
From Mo–Si–B to Mo–Ti–Si–B Alloys: A Short Review
 , and
, and
Abstract
:1. Introduction
2. Why Use Mo–Ti–Si–B Alloys?
3. Microstructure of Mo–Ti–Si–B Alloy Systems
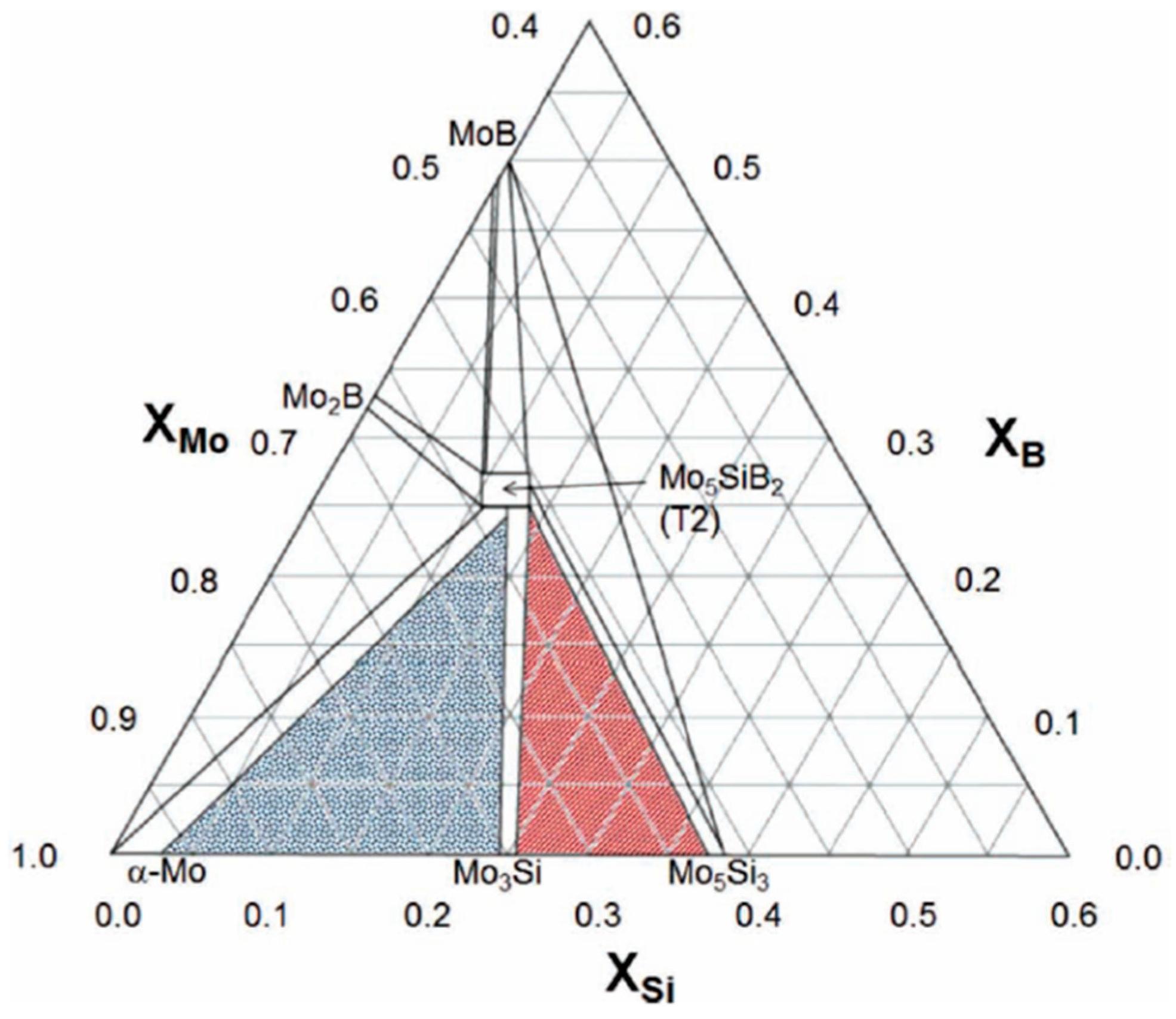
