
Effect of Boronizing on the Microstructure and Mechanical Properties of CoCrFeNiMn High-Entropy Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Alloys Preparation
2.2. Boronizing Process
2.3. Characterization
3. Results
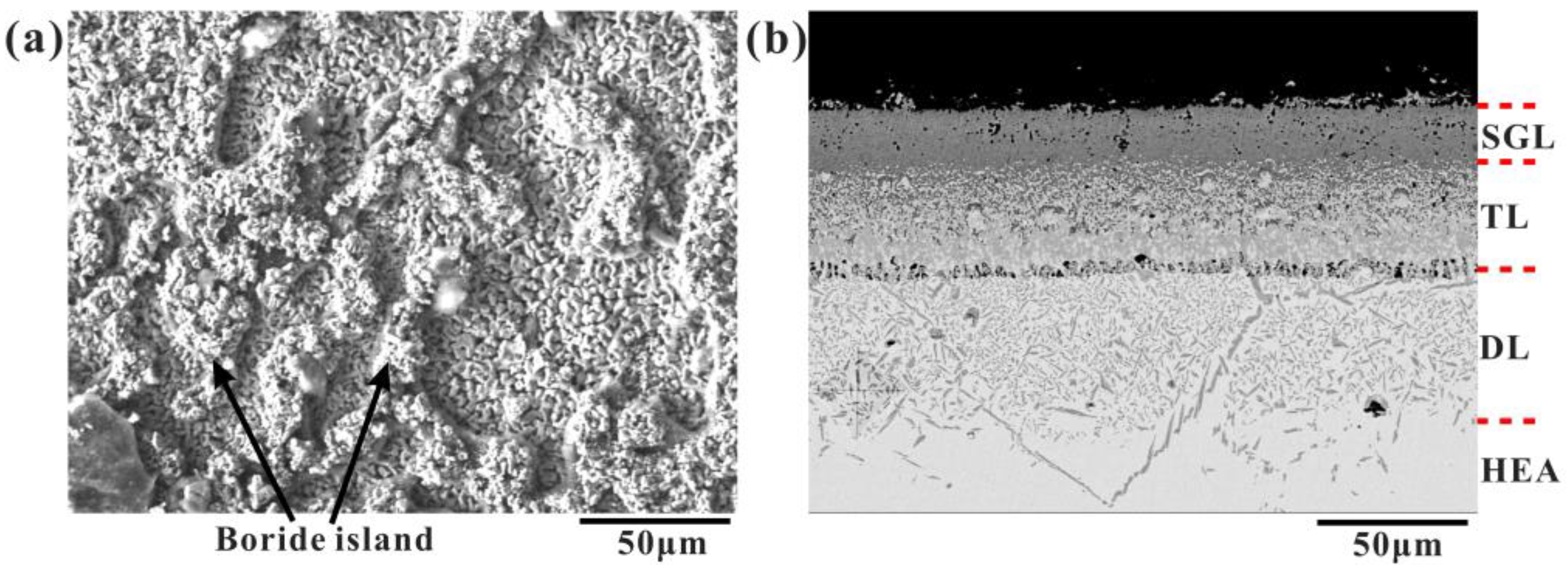
