
Influence of Various Coal Energy Wastes and Foaming Agents on Foamed Geopolymer Materials’ Synthesis

 , , and
, , and
Abstract
:1. Introduction
- Dissolution of SiO2 and Al2O3 in an alkaline medium—a concentrated solution of sodium hydroxide or potassium hydroxide;
- Destruction of polymer structures in the initial raw materials of natural or technogenic origin;
- Solidification and compaction of the material due to the polymerization of the monomers formed in the second stage.
2. Materials and Methods
2.1. Materials
2.2. Methods
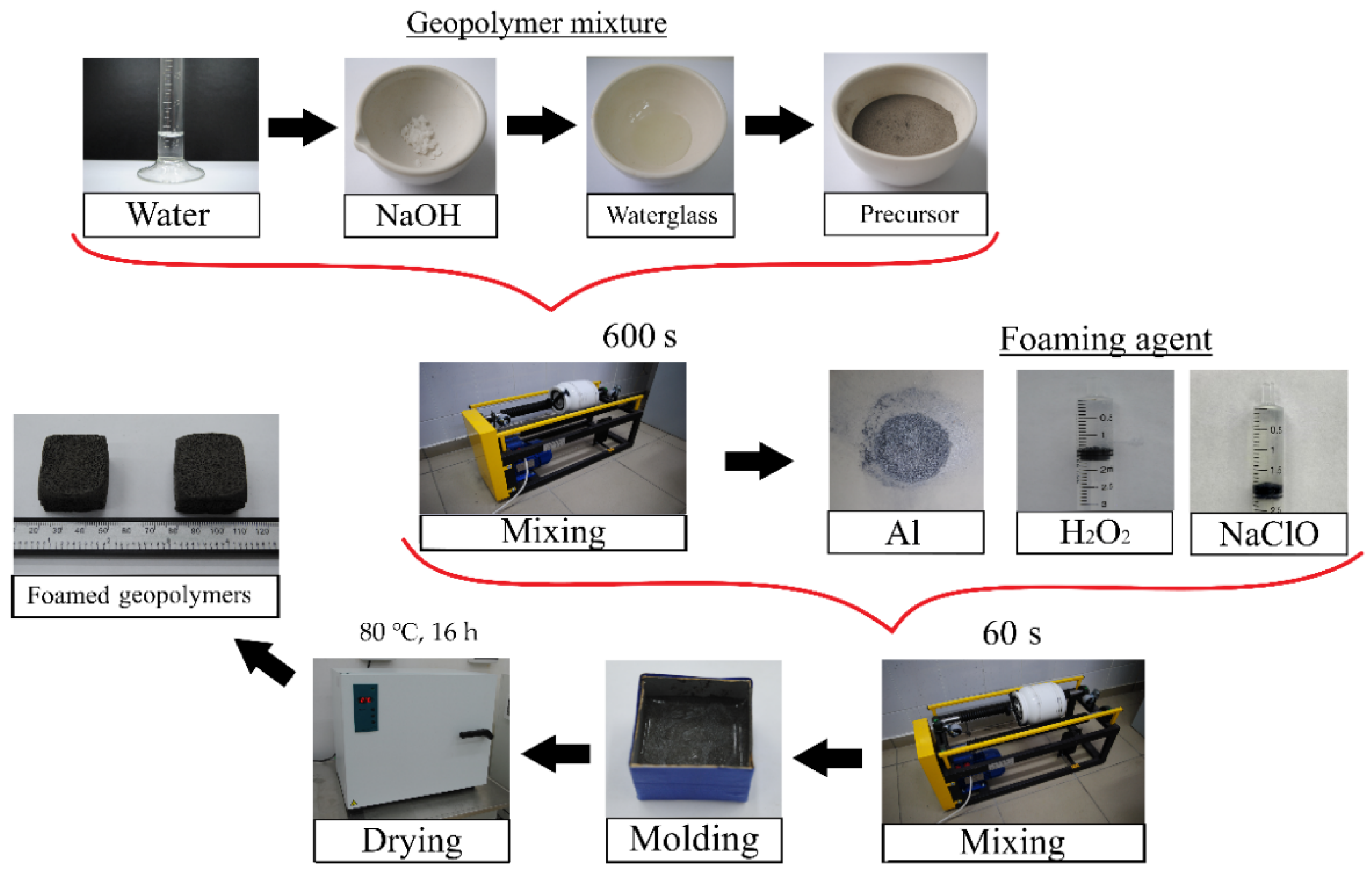
2.3. Synthesis of Foamed Geopolymer Materials
3. Results and Discussion
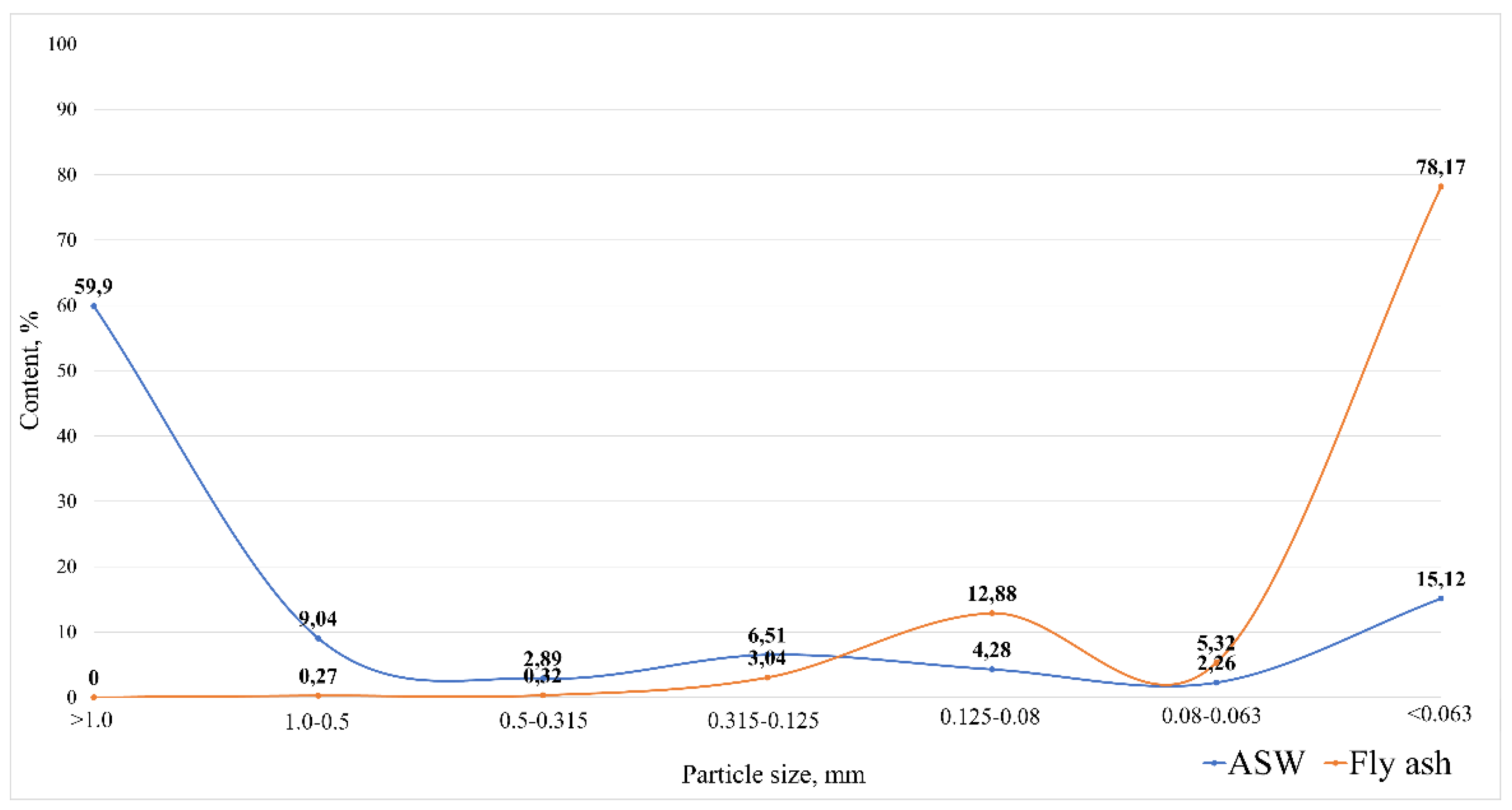
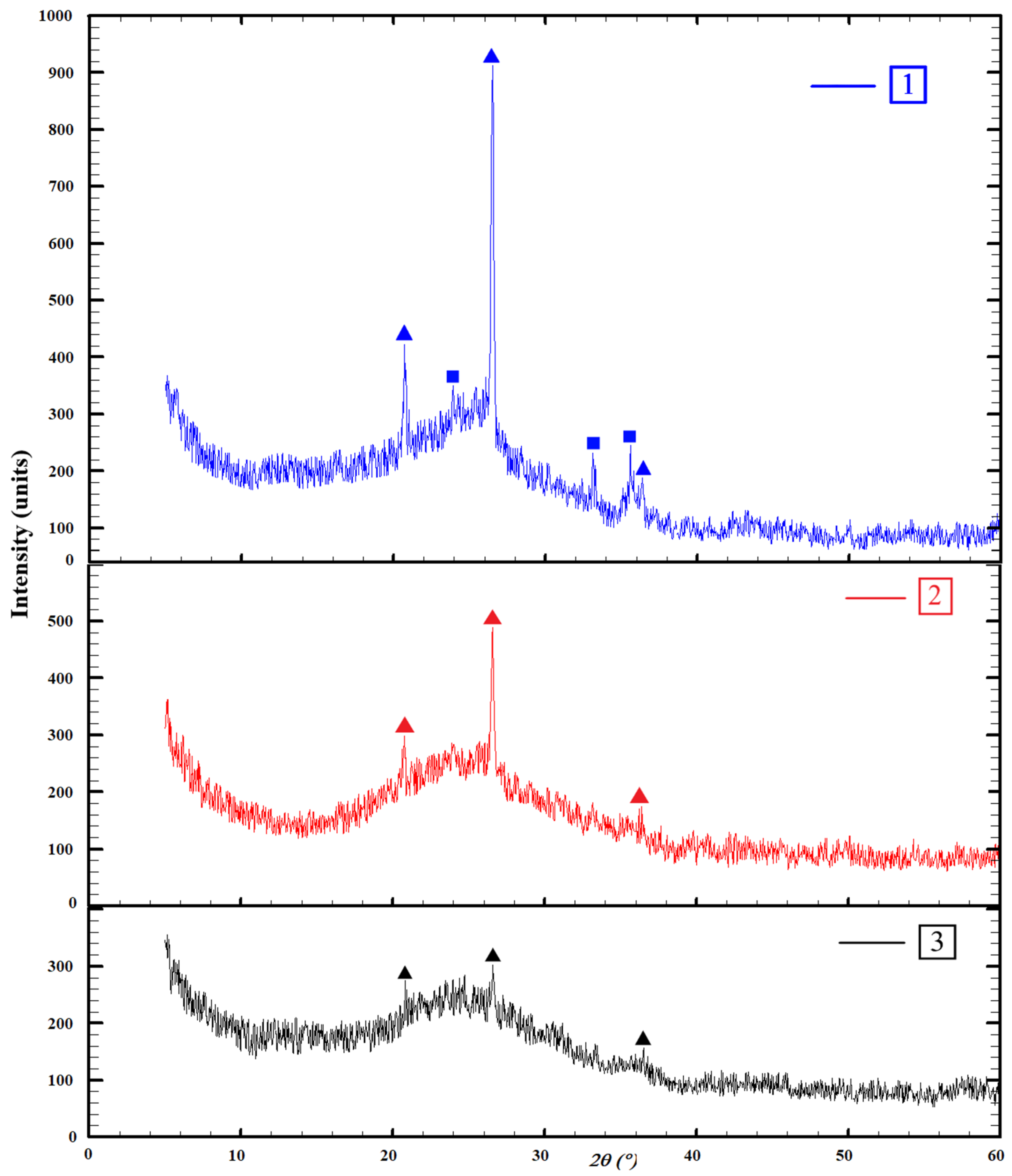
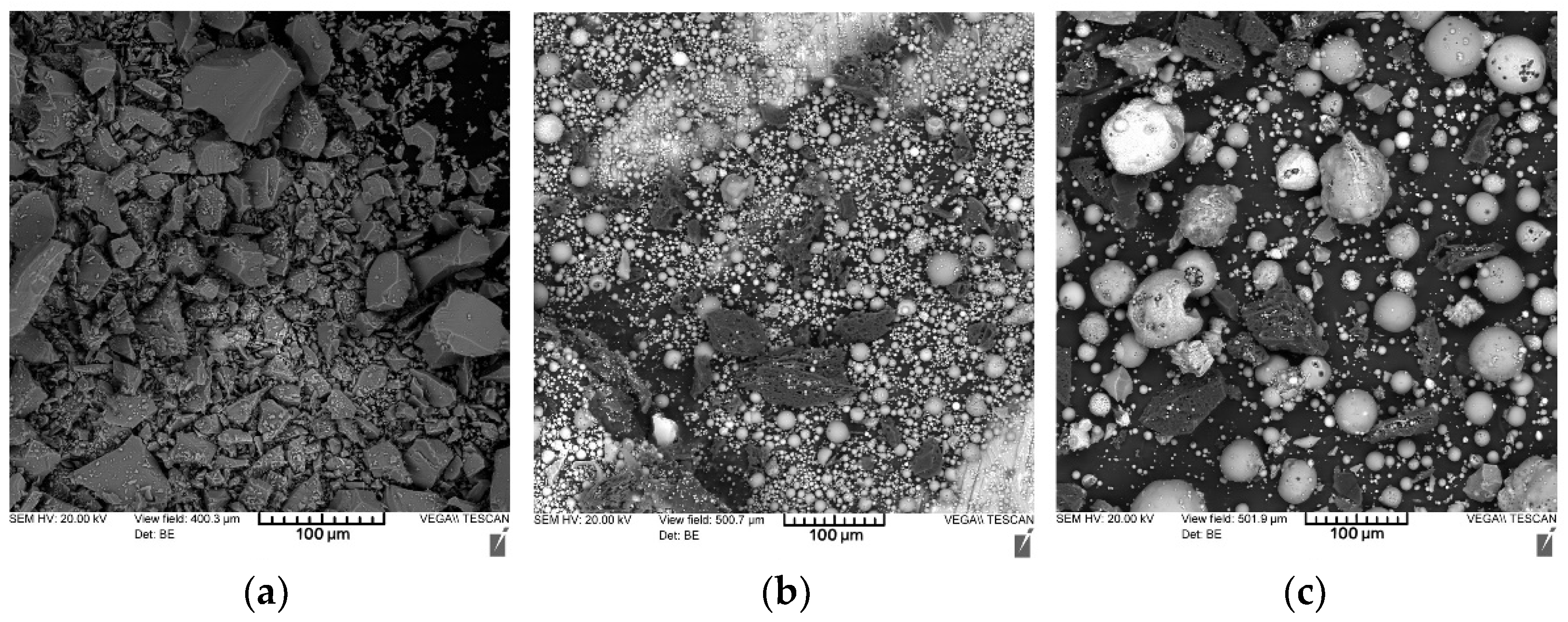
3.1. Physical and Chemical Studies of Coal Energy Wastes
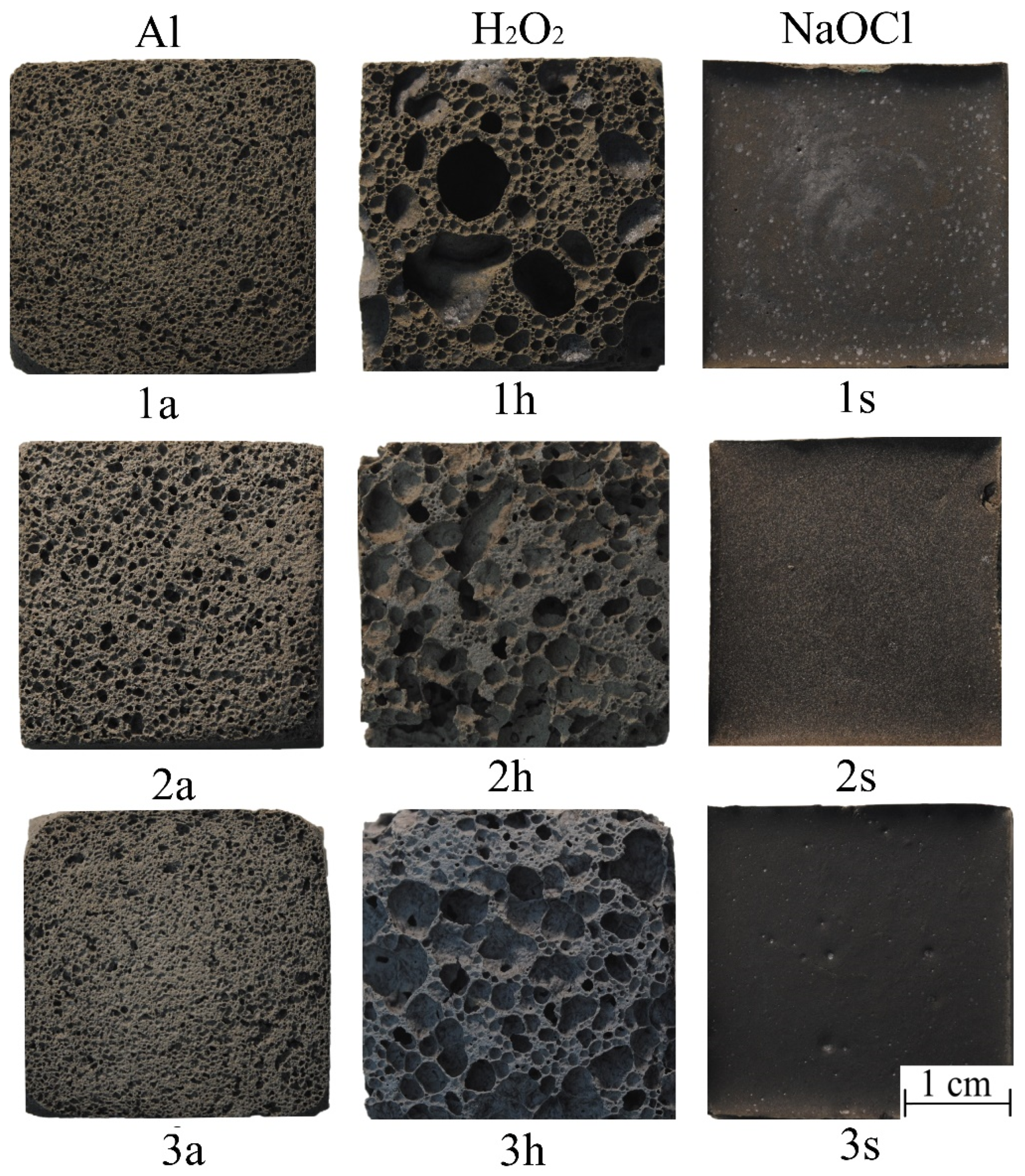
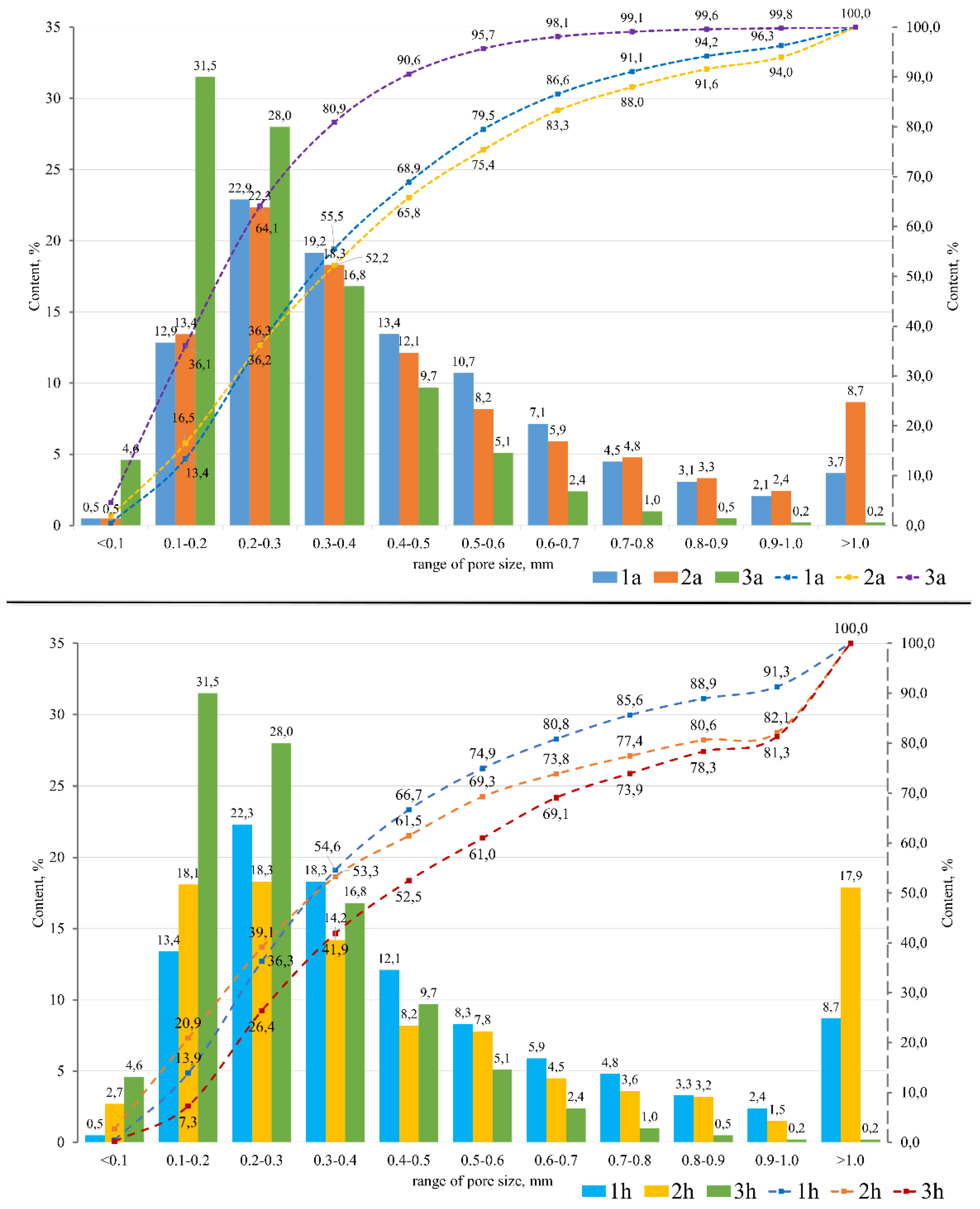
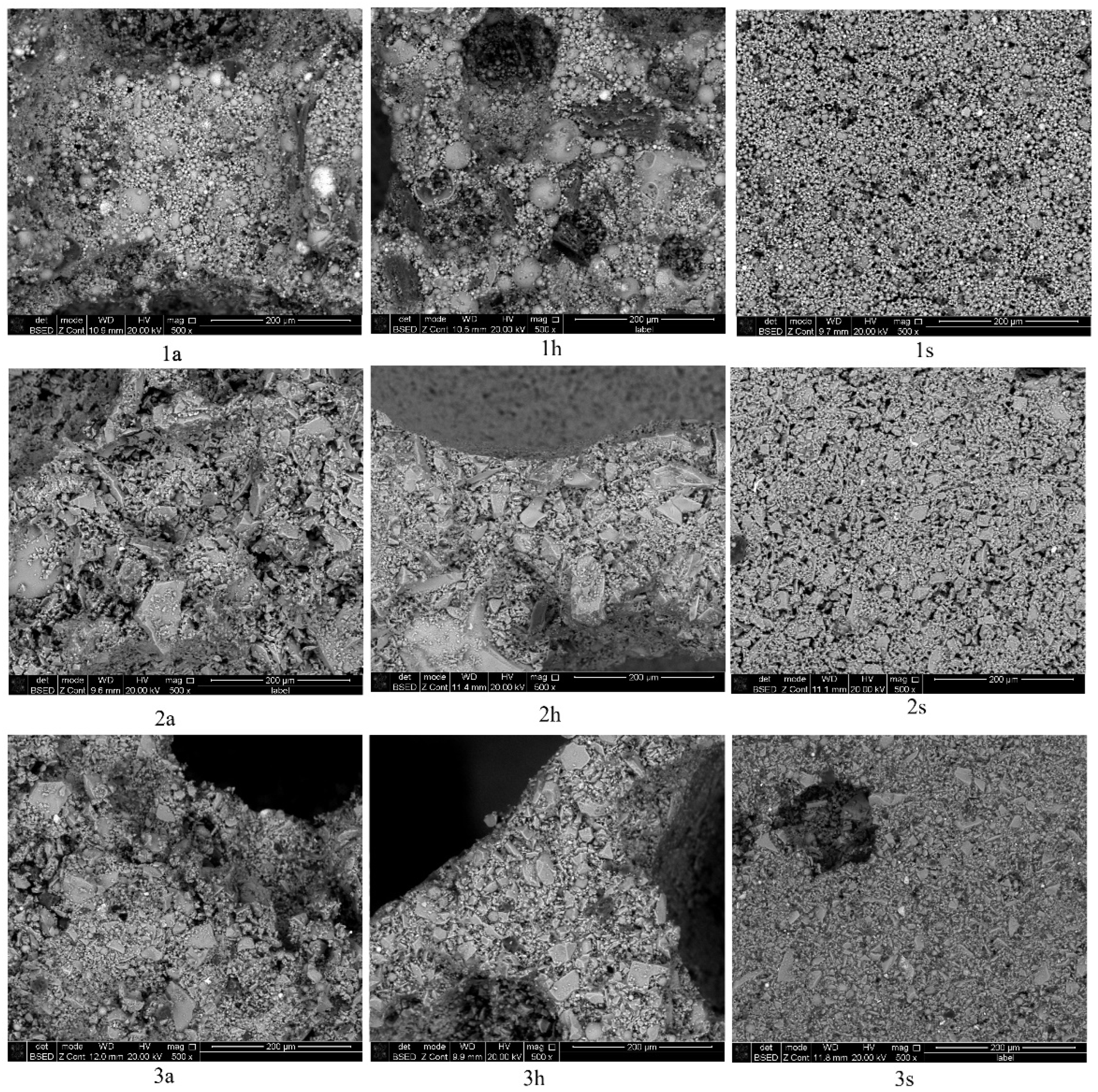
3.2. Foaming Mechanisms and Properties of Porous Geopolymers
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yatsenko, E.A.; Goltsman, B.M.; Novikov, Y.V.; Trofimov, S.V.; Yatsenko, V.S. Processing of ash and slag waste from coal-fired power plants into functional geopolymer materials. IOP Conf. Ser. Earth Environ. Sci. 2022, 1061, 012052. [Google Scholar] [CrossRef]
- Luo, Y.; Wu, Y.; Ma, S.; Zheng, S.; Zhang, Y.; Chu, P.K. Utilization of coal fly ash in China: A mini-review on challenges and future directions. Environ. Sci. Pollut. Res. 2021, 28, 18727–18740. [Google Scholar] [CrossRef] [PubMed]