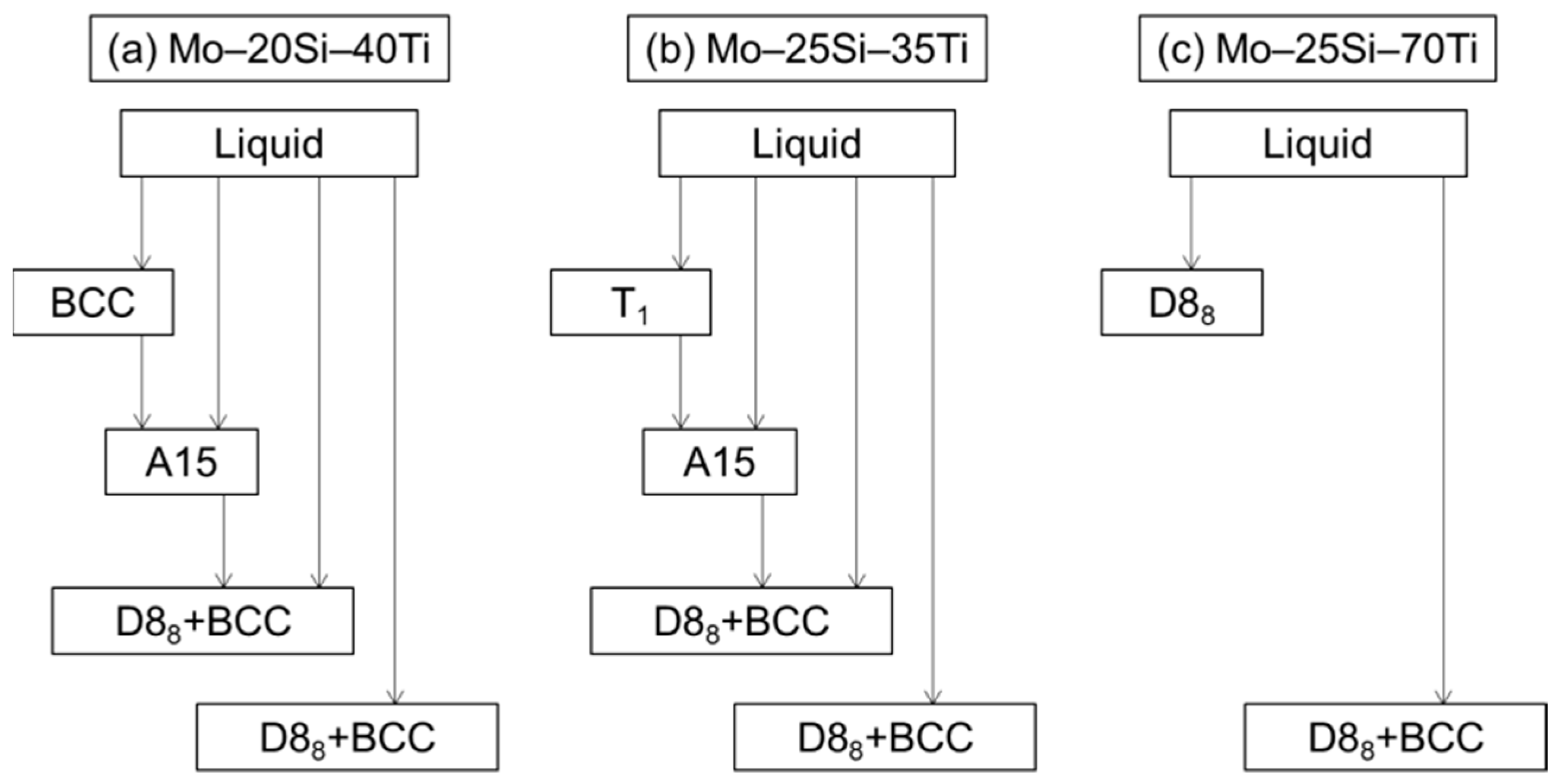
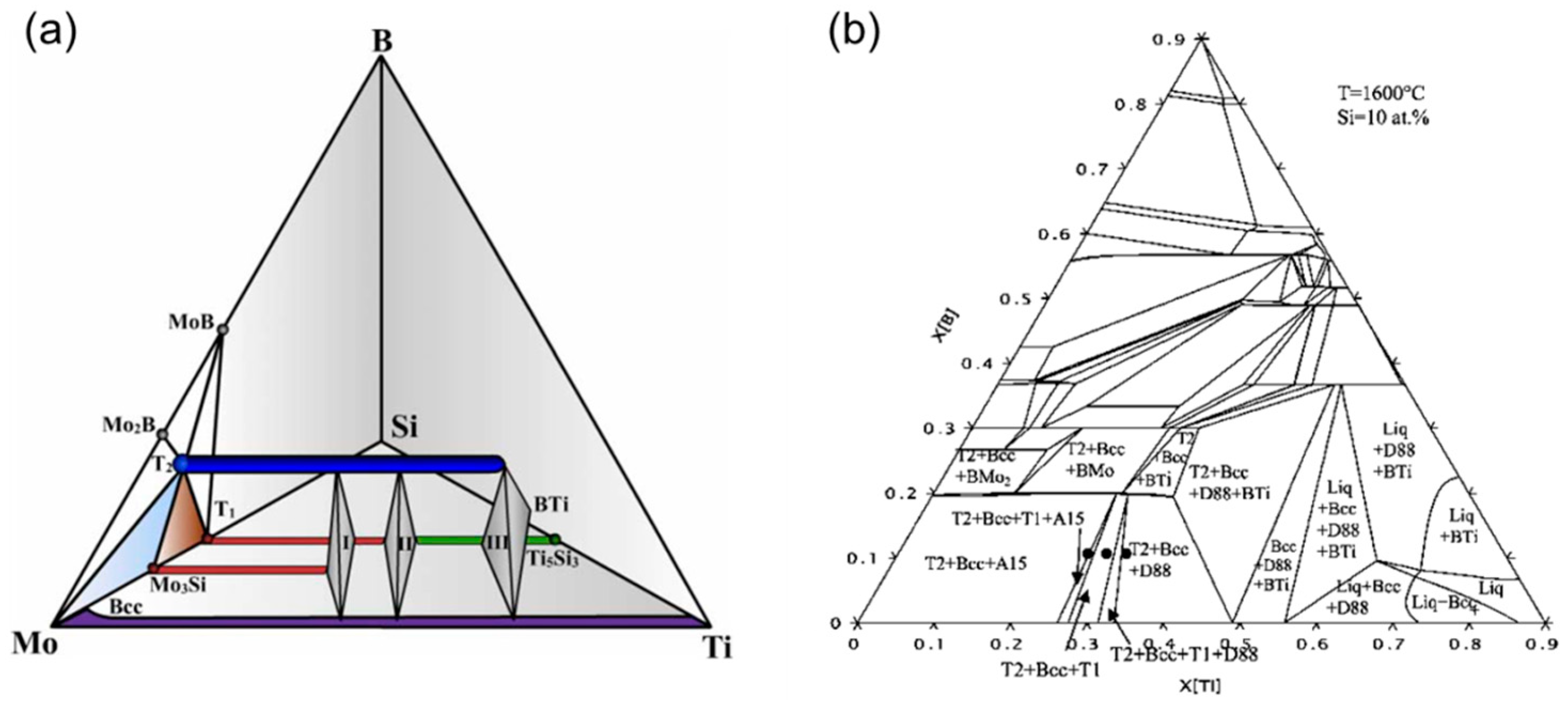
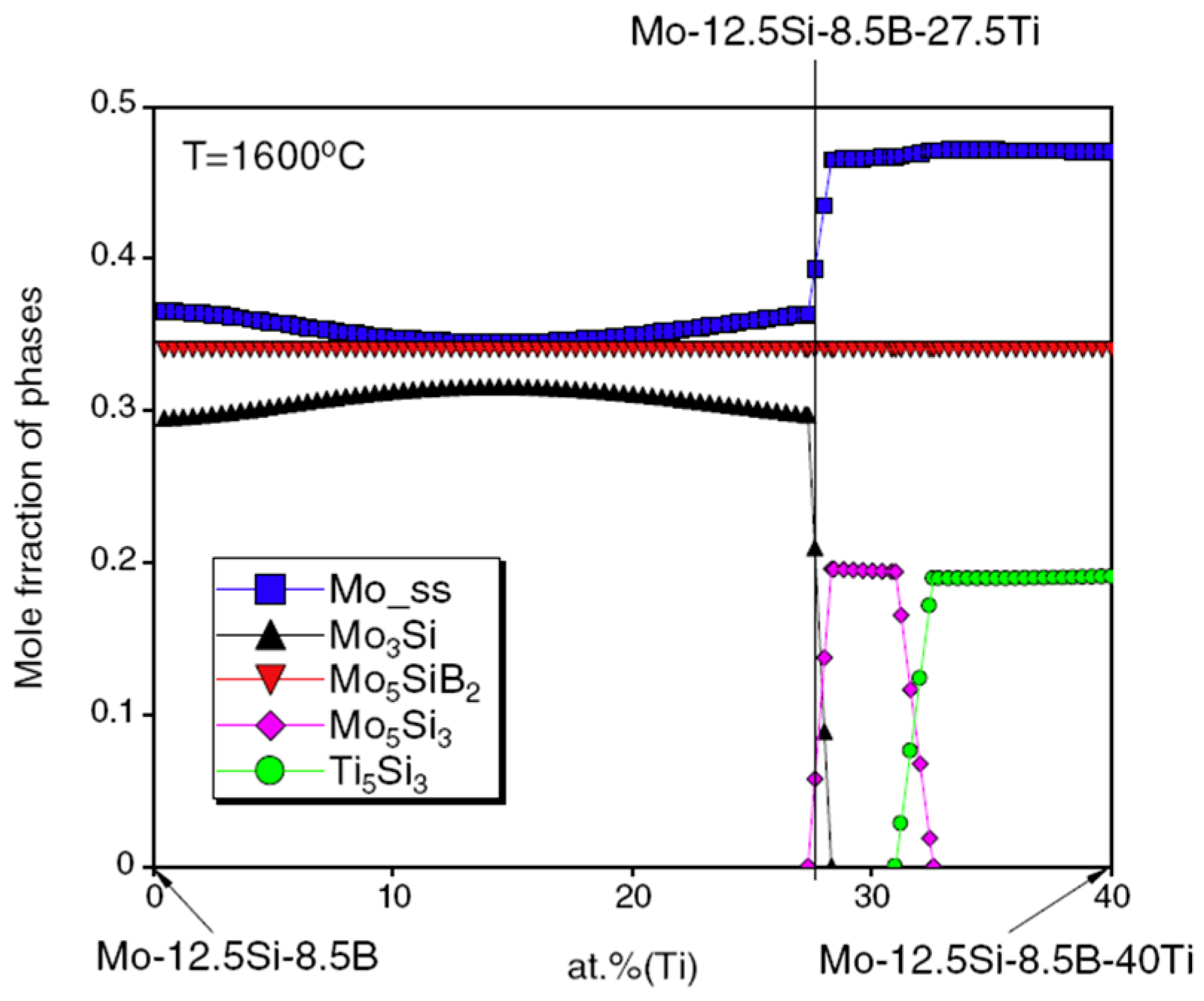
3.1. Thermal Dynamic Calculation
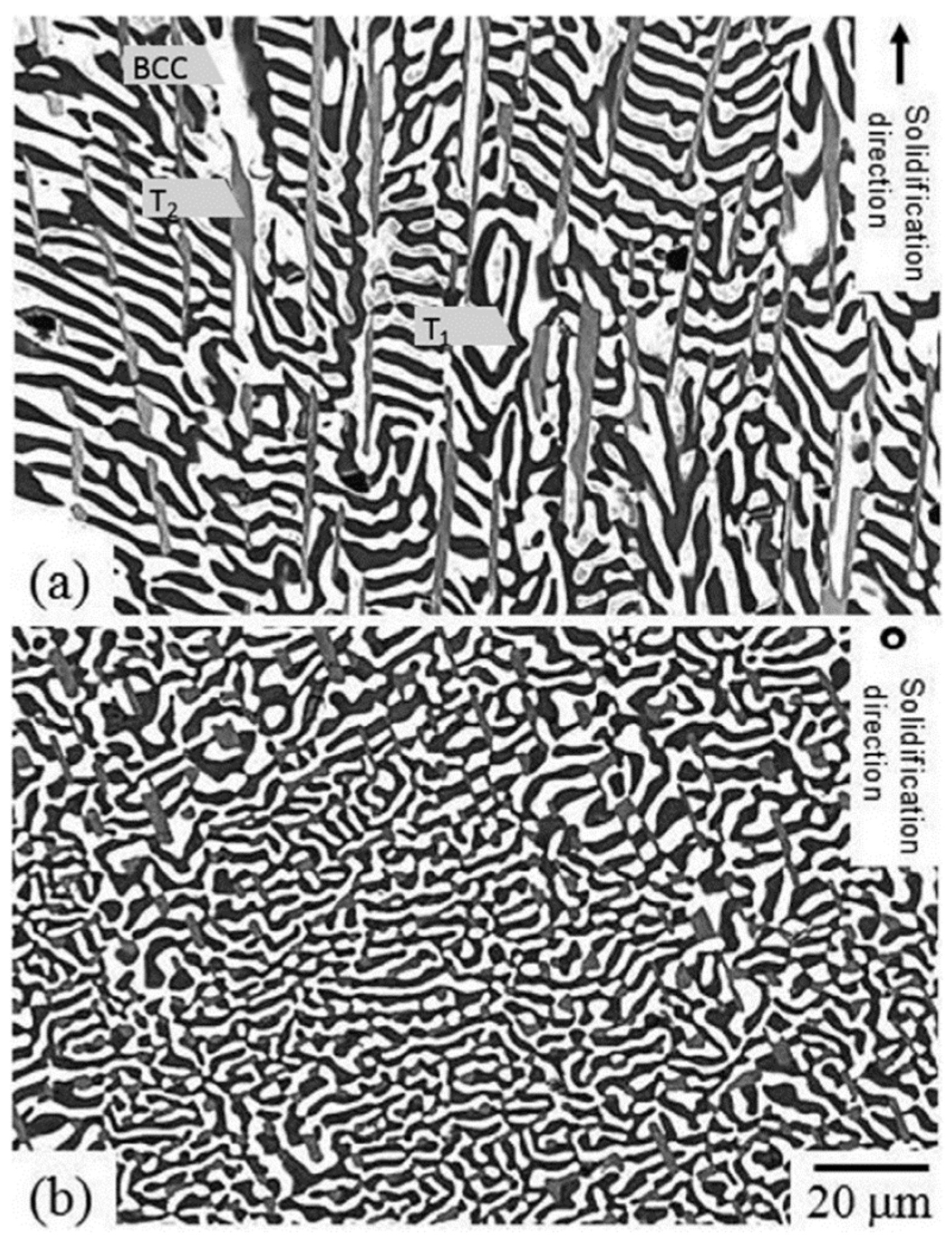
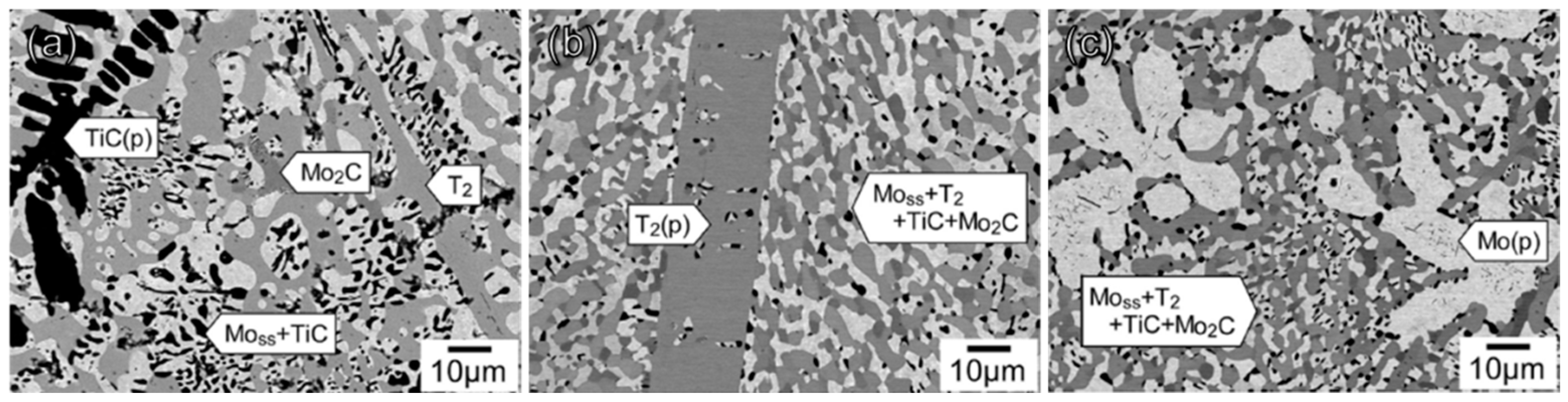