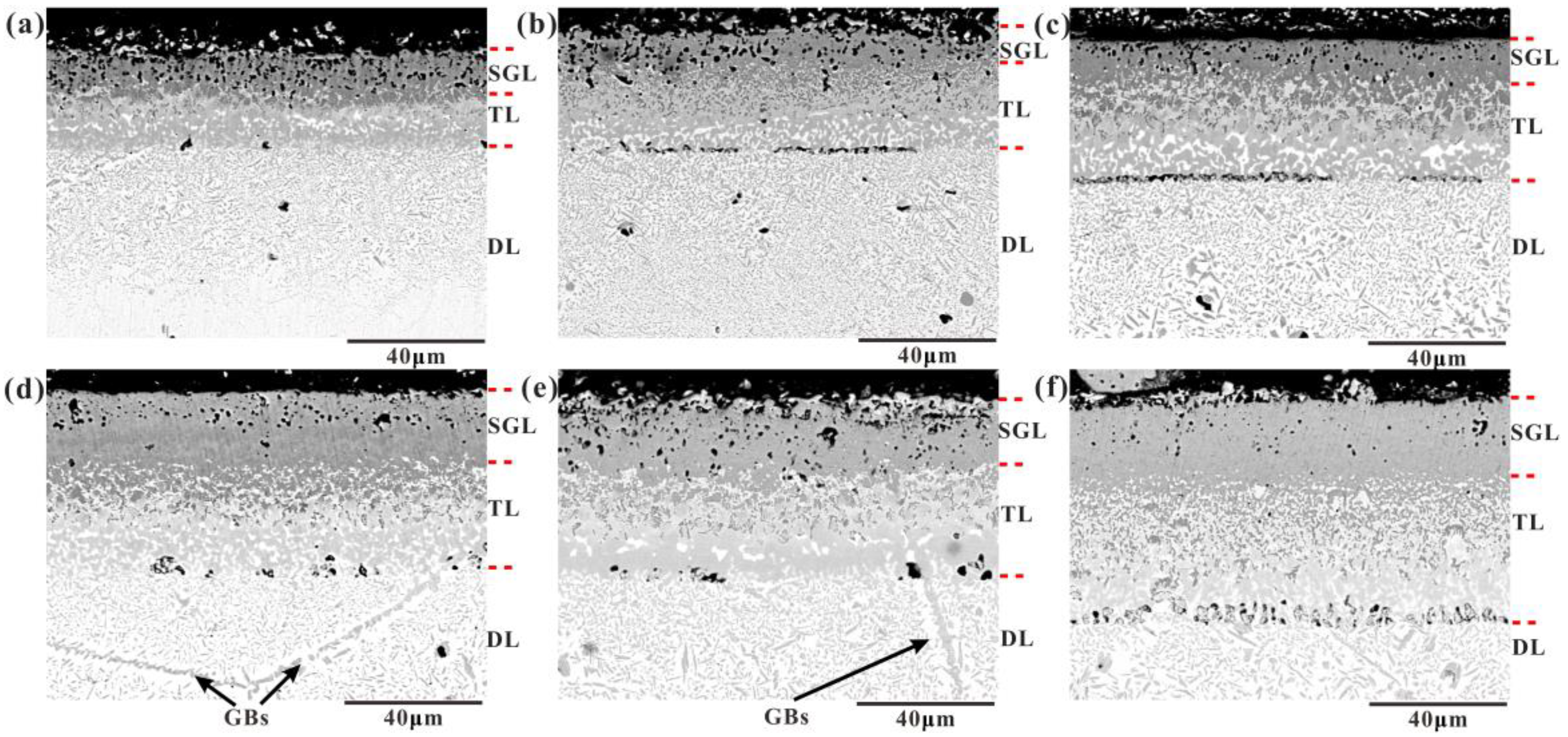
3.1. Microstructure Analyses
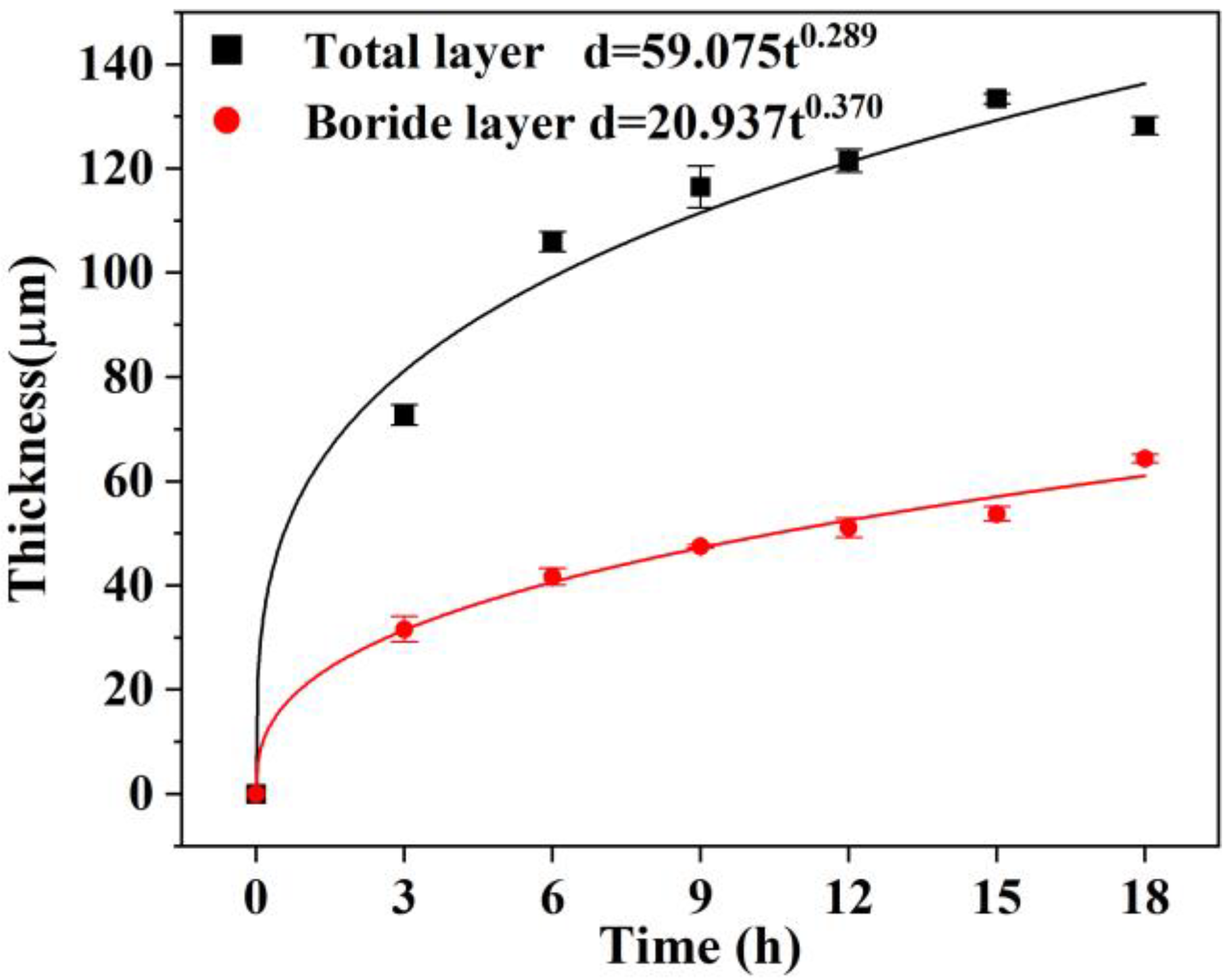
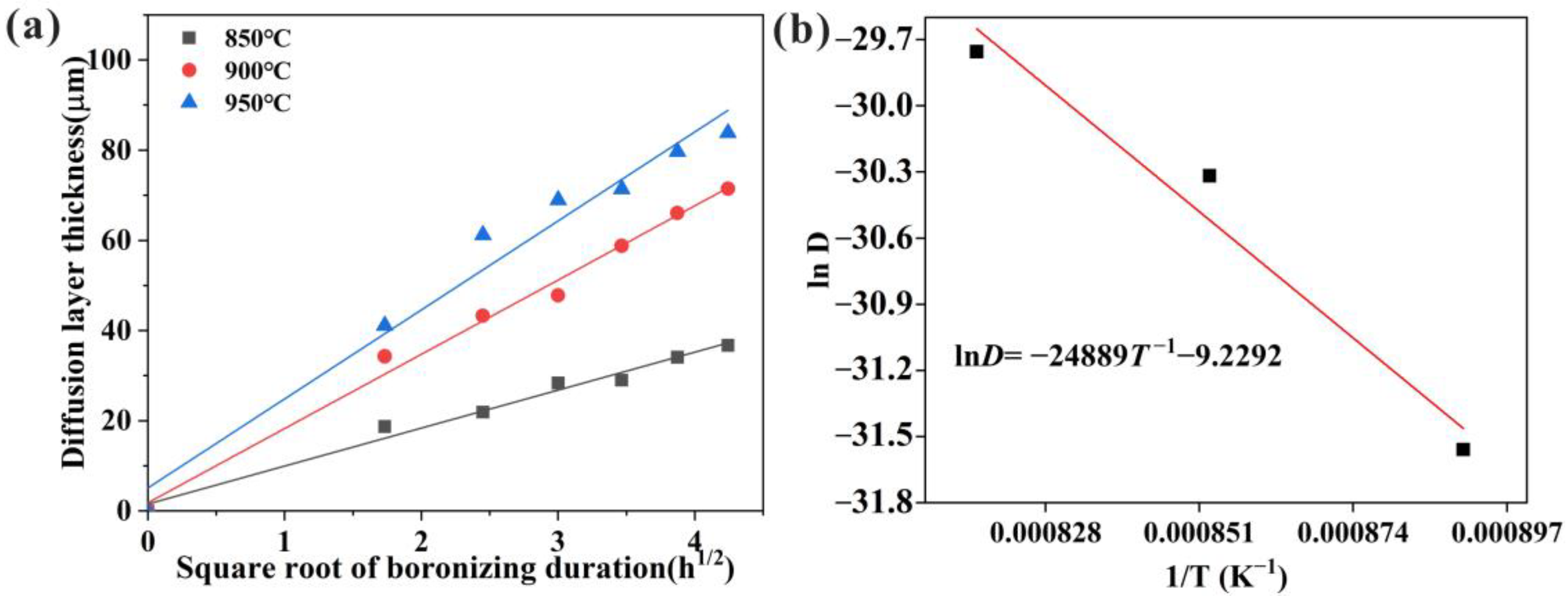
3.2. Growth Kinetics Analyses
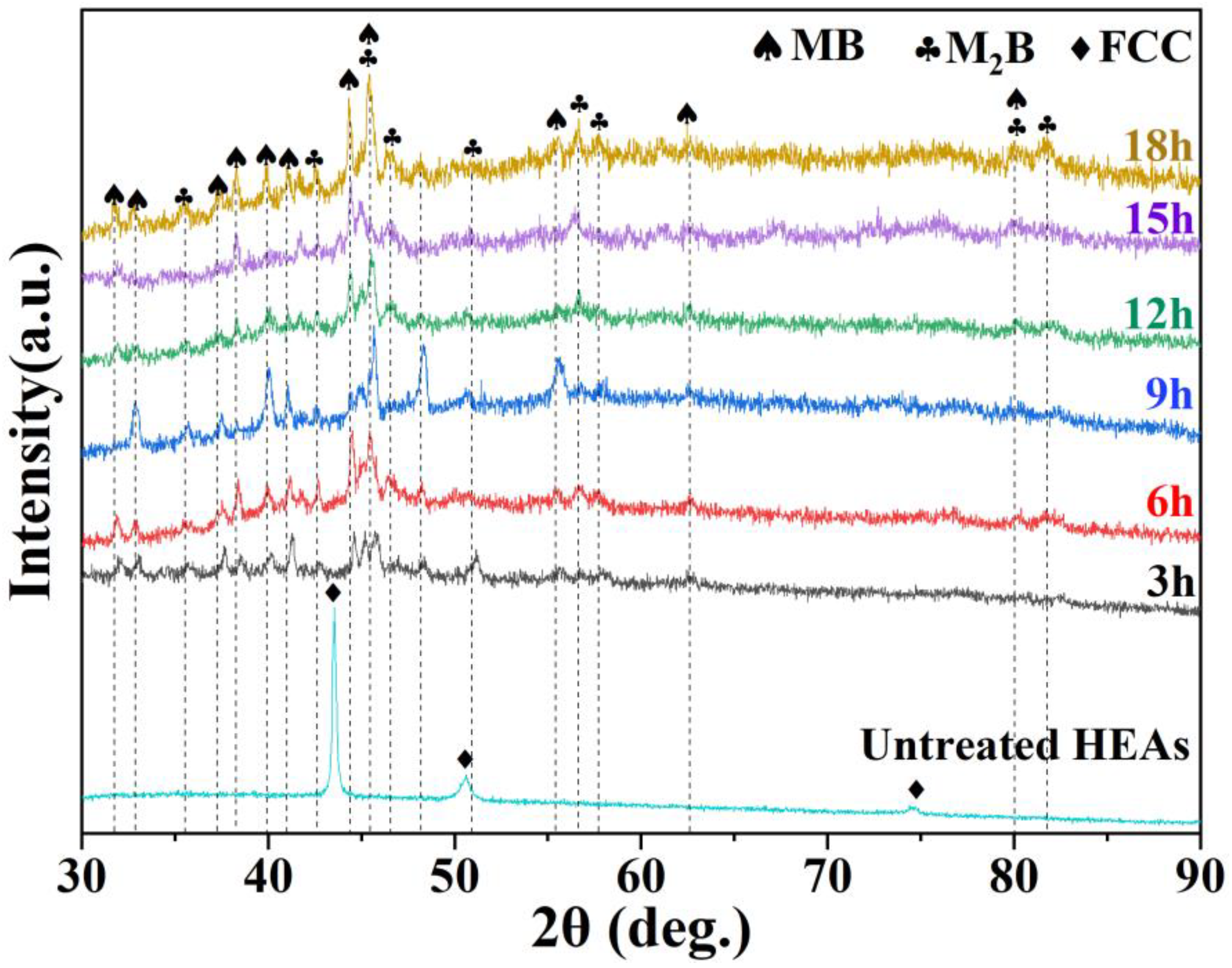