- Yatsenko, E.A.; Smolii, V.A.; Klimova, L.V.; Gol’tsman, B.M.; Ryabova, A.V.; Golovko, D.A.; Chumakov, A.A. Solid fuel combustion wastes at CHPP in the arctic zone of the Russian Federation: Utility in eco-geopolymer technology. Glas. Ceram. 2022, 78, 374–377. [Google Scholar] [CrossRef]
- Yousuf, A.; Manzoor, S.O.; Youssouf, M. Fly ash: Production and utilization in India-An overview. J. Mater. Environ. Sci. 2020, 2508, 911–921. [Google Scholar]
- Thang, V.L.; Nguyen, Z.T.; Samchenko, S.V. Addition of additives of ash and slag waste to the properties of sulfoaluminate Portland cement. Vestn. MGSU 2019, 14, 991–1003. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Cement and concrete research fly ash-based geopolymers: The relationship between composition, pore structure and efflorescence. Cem. Concr. Res. 2014, 64, 30–41. [Google Scholar] [CrossRef]
- Pichugin, E.A. Analytical review of the experience accumulated in the Russian Federation of involving ash and slag waste from thermal power plants in the economic turnover. Probl. Reg. Ecol. 2019, 4, 77–87. [Google Scholar]
- Yatsenko, E.A.; Goltsman, B.M.; Novikov, Y.V.; Kurdashov, V.M.; Klimova, L.V. Study into the possibilities of synthesis of foamed geopolymer materials based on ash and slag waste from thermal power plants of the Russian Federation’s arctic zone. Glass Phys. Chem. 2022, 5, 616–624. [Google Scholar] [CrossRef]