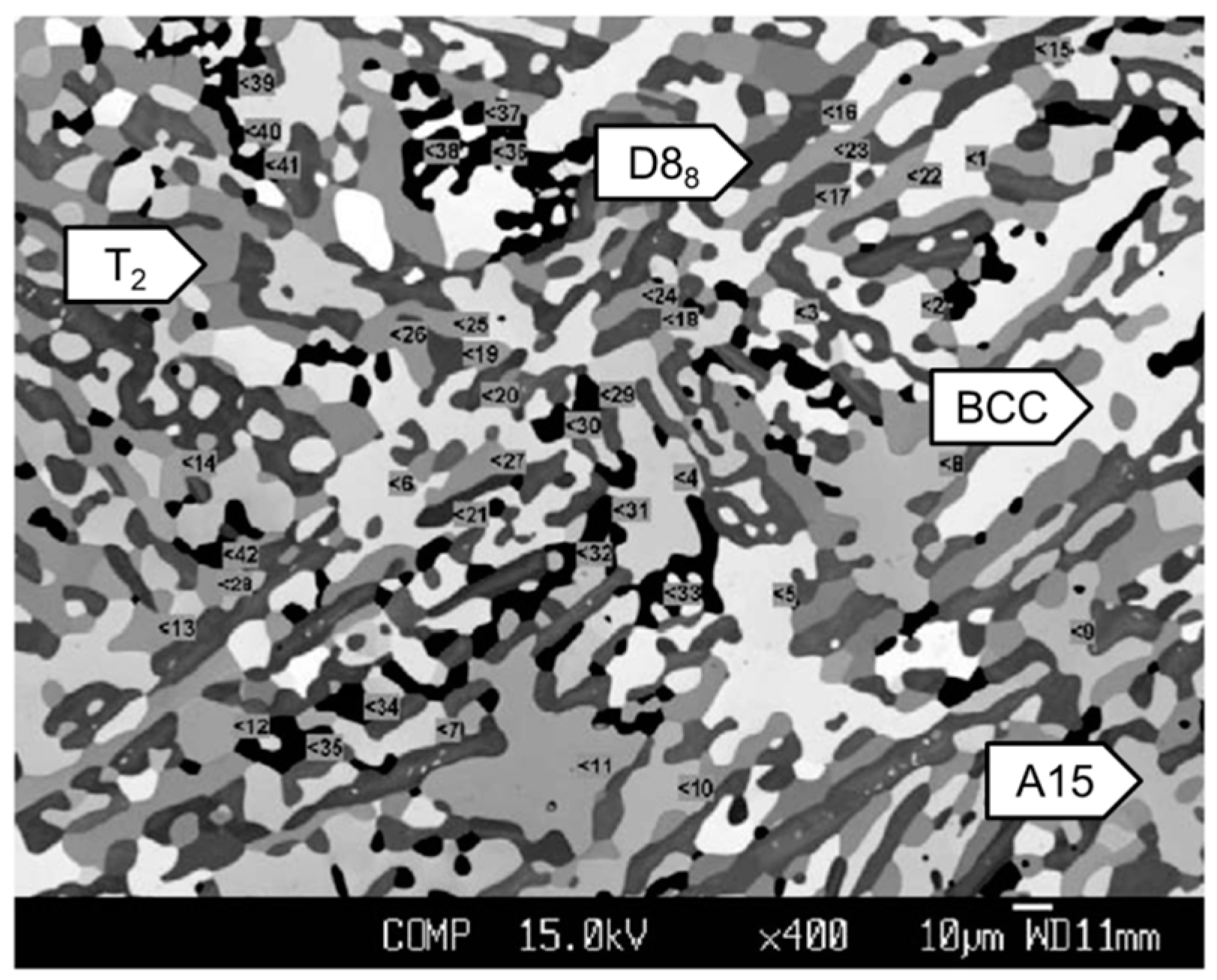
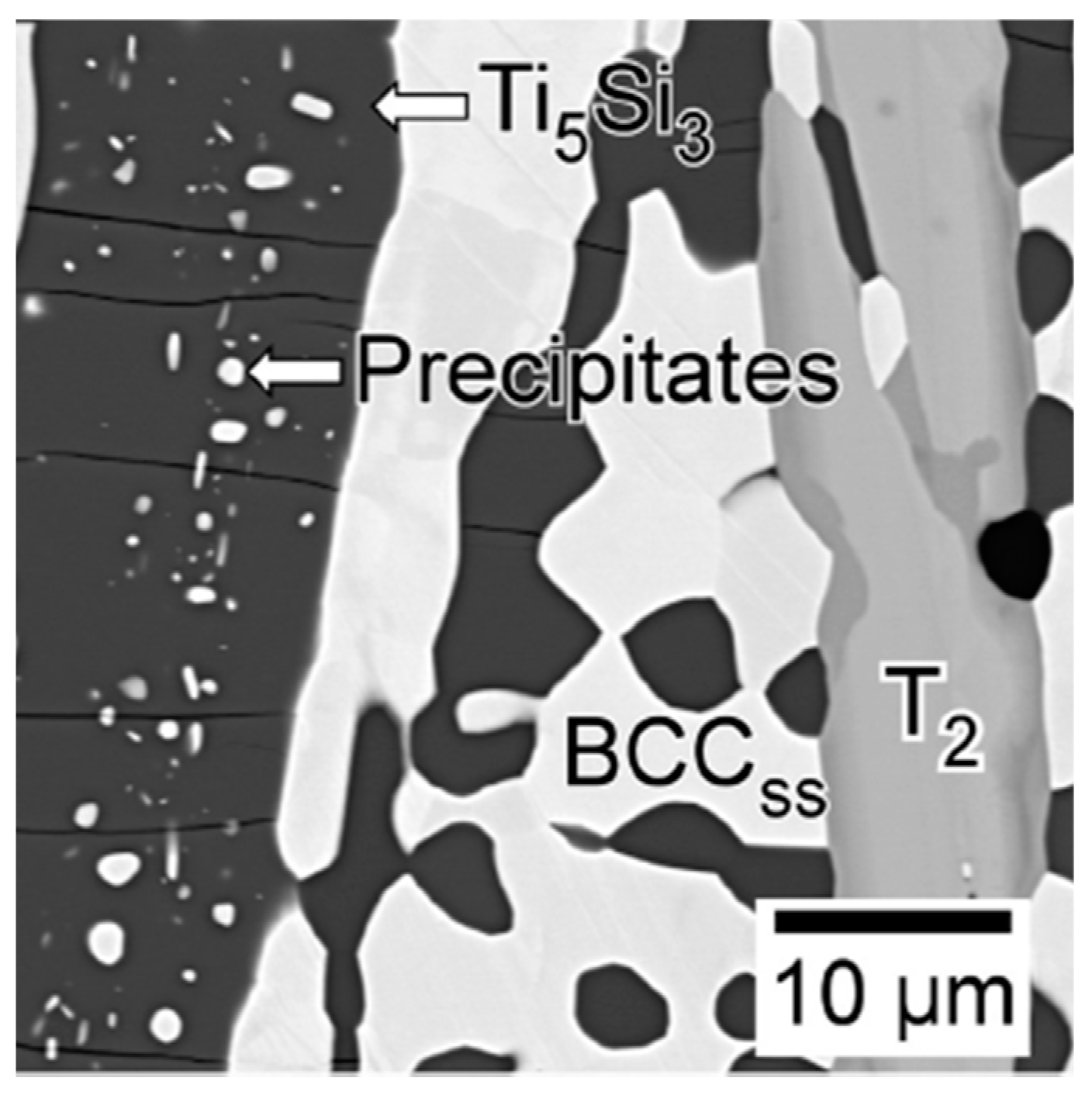
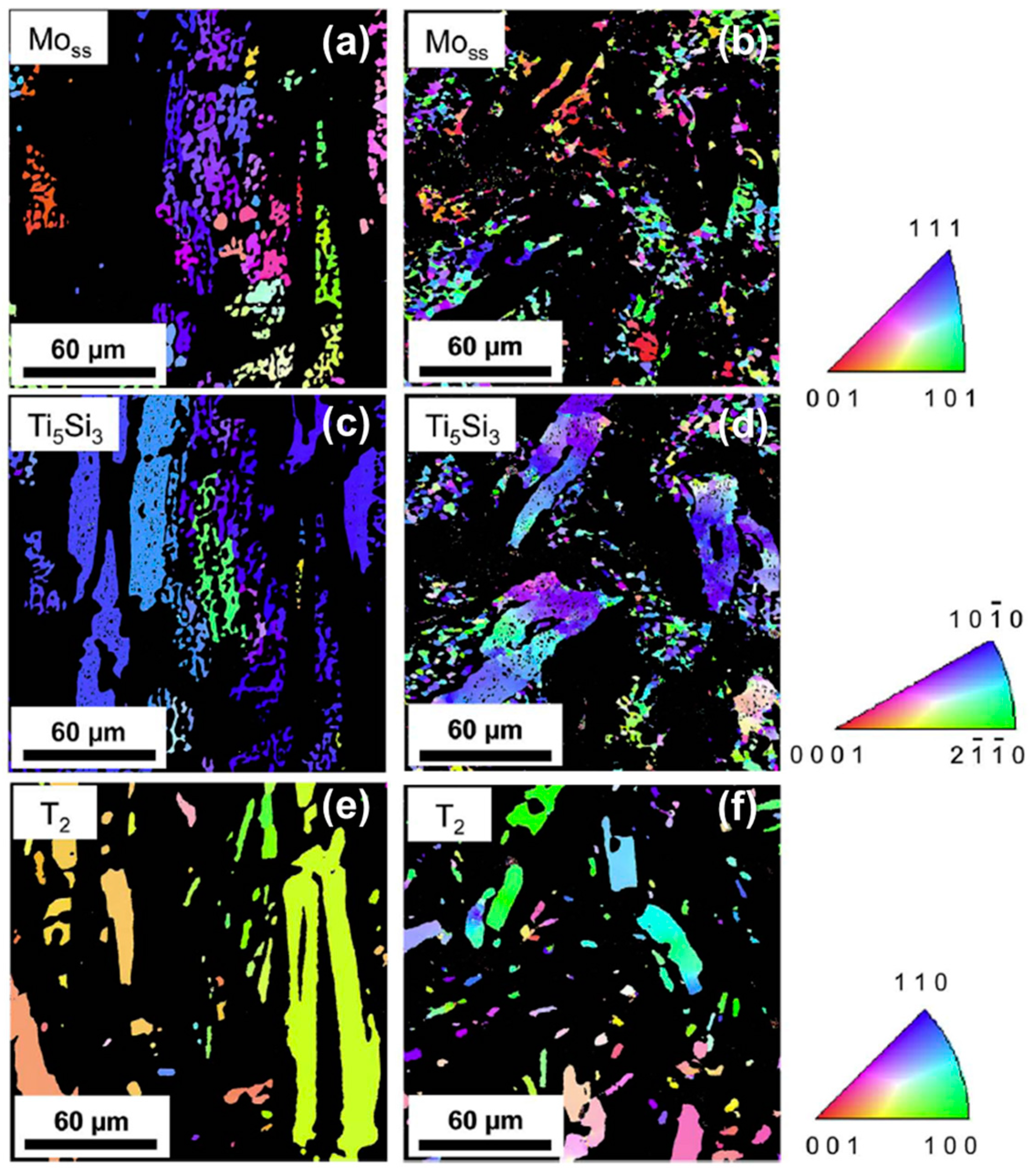
3.2. Experimental Characterization
4. Properties of the Mo–Ti–Si–B Alloy System