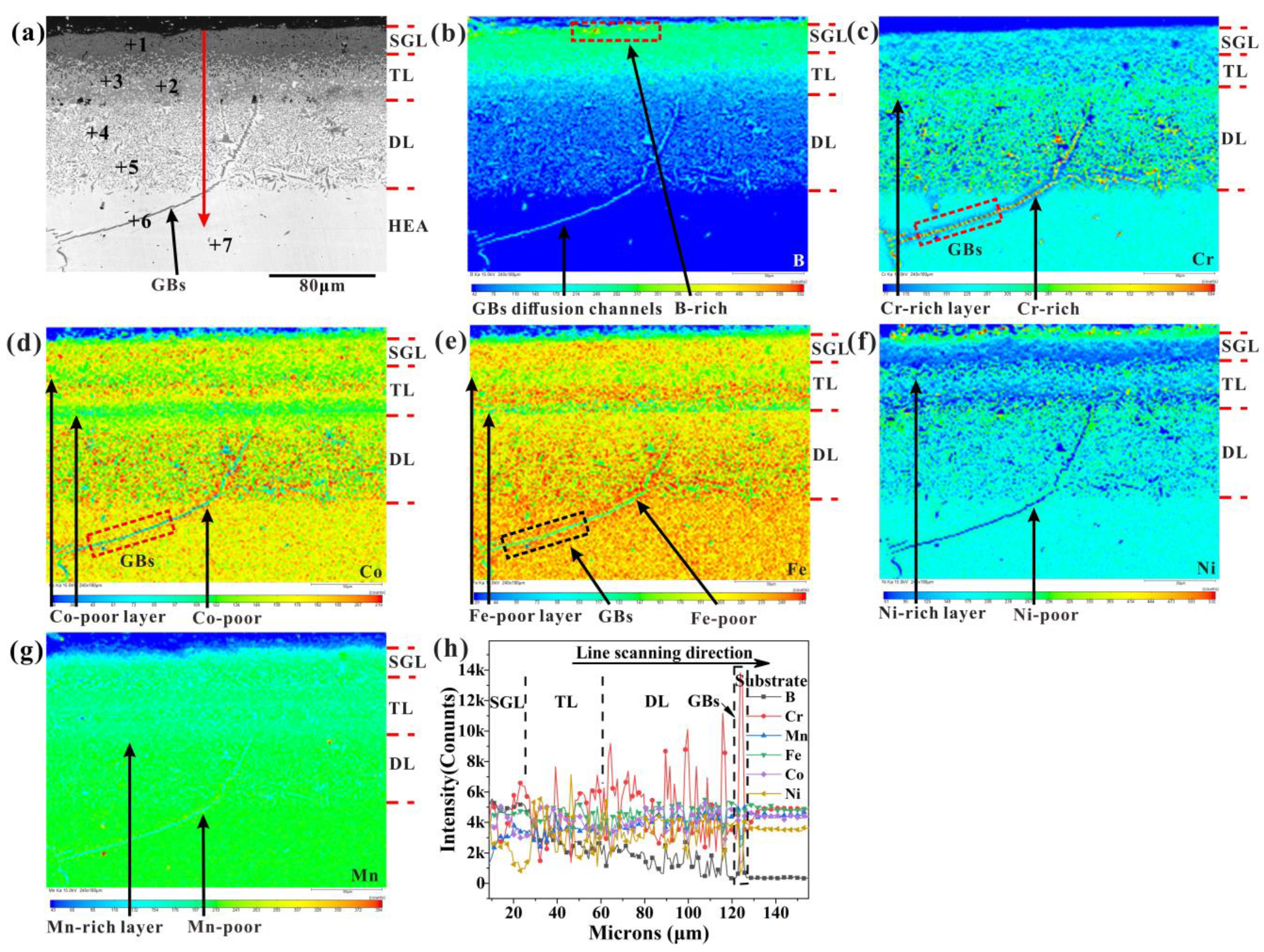
3.3. Phase Structure and Chemical Composition
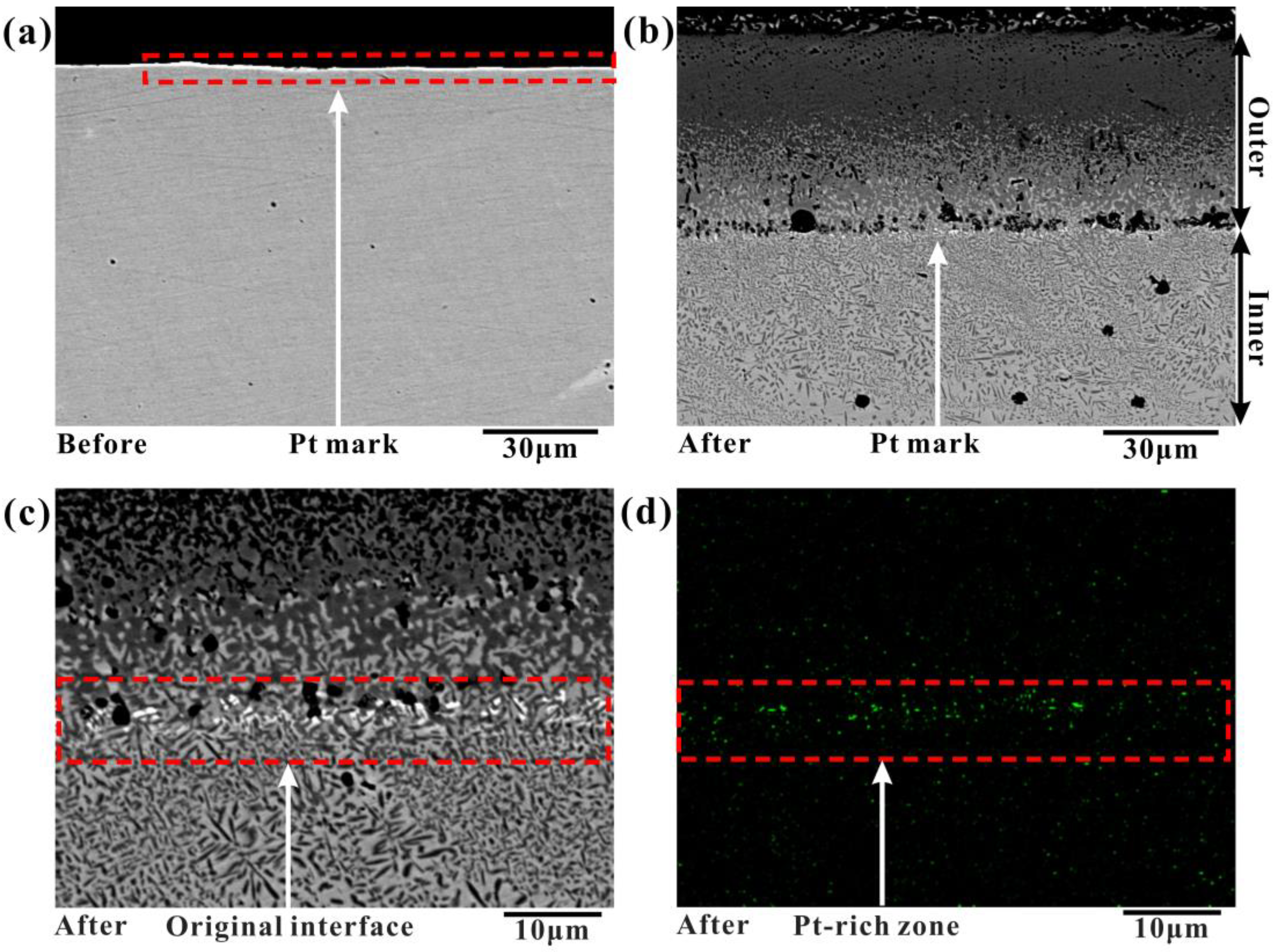
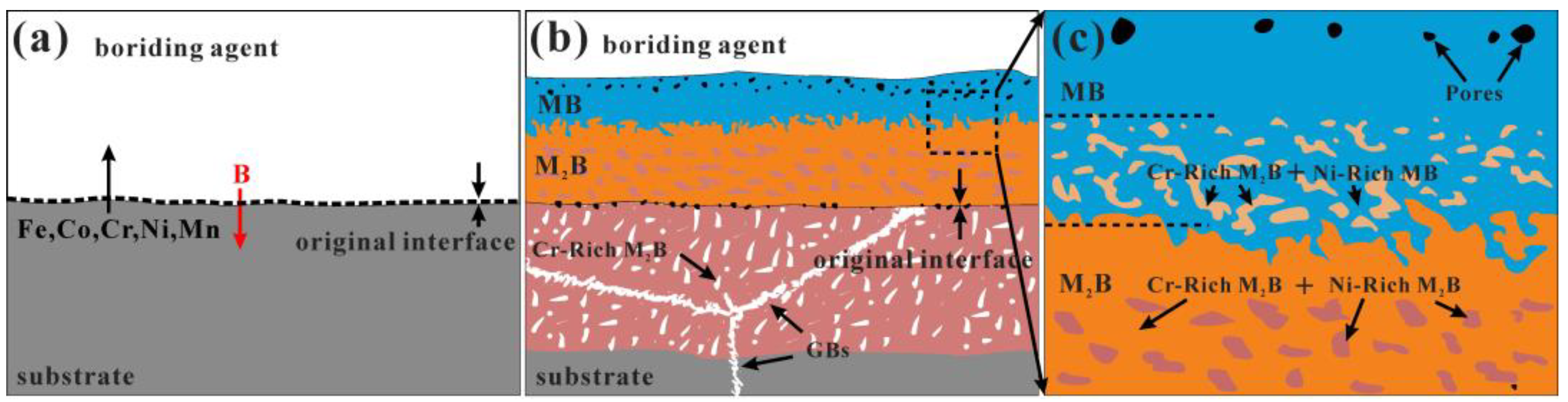
3.4. Boronizing Mechanism
3.5. Hardness and Wear Behavior
4. Conclusions
- (1)
- The microstructure of the surface layer is mainly composed of MB-type boride and M2B-type boride. The original interface of the surface layer is located at the interface between the BL and the diffusion layer, where element B diffuses inward and metal elements diffuse outward.
