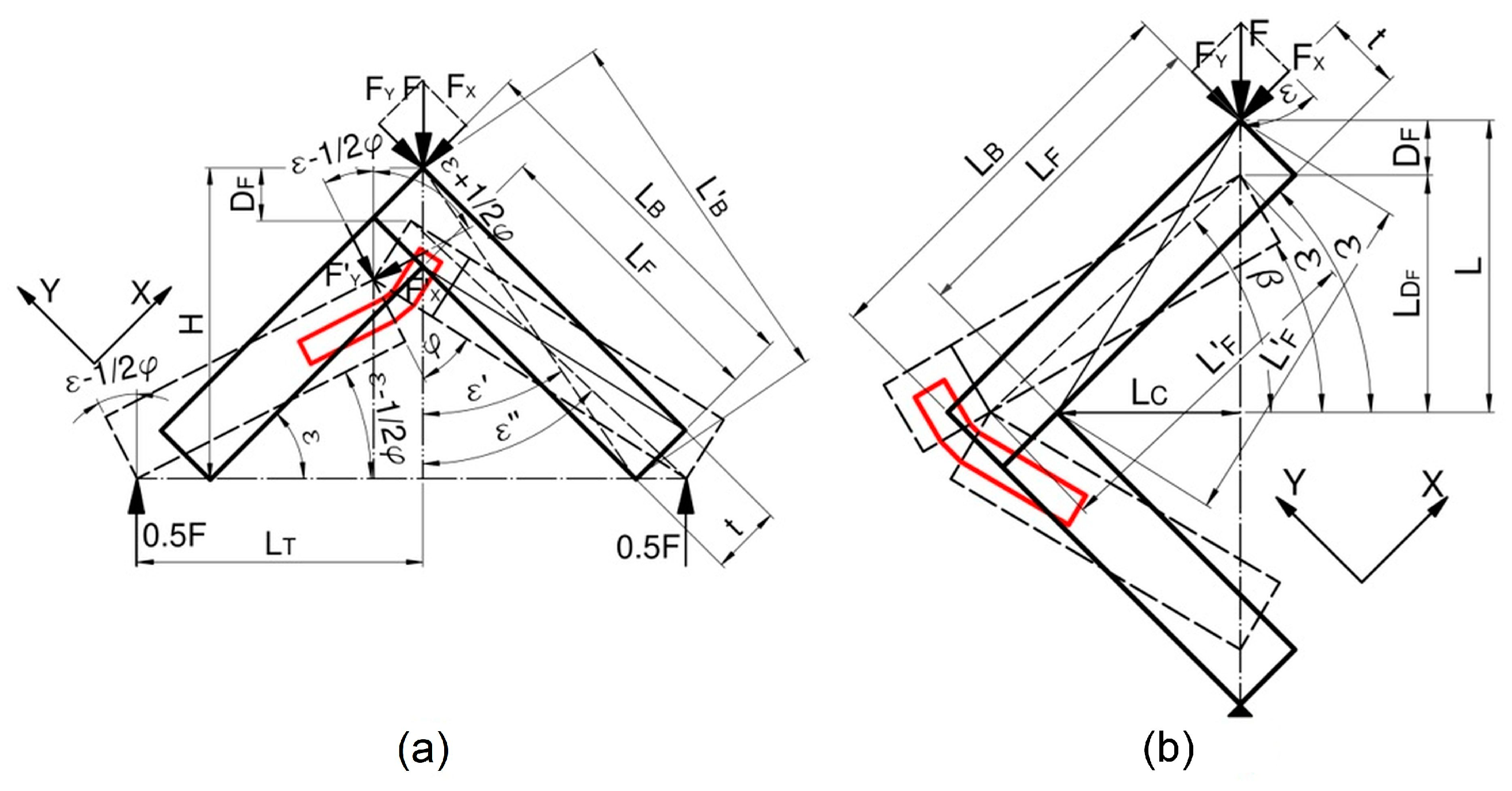
2.4. Theoretical Calculations for the Corner Joints
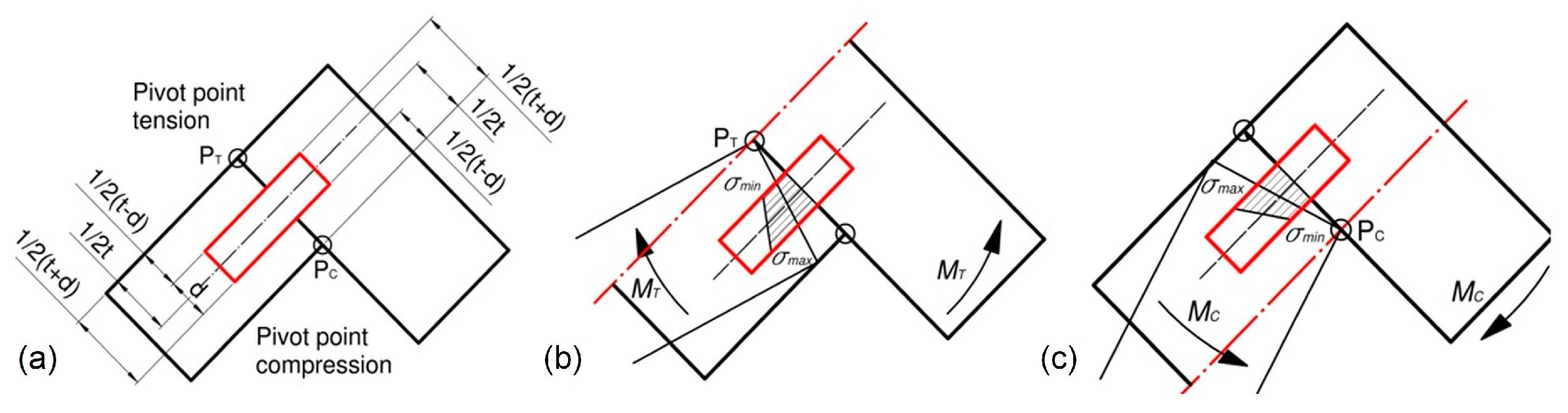
The tension and compression of hinges cause the mutual interaction of joints and arms at pivot points
(
Figure 12a). The tension of the joints by bending moment
(Nm) makes the indifferent axis pass through the point
, and the minimum and maximum normal stresses
,
(MPa) occur nearer and further from the point
(
Figure 12b). Compression of the joints by bending moment
(Nm) makes the indifferent axis pass through the point
, and the minimum and maximum normal stresses
,
(MPa) occur closer and further from the point
(
Figure 12c). Therefore, it was decided to specify the values of these stresses for all types of dowels and joints used.
Figure 13 shows diagrams of the tension and compression of the corner joints. The normal stresses in the dowel of corner joints can be described in general form,
where:
(Nm) (i = T, C) bending moments as in Equations (2) and (3),
(m
4) dowel moment of inertia,
(m) distance from the neutral axis,
(mm
2) cross-section of dowel,
(mm) dowel diameter.
Hence, the maximum, minimum, and mean stresses in the dowels of joints under tension can be determined from the equations,
assuming that,
where:
(N) component Y and Y of external load
(N),
(m) length of face member,
(m) length of butt member,
(m) deflection,
(rad) inclination angle of face member,
(rad) angle between arms of joint, and other parameters
(rad),
(m) as shown in
Figure 13a.