- Zierold, K.M.; Odoh, C.A. Review on fly ash from coal-fired power plants: Chemical composition, regulations, and health evidence. Rev. Environ. Health 2020, 35, 401–418. [Google Scholar] [CrossRef]
- Sviridov, A.S.; Nor, P.E. Technology of extraction of aluminosilicate microspheres from ash and slag waste on the example of ash dump omsk CHPP-2. Actual Issues Energy 2020, 1, 121–125. [Google Scholar] [CrossRef]
- Dwivedi, A.; Jain, M. Fly ash–Waste management and overview: A review. Recent Res. Sci. Technol. 2015, 6, 30–35. [Google Scholar]
- Alam, J.; Akhtar, M.N. Fly ash utilization in different sectors in Indian scenario. Recent Res. Sci. Technol. 2014, 1, 1–14. [Google Scholar]
- Gerk, S.A.; Smolii, V.A. Investigation of the composition and structure of fuel and energy complex waste using electron microscopic and elemental analysis. Izv. High. Educ. Inst. North Cauc. Reg. Tech. Sci. 2013, 4, 76–79. [Google Scholar]
- Yatsenko, E.A.; Ryabova, A.V.; Vil’bitskaya, N.A.; Kurdashov, V.M.; Trofimov, S.V.; Golovko, D.A. Eco-geopolymers based on CHP plant ash-slag waste: Promising materials for road construction in the arctic zone. Glas. Ceram. 2022, 78, 490–493. [Google Scholar] [CrossRef]
- Colangelo, F.; Farina, I.; Travaglioni, M.; Salzano, C.; Cioffi, R.; Petrillo, A. Eco-efficient industrial waste recycling for the manufacturing of geopolymer mortars with innovative fiber reinforced: Integrated waste management and green product development through LCA. J. Clean. Prod. 2021, 312, 127777. [Google Scholar] [CrossRef]
