
Effects of Cold Rolling Reduction on Microstructure, Thickness, Adhesive Force of Al-Si Coating and on Bending Toughness of Al-Si Coated Press-Hardened Steel



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Cold Rolling
2.2. Microstructure Characterization and Property Test
3. Results and Discussion
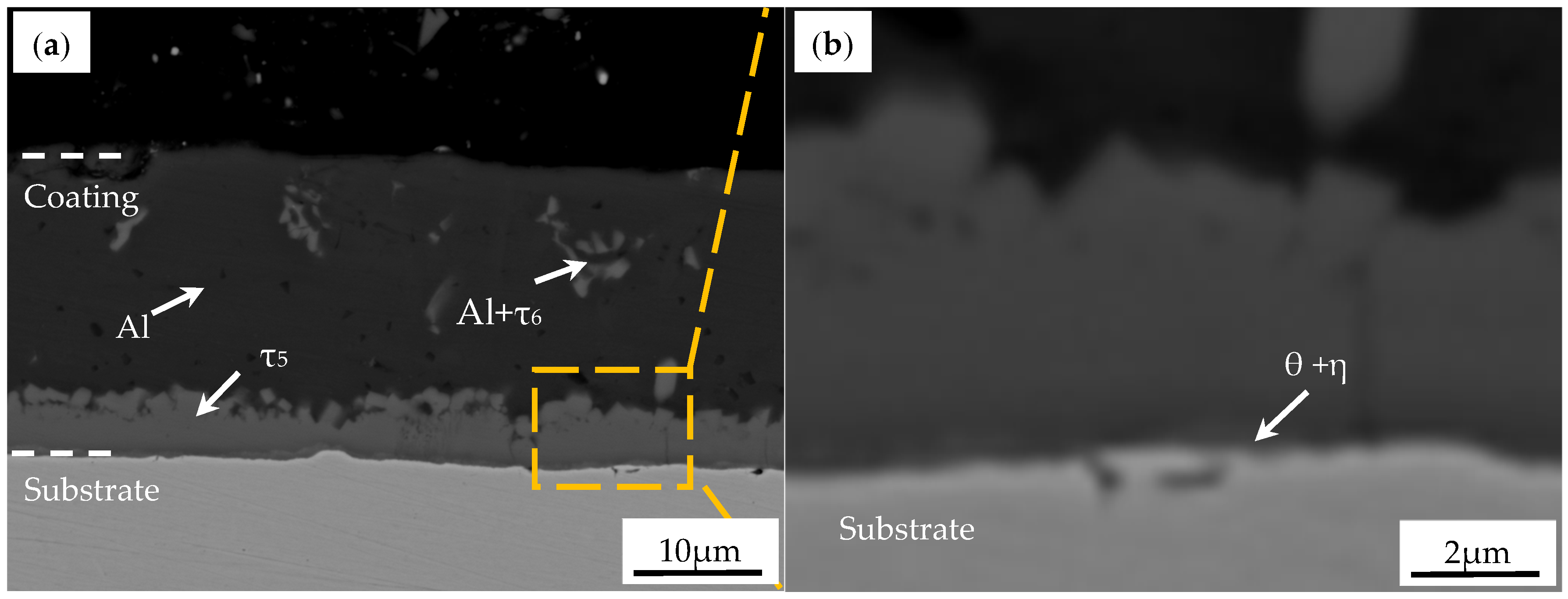
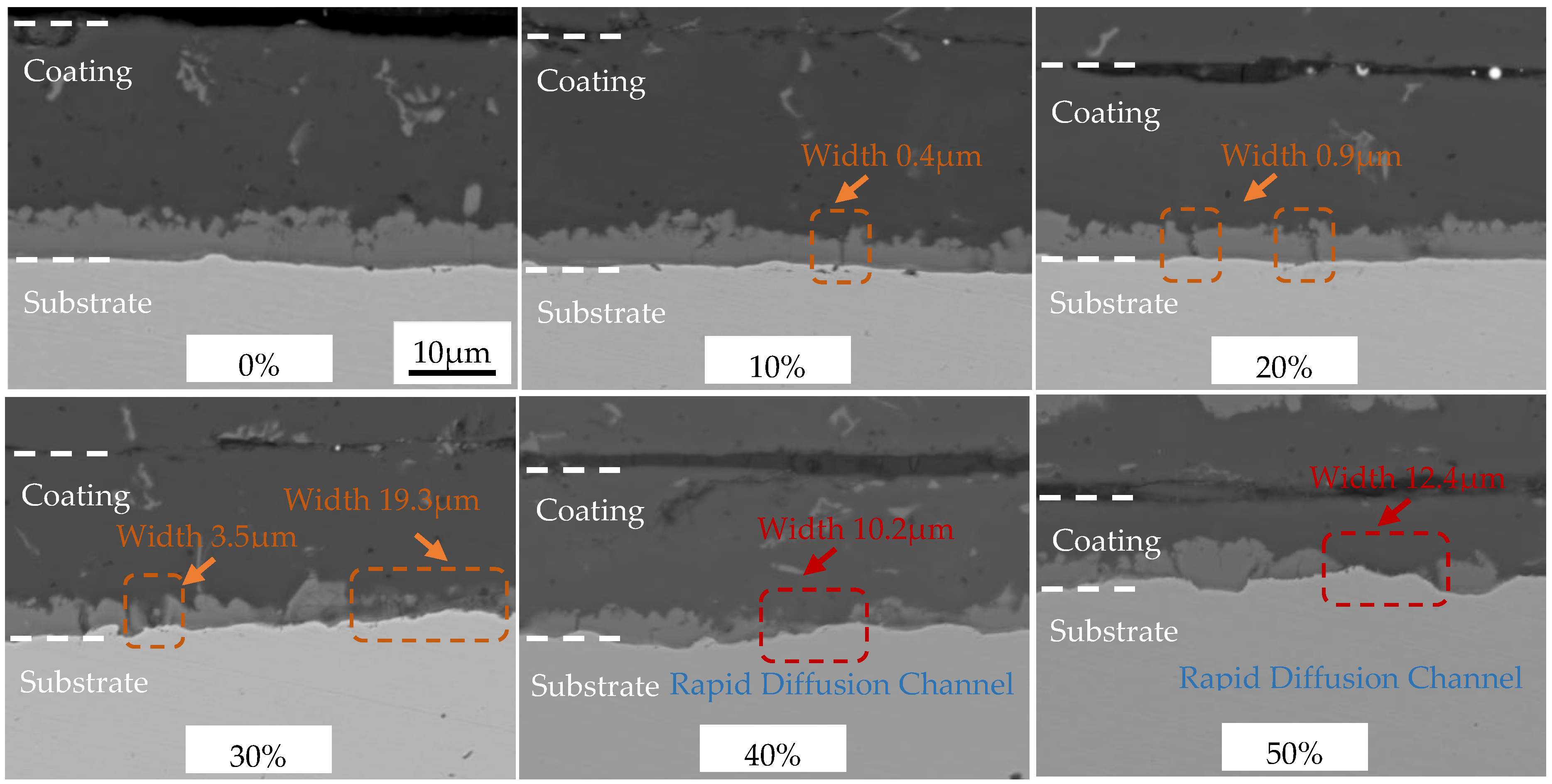
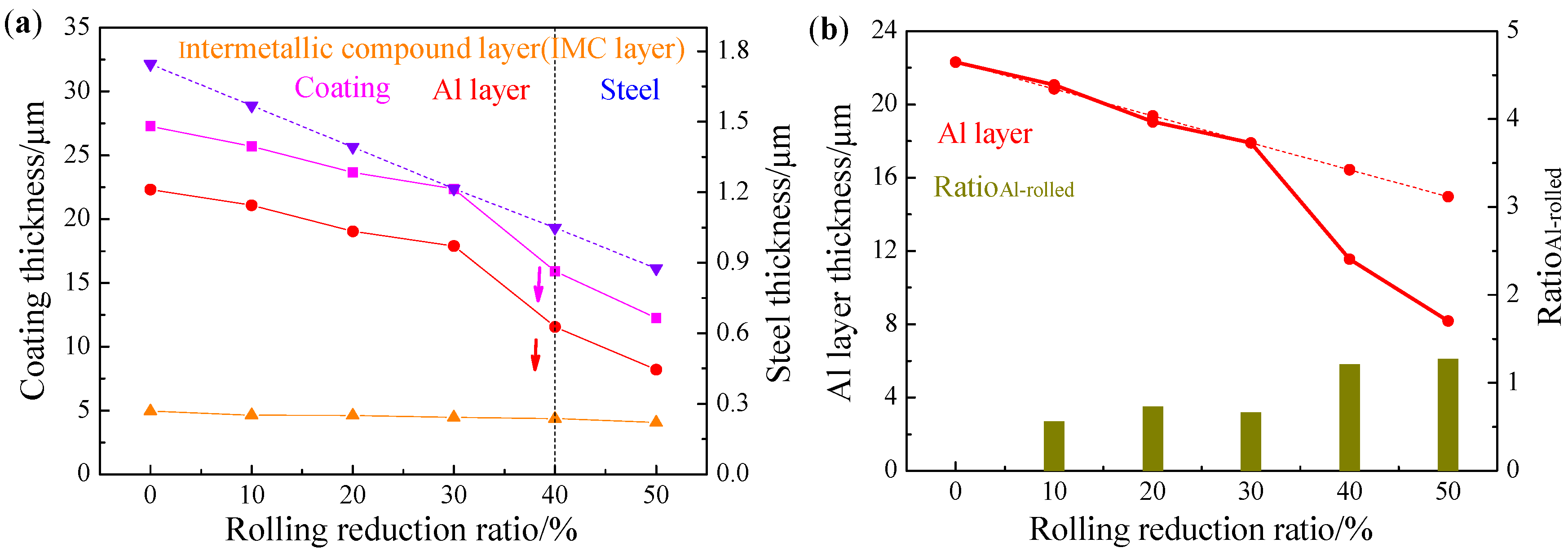
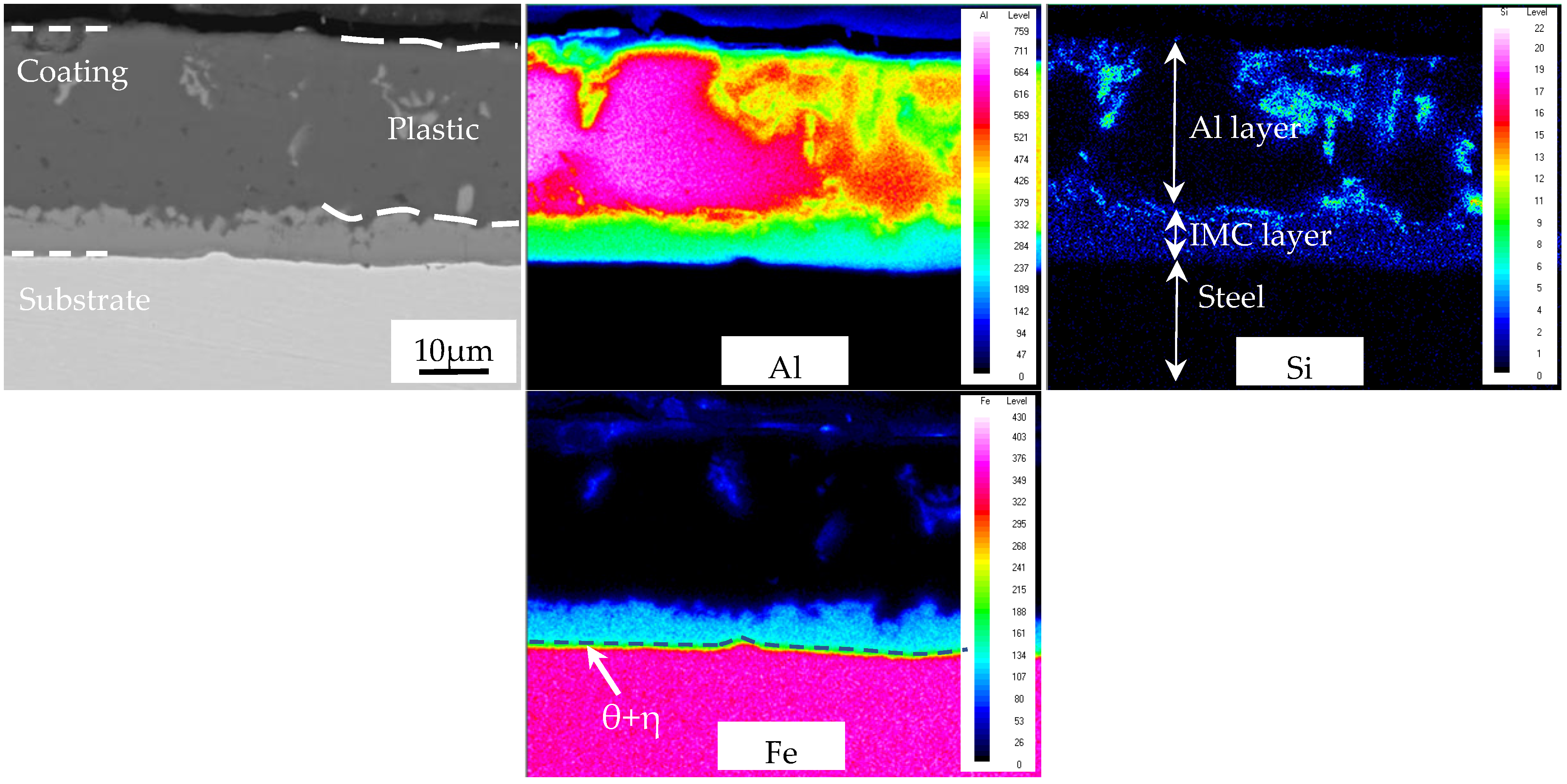
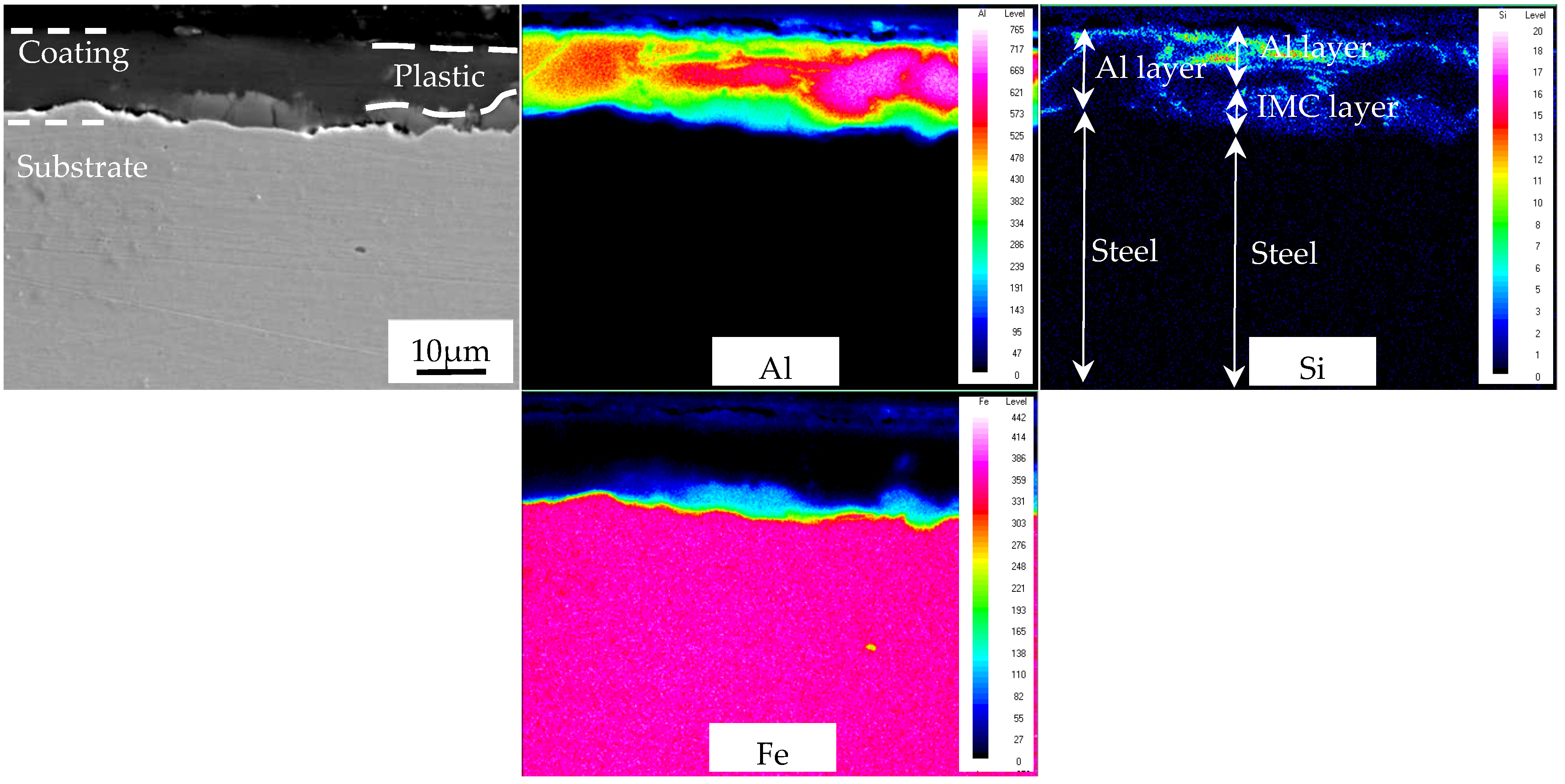
3.1. Microstructure, Thickness and Adhesive Force of Cold-Rolled Coating
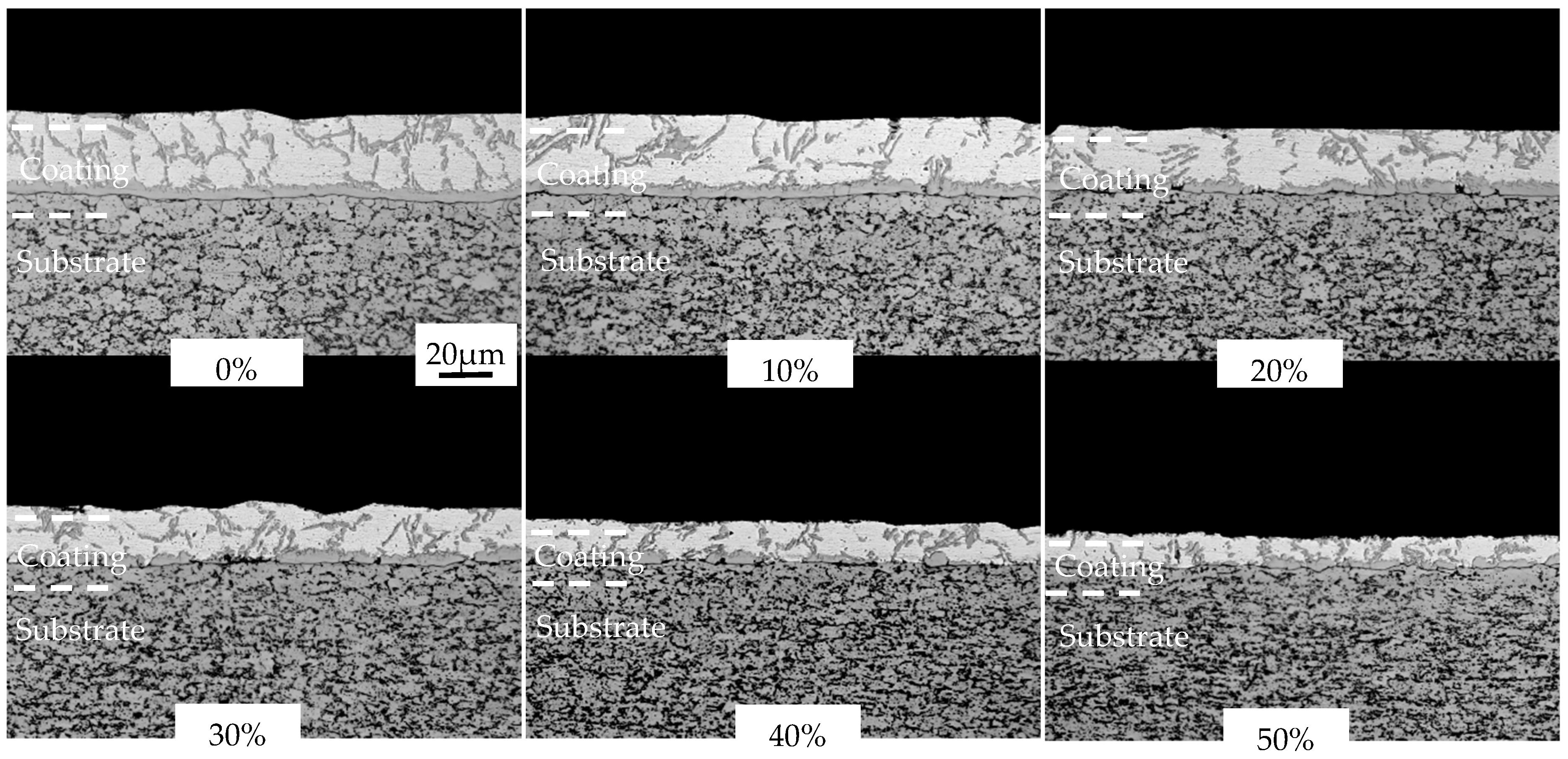
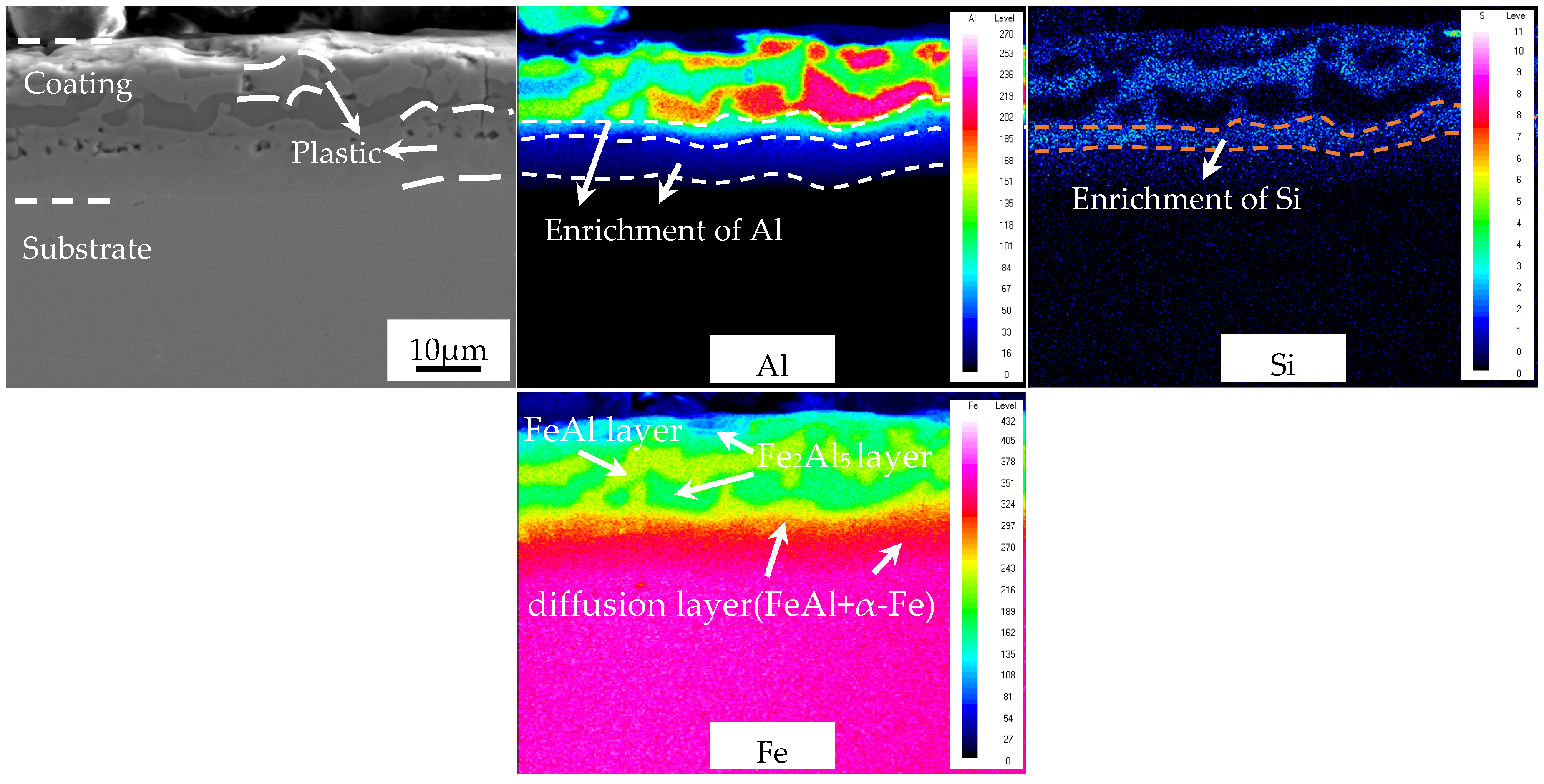
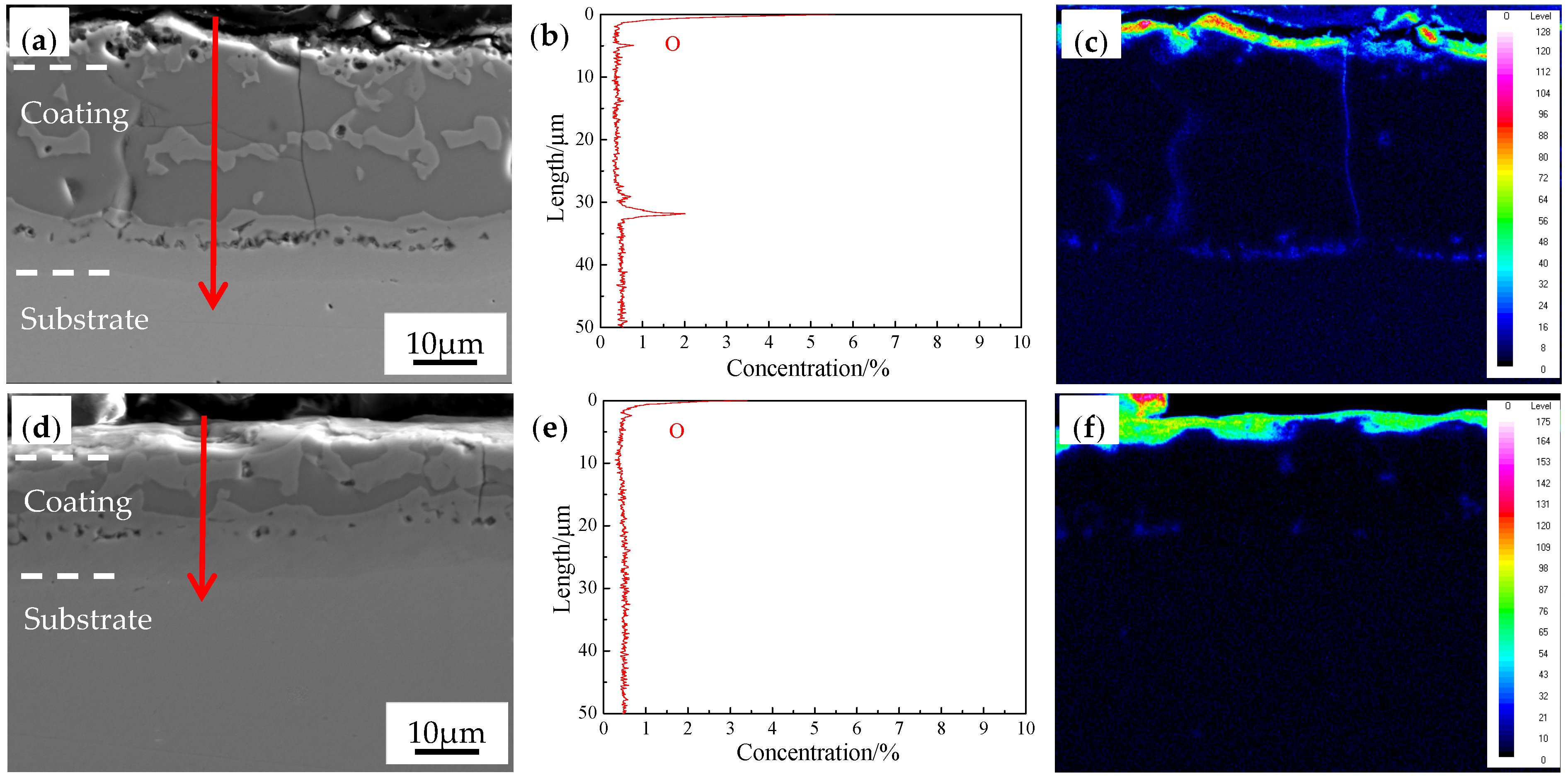
3.2. Microstructure, Thickness and Adhesive Force of Austenitized Coating
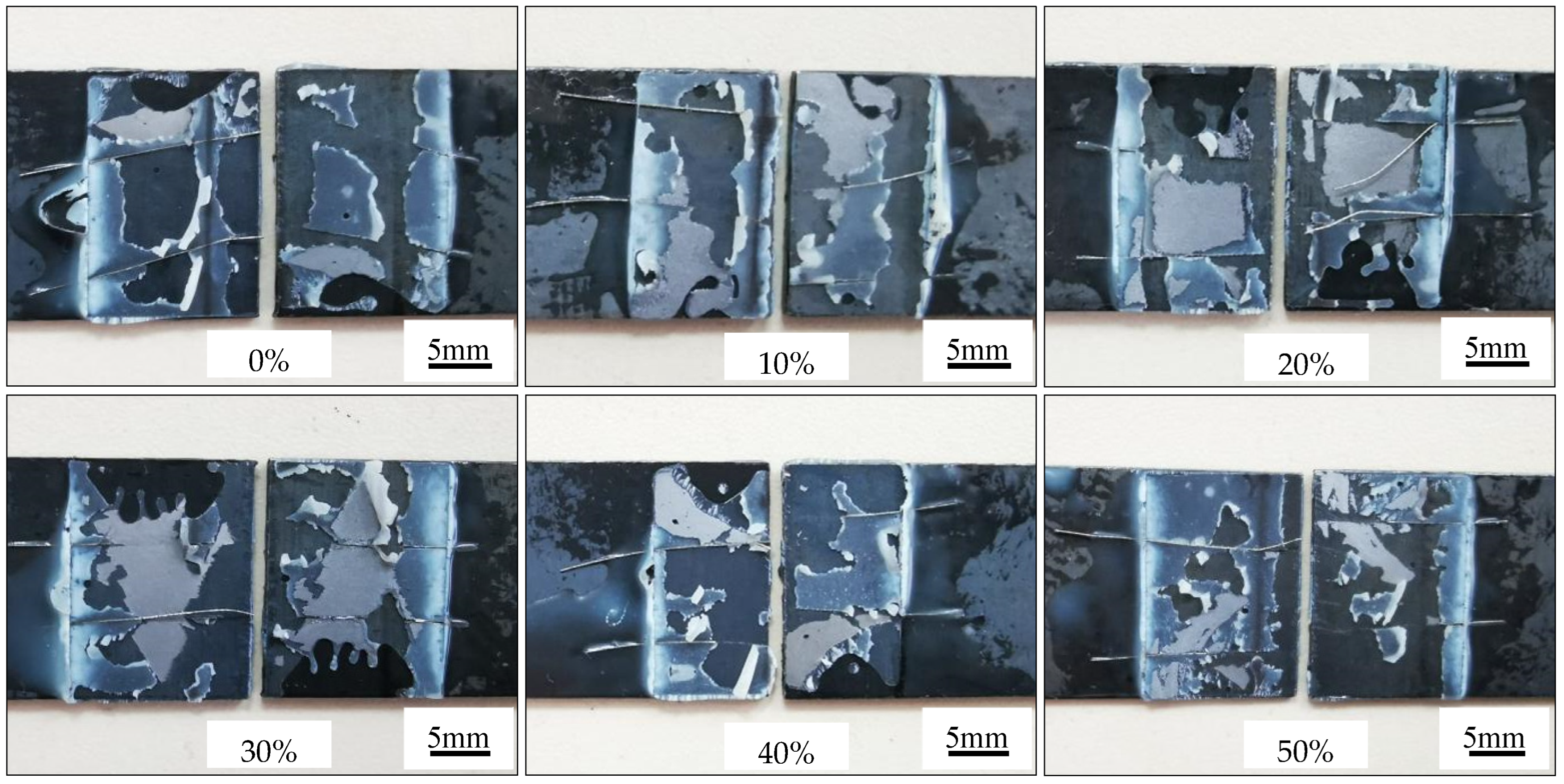
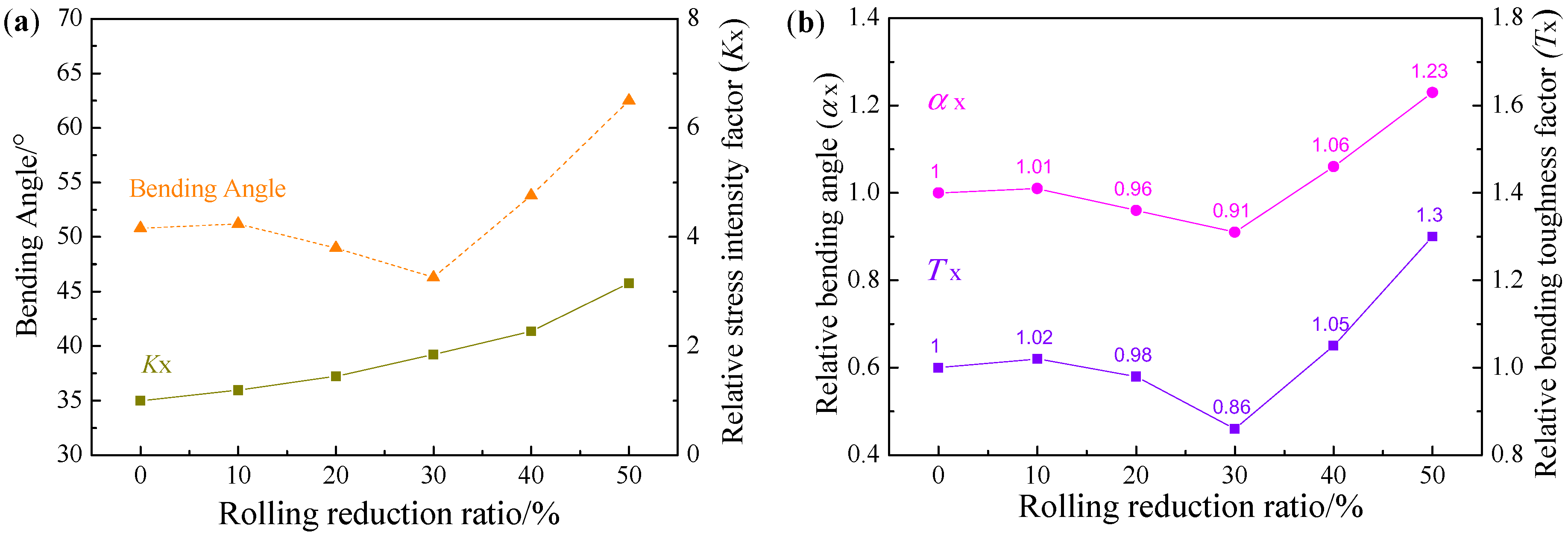
3.3. Bending Toughness of Al-Si Coated PHS
4. Conclusions
- (1)
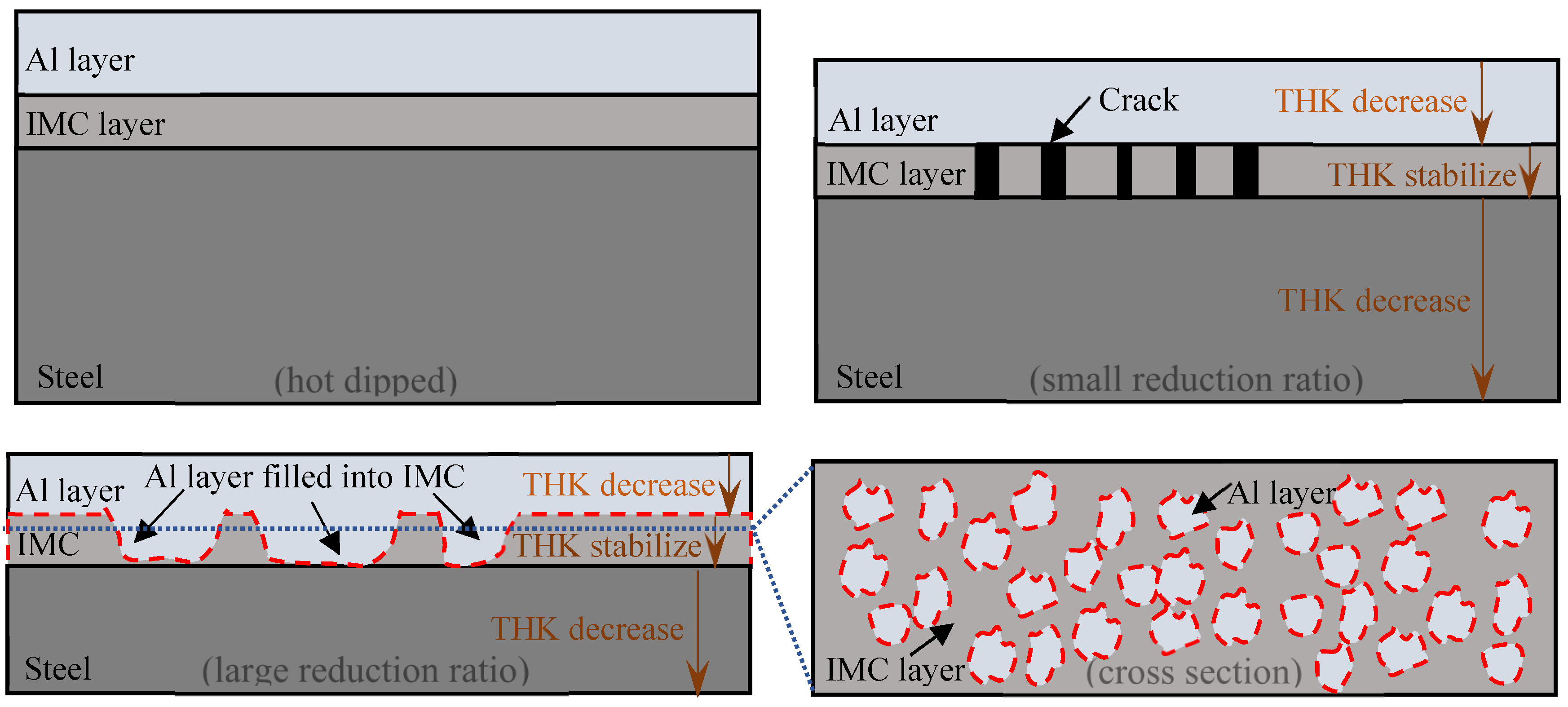
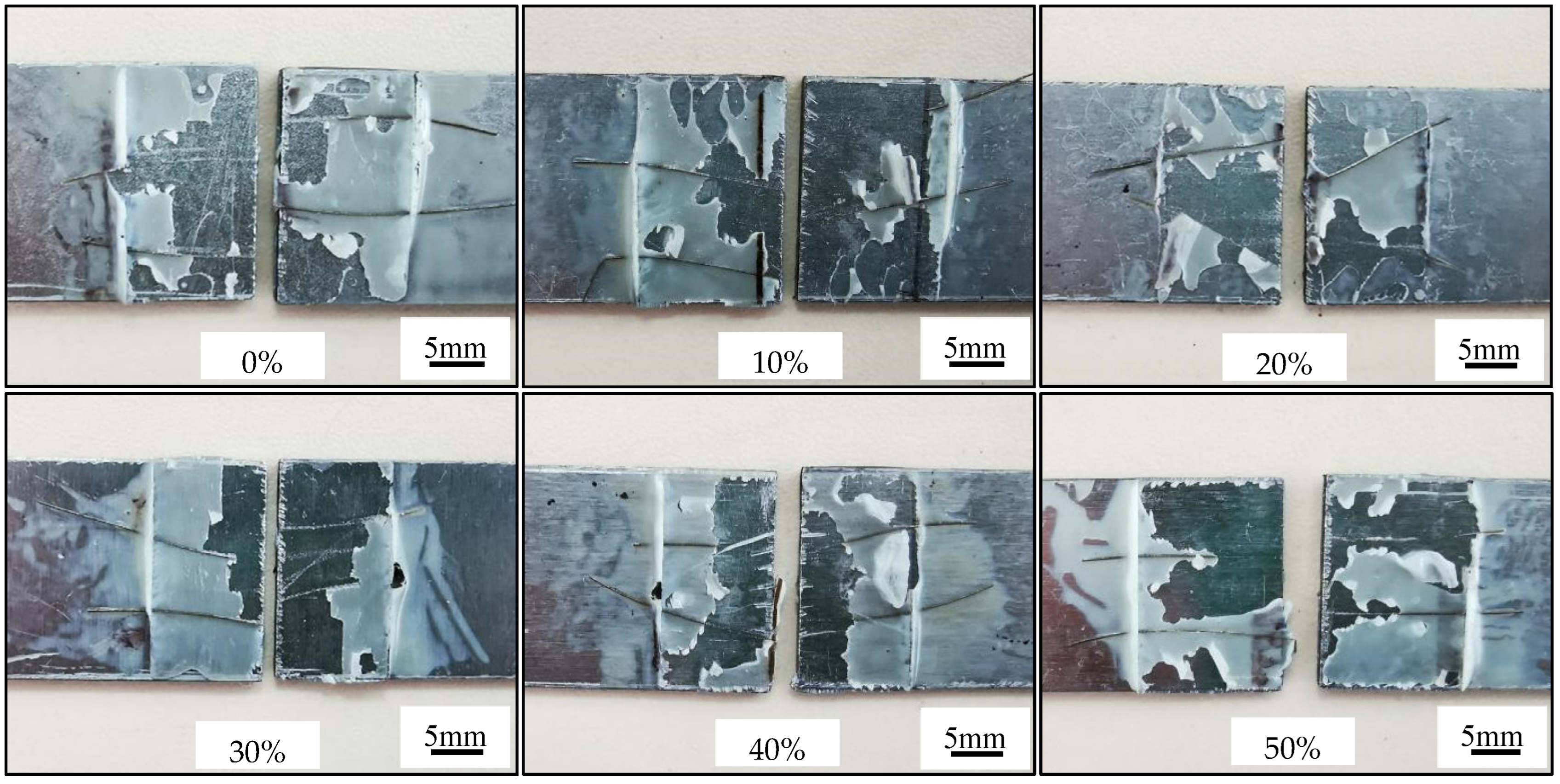
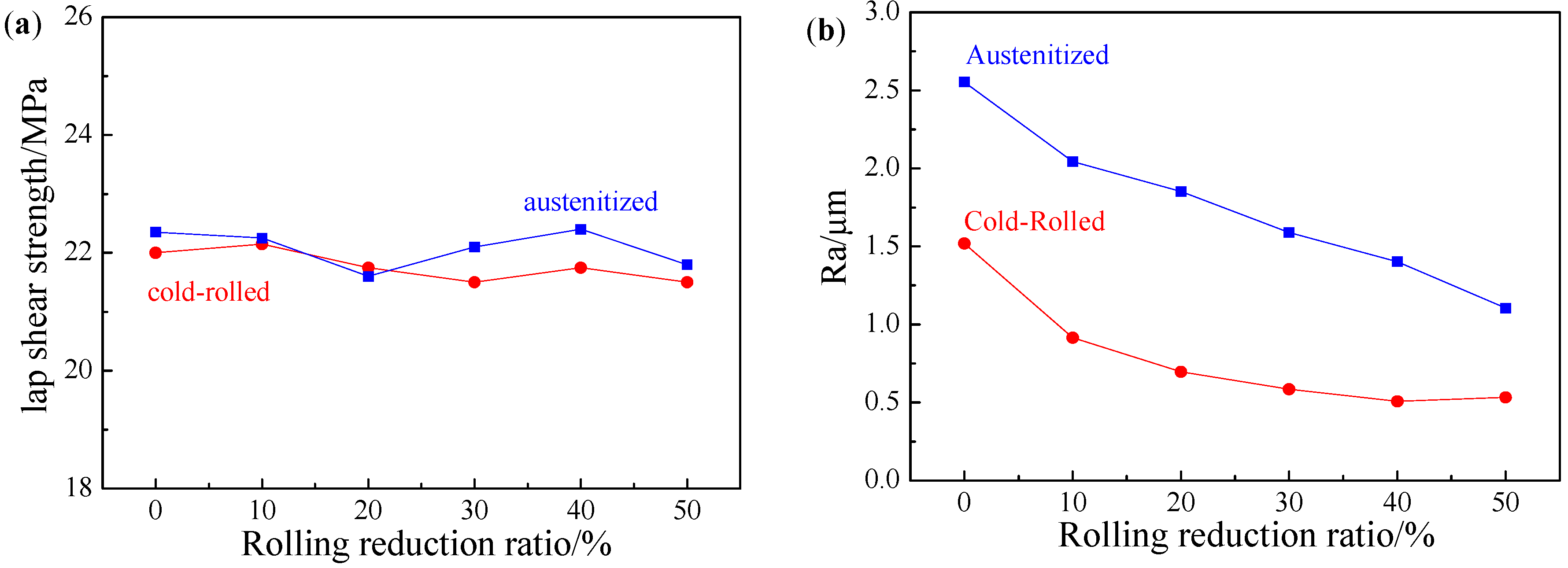
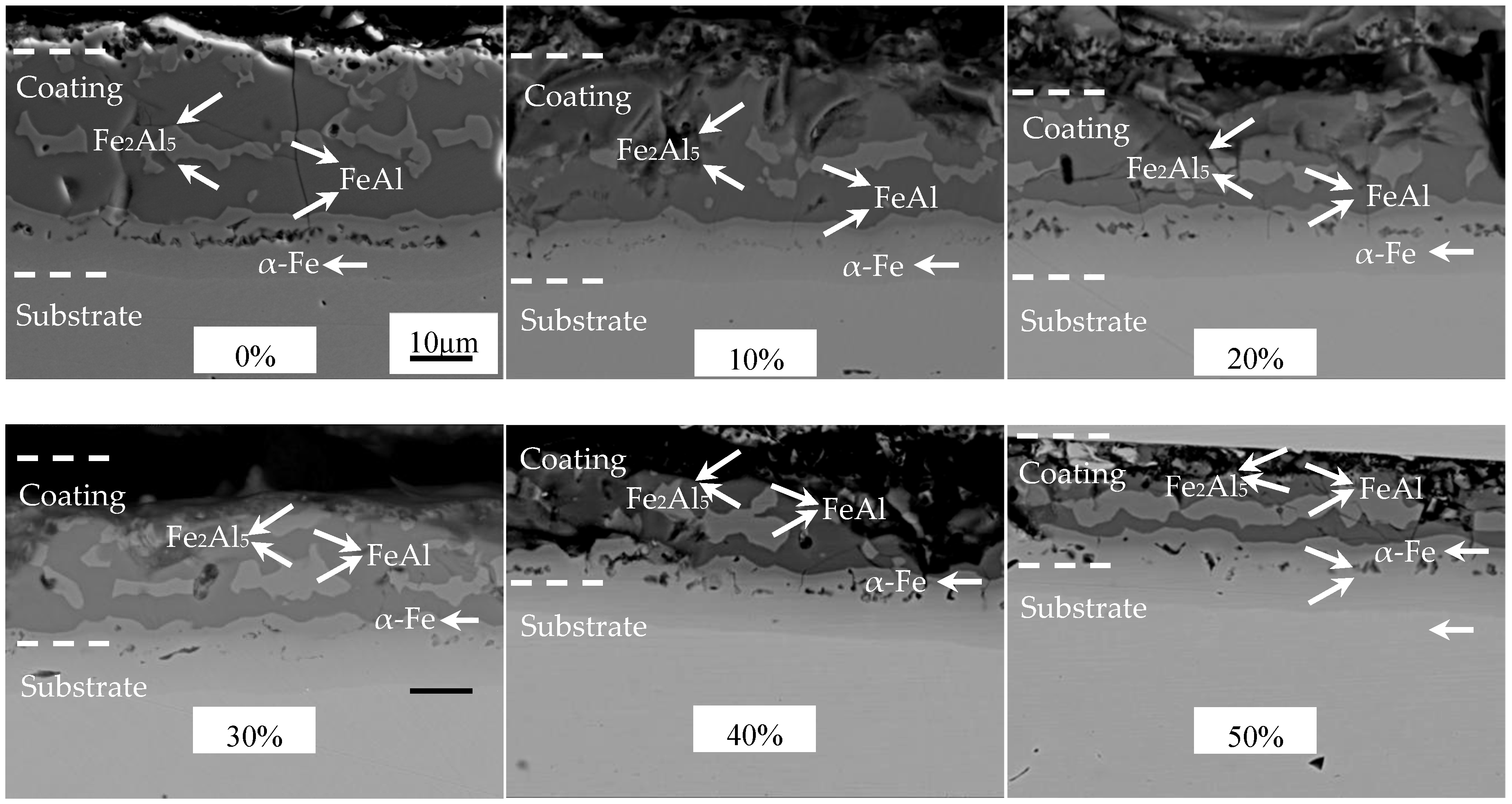
- As the cold rolling reduction ratio increased, the overall continuity of AS60/60 coatings was unchanged. When the cold rolling reduction ratio was ≥40%, the Al layer filled in the cracks of the IMC layer, forming rapid diffusion channels. The formation mechanism of rapid diffusion channels is