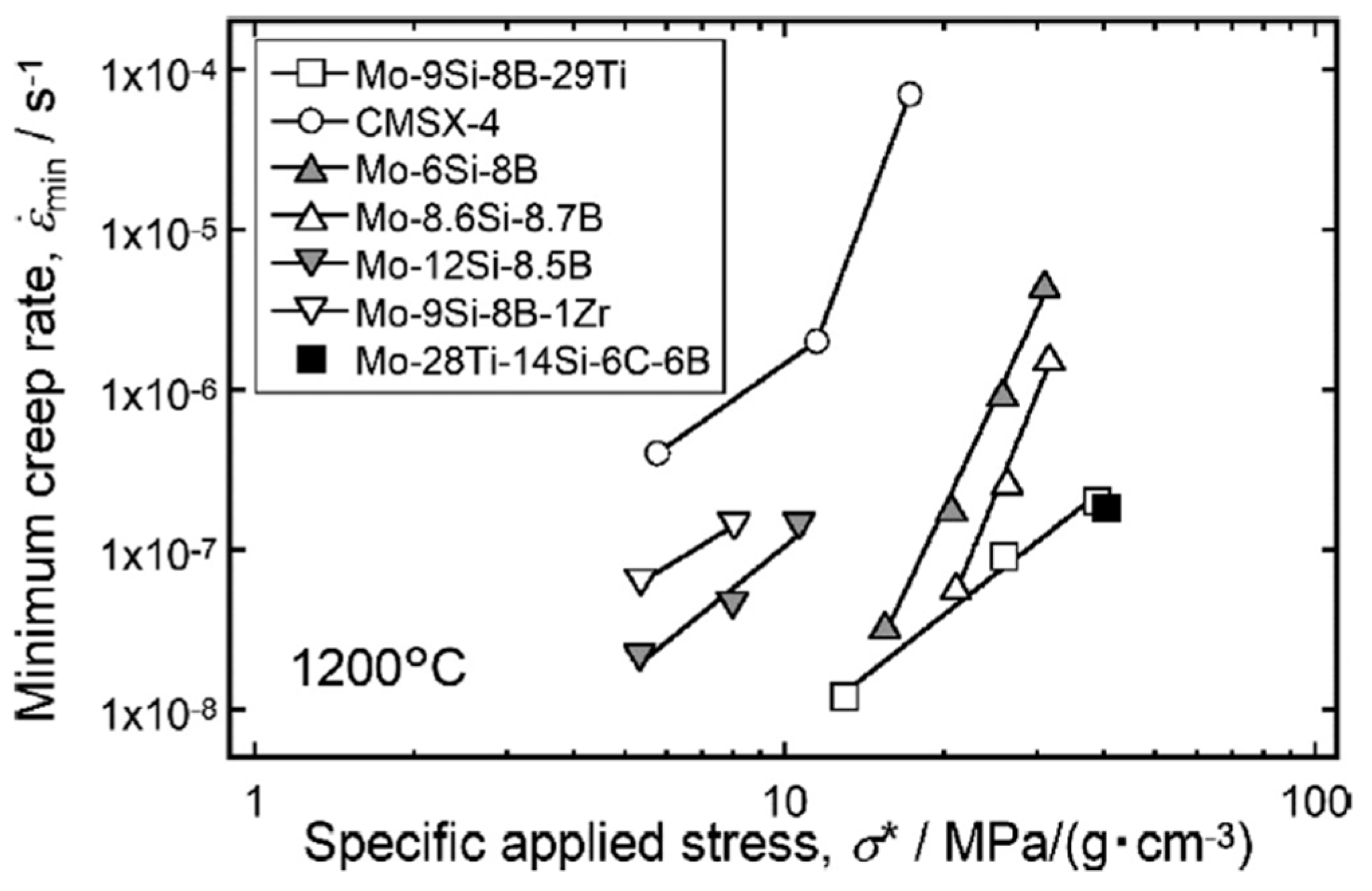
4.1. Mechanical Properties
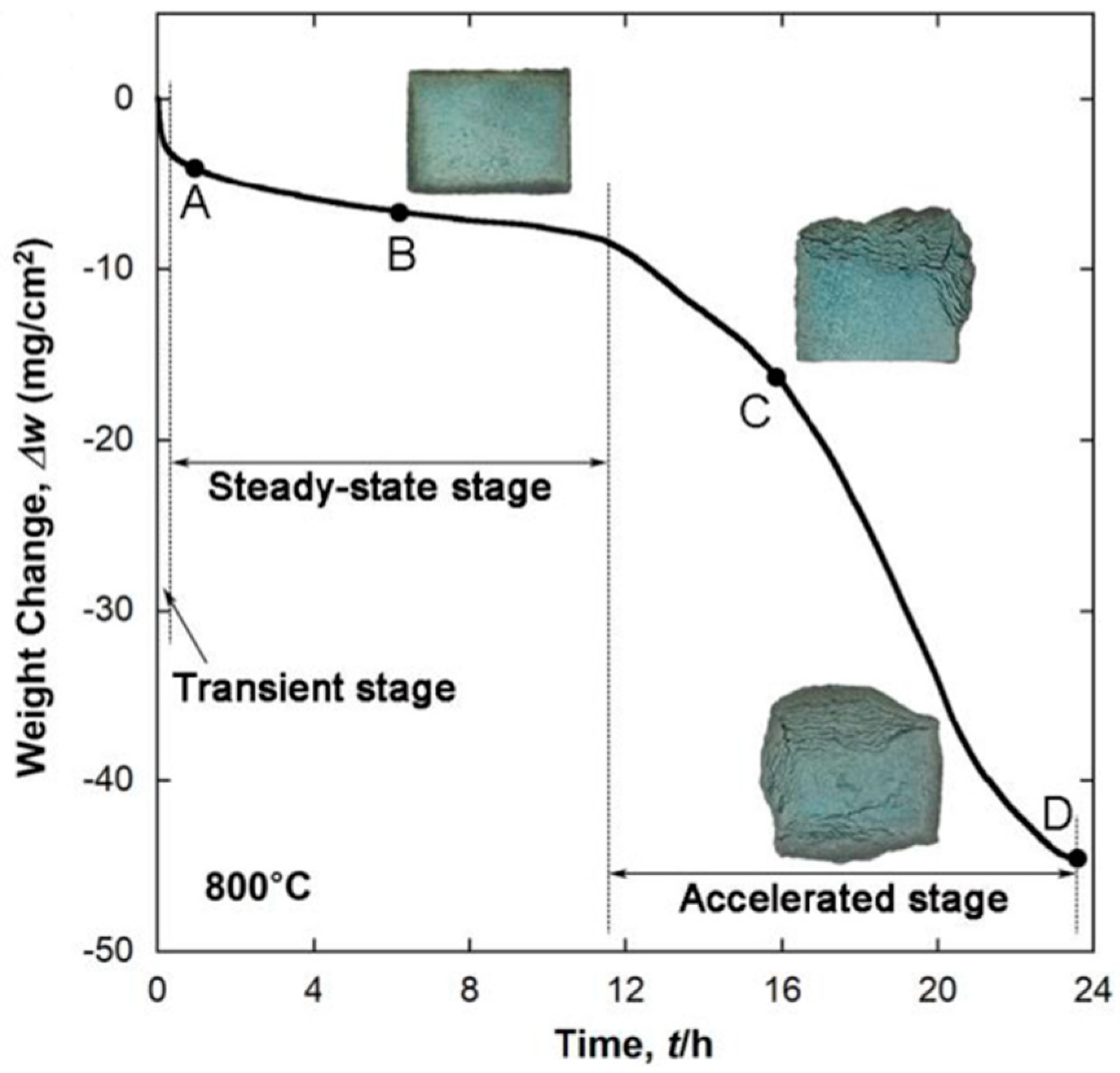
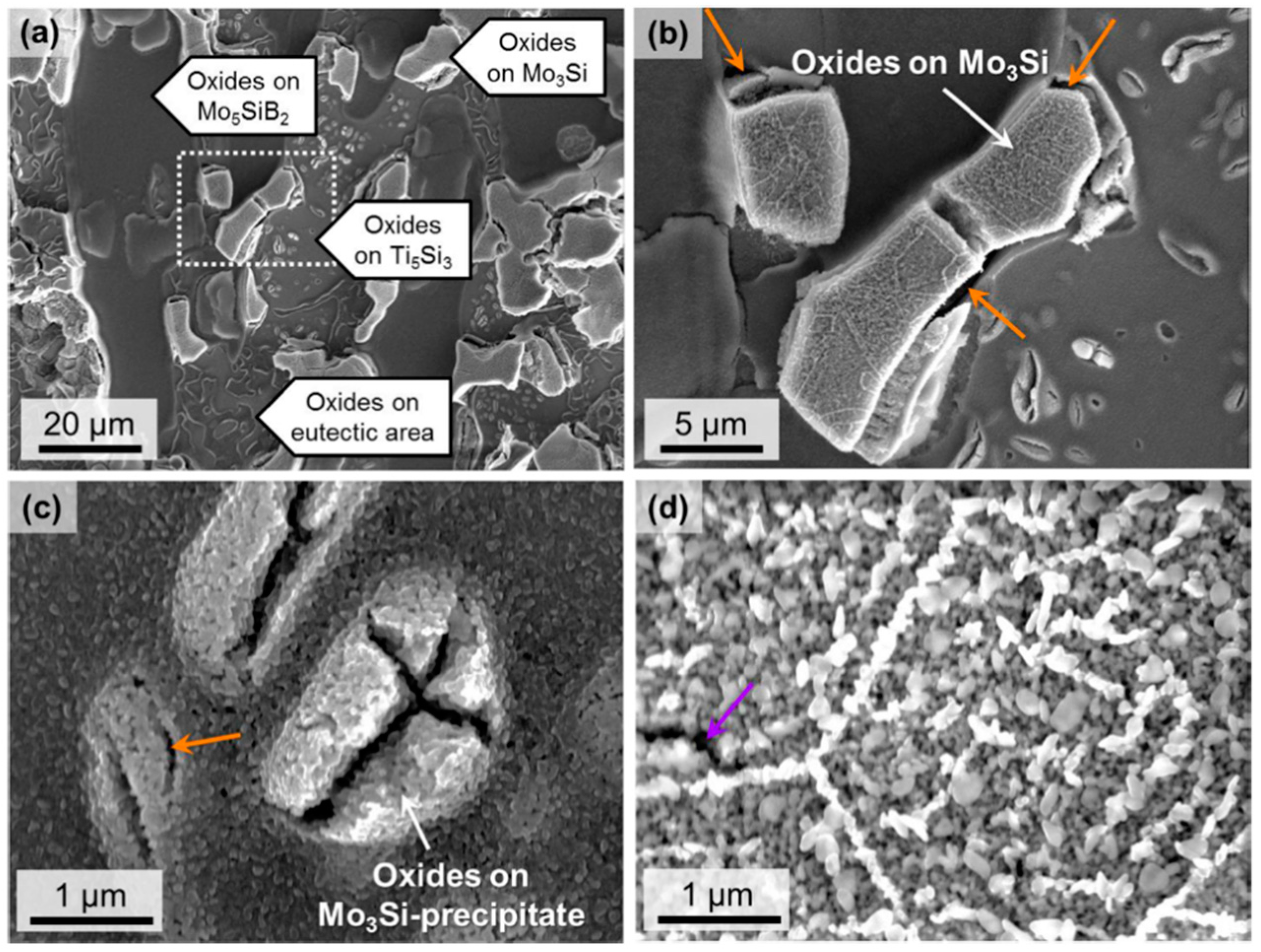
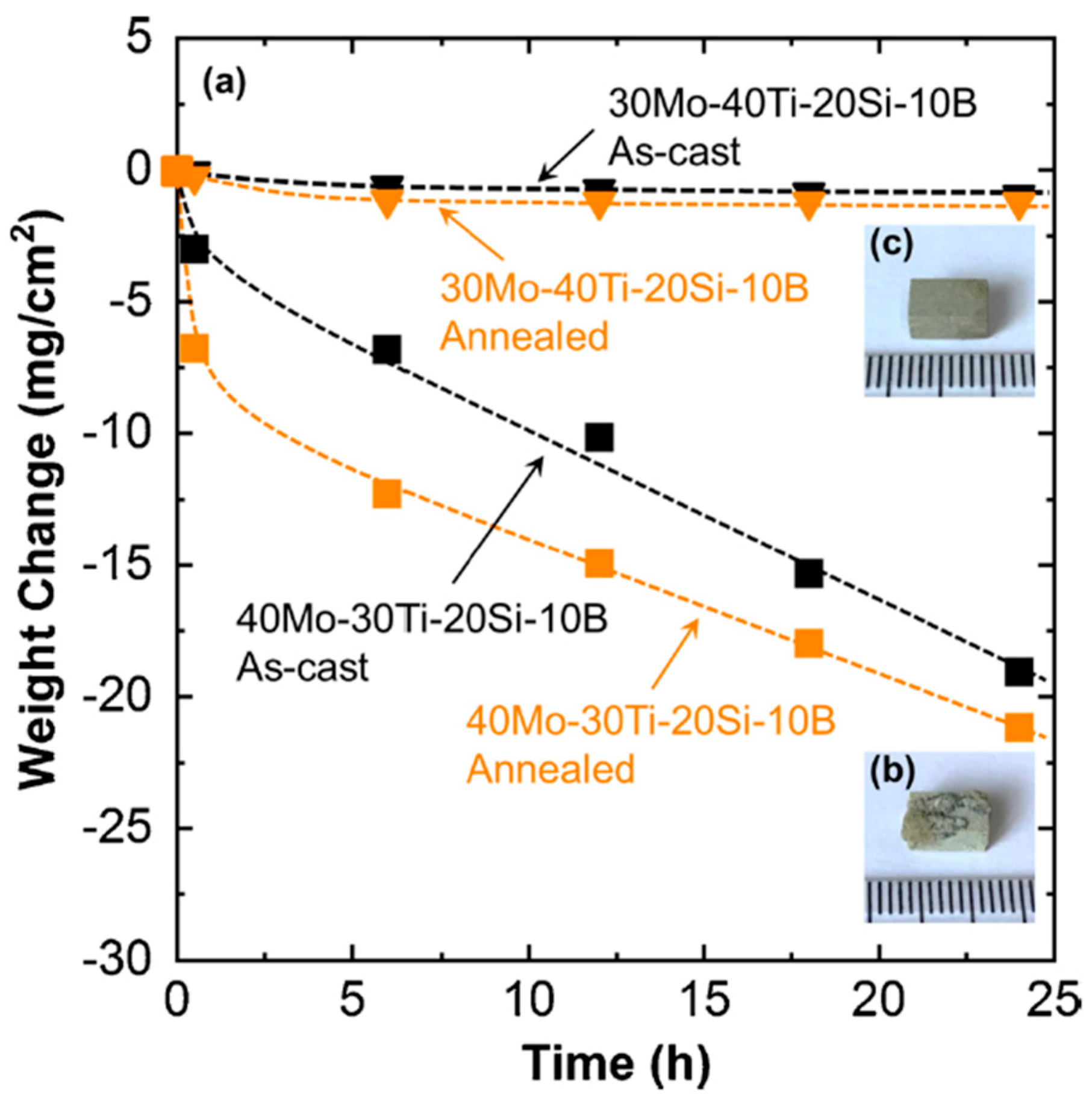
4.2. Oxidation Behavior
5. Outlook
- Multi-element alloying. The BCC phase that suffers from the worst oxidation resistance should be further modified by alloying. The ductility of the alloys may also be improved through microalloying.