- Raza, M.H.; Zhong, R.Y. A sustainable roadmap for additive manufacturing using geopolymers in the construction industry. Resour. Conserv. Recycl. 2022, 186, 106592. [Google Scholar] [CrossRef]
- Menshov, P.V.; Khlupin, Y.V.; Nalesnik, O.I.; Makarovskikh, A.V. Ash and slag waste as a secondary raw material. Procedia Chem. 2014, 10, 184–191. [Google Scholar] [CrossRef] [Green Version]
- Duxson, P.; Fernandez-Jimenez, A.; Provis, J.L. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Eroshkina, N.A.; Korovkin, M.O. Geopolymer Building Materials Based on Industrial Waste; PGUAS: Penza, Russia, 2014; pp. 20–24. [Google Scholar]
- Davidovits, P.J. 30 Years of successes and failures in geopolymer applications. market trends and potential breakthroughs. Geopolymer 2002 Conf. 2002, 28, 1–16. [Google Scholar]
- Davidovits, J. Geopolymers: Inorganic polymeric new materials engineering. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymers and geopolymeric materials. J. Therm. Anal. 1989, 35, 429–441. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. Properties of geopolymer concrete with fly ash as source material: Effect of mixture composition. Spec. Publ. 2004, 222, 109–118. [Google Scholar]