- (2)
- The activation energy and frequency factor of the B element in CoCrFeMnNi HEA are 206.93 kJ/mol and 9.15 × 10−5 m2/s, respectively. Increasing the boronizing duration and temperature resulted in an increase in the BL and diffusion layer thickness.
- (3)
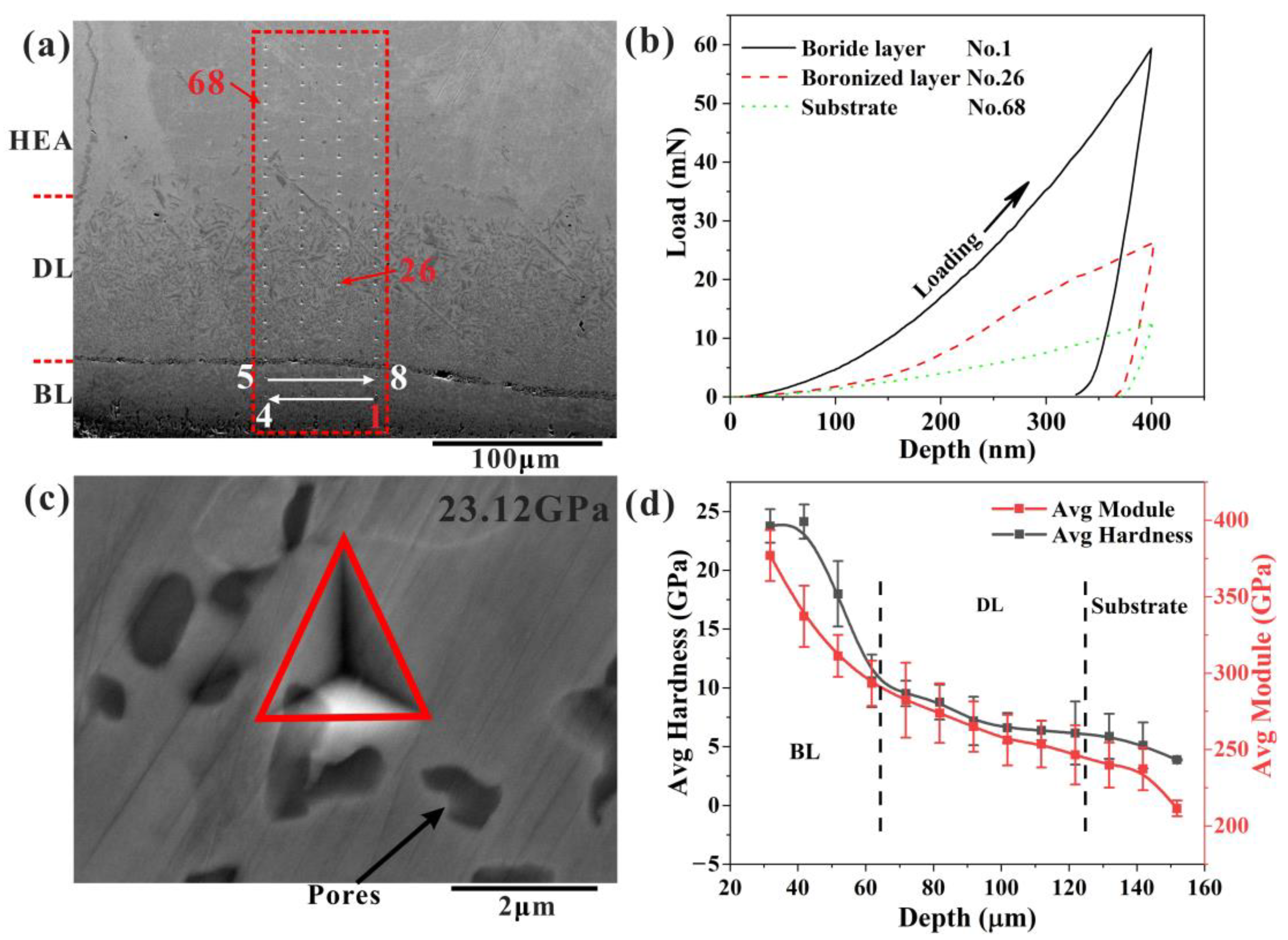
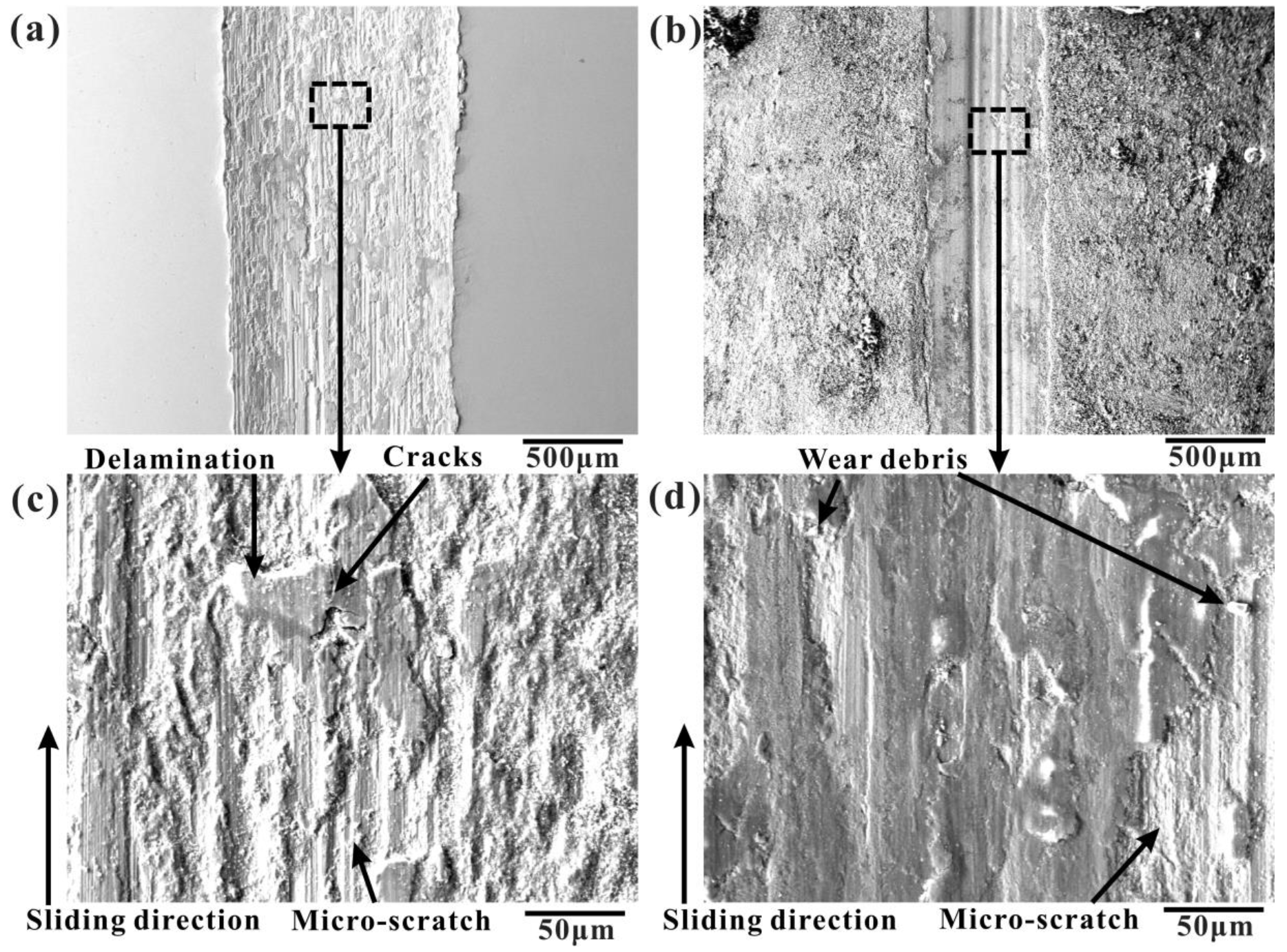
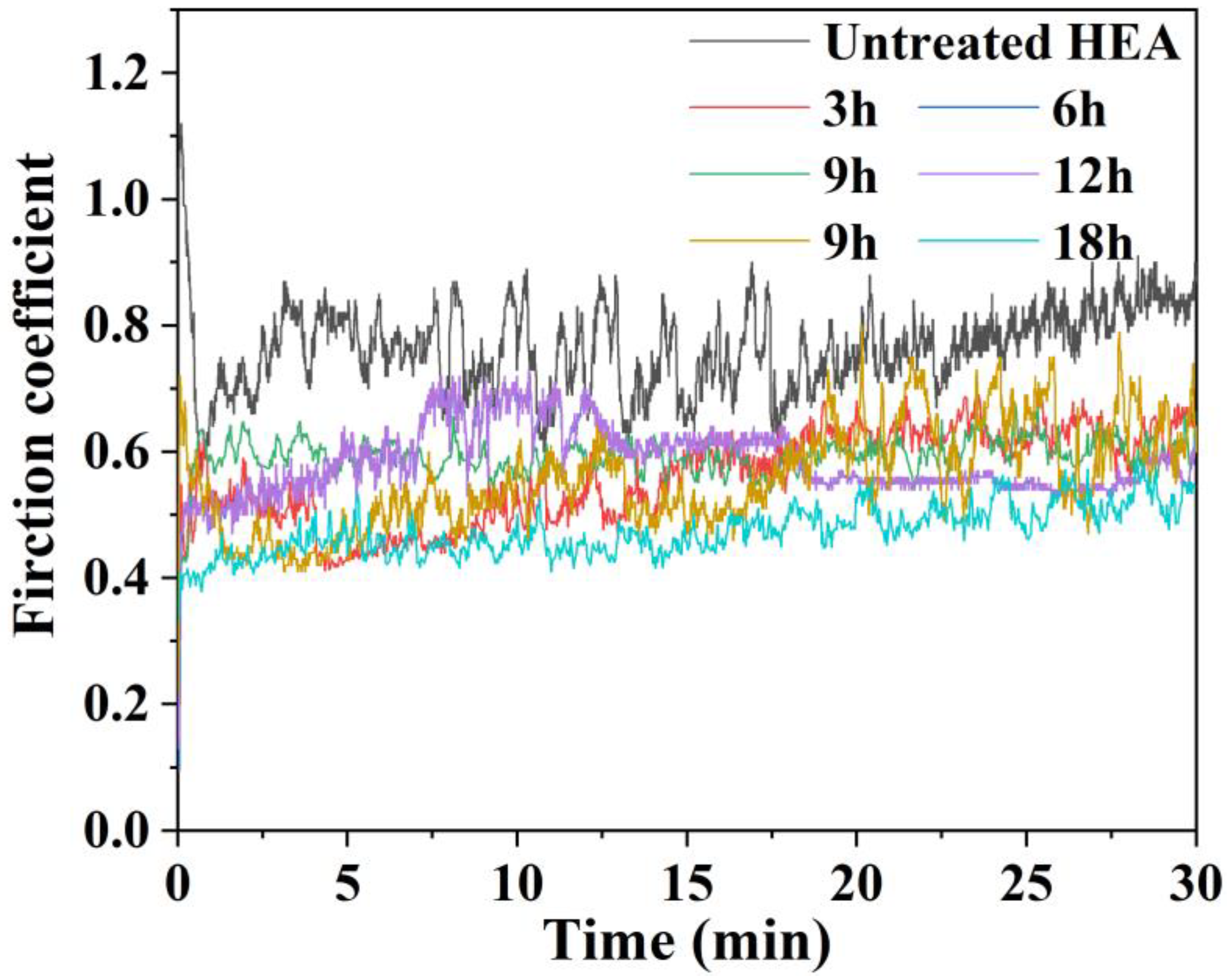
- The surface strengthening of CoCrFeMnNi HEA was achieved by the boriding treatment. Its surface microhardness has significantly increased from 3.9 ± 0.1 Gpa to 23.8 ± 1.4 Gpa. The surface layer shows a lower friction coefficient of 0.48 than that of the substrate (0.86). Depending on the wear mechanism, adhesive wear mainly occurs in unboronized samples, and abrasive wear is the main wear mechanism in boronized samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [PubMed]
- Otto, F.; Dlouhý, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef]
- Gali, A.; George, E.P. Tensile properties of high-and medium-entropy alloys. Intermetallics 2013, 39, 74–78. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A. Influence of deformation and annealing twinning on the microstructure and texture evolution of face-centered cubic high-entropy alloys. Acta Mater. 2018, 150, 88–103. [Google Scholar] [CrossRef]
- Zhang, T.; Xin, L.; Wu, F.; Zhao, R.; Xiang, J.; Chen, M.; Jiang, S.; Huang, Y.; Chen, S. Microstructure and mechanical properties of FexCoCrNiMn high-entropy alloys. J. Mater. Sci. Technol. 2019, 35, 2331–2335. [Google Scholar] [CrossRef]
- Poletti, M.G.; Fiore, G.; Gili, F.; Mangherini, D.; Battezzati, L. Development of a new high entropy alloy for wear resistance: FeCoCrNiW0.3 and FeCoCrNiW0.3+ 5 at.% of C. Mater. Des. 2017, 115, 247–254. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Yurchenko, N.Y.; Tikhonovsky, M.A.; Salishchev, G.A. Effect of carbon content and annealing on structure and hardness of the CoCrFeNiMn-based high entropy alloys. J. Alloys Compd. 2016, 687, 59–71. [Google Scholar] [CrossRef]
- Sza, B.; Yya, B.; Bza, B.; Zza, B.; Xiao, Y.A.; Zwa, B. Microstructure and wear behaviour of in-situ TiN-Al2O3 reinforced CoCrFeNiMn high-entropy alloys composite coatings fabricated by plasma cladding. Mater. Lett. 2020, 272, 127870. [Google Scholar]
- Ye, W.; Xie, M.; Huang, Z.; Wang, H.; Zhou, Q.; Wang, L.; Chen, B.; Wang, H.; Liu, W. Microstructure and tribological properties of in-situ carbide/CoCrFeNiMn high entropy alloy composites synthesized by flake powder metallurgy. Tribol. Int. 2023, 181, 108295. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.; Wu, Q.; Niu, S.; Li, J.; Wang, J.; Liu, C. Solid solution island of the Co-Cr-Fe-Ni high entropy alloy system. Scr. Mater. 2017, 131, 42–46. [Google Scholar] [CrossRef]
- Nutor, R.K.; Azeemullah, M.; Cao, Q.; Wang, X.; Zhang, D.; Jiang, J. Microstructure and properties of a Co-free Fe50Mn27Ni10Cr13 high entropy alloy. J. Alloys Compd. 2021, 851, 156842. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.; Manladan, S.M.; Geng, K.; Hu, S. Strengthening mechanism in two-phase FeCoCrNiMnAl high entropy alloy coating. Appl. Surf. Sci. 2020, 530, 147205. [Google Scholar] [CrossRef]