For the joints under compression, the maximum, minimum, and mean stresses in the dowels can be determined from the equations,
where,
where:
(rad) inclination angle between arms of joints, other parameters
(rad),
(m) as shown in
Figure 13b.
Considering the diverse shapes of the cross-sections of individual dowels,
Table 4 shows the minimum cross-sectional area
(m
2) and minimum moments of inertia
(mm
4) of the dowels according to the cross-sections.
Equations (9) and (21) were used to determine the relationships between the average stresses in the dowels and the deflections of the joints. The obtained results of the analytical calculations were compared with the results of the numerical calculations.
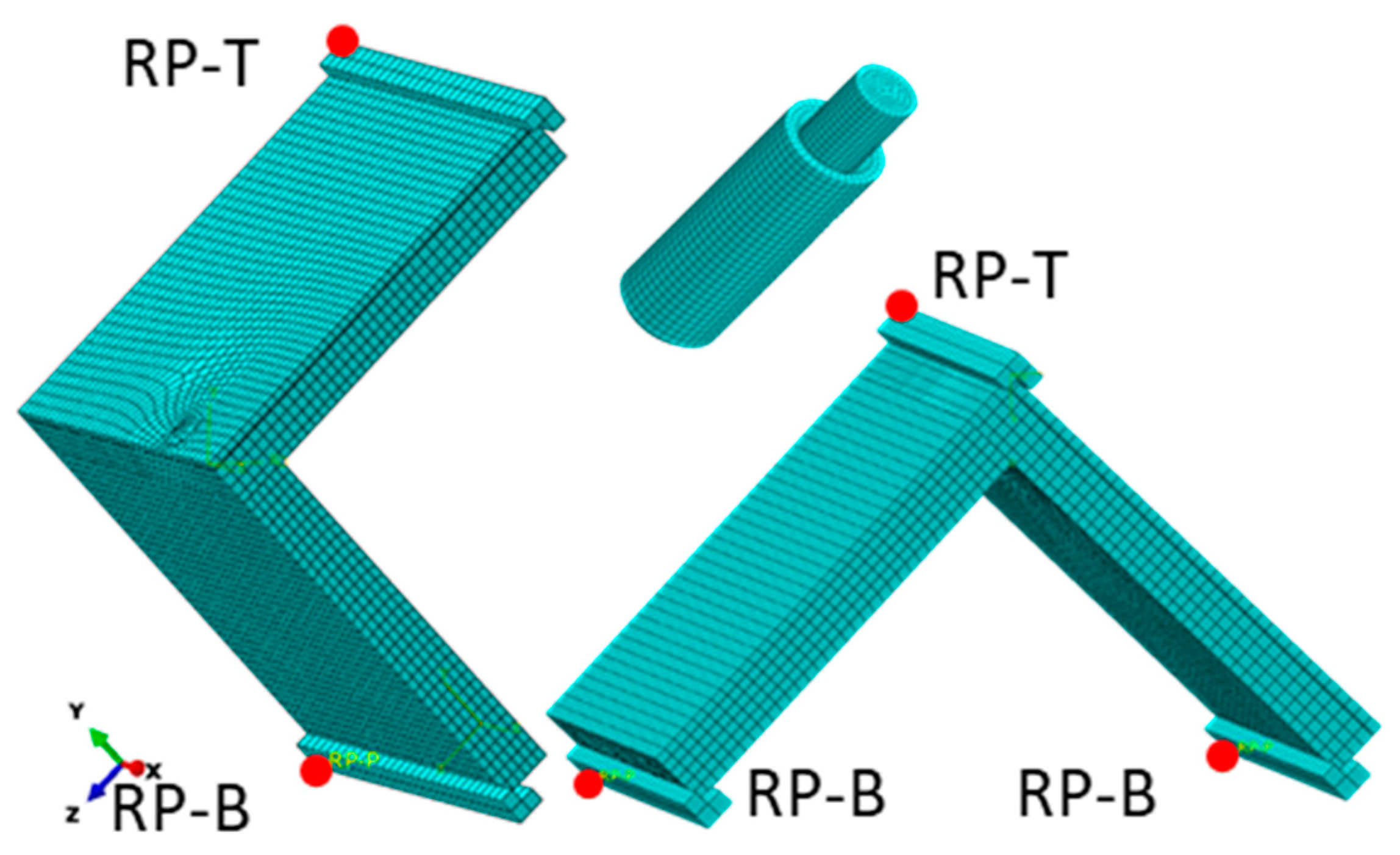
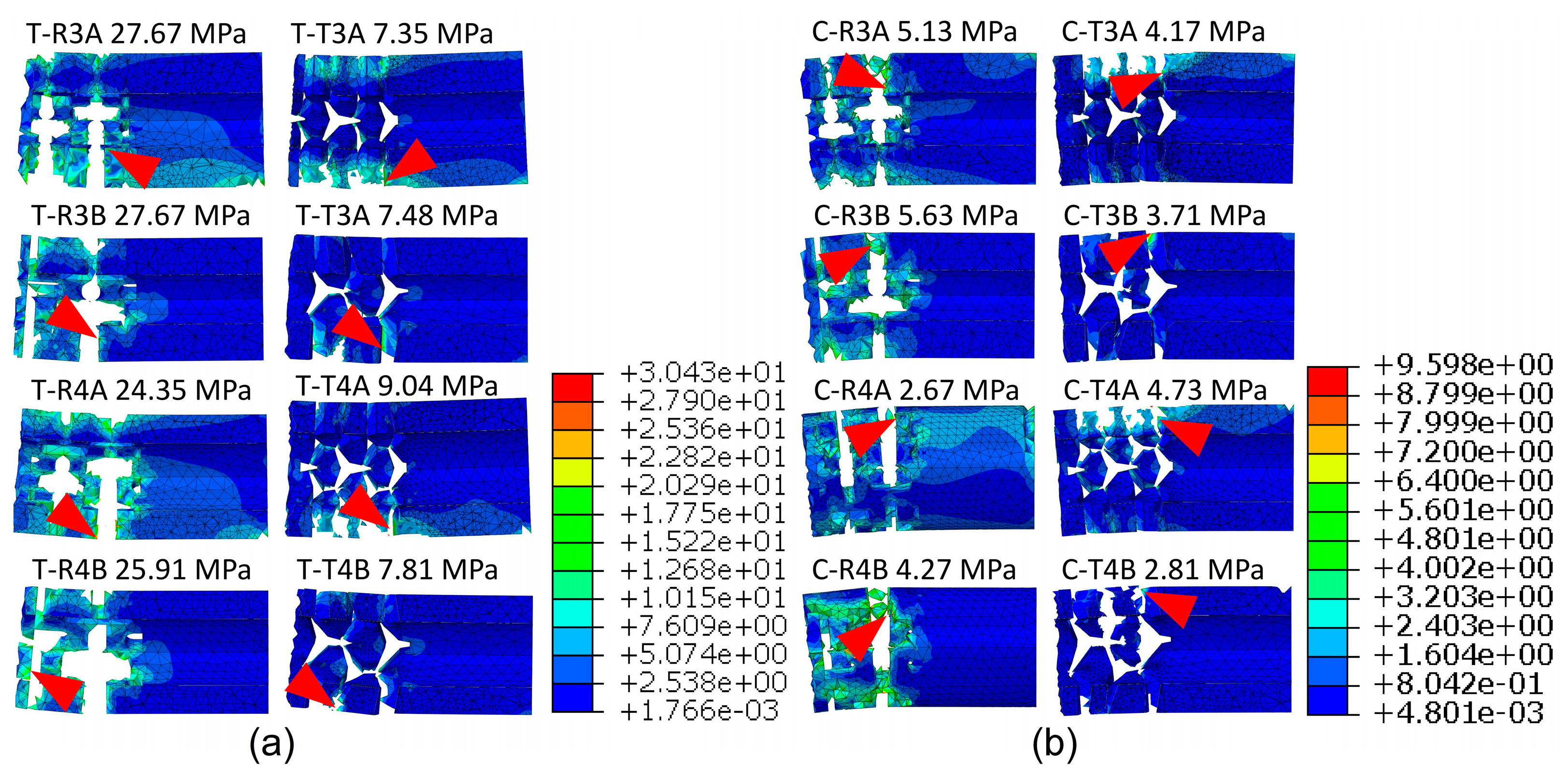
2.5. Numerical Model of the L-Type Corner Joints
In order to investigate the damage mechanism of the auxetic dowels under the tension and compression loading of corner joints, the finite element method was used to simulate the deflection, deformation, and failure process of the fasteners. According to the symmetry, half of the joints were constructed with the dimensions of the tested specimens, as shown in
Figure 8 and
Figure 9, using the commercial software ABAQUS/Explicit v6.14 (Dassault Systemes Simulia Corp., Waltham, Ma, USA). A nonlinear model was selected for the calculations to account for the geometric and material nonlinearity of each component. The elastic properties of PB and PA12 at the limits of linear elasticity are given in
Table 2. In addition, the plastic properties of PA12 are shown in