- Ferna, A. Composition and microstructure of alkali activated fly ash binder: Effect of the activator. Cem. Concr. Res. 2005, 35, 1984–1992. [Google Scholar] [CrossRef]
- Dombrowski, K.; Buchwald, A.; Weil, M. The influence of calcium content on the structure and thermal performance of fly ash based geopolymers. J. Mater. Sci. 2007, 9, 3033–3043. [Google Scholar] [CrossRef]
- Mucsi, G.; Ambrus, M. Raw materials for geopolymerisation. In Proceedings of the MultiScience—XXXI, microCAD Inter-national Multidisciplinary Scientific Conference, Miskolc, Hungary, 20–21 April 2017; pp. 21–22. [Google Scholar] [CrossRef]
- Zawrah, M.F.; Farag, R.S.; Kohail, M.H. Improvement of physical and mechanical properties of geopolymer through addition of zircon. Mater. Chem. Phys. 2018, 217, 90–97. [Google Scholar] [CrossRef]
- Degefu, D.M.; Liao, Z.; Berardi, U.; Doan, H. Salient parameters affecting the performance of foamed geopolymers as sustainable insulating materials. Constr. Build. Mater. 2021, 313, 125400. [Google Scholar] [CrossRef]
- Singh, N.B. Foamed geopolymer concrete. Mater. Today Proc. 2018, 5, 15243–15252. [Google Scholar] [CrossRef]
- Cerný, R. Directly foamed geopolymers: A review of recent studies. Cem. Concr. Compos. 2022, 130, 104530. [Google Scholar] [CrossRef]
- Yatsenko, E.A.; Klimova, L.V.; Goltsman, B.M.; Golovko, D.A. Prospects for the synthesis of silicate geopolymer materials based on ash and slag waste from thermal power plants in the Russian arctic zone. Key Eng. Mater. 2022, 910, 1002–1007. [Google Scholar] [CrossRef]