- Tarakci, M.; Gencer, Y.; Calik, A. The pack-boronizing of pure vanadium under a controlled atmosphere. Appl. Surf. Sci. 2010, 256, 7612–7618. [Google Scholar] [CrossRef]
- Dybkov, V.; Goncharuk, L.; Khoruzha, V.; Samelyuk, A.; Sidorko, V. Growth kinetics and abrasive wear resistance of boride layers on Fe–15Cr alloy. Mater. Sci. Technol. 2011, 27, 1502–1512. [Google Scholar] [CrossRef]
- Liu, W.; He, J.; Huang, H.; Wang, H.; Lu, Z.; Liu, C. Effects of Nb additions on the microstructure and mechanical property of CoCrFeNi high-entropy alloys. Intermetallics 2015, 60, 1–8. [Google Scholar] [CrossRef]
- Li, C.; Shen, B.; Li, G.; Yang, C. Effect of boronizing temperature and time on microstructure and abrasion wear resistance of Cr12Mn2V2 high chromium cast iron. Surf. Coat. Technol. 2008, 202, 5882–5886. [Google Scholar] [CrossRef]
- Cengiz, S.; Thuvander, M. The effect of Hf addition on the boronizing and siliciding behavior of CoCrFeNi high entropy alloys. Materials 2022, 15, 2282. [Google Scholar] [CrossRef]
- Kulka, M. Current trends in Boriding; Springer International Publishing: Cham, Switzerland, 2019. [Google Scholar]
- Campos-Silva, I.E.; Rodriguez-Castro, G.A. Boriding to improve the mechanical properties and corrosion resistance of steels. In Thermochemical Surface Engineering of Steels; Elsevier: Amsterdam, The Netherlands, 2015; pp. 651–702. [Google Scholar]
- Contla-Pacheco, A.; Keddam, M.; Lartundo-Rojas, L.; Ortega-Avilés, M.; Mejía-Caballero, I.; Campos-Silva, I. Application of the heat balance integral method to the growth kinetics of nickel boride layers on an Inconel 718 superalloy. Surf. Coat. Technol. 2021, 420, 127355. [Google Scholar] [CrossRef]
- Günen, A. Tribocorrosion behavior of boronized Co1.19Cr1.86Fe1.30Mn1.39Ni1.05Al0.17B0.04 high entropy alloy. Surf. Coat. Technol. 2021, 421, 127426. [Google Scholar] [CrossRef]
- Gómez-Vargas, O.; Solis-Romero, J.; Figueroa-López, U.; Ortiz-Domínguez, M.; Oseguera-Peña, J.; Neville, A. Boro-nitriding coating on pure iron by powder-pack boriding and nitriding processes. Mater. Lett. 2016, 176, 261–264. [Google Scholar] [CrossRef]
- Joshi, A.A.; Hosmani, S.S.; Dumbre, J. Tribological performance of boronized, nitrided, and normalized AISI 4140 steel against hydrogenated diamond-like carbon-coated AISI D2 steel. Tribol. Trans. 2015, 58, 500–510. [Google Scholar] [CrossRef]
- Hou, J.; Zhang, M.; Yang, H.; Qiao, J.; Wu, Y. Surface strengthening in Al0.25CoCrFeNi high-entropy alloy by boronizing. Mater. Lett. 2019, 238, 258–260. [Google Scholar] [CrossRef]