that during cold rolling, the Al layer and the steel substrate are deformed in terms of thickness reduction, but the IMC layer is deformed in terms of fragmentation. When the IMC layer is fragmented and cracked to form large gap, the Al layer with the lowest hardness will fill in the gap. The coating thickness was shortened with the increase of cold rolling reduction ratio. The rapid diffusion channels and coating thickness thinning did not affect the adhesive force of coatings, 21.50–22.15 MPa, and the failure type of coatings belonged to adhesive failure (AF). The surface roughness of the AS60/60 coatings decreased with the increase of cold rolling reduction ratio, and was stabilized at the reduction ratio of 40% and above;
- (2)
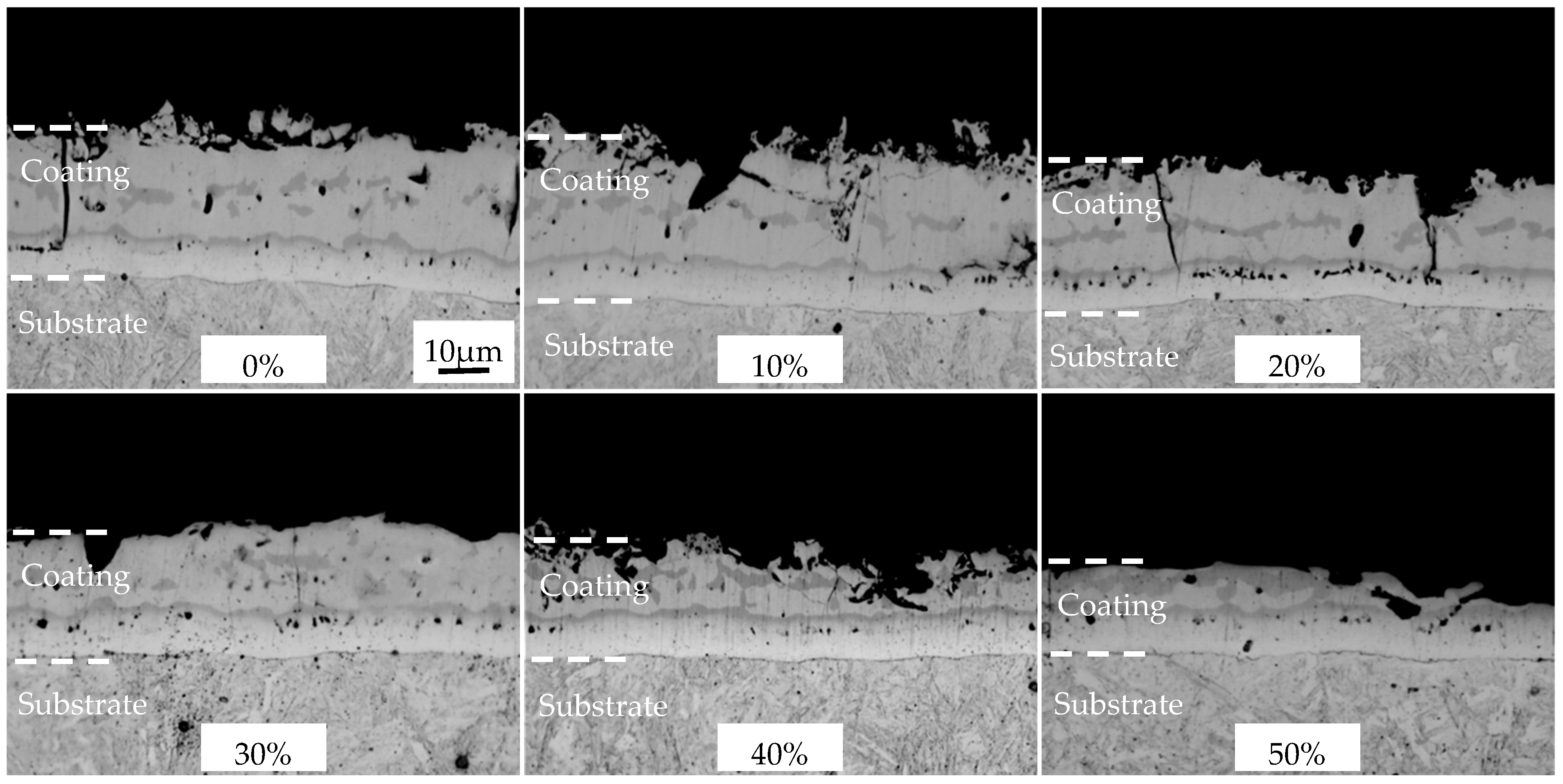
- After the coatings cold-rolled at different reduction ratios were austenitized, the coatings were structurally consistent and composed of an Al-Fe layer and a diffusion layer. As the reduction ratio increased, the coating thickness was shortened and diffusion layer thickness was basically stable, while the adhesive force of coatings was 21.60–22.40 MPa and the failure type of the coatings was still adhesive failure (AF). Simultaneously, the surface oxygen distribution thickness of the austenitized coatings was 2.7–3.6 μm, the cracks and pores of austenitized coatings decreased, which decreased the