- Innovation of alloy preparation process. Besides the traditional arc-melting and powder metallurgy, additive manufacturing should be tested to study the formability of this in situ compound.
- Preparation of environmental barrier coatings. Environmental barrier coatings often act as one of the most effective methods to improve the corrosion resistance of high-temperature materials. New types of coatings should be developed for novel alloys.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stoichiometric Formula | Abbreviations of Compound Name | Crystal Structure | Structure and Space Group |
|---|---|---|---|
| Mo3Si | A15 | Cubic | Pm3n |
| Mo5SiB2 | T2 | Tetragonal | I4/mcm |
| Mo5Si3 | T1 | Tetragonal | I4/mcm |
| Ti5Si3 | D88 | Hexagonal | I4/mcm |
| TiC | / | Cubic | Fmm |
References
- Perepezko, J.H. The hotter the engine, the better. Science 2009, 326, 1068–1069. [Google Scholar] [CrossRef]
- Zhao, J.-C.; Westbrook, J.H. Ultrahigh-temperature materials for jet engines. MRS Bull. 2003, 28, 622–630. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Zhang, J.; Ai, C. Nickel-based superalloys. Encycl. Mater. Met. Alloys 2022, 1, 294–304. [Google Scholar]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Lipsitt, H.A. The balance of mechanical and environmental properties of a multielement niobium-niobium silicide-based in situ composite. Metall. Mater. Trans. A 1996, 27, 3801–3808. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Zhao, J.-C.; Subramanian, P.R. A review of very-high-temperature Nb-silicide-based composites. Metall. Mater. Trans. A 2003, 34, 2043–2052. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Liu, C.T.; Easton, D.S.; Carmichael, C.A. Microstructure and mechanical properties of Mo–Mo3Si–Mo5SiB2 silicides. Mater. Sci. Eng. A 1999, 261, 78–83. [Google Scholar] [CrossRef]
- Dimiduk, D.M.; Perepezko, J.H. Mo–Si–B alloys: Developing a revolutionary turbine-engine material. MRS Bull. 2003, 28, 639–645. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. Alloys for application at ultra-high temperatures: Nb-silicide in situ composites Challenges, breakthroughs and opportunities. Prog. Mater. Sci. 2022, 123, 100714. [Google Scholar] [CrossRef]
- Zhang, L.; Huang, Y.; Lin, J. Research status on ultra-high-temperature structural intermetallics of Mo–Si–B ternary system. J. Nanjing Univ. Aeronaut. Astronaut. 2016, 48, 1–9. [Google Scholar]
- Jain, P.; Kumar, K.S. Tensile creep of Mo–Si–B alloys. Acta Mater. 2010, 58, 2124–2142. [Google Scholar] [CrossRef]
- Hasemann, G.; Bogomol, I.; Schliephake, D.; Loboda, P.I.; Krüger, M. Microstructure and creep properties of a near-eutectic directionally solidified multiphase Mo–Si–B alloy. Intermetallics 2014, 48, 28–33. [Google Scholar] [CrossRef]
- Supatarawanich, V.; Johnson, D.R.; Liu, C.T. Oxidation behavior of multiphase Mo–Si–B alloys. Intermetallics 2004, 12, 721–725. [Google Scholar] [CrossRef]
- Helmick, D.A.; Meier, G.H.; Pettit, F.S. The development of protective borosilicate layers on a Mo–3Si–1B (Weight Percent) alloy. Metall. Mater. Trans. A 2005, 36, 3371–3383. [Google Scholar] [CrossRef]
- Jéhanno, P.; Böning, M.; Kestler, H.; Heilmaier, M.; Saage, H.; Krüger, M. Molybdenum alloys for high temperature applications in air. Powder Metall. 2008, 51, 99–102. [Google Scholar] [CrossRef]
- Lemberg, J.A.; Ritchie, R.O. Mo–Si–B alloys for ultrahigh-temperature structural applications. Adv. Mater. 2012, 24, 3445–3480. [Google Scholar] [CrossRef]
- Schneibel, J.H.; Kramer, M.J.; Easton, D.S. A Mo–Si–B intermetallic alloy with a continuous α-Mo matrix. Scr. Mater. 2002, 46, 217–221. [Google Scholar] [CrossRef]
- Meyer, M.K.; Thom, A.J.; Akinc, M. Oxide scale formation and isothermal oxidation behavior of Mo–Si–B intermetallics at 600–1000 °C. Intermetallics 1999, 7, 153–162. [Google Scholar] [CrossRef]
- Parthasarathy, T.A.; Mendiratta, M.G.; Dimiduk, D.M. Oxidation mechanisms in Mo-reinforced Mo5SiB2(T2)–Mo3Si alloys. Acta Mater. 2002, 50, 1857–1868. [Google Scholar] [CrossRef]
- Sakidja, R.; Myers, J.; Kim, S.; Perepezko, J.H. The effect of refractory metal substitution on the stability of Mo(ss) + T2 two-phase field in the Mo–Si–B system. Int. J. Refract. Met. Hard Mater. 2000, 18, 193–204. [Google Scholar] [CrossRef]
- Ito, K.; Kumagai, M.; Hayashi, T.; Yamaguchi, M. Room temperature fracture toughness and high temperature strength of T2/Moss and (Mo,Nb)ss/T1/T2 eutectic alloys in the Mo–Si–B system. Scr. Mater. 2003, 49, 285–290. [Google Scholar] [CrossRef]
- Takata, N.; Sekido, N.; Takeyama, M.; Perepezko, J.H.; Follett-Figueroa, M.; Zhang, C. Solidification of Bcc/T1/T2 three-phase microstructure in Mo–Nb–Si–B alloys. Intermetallics 2016, 72, 1–8. [Google Scholar] [CrossRef]
- Sakidja, R.; Perepezko, J.H. Alloying and microstructure stability in the high-temperature Mo–Si–B system. J. Nucl. Mater. 2007, 366, 407–416. [Google Scholar] [CrossRef]
- Galetz, M.C.; Ulrich, A.S.; Hasemann, G.; Krüger, M. Refractory metal-based high entropy silicide-borides: The future of materials beyond MoSiB? Intermetallics 2022, 148, 107620. [Google Scholar] [CrossRef]
- Yoshimi, K.; Nakatani, S.; Suda, T.; Hanada, S.; Habazaki, H. Oxidation behavior of Mo5SiB2-based alloy at elevated temperatures. Intermetallics 2002, 10, 407–414. [Google Scholar] [CrossRef]
- Rioult, F.A.; Imhoff, S.D.; Sakidja, R.; Perepezko, J.H. Transient oxidation of Mo–Si–B alloys: Effect of the microstructure size scale. Acta Mater. 2009, 57, 4600–4613. [Google Scholar] [CrossRef]