Figure 6. For polyamide, the ductile damage model was adopted with a fracture strain of 0.03, a stress triaxiality of 1/3, a strain rate of 1, and a displacement at failure of 0.1. As shown in
Figure 14, the face and butt members of the corner joints were modeled by C3D8R—eight nodes, linear brick, reduced integration, and hourglass control elements (total number of nodes: 16642; total number of elements: 13324). The maximum mesh size of the arms was about 4 mm.
The optimum face and butt member mesh size was selected based on a series of numerical calculations.
Figure 15 shows the effect of the mesh size on the load value. This figure shows that satisfactory agreement between the numerical results of the experimental tests can be obtained for a 4 mm mesh and a computation time of about 8 h. A mesh size of 2 mm obtained similar results. but over a much longer time. Contact with a friction coefficient of 0.1 was added between the arms of the joint.
Models of dowels and muffs were created according to the nominal dimensions shown in
Figure 1. The element type of the dowels was C3D10: a 10-node quadratic tetrahedron (number of nodes: 61732, number of elements: 38239), with an approximate global element size of less than 0.5 mm. A series of numerical calculations tested the mesh convergence analysis for the dowel and muff until the results satisfactorily converged. The convergence analysis showed that the most preferred numerical models were obtained when the inclusions were omitted along the entire length of the dowel and only used at the point of contact between the two arms (
Figure 16). In Abaqus, dowels were partitioned into three parts: a solid shorter part, an inclusions part and a solid longer part. The mechanical properties of PA12, as in
Table 2, were used for the inclusions part. In the case of the solid parts, mechanical properties of PA12, as in
Table 2, were used, but negative Poisson’s ratios were applied from
Table 1 for each dowel type. A surface contact with a coefficient of friction, as shown in
Table 1, was applied between the dowel and muff.
As a result, a model corresponding to the real model was obtained, which showed differences in the diameters of the muffs and dowels. It was also decided to use a rigid “tie”-type connection between the muffs, butt, and face members [
6]. This jointing method is equivalent to gluing a muff into a particleboard socket.
The crosshead and support were set to be rigid bodies and modeled by R3D4—four-node 3D bilinear rigid quadrilateral element. The contact interaction property was defined in two aspects between sphere, crosshead, and support. First, the “hard” contact was defined for all of the normal behavior, and a friction coefficient of 0.1 was used for tangential behavior. At the reference point (RP-T), a vertical deflection equal to 10 mm was applied. Measurements of the force and deflection were made every 0.05 s. Computations were performed at the Poznań Supercomputing and Networking Center (PSNC).






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}