oxygen enrichment in the coatings and further improved the antioxidation ability. The surface roughness of the austenitized coatings was larger than that of the cold-rolled coatings, but decreased as the reduction ratio rose; and
- (3)
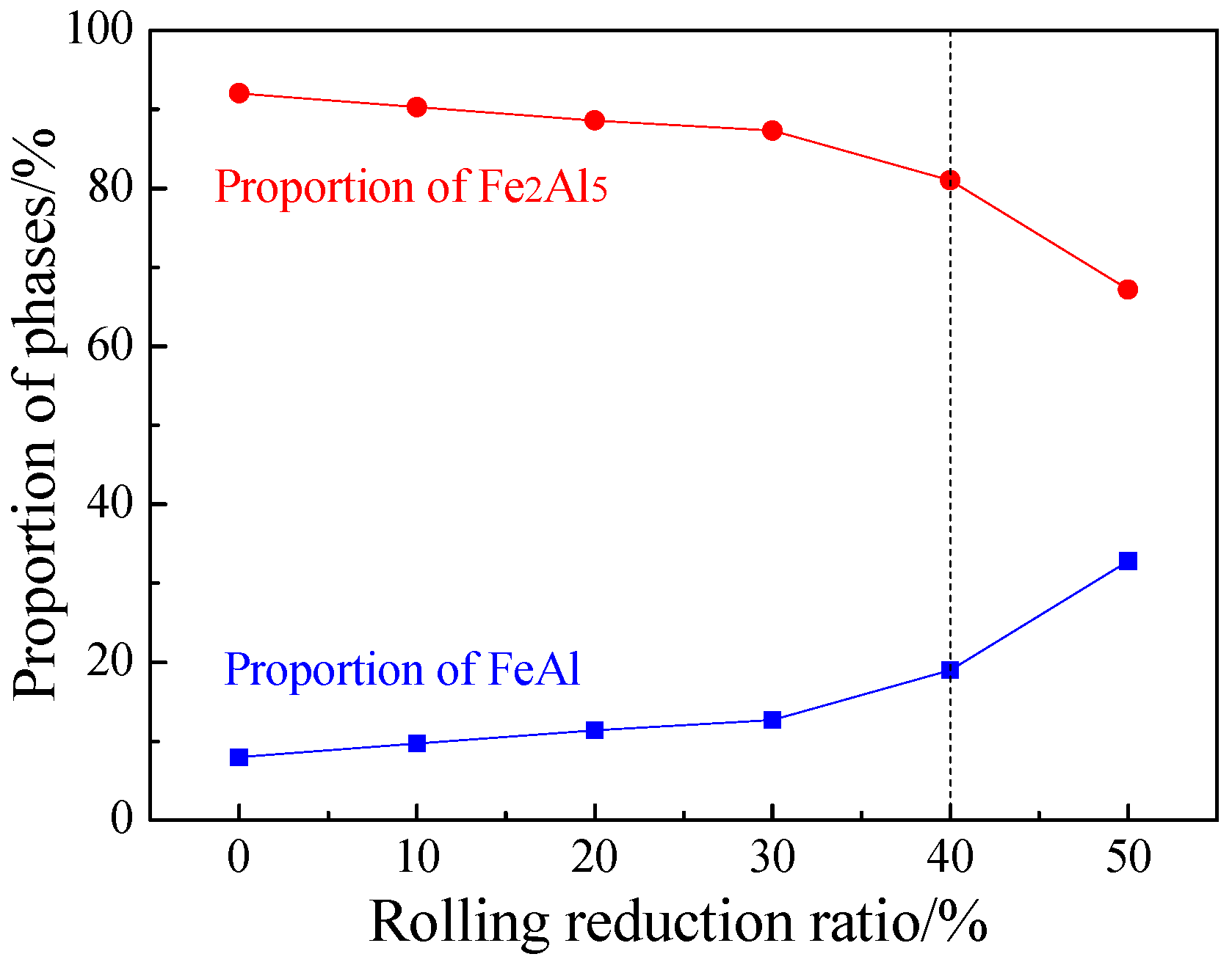
- When the cold rolling reduction ratio was ≥40%, owing to the presence of rapid diffusion channels, the proportion of brittle Fe2Al5 rapidly decreased and the proportion of FeAl phase rose quickly after the austenitization, leading to a rapid increment in the bending toughness in PHS. When the cold rolling reduction ratio was 50%, the bending angle was improved by 23%. The relative bending toughness factor can well reflect the changing rule of bending angle of Al-Si-coated PHS.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Lu, H.; Yi, H. Lightweight of Passenger Car and Niobium-Microalloying Steel; Beijing Institute of Technology Press: Beijing, China, 2015; p. 3. [Google Scholar]
- Kim, D.; Kim, J.; Lee, Y.; Kwak, H.; Ryu, Y.; Han, B. Study of residual stresses in tailor rolled blanked Al5J32-T4 sheets. Rare Met. 2006, 25, 111–117. [Google Scholar] [CrossRef]
- Taylor, T.; Clough, A. Critical review of automotive hot-stamped sheet steel from an industrial perspective. Mater. Sci. Technol. 2018, 34, 809–861. [Google Scholar] [CrossRef]
