
Thermal Deformation Behavior and Dynamic Softening Mechanisms of Zn-2.0Cu-0.15Ti Alloy: An Investigation of Hot Processing Conditions and Flow Stress Behavior
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Analysis of Flow Stress Curves
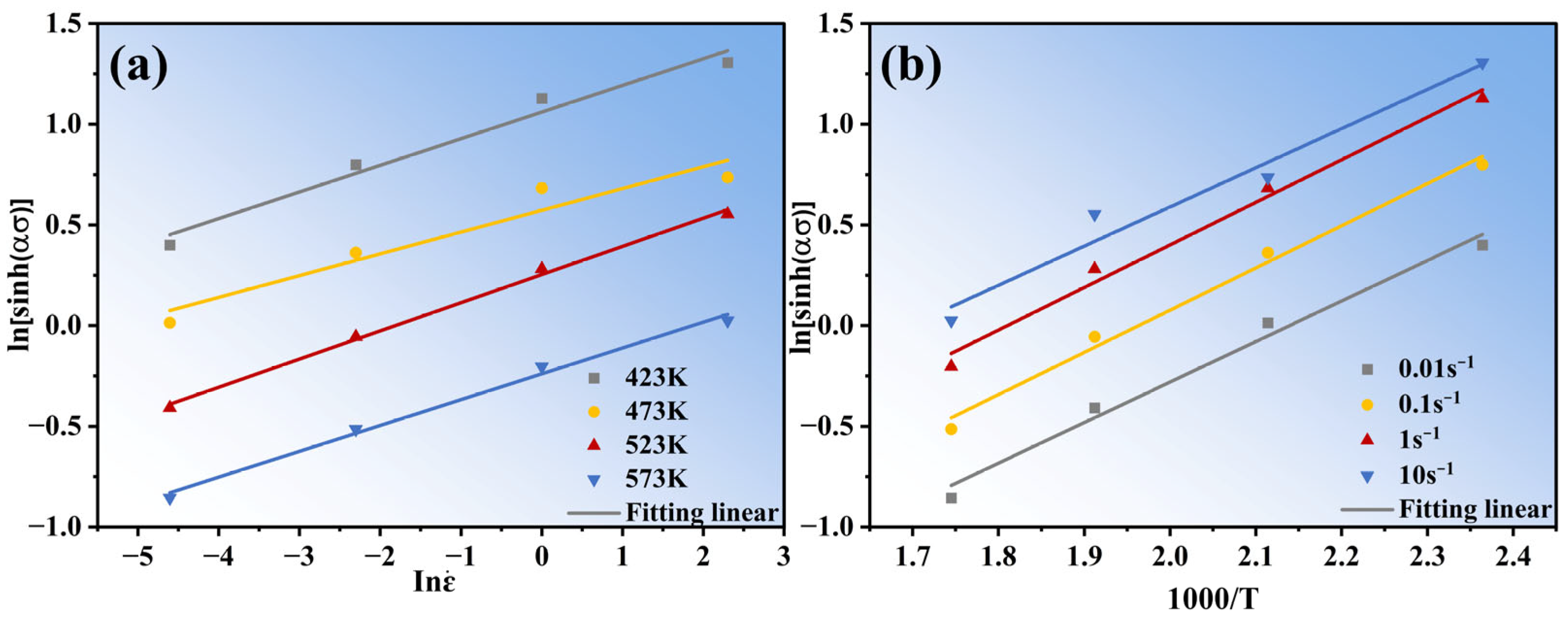
3.2. Development of Constitutive Equation
3.3. Performance Evaluations
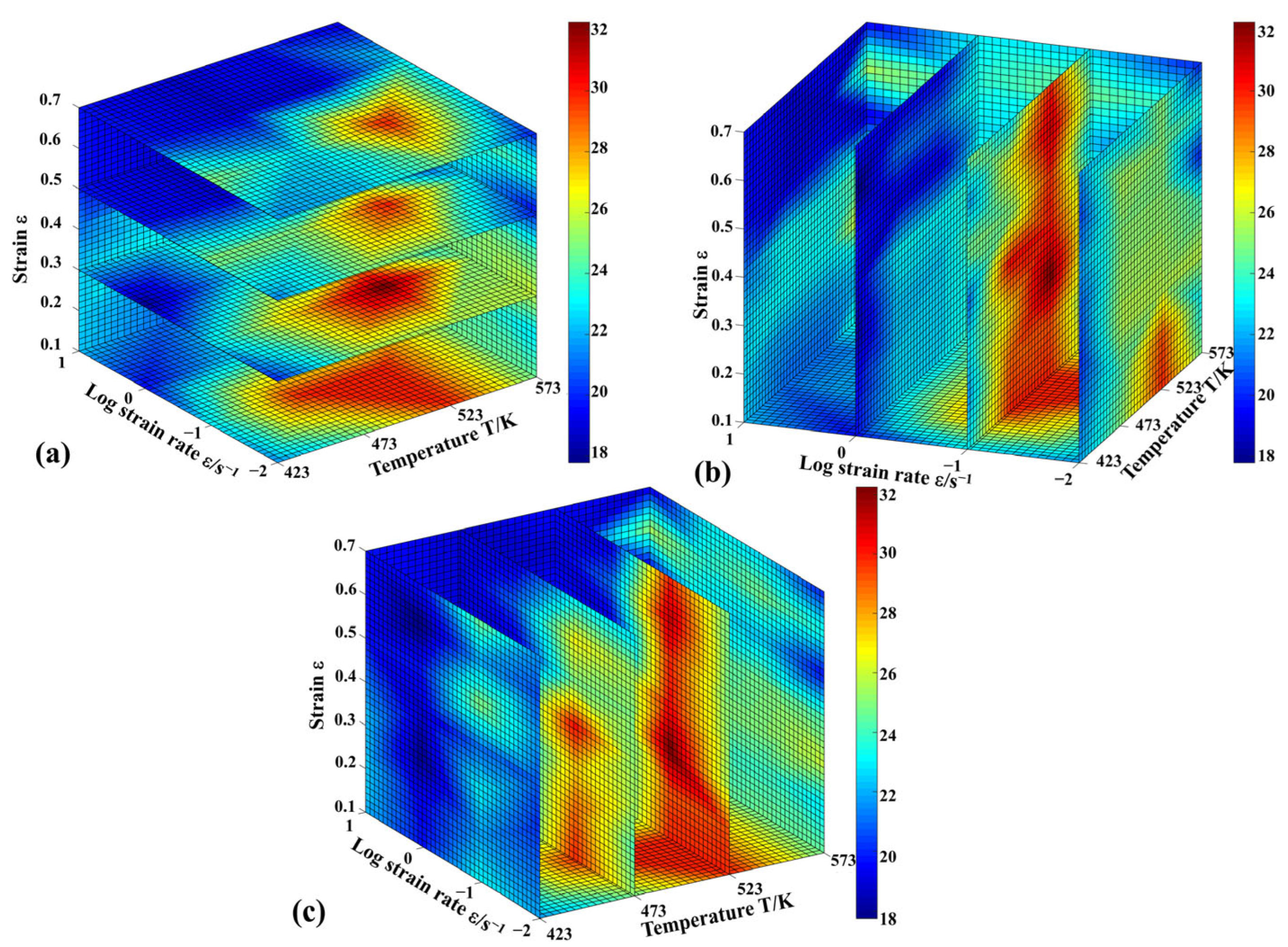
3.4. Processing Maps
3.5. Microstructure Evolution
4. Conclusions
- The Arrhenius-type model is utilized to forecast flow stress behavior. The results show the Arrhenius model can accurately predict the flow stress behavior of Zn-2.0Cu-0.15Ti alloy.
- Three-dimensional processing maps are generated at different strains based on DDM theory. The ideal processing domain for Zn-2.0Cu-0.15Ti alloy is the temperature range from 493 to 543 K and strain rate range from 0.01 to 0.1 s−1.