- Bai, C.; Colombo, P. Processing, properties and applications of highly porous geopolymers: A review. Ceram. Int. 2018, 44, 16103–16118. [Google Scholar]
- Steinerova, M. Mechanical properties of geopolymer mortars in relation to their porous structure. Ceram. Silik. 2014, 55, 362–372. [Google Scholar]
- Provis, J.L.; Van Deventer, J.S.J. Geopolymers: Structures, Processing, Properties and Industrial Applications, 1st ed.; Woodhead Publishing Limited: Sawston, UK, 2009; pp. 204–205. [Google Scholar]
- Minelli, M.; Medri, V.; Papa, E.; Miccio, F.; Landi, E.; Doghieri, F. Geopolymers as solid adsorbent for CO2 capture. Chem. Eng. Sci. 2016, 148, 267–274. [Google Scholar] [CrossRef]
- Medpelli, D.; Sandoval, R.; Sherrill, L.; Hristovski, K.; Seo, D.-K. Iron oxide-modified nanoporous geopolymers for arsenic removal from ground water. Resour. Effic. Technol. 2015, 1, 19–27. [Google Scholar] [CrossRef] [Green Version]
- Ren, B.; Zhao, Y.; Bai, H.; Kang, S.; Zhang, T. Eco-friendly geopolymer prepared from solid wastes: A critical review. Chemosphere 2021, 267, 128900. [Google Scholar] [CrossRef]
- Ahmad, R.; Al Bakri Abdullah, M.M.; Hussin, K.; Sandu, A.V.; Binhussain, M.; Jaya, N.A. Fabrication of high performance geopolymer ceramic part I-microstructural properties. Appl. Mech. Mater. 2015, 754, 698–702. [Google Scholar] [CrossRef]