- Yi, H.; Chang, Z.; Cai, H.; Du, P.; Yang, D. Strength, ductility and fracture strain of press-hardening steels. Acta Metall. Sin. 2020, 56, 429–443. [Google Scholar] [CrossRef]
- Liu, H.; Liu, W.; Bao, J.; Xin, Z.; Song, B.; Lei, C. Numerical and experimental investigation into hot forming of ultra high strength steel sheet. J. Mater. Eng. Perform. 2011, 20, 1–10. [Google Scholar] [CrossRef]
- Naganathan, A. Hot Stamping of Manganese Boron Steel. Ph.D. Thesis, Ohio State University, Columbus, OH, USA, 2010. [Google Scholar]
- Han, Q.; Bi, W.; Jin, X. Low temperature hot forming of medium-Mn steel. In Proceedings of the 5th International Conference on Hot Sheet Metal Forming of High-Performance Steel, Toronto, ON, Canada, 31 May–3 June 2015; Association for Iron & Steel Technology: Toronto, ON, Canada, 2015; p. 381. [Google Scholar]
- Xu, W.; Guan, S.; Ai, J.; Luo, A. Introduction of sheet metal hot forming. J. Plast. Eng. 2009, 16, 39–43. [Google Scholar] [CrossRef]
- Kolleck, R.; Veit, R.; Merklein, M.; Lechler, J.; Geiger, M. Investigation on induction heating for hot stamping of boron alloyed steels. CIRP Ann. Manuf. Technol. 2009, 58, 275–278. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Semi-hot stamping as an improved process of hot stamping. J. Mater. Sci. Technol. 2011, 27, 369–376. [Google Scholar] [CrossRef]