- Nakajo, H.; Nishimoto, A. Boronizing of CoCrFeMnNi High-Entropy Alloys Using Spark Plasma Sintering. J. Manuf. Mater. Process. 2022, 6, 29. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Hunger, R.; Berger, R.; Lampke, T. Precipitation hardening of the HVOF sprayed single-phase high-entropy alloy CrFeCoNi. Coatings 2020, 10, 701. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Clauß, S.; Pippig, R.; Dietrich, D.; Lampke, T. Microstructure and Wear Behavior of the High-Velocity-Oxygen-Fuel Sprayed and Spark Plasma Sintered High-Entropy Alloy AlCrFeCoNi. Adv. Eng. Mater. 2021, 23, 2001253. [Google Scholar] [CrossRef]
- Zhu, Y.; Schwam, D.; Wallace, J.F.; Birceanu, S. Evaluation of soldering, washout and thermal fatigue resistance of advanced metal materials for aluminum die-casting dies. Mater. Sci. Eng. A 2004, 379, 420–431. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, W.J.; Liu, H.J.; Zeng, C.L. Corrosion behavior of zirconium diboride coated stainless steel in molten 6061 aluminum alloy. Surf. Coat. Technol. 2017, 313, 129–135. [Google Scholar] [CrossRef]
- Long, Y.; Che, J.; Wu, Z.; Lin, H.-T.; Zhang, F. High entropy alloy borides prepared by powder metallurgy process and the enhanced fracture toughness by addition of yttrium. Mater. Chem. Phys. 2021, 257, 123715. [Google Scholar] [CrossRef]
- Fernández-Valdés, D.; Meneses-Amador, A.; López-Liévano, A.; Ocampo-Ramírez, A. Sliding wear analysis in borided AISI 316L steels. Mater. Lett. 2021, 285, 129138. [Google Scholar] [CrossRef]
- Lindner, T.; Löbel, M.; Sattler, B.; Lampke, T. Surface hardening of FCC phase high-entropy alloy system by powder-pack boriding. Surf. Coat. Technol. 2019, 371, 389–394. [Google Scholar] [CrossRef]
- Milinovi, A.; Marui, V.; Konjati, P.; Beri, N. Effect of Carbon Content and Boronizing Parameters on Growth Kinetics of Boride Layers Obtained on Carbon Steels. Materials 2022, 15, 1858. [Google Scholar] [CrossRef] [PubMed]
- Bischoff, J.; Motta, A.T.; Eichfeld, C.; Comstock, R.J.; Cao, G.; Allen, T.R. Corrosion of ferritic–martensitic steels in steam and supercritical water. J. Nucl. Mater. 2013, 441, 604–611. [Google Scholar] [CrossRef]
- Wagner, C. The distribution of cations in metal oxide and metal sulphide solid solutions formed during the oxidation of alloys. Corros. Sci. 1969, 9, 91–109. [Google Scholar] [CrossRef]
- Cengiz, S. Effect of refractory elements on boronizing properties of the CoCrFeNi high entropy alloy. Int. J. Refract. Met. Hard Mater. 2020, 95, 105418. [Google Scholar] [CrossRef]
- Mrowec, S.; Werber, T.; Zastawnik, M. The mechanism of high temperature sulphur corrosion of nickel-chromium alloys. Corros. Sci. 1966, 6, 47–68. [Google Scholar] [CrossRef]
- Atkinson, A. Surface and interface mass transport in ionic materials. Solid State Ion. 1988, 28, 1377–1387. [Google Scholar] [CrossRef]
- Atkinson, A.; Smart, D. Transport of nickel and oxygen during the oxidation of nickel and dilute nickel/chromium alloy. J. Electrochem. Soc. 1988, 135, 2886. [Google Scholar] [CrossRef]
- Brückman, A.; Emmerich, R.; Mrowec, S. Investigation of the high-temperature oxidation of Fe-Cr alloys by means of the isotope18O. Oxid. Met. 1972, 5, 137–147. [Google Scholar] [CrossRef]