- Hureau, M.; Moissette, A.; Tzanis, L.; Daou, T.J. Microporous and mesoporous materials effects of the zeolite particle size on the charge separated states. Microporous Mesoporous Mater. 2017, 254, 121–127. [Google Scholar] [CrossRef]
- Yatsenko, E.A.; Goltsman, B.M.; Trofimov, S.V.; Kurdashov, V.M.; Novikov, Y.V.; Smoliy, V.A.; Ryabova, A.V.; Klimova, L.V. Improving the properties of porous geopolymers based on TPP ash and slag waste by adjusting their chemical composition. Materials 2022, 15, 2587. [Google Scholar] [CrossRef] [PubMed]
- Kaur, M.; Singh, J.; Kaur, M. Microstructure and strength development of fly ash-based geopolymer mortar: Role of nano-metakaolin. Constr. Build. Mater. 2018, 190, 672–679. [Google Scholar] [CrossRef]
- Yatsenko, E.A.; Goltsman, B.M.; Trofimov, S.V.; Lazorenko, G.I. Processing of ash and slag waste from coal fuel combustion at CHPPs in the arctic zone of Russia with obtaining porous geopolymer materials. Therm. Eng. 2022, 69, 615–623. [Google Scholar] [CrossRef]
- Hashim, M.F.A.; Faris, M.A.; Mydin, M.A.O.; Ghazali, C.M.R.; Daud, Y.M.; Abdullah, M.M.A.B.; Zainal, F.F.; Saloma; Mohd Tahir, M.F.; Yong, H.C.; et al. Interaction of geopolymer filler and alkali molarity concentration towards the fire properties of glass-reinforced epoxy composites fabricated using filament winding technique. Materials 2022, 15, 6495. [Google Scholar] [CrossRef]
- Materials Analysis Using Diffraction. Available online: http://maud.radiographema.eu (accessed on 26 October 2022).