- Naderi, M.; Ketabchi, M.; Abbasi, M.; Bleck, W. Analysis of microstructure and mechanical properties of different high strength carbon steels after hot stamping. J. Mater. Process. Technol. 2011, 211, 1117–1125. [Google Scholar] [CrossRef]
- Liu, H.; Jin, X.; Dong, H.; Shi, J. Martensitic microstructural transformations from the hot stamping, quenching and partitioning process. Mater. Charact. 2010, 62, 223–227. [Google Scholar] [CrossRef]
- Wang, K. Research on Microstructure Evolution and Deformation-Induced Cracking of Al-Si and Galvannealed Coatings on Hot Stamping Steel. Ph.D. Thesis, Huazhong University of Science & Technology, Wuhan, China, 2017. [Google Scholar]
- Maki, J.; Kurosaki, M.; Kusumi, K. Effect of heating condition and hot forming on corrosion resistance of hot stamped aluminized steels. In Proceedings of the 3th International Conference on Proceedings on Hot Sheet Metal Forming of High-Performance Steel, Kassel, Germany, 13–17 June 2011; Association for Iron & Steel Technology: Kassel, Germany, 2011; p. 449. [Google Scholar]
- Dosdat, L.; Petitjean, J.; Vietoris, T.; Clauzeau, O. Corrosion resistance of different metallic coatings on press-hardened steels for automotive. Steel Res. Int. 2011, 82, 726–733. [Google Scholar] [CrossRef]
- Drillet, P.; Spehner, D.; Kefferstein, R. Coated Steel Strips, Methods of Making the Same, Methods of Using the Same, Stamping Blanks Prepared from the Same, Stamped Products Prepared from the Same, and Articles of Manufacture which Contain Such a Stamped Product. EP2086755A1, 30 October 2006. [Google Scholar]