- Brückman, A.; Romanski, J. On the mechanism of sulphide scale formation on iron. Corros. Sci. 1965, 5, 185–191. [Google Scholar] [CrossRef]
- Hales, R.; Hill, A.C. The role of metal lattice vacancies in the hightemperature oxidation of nickel. Corros. Sci. 1972, 12, 843–853. [Google Scholar] [CrossRef]
- Robertson, J. The mechanism of high temperature aqueous corrosion of steel. Corros. Sci. 1989, 29, 1275–1291. [Google Scholar] [CrossRef]
- Terachi, T.; Yamada, T.; Miyamoto, T.; Arioka, K.; Fukuya, K. Corrosion behavior of stainless steels in simulated PWR primary water—Effect of chromium content in alloys and dissolved hydrogen. J. Nucl. Sci. Technol. 2008, 45, 975–984. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency Factor D0, m2/s | Activation Energy Q, kJ/mol | |
|---|---|---|
| Boronized HEA | 9.15 × 10−5 | 206.93 |
| Position | Compositions | Phase | |||||
|---|---|---|---|---|---|---|---|
| B | Cr | Mn | Fe | Co | Ni | ||
| 1 | 45.5 | 13.5 | 11.4 | 13.6 | 11.2 | 4.8 | Ni-poor |
| 2 | 30.8 | 5.0 | 13.7 | 10.7 | 13.8 | 26.0 | Ni-rich and Cr-poor M2B-type boride |
| 3 | 31.9 | 18.2 | 11.9 | 17.0 | 14.9 | 6.1 | Ni-poor M2B-type boride |
| 4 | 29.8 | 28.8 | 12.2 | 12.5 | 10.2 | 6.5 | Cr-rich and Ni-poor M2B-type boride |
| 5 | 1.9 | 9.4 | 21.4 | 24.0 | 23.5 | 19.8 | Cr-poor FCC |
| 6 | 27.9 | 32.3 | 11.9 | 9.8 | 9.4 | 8.7 | Cr-rich and Ni-poor M2B-type boride |
| 7 | 1.6 | 20.5 | 20.5 | 21.9 | 19.4 | 17.1 | Substrate |
| Group | Distance from the Surface (µm) | Serial Number | Group Avg Modulus (GPa) | Group Avg Hardness (GPa) |
|---|---|---|---|---|
| 1 | 31.82 | 1–4 | 377.0 ± 16.6 | 23.8 ± 1.4 |
| 2 | 41.82 | 5–8 | 337.1 ± 20.0 | 24.1 ± 1.5 |
| 3 | 51.82 | 9–12 | 311.2 ± 13.7 | 18.0 ± 2.8 |
| 4 | 61.82 | 13–16 | 293.4 ± 14.9 | 10.6 ± 2.2 |
| 5 | 71.82 | 17–20 | 282.3 ± 24.5 | 9.5 ± 1.1 |
| 6 | 81.82 | 21–24 | 273.8 ± 19.5 | 8.8 ± 1.5 |
| 7 | 91.82 | 25–28 | 265.0 ± 16.4 | 7.2 ± 2.1 |
| 8 | 101.82 | 29–32 | 256.2 ± 16.6 | 6.6 ± 1.3 |
| 9 | 111.82 | 33–36 | 253.5 ± 15.2 | 6.4 ± 0.8 |
| 10 | 121.82 | 37–40 | 246.5 ± 19.3 | 6.2 ± 2.7 |
| 11 | 131.82 | 41–44 | 239.8 ± 14.8 | 5.9 ± 1.9 |
| 12 | 141.82 | 45–48 | 237.3 ± 14.0 | 5.1 ± 2.0 |
| 13 | 151.82 | 49–80 | 211.5 ± 5.2 | 3.9 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, M.; Ouyang, X.; Yin, F.; Zhao, X.; Zhang, Z.; Wang, X. Effect of Boronizing on the Microstructure and Mechanical Properties of CoCrFeNiMn High-Entropy Alloy. Materials 2023, 16, 3754. https://doi.org/10.3390/ma16103754
Hu M, Ouyang X, Yin F, Zhao X, Zhang Z, Wang X. Effect of Boronizing on the Microstructure and Mechanical Properties of CoCrFeNiMn High-Entropy Alloy. Materials. 2023; 16(10):3754. https://doi.org/10.3390/ma16103754
Chicago/Turabian StyleHu, Mingyu, Xuemei Ouyang, Fucheng Yin, Xu Zhao, Zuchuan Zhang, and Xinming Wang. 2023. "Effect of Boronizing on the Microstructure and Mechanical Properties of CoCrFeNiMn High-Entropy Alloy" Materials 16, no. 10: 3754. https://doi.org/10.3390/ma16103754