- The softening mechanism of Zn-2.0Cu-0.15Ti alloy has diversification, including CDRX, DDRX, and TDRX, and is activated at T = 423–573 K and = 0.01–10 s−1. CDRX is activated at low deformation temperature (423 K) and high strain rate (1 s−1) and is inhibited with increasing deformation temperature and decreasing strain rate. However, when the deformation temperature increases (523 K) and the strain rate declines (0.1 s−1), DDRX becomes the primary softening mechanism, and is weakened with increasing strain rate. CDRX and TDRX become the main softening mechanisms when the strain rate is 10 s−1.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gao, Z.; Zhang, X.; Huang, H.; Chen, C.; Jiang, J.; Niu, J.; Dargusch, M.; Yuan, G. Microstructure evolution, mechanical properties and corrosion behavior of biodegradable Zn-2Cu-0.8Li alloy during room temperature drawing. Mater. Charact. 2022, 185, 111722. [Google Scholar] [CrossRef]
- Sun, J.; Zhang, X.; Shi, Z.-Z.; Gao, X.-X.; Li, H.-Y.; Zhao, F.-Y.; Wang, J.-Q.; Wang, L.-N. Development of a high-strength Zn-Mn-Mg alloy for ligament reconstruction fixation. Acta Biomater. 2021, 119, 485–498. [Google Scholar] [CrossRef] [PubMed]
- Zhou, H.; Hou, R.; Yang, J.; Sheng, Y.; Li, Z.; Chen, L.; Li, W.; Wang, X. Influence of Zirconium (Zr) on the microstructure, me-chanical properties and corrosion behavior of biodegradable zinc-magnesium alloys. J. Alloys Compd. 2020, 840, 155792. [Google Scholar] [CrossRef]
- Lu, X.Q.; Wang, S.R.; Xiong, T.Y.; Wen, D.S.; Wang, G.Q.; Du, H. Study on Corrosion Resistance and Wear Resistance of Zn-Al-Mg/ZnO Composite Coating Prepared by Cold Spraying. Coatings 2019, 9, 505. [Google Scholar] [CrossRef] [Green Version]
- Chuvil’Deev, V.; Nokhrin, A.; Kopylov, V.; Gryaznov, M.; Shotin, S.; Likhnitskii, C.; Kozlova, N.; Shadrina, Y.; Berendeev, N.; Melekhin, N.; et al. Investigation of mechanical properties and corrosion resistance of fine-grained aluminum alloys Al-Zn with reduced zinc content. J. Alloys Compd. 2022, 891, 162110. [Google Scholar] [CrossRef]
- Liu, Y.; Geng, C.; Zhu, Y.K.; Peng, J.F.; Xu, J.R. Hot Deformation Behavior and Intrinsic Workability of Carbon Nano-tube-Aluminum Reinforced ZA27 Composites. J. Mater. Eng. Perform. 2017, 26, 1967–1977. [Google Scholar] [CrossRef]
- Zhu, D.; Chen, D.; Liu, Y.; Du, B.; Li, S.; Tan, H.; Zhang, P. Hot Deformation Behavior of Cu-2.7Be Alloy during Isothermal Compression. J. Mater. Eng. Perform. 2021, 30, 3054–3067. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, X.; Zhu, D.; Chen, D.; Wang, Q.; Li, X.; Sun, T. Hot Workability Characteristics and Optimization of Processing Parameters of 7475 Aluminum Alloy Using 3D Processing Map. J. Mater. Eng. Perform. 2020, 29, 787–799. [Google Scholar] [CrossRef]
- Li, C.; Huang, T.; Liu, Z. Effects of thermomechanical processing on microstructures, mechanical properties, and biodegradation behaviour of dilute Zn–Mg alloys. J. Mater. Res. Technol. 2023, 23, 2940–2955. [Google Scholar] [CrossRef]
- Wang, X.; Meng, B.; Han, J.; Wan, M. Effect of grain size on superplastic deformation behavior of Zn-0.033 Mg alloy. Mater. Sci. Eng. A-Struct. 2023, 870, 144877. [Google Scholar] [CrossRef]
- Zhao, R.; Ma, Q.; Zhang, L.; Zhang, J.; Xu, C.; Wu, Y.; Zhang, J. Revealing the influence of Zr micro-alloying and hot extrusion on a novel high ductility Zn–1Mg alloy. Mater. Sci. Eng. A-Struct. 2021, 801, 140395. [Google Scholar] [CrossRef]
- Bednarczyk, W.; Wątroba, M.; Kawałko, J.; Bała, P. Can zinc alloys be strengthened by grain refinement? A critical evaluation of the processing of low-alloyed binary zinc alloys using ECAP. Mater. Sci. Eng. A-Struct. 2019, 748, 357–366. [Google Scholar] [CrossRef]