- Windmann, M.; Röttger, A.; Theisen, W. Phase formation at the interface between a boron alloyed steel substrate and an Al-rich coating. Surf. Coat. Technol. 2013, 226, 130–139. [Google Scholar] [CrossRef]
- Lemmens, B.; Springer, H.; De Graeve, I.; Strycker, J.D.; Raabe, D.; Verbeken, K. Effect of silicon on the microstructure and growth kinetics of intermetallic phases formed during hot-dip aluminizing of ferritic steel. Surf. Coat. Technol. 2017, 319, 104–109. [Google Scholar] [CrossRef]
- Zou, T.; Yu, G.; Chen, S.; Huang, J.; Yang, J.; Zhao, Z.; Rong, J.; Yang, J. Effect of Si content on interfacial reaction and properties between solid steel and liquid aluminum. T. Nonferr. Metal Soc. 2021, 31, 2570–2584. [Google Scholar] [CrossRef]
- Springer, H.; Kostka, A.; Payton, E.J.; Raabe, D.; Kaysser-Pyzalla, A.; Eggeler, G. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys. Acta Mater. 2011, 59, 1586–1600. [Google Scholar] [CrossRef]
- Qian, W.; Gu, W. Inhibitory action of Si on growth of interfacial compound layer during hot-dip aluminizing. Acta Metall. Sin. 1994, 30, 403–406. [Google Scholar]
- Cheng, W.; Wang, C. Microstructural evolution of intermetallic layer in hot-dipped aluminide mild steel with silicon addition. Surf. Coat. Technol. 2011, 205, 4726–4731. [Google Scholar] [CrossRef]