- Zhao, M.; Xu, B.; Shao, Y.; Liang, J.; Wu, S.; Yan, Y. Oxidation behavior of Moss–Ti5Si3–T2 composites at intermediate and high temperatures. Intermetallics 2020, 118, 106702. [Google Scholar]
- Liu, Y.; Kramer, M.J.; Thom, A.J.; Akinc, M. Oxidation behavior of multiphase Nb-Mo-Si-B intermetallics. Metall. Mater. Trans. A. 2005, 36, 601–607. [Google Scholar] [CrossRef]
- Behrani, V.; Thom, A.J.; Kramer, M.J.; Akinc, M. Microstructure and oxidation behavior of Nb–Mo–Si–B alloys. Intermetallics 2006, 14, 24–32. [Google Scholar] [CrossRef]
- Miyamoto, S.; Yoshimi, K.; Ha, S.-H.; Kaneko, T.; Nakamura, J.; Sato, T.; Maruyama, K.; Tu, R.; Goto, T. Phase equilibria, microstructure, and high-temperature strength of TiC-added Mo–Si–B alloys. Metall. Mater. Trans. A 2014, 45, 1112–1123. [Google Scholar] [CrossRef]
- Moriyama, T.; Yoshimi, K.; Zhao, M.; Masnou, T.; Yokoyama, T.; Nakamura, J.; Katsui, H.; Goto, T. Room-temperature fracture toughness of MoSiBTiC alloys. Intermetallics 2017, 84, 92–102. [Google Scholar] [CrossRef]
- Yoshimi, K.; Nakamura, J.; Kanekon, D.; Yamamoto, S.; Maruyama, K.; Katsui, H.; Goto, T. High-temperature compressive properties of TiC-added Mo–Si–B alloys. JOM 2014, 66, 1930–1938. [Google Scholar] [CrossRef]
- Kamata, S.Y.; Kanekon, D.; Lu, Y.; Sekido, N.; Maruyama, K.; Eggeler, G.; Yoshimi, K. Ultrahigh-temperature tensile creep of TiC-reinforced Mo–Si–B based alloy. Sci. Rep. 2018, 8, 10487. [Google Scholar] [CrossRef] [PubMed]
- Hatakeyama, T.; Kauffmann, A.; Obert, S.; Gombola, C.; Heilmaier, M.; Yoshimi, K. Oxidation resistance, creep strength and room-temperature fracture toughness of Mo–28Ti–14Si–6C–6B alloy. Materialia 2021, 16, 101108. [Google Scholar] [CrossRef]
- Zhao, M.; Nakayama, S.; Hatakeyama, T.; Nakamura, J.; Yoshimi, K. Microstructure, high-temperature deformability and oxidation resistance of a Ti5Si3-containing multiphase MoSiBTiC alloy. Intermetallics 2017, 90, 169–179. [Google Scholar] [CrossRef]
- Yang, Y.; Chang, Y.A.; Tan, L.; Cao, W. Multiphase equilibria in the metal-rich region of the Mo–Ti–Si–B system: Thermodynamic prediction and experimental validation. Acta Mater. 2005, 53, 1711–1720. [Google Scholar] [CrossRef]
- Yang, Y.; Bewlay, B.P.; Chen, S.; Chang, Y.A. Application of phase diagram calculations to development of new ultra-high temperature structural materials. Trans. Nonferrous Met. Soc. China 2007, 17, 1396–1404. [Google Scholar] [CrossRef]
- Rosenkranz, R.; Frommeyer, G.; Smarsly, W. Microstructure and properties of high melting point intermetallic Ti5Si3 and TiSi2 compounds. Mater. Sci. Eng. A 1992, 152, 288–294. [Google Scholar] [CrossRef]
- Taniguchi, S.; Minamida, T.; Shibata, T. Oxidation behaviour of Ti5Si3 at temperatures between 1400 and 1700 K. Mater. Sci. Forum. 1997, 251–254, 227–234. [Google Scholar] [CrossRef]
- Williams, J.J.; Akinc, M. Oxidation resistance of Ti5Si3 and Ti5Si3Zx at 1000 °C. Oxid. Met. 2002, 58, 57–71. [Google Scholar] [CrossRef]
- Yang, Y.; Chang, Y.A.; Tan, L.; Du, Y. Experimental investigation and thermodynamic descriptions of the Mo–Si–Ti system. Mater. Sci. Eng. A 2003, 361, 281–293. [Google Scholar] [CrossRef]
- Yang, Y.; Bei, H.; Chen, S.; George, E.P.; Tiley, J.; Chang, Y.A. Effects of Ti, Zr, and Hf on the phase stability of Mo_ss + Mo3Si + Mo5SiB2 alloys at 1600 °C. Acta Mater. 2010, 58, 541–548. [Google Scholar] [CrossRef]
- Schliephake, D.; Azim, M.; Klinski-Wetzel, K.V.; Gorr, B.; Christ, H.-J.; Bei, H.; George, E.P.; Heilmaier, M. High-temperature creep and oxidation behavior of Mo–Si–B alloys with high Ti contents. Metall. Mater. Trans. A 2014, 45, 1102–1111. [Google Scholar] [CrossRef]
- Jéhanno, P.; Heilmaier, M.; Kestler, H. Characterization of an industrially processed Mo-based silicide alloy. Intermetallics 2004, 12, 1005–1009. [Google Scholar] [CrossRef]
- Schliephake, D.; Kauffmann, A.; Cong, X.; Gombola, C.; Azim, M.; Gorr, B.; Christ, H.-J.; Heilmaier, M. Constitution, oxidation and creep of eutectic and eutectoid Mo-Si-Ti alloys. Intermetallics 2019, 104, 133–142. [Google Scholar] [CrossRef]
- Obert, S.; Kauffmann, A.; Heilmaier, M. Characterisation of the oxidation and creep behaviour of novel Mo-Si-Ti alloys. Acta Mater. 2020, 184, 132–142. [Google Scholar] [CrossRef]
- Obert, S.; Kauffmann, A.; Seils, S.; Schellert, S.; Weber, M.; Gorr, B.; Christ, H.-J.; Heilmaier, M. On the chemical and microstructural requirements for the pesting-resistance of Mo–Si–Ti alloys. J. Mater. Res. Technol. 2020, 9, 8556–8567. [Google Scholar] [CrossRef]
- Zhao, M.; Xu, B.; Shao, Y.; Zhu, Y.; Wu, J.; Wu, S.; Yan, Y. Microstructure and oxidation mechanism of multiphase Mo–Ti–Si–B alloys at 800 °C. Corros. Sci. 2021, 187, 109518. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, J. Ti5Si3 and Ti5Si3-based alloys: Alloying behavior, microstructure and mechanical property evaluation. Acta Mater. 1998, 46, 3535–3546. [Google Scholar]
- Tang, Z.; Williams, J.J.; Thom, A.J.; Akinc, M. High temperature oxidation behavior of Ti5Si3-based intermetallics. Intermetallics 2008, 16, 1118–1124. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, J. Thermal expansion and elastic moduli of the silicide based intermetallic alloys Ti5Si3(X) and Nb5Si3. Scr. Mater. 1998, 38, 307–313. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Ida, S.; Sekido, N.; Yoshimi, K. Significant improvement of the oxidation resistance of MoSiBTiC-based multiphase alloys by Ti enrichment. Corros. Sci. 2020, 176, 108937. [Google Scholar] [CrossRef]