- Li, M.; Shi, Z.-Z.; Wang, Q.; Cheng, Y.; Wang, L.-N. Zn–0.8Mn alloy for degradable structural applications: Hot compression behaviors, four dynamic recrystallization mechanisms, and better elevated-temperature strength. J. Mater. Sci. Technol. 2023, 137, 159–175. [Google Scholar] [CrossRef]
- Guo, S.; Shen, Y.; Guo, J.; Wu, S.; Du, Z.; Li, D. An investigation on the hot workability and microstructural evolution of a novel dual-phase Mg–Li alloy by using 3D processing maps. J. Mater. Sci. Technol. 2023, 23, 5486–5501. [Google Scholar] [CrossRef]
- Ahmedabadi, P.M.; Kain, V. Constitutive models for flow stress based on composite variables analogous to Zener–Holloman parameter. Mater. Today Commun. 2022, 33, 104820. [Google Scholar] [CrossRef]
- Ding, Z.; Jia, S.; Zhao, P.; Deng, M.; Song, K. Hot deformation behavior of Cu–0.6Cr–0.03Zr alloy during compression at elevated temperatures. Mater. Sci. Eng. A-Struct. 2013, 570, 87–91. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K. Processing maps for hot deformation of rolled AZ31 magnesium alloy plate: Anisotropy of hot workability. Mater. Sci. Eng. A-Struct. 2008, 487, 316–327. [Google Scholar] [CrossRef]
- Lin, H.-B. Dynamic recrystallization behavior of 6082 aluminum alloy during hot deformation. Adv. Mech. Eng. 2021, 13, 16878140211046107. [Google Scholar] [CrossRef]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Wang, Z.; Liu, X.; Xie, J. Constitutive relationship of hot deformation of AZ91 magnesium alloy. Acta Metall. Sin. 2008, 44, 1378–1383. [Google Scholar]
- Kong, F.; Yang, Y.; Chen, H.; Liu, H.; Fan, C.; Xie, W.; Wei, G. Dynamic recrystallization and deformation constitutive analysis of Mg–Zn-Nd-Zr alloys during hot rolling. Heliyon 2022, 8, e09995. [Google Scholar] [CrossRef] [PubMed]
- Wan, M.P.; Zhao, Y.Q.; Zeng, W.D.; Gang, C. Ambient Temperature Deformation Behavior of Ti-1300 Alloy. Rare Met. Mat. Eng. 2015, 44, 2519–2522. [Google Scholar]
- Wang, B.; Yi, D.; Fang, X.; Liu, H.; Wu, C. Thermal Simulation on Hot Deformation Behavior of ZK60 and ZK60 (0.9Y) Magne-sium Alloys. Rare Met. Mat. Eng. 2010, 39, 106–111. [Google Scholar]
- Zener, C.; Hollomon, J.H. Effect of Strain Rate Upon Plastic Flow of Steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, M.-S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Williams, S. Coefficient, Pearson’s correlation coefficient. N. Z. Med. J. 1996, 109, 38. [Google Scholar]
- Deng, Y.; Yin, Z.; Huang, J. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature. Mater. Sci. Eng. A-Struct. 2011, 528, 1780–1786. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Sarma, M.S.; Rao, B.N. On the evaluation of efficiency parameters in processing maps. Met. Mater. Trans. A 1997, 28, 1581–1582. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V. Hot working of commercial Ti-6Al-4V with an equiaxed a-b microstructure: Materials modeling considerations. Mater. Sci. Eng. A-Struct. 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Ziegler, H. An Introduction to Thermomechanics. J. Appl. Mech.-Trans. ASME 1978, 45, 996. [Google Scholar] [CrossRef] [Green Version]
- Huang, W.; Yang, X.; Yang, Y.; Mukai, T.; Sakai, T. Effect of yttrium addition on the hot deformation behaviors and micro-structure development of magnesium alloy. J. Alloys Compd. 2019, 786, 118–125. [Google Scholar] [CrossRef]