- Fan, D.; Kim, H.; Oh, J.; Chin, K.; Cooman, B.C. De Coating degradation in hot press forming. ISIJ Int. 2010, 50, 561–568. [Google Scholar] [CrossRef] [Green Version]
- Fan, D.; De Cooman, B.C. Formation of an aluminide coating on hot stamped steel. ISIJ Int. 2010, 50, 1713–1718. [Google Scholar] [CrossRef] [Green Version]
- Grigorieva, R.; Drillet, P.; Mataigne, J.; Redjaïmia, A. Phase transformations in the Al-Si coating during the austenitization step. Solid State Phenom. 2011, 1281, 784–790. [Google Scholar] [CrossRef]
- Cheng, W.; Wang, C. Effect of silicon on the formation of intermetallic phases in aluminide coating on mild steel. Intermetallics 2011, 19, 1450–1460. [Google Scholar] [CrossRef]
- Wei, H.; He, X.; Cui, L.; Tang, X.; Feng, Y. Microstructure and cold formability of continuous hot-dip aluminum-silicon coating on steel sheet. Shanghai Metals. 2021, 43, 7–13. [Google Scholar]
- Wang, Z.; Cao, Z.H.; Wang, J.F.; Huang, M.X. Improving the bending toughness of Al-Si coated press-hardened steel by tailoring coating thickness. Scr. Mater. 2021, 192, 19–25. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Fe-Si (Aluminum-Iron-Silicon). J. Phase Equilib. Diff. 2009, 30, 184–188. [Google Scholar] [CrossRef]