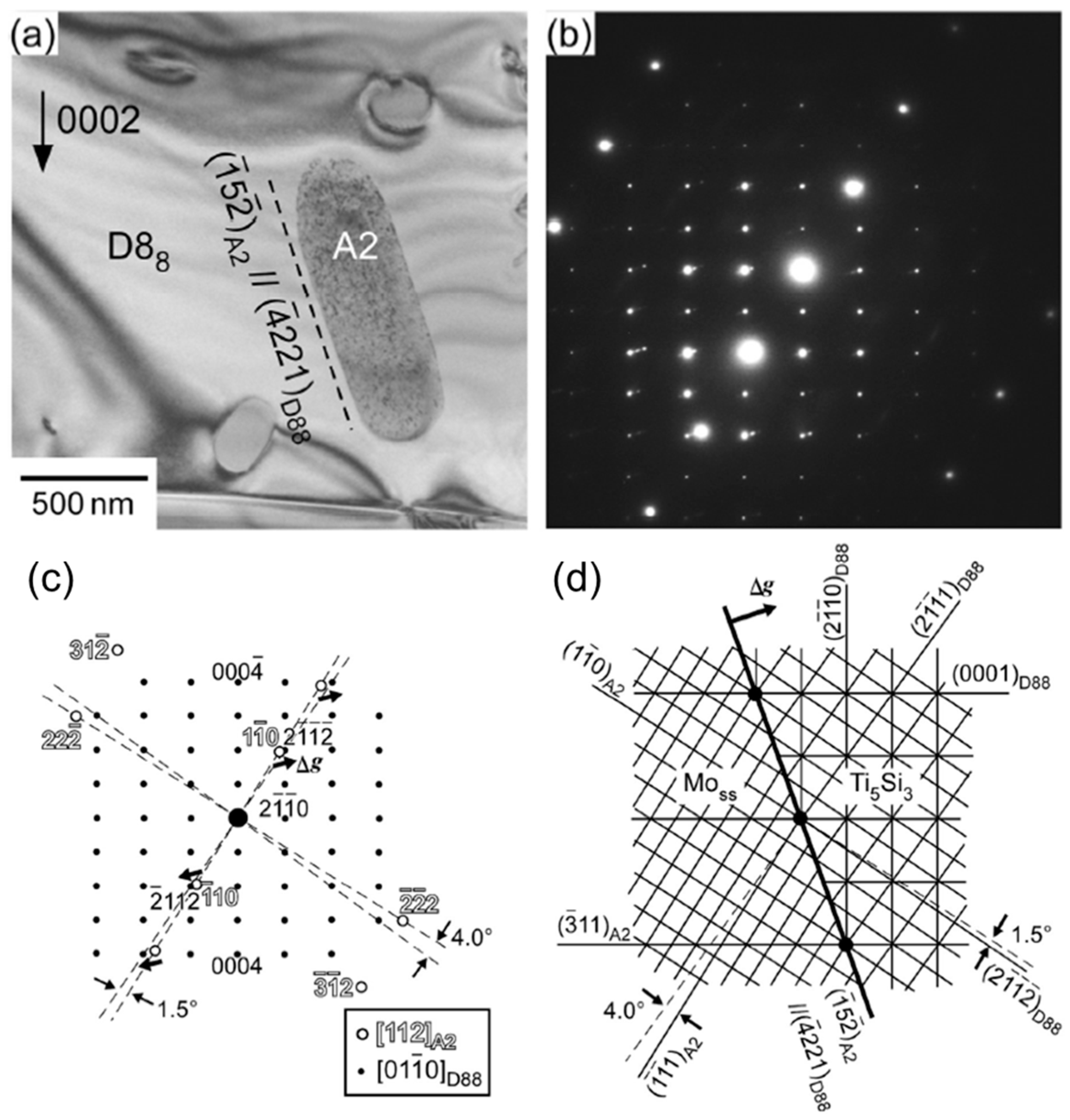
- Hatakeyama, T.; Sekido, N.; Kimura, Y.; Yoshimi, K. Orientation relationship between bcc precipitates and Ti5Si3 matrix in Mo–Si–B–Ti–C quinary alloys. Intermetallics 2020, 124, 106863. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M. Edge-to-edge matching model for predicting orientation relationships and habit planes—The improvements. Scr. Mater. 2005, 52, 963–968. [Google Scholar] [CrossRef]
- Umakoshi, Y.; Nakashima, T. High temperature deformation of Ti5Si3 single crystals with D88 structure. Scr. Metall. Mater. 1994, 30, 1431–1436. [Google Scholar] [CrossRef]
- Kishida, K.; Fujiwara, M.; Adachi, H.; Tanaka, K.; Inui, H. Plastic deformation of single crystals of Ti5Si3 with the hexagonal D88 structure. Acta Mater. 2010, 58, 846–857. [Google Scholar] [CrossRef] [Green Version]
- Mitra, R. Mechanical behavior and oxidation resistance of structure silicides. Int. Mater. Rev. 2006, 51, 13–64. [Google Scholar] [CrossRef]
- Azim, M.A.; Schliephake, D.; Hochmuth, C.; Gorr, B.; Christ, H.-J.; Glatzel, U.; Heilmaier, M. Creep resistance and oxidation behavior of novel Mo–Si–B–Ti alloys. JOM 2015, 67, 2621–2628. [Google Scholar] [CrossRef]
- Sadananda, K.; Feng, C.R.; Mitra, R.; Deevi, S.C. Creep and fatigue properties of high temperature silicides and their composites. Mater. Sci. Eng. A 1999, 261, 223–238. [Google Scholar] [CrossRef]
- Heilmaier, M.; Krüger, M.; Saage, H.; Rösler, J.; Mukherji, D.; Glatzel, U.; Völkl, R.; Hüttner, R.; Eggeler, G.; Somsen, C.; et al. Metallic materials for structural applications beyond nickel-based superalloys. JOM 2009, 61, 61–67. [Google Scholar] [CrossRef]
- Meyer, M.; Kramer, M.; Akinc, M. Boron-doped molybdenum silicides. Adv. Mater. 1996, 8, 85–88. [Google Scholar] [CrossRef]
- Azim, M.A.; Burk, S.; Gorr, B.; Christ, H.-J.; Schliephake, D.; Heilmaier, M.; Bornemann, R.; Bolívar, P.H. Effect of Ti (Macro-) alloying on the high-temperature oxidation behavior of ternary Mo–Si–B alloys at 820–1300 °C. Oxid. Met. 2013, 80, 231–242. [Google Scholar] [CrossRef]
- Chou, T.C.; Nieh, T.G. Mechanism of MoSi2 pest during low temeprature oxidation. J. Mater. Res. 1993, 8, 214–226. [Google Scholar] [CrossRef]
- Meschter, P.J. Low-temperature oxidation of molybdenum disilicide. Metall. Trans. A 1992, 23, 1763. [Google Scholar] [CrossRef]
- Pan, K.; Yang, Y.; Wei, S.; Wu, H.; Dong, Z.; Wu, Y.; Wang, S.; Zhang, L.; Lin, J.; Mao, X. Oxidation behavior of Mo-Si-B alloys at medium-to-high temperatures. J. Mater. Sci. Technol. 2021, 60, 113–127. [Google Scholar] [CrossRef]
- Nan, X.; Zhao, M.; Lu, Y.; Sekido, N.; Yoshimi, K. High-temperature oxidation behavior of a Ti5Si3-incorporated MoSiBTiC alloy. Intermetallics 2020, 125, 106895. [Google Scholar] [CrossRef]
- Lu, Q.; Hao, Y.; Wang, Y.; Feng, P.; Fan, J. Microstructural evolution and high-temperature oxidation mechanisms of a Ti-Mo-Si composite. Corros. Sci. 2019, 161, 108180. [Google Scholar] [CrossRef]
- Nan, X.; Hatakeyama, T.; Ida, S.; Sekido, N.; Yoshimi, K. Effect of Cr and Al alloying on the oxidation resistance of a Ti5Si3-incorporated MoSiBTiC alloy. High Temp. Mater. Process. 2021, 40, 204–213. [Google Scholar] [CrossRef]
- Hatakeyama, T.; Sekido, N.; Yoshimi, K. Effect of Cr addition on microstructure and oxidation resistance of a Ti5Si3-containing MoSiBTiC alloy. Corros. Sci. 2020, 166, 108418. [Google Scholar] [CrossRef]
- Hinrichs, F.; Kauffman, A.; Tirunilai, A.S.; Schliephake, D.; Beichert, B.; Winkens, G.; Beck, K.; Ulrich, A.S.; Galetz, M.C.; Long, Z.; et al. A novel nitridation- and pesting-resistant Cr-Si-Mo alloy. Corros. Sci. 2022, 207, 110566. [Google Scholar] [CrossRef]
- Das, J.; Mitra, R.; Roy, S.K. Effect of Ce addition on the oxidation behaviour of Mo–Si–B–Al ultrafine composites at 1100 °C. Scr. Mater. 2011, 64, 486–489. [Google Scholar] [CrossRef]
- Das, J.; Mitra, R.; Roy, S.K. Oxidation behaviour of Mo-Si-B-(Al,Ce) ultrafine-eutectic dendrite composites in the temperature range of 500–700 °C. Intermetallics 2011, 19, 1–8. [Google Scholar] [CrossRef]
- Burk, S.; Gorr, B.; Krüger, M.; Heilmaier, M.; Christ, H.-J. Oxidation behavior of Mo-Si-B-(X) alloys: Macro- and microalloying (X = Cr, Zr, La2O3). JOM 2011, 63, 32–36. [Google Scholar] [CrossRef]
- Das, J.; Roy, B.; Kumar, N.K.; Mitra, R. High temperature oxidation response of Al/Ce doped Mo-Si-B composites. Intermetallics 2017, 83, 101–109. [Google Scholar] [CrossRef]
- Yang, T.; Guo, X. Oxidation behavior of Zr-Y alloyed Mo-Si-B based alloys. Int. J. Refract Hard Met. 2020, 88, 105200. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Zhang, H.; Zhang, F.; Zhang, H. Enhancing the oxidation resistance of Nb-Si based alloys by yttrium addition. Intermetallics 2018, 101, 165–172. [Google Scholar] [CrossRef]















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, M.; Ye, W.; Zhu, M.; Gui, Y.; Guo, W.; Wu, S.; Yan, Y. From Mo–Si–B to Mo–Ti–Si–B Alloys: A Short Review. Materials 2023, 16, 3. https://doi.org/10.3390/ma16010003
Zhao M, Ye W, Zhu M, Gui Y, Guo W, Wu S, Yan Y. From Mo–Si–B to Mo–Ti–Si–B Alloys: A Short Review. Materials. 2023; 16(1):3. https://doi.org/10.3390/ma16010003
Chicago/Turabian StyleZhao, Mi, Wei Ye, Mengyuan Zhu, Yuteng Gui, Wei Guo, Shusen Wu, and Youwei Yan. 2023. "From Mo–Si–B to Mo–Ti–Si–B Alloys: A Short Review" Materials 16, no. 1: 3. https://doi.org/10.3390/ma16010003