- Fan, D.-G.; Deng, K.-K.; Wang, C.-J.; Nie, K.-B.; Shi, Q.-X.; Liang, W. Hot deformation behavior and dynamic recrystallization mechanism of an Mg-5wt.%Zn alloy with trace SiCp addition. J. Mater. Res. Technol. 2021, 10, 422–437. [Google Scholar] [CrossRef]
- Mollaei, N.; Fatemi, S.; Aboutalebi, M.; Razavi, S.; Bednarczyk, W. Dynamic recrystallization and deformation behavior of an extruded Zn-0.2 Mg biodegradable alloy. J. Mater. Res. Technol. 2022, 19, 4969–4985. [Google Scholar] [CrossRef]
- Liu, C.; Barella, S.; Peng, Y.; Guo, S.; Liang, S.; Sun, J.; Gruttadauria, A. Modeling and characterization of dynamic recrystalli-zation under variable deformation states. Int. J. Mech. Sci. 2023, 238, 107838. [Google Scholar] [CrossRef]
- Xu, C.; Huang, J.; Jiang, F.; Jiang, Y. Dynamic recrystallization and precipitation behavior of a novel Sc, Zr alloyed Al-Zn-Mg-Cu alloy during hot deformation. Mater. Charact. 2022, 183, 111629. [Google Scholar] [CrossRef]
- Huang, T.; Liu, Z.; Wu, D.; Yu, H. Microstructure, mechanical properties, and biodegradation response of the grain-refined Zn alloys for potential medical materials. J. Mater. Res. Technol. 2023, 15, 226–240. [Google Scholar] [CrossRef]
- Li, H.; Huang, Y.; Liu, Y. Dynamic recrystallization mechanisms of as-forged Al–Zn–Mg-(Cu) aluminum alloy during hot comp.ression deformation. Mater. Sci. Eng. A-Struct. 2023, 878, 145236. [Google Scholar] [CrossRef]
- Shi, G.; Zhang, Y.; Li, X.; Li, Z.; Yan, L.; Yan, H.; Liu, H.; Xiong, B. Dynamic Recrystallization Behavior of 7056 Aluminum Alloys during Hot Deformation. J. Wuhan Univ. Technol. 2022, 37, 90–95. [Google Scholar] [CrossRef]
- Liao, Q.; Jiang, Y.; Le, Q.; Chen, X.; Cheng, C.; Hu, K.; Li, D. Hot deformation behavior and processing map development of AZ110 alloy with and without addition of La-rich Mish Metal. J. Mater. Sci. Technol. 2020, 61, 1–15. [Google Scholar] [CrossRef]
- Xu, D.; Zhou, M.; Zhang, Y.; Tang, S.; Zhang, Z.; Liu, Y.; Tian, B.; Li, X.; Jia, Y.; Volinsky, A.A.; et al. Microstructure and hot deformation behavior of the Cu-Sn-Ni-Zn-Ti(-Y) alloy. Mater. Charact. 2023, 196, 112559. [Google Scholar] [CrossRef]
- Zhao, J.; Deng, Y.; Tang, J.; Zhang, J. Influence of strain rate on hot deformation behavior and recrystallization behavior under isothermal compression of Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2019, 809, 151788. [Google Scholar] [CrossRef]
- Ji, S.; Liang, S.; Song, K.; Li, H.; Li, Z. Evolution of microstructure and mechanical properties in Zn–Cu–Ti alloy during severe hot rolling at 300 °C. J. Mater. Res. 2017, 32, 3146–3155. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Cu | Ti | Impurity | Zn |
|---|---|---|---|---|
| Content (wt.%) | 2.03 | 0.152 | 0.045 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, G.; Kuang, Z.; Li, J.; Zhang, Y.; Han, S.; Li, C.; Zhu, D.; Liu, Y. Thermal Deformation Behavior and Dynamic Softening Mechanisms of Zn-2.0Cu-0.15Ti Alloy: An Investigation of Hot Processing Conditions and Flow Stress Behavior. Materials 2023, 16, 4431. https://doi.org/10.3390/ma16124431
Xie G, Kuang Z, Li J, Zhang Y, Han S, Li C, Zhu D, Liu Y. Thermal Deformation Behavior and Dynamic Softening Mechanisms of Zn-2.0Cu-0.15Ti Alloy: An Investigation of Hot Processing Conditions and Flow Stress Behavior. Materials. 2023; 16(12):4431. https://doi.org/10.3390/ma16124431
Chicago/Turabian StyleXie, Guilan, Zhihao Kuang, Jingxin Li, Yating Zhang, Shilei Han, Chengbo Li, Daibo Zhu, and Yang Liu. 2023. "Thermal Deformation Behavior and Dynamic Softening Mechanisms of Zn-2.0Cu-0.15Ti Alloy: An Investigation of Hot Processing Conditions and Flow Stress Behavior" Materials 16, no. 12: 4431. https://doi.org/10.3390/ma16124431