- Jenner, F.; Walter, M.E.; Iyengar, R.M.; Hughes, R. Evolution of phases, microstructure, and surface roughness during heat treatment of aluminized low carbon steel. Metall. Mater. Trans. A 2010, 41, 1554–1563. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | Ti | Al | B | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.218 | 0.238 | 1.102 | 0.015 | 0.0006 | 0.168 | 0.008 | 0.034 | 0.022 | 0.0028 | 0.034 |
| Al | Si | Fe | Phase |
|---|---|---|---|
| 97.18 | 2.51 | 0.31 | Al |
| 85.54 | 7.35 | 7.11 | Al + τ6 |
| 67.27 | 12.25 | 20.48 | τ5 |
| Al | Si | Fe | Phase |
|---|---|---|---|
| 68.74 | 1.44 | 29.82 | Fe2Al5 |
| 44.29 | 13.55 | 42.16 | FeAl |
| 10.14 | 2.64 | 87.22 | α-Fe |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, X.; Hu, X.; Liu, X. Effects of Cold Rolling Reduction on Microstructure, Thickness, Adhesive Force of Al-Si Coating and on Bending Toughness of Al-Si Coated Press-Hardened Steel. Materials 2023, 16, 4. https://doi.org/10.3390/ma16010004
Feng X, Hu X, Liu X. Effects of Cold Rolling Reduction on Microstructure, Thickness, Adhesive Force of Al-Si Coating and on Bending Toughness of Al-Si Coated Press-Hardened Steel. Materials. 2023; 16(1):4. https://doi.org/10.3390/ma16010004
Chicago/Turabian StyleFeng, Xue, Xianlei Hu, and Xianghua Liu. 2023. "Effects of Cold Rolling Reduction on Microstructure, Thickness, Adhesive Force of Al-Si Coating and on Bending Toughness of Al-Si Coated Press-Hardened Steel" Materials 16, no. 1: 4. https://doi.org/10.3390/ma16010004