- Analyze Menu. Available online: https://imagej.nih.gov/ij/docs/menus/analyze.html (accessed on 26 October 2022).
- Burduhos Nergis, D.D.; Vizureanu, P.; Ardelean, I.; Sandu, A.V.; Corbu, O.C.; Matei, E. Revealing the influence of microparticles on geopolymers’ synthesis and porosity. Materials 2020, 13, 3211. [Google Scholar] [CrossRef] [PubMed]
- ASTM C618-22; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2022.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precursor (Type of ASW) | NaOH (Powder) | Water | Waterglass | Aluminum Powder, over 100 | Hydrogen Peroxide, over 100 | Sodium Hypochlorite, over 100 | |
|---|---|---|---|---|---|---|---|
| 1a | 70.0 (fly ash) | 2.5 | 5.0 | 22.5 | 2.0 | – | – |
| 1h | 70.0 (fly ash) | 2.5 | 5.0 | 22.5 | – | 2.0 | – |
| 1s | 70.0 (fly ash) | 2.5 | 5.0 | 22.5 | – | – | 2.0 |
| 2a | 70.0 (slag) | 2.5 | 5.0 | 22.5 | 2.0 | – | – |
| 2h | 70.0 (slag) | 2.5 | 5.0 | 22.5 | – | 2.0 | – |
| 2s | 70.0 (slag) | 2.5 | 5.0 | 22.5 | – | – | 2.0 |
| 3a | 70.0 (ASM) | 2.5 | 5.0 | 22.5 | 2.0 | – | – |
| 3h | 70.0 (ASM) | 2.5 | 5.0 | 22.5 | – | 2.0 | – |
| 3s | 70.0 (ASM) | 2.5 | 5.0 | 22.5 | – | – | 2.0 |
| SiO2 | Al2O3 | Fe2O3 | MgO | Na2O | K2O | CaO | TiO2 | MnO | P2O5 | SO3 | LOI | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fly ash | 46.85 | 20.58 | 8.67 | 1.30 | 0.88 | 3.33 | 2.03 | 0.78 | 0.06 | 0.14 | 0.43 | 14.95 |
| Slag | 56.12 | 21.97 | 10.74 | 1.97 | 1.09 | 3.57 | 2.93 | 0.92 | 0.13 | 0.12 | 0.02 | 0.42 |
| ASM | 51.23 | 18.78 | 10.27 | 2.08 | 0.92 | 3.04 | 3.10 | 0.78 | 0.13 | 0.13 | 0.31 | 9.23 |
| Quality Indicator | Optimal for Binder Materials | Slag | Fly Ash | ASM |
|---|---|---|---|---|
| Silicate modulus | 1.5–3.6 | 1.716 | 1.602 | 1.763 |
| Basicity modulus | > 1.0 | 0.122 | 0.112 | 0.130 |
| Quality coefficient | 1.5–2.5 | 0.471 | 0.502 | 0.461 |
| Density, kg/m3 | Compressive Strength, MPa | Porosity, % | Thermal Conductivity, W/(m·K) | Mass Reduction after Curing, % | |
|---|---|---|---|---|---|
| 1a | 590 ± 4 | 2.03 ± 0.07 | 71.24 ± 0.21 | 0.1420 ± 0.0038 | 24.31 ± 0.21 |
| 2a | 590 ± 23 | 2.37 ± 0.02 | 74.82 ± 0.99 | 0.1385 ± 0.0039 | 20.48 ± 0.74 |
| 3a | 548 ± 14 | 1.32 ± 0.02 | 76.48 ± 1.75 | 0.1286 ± 0.0031 | 30.80 ± 0.44 |
| 1h | 354 ± 18 | 1.19 ± 0.06 | 82.75 ± 1.86 | 0.0856 ± 0.0009 | 22.19 ± 0.63 |
| 2h | 373 ± 7 | 1.24 ± 0.03 | 83.99 ± 2.00 | 0.0878 ± 0.0018 | 21.94 ± 0.36 |
| 3h | 335 ± 24 | 1.06 ± 0.04 | 85.61 ± 0.13 | 0.0793 ± 0.0008 | 25.01 ± 0.48 |
| 1s | 1438 ± 34 | 4.00 ± 0.06 | 29.91 ± 0.56 | 0.3552 ± 0.0027 | 24.68 ± 0.99 |
| 2s | 1504 ± 41 | 6.46 ± 0.08 | 35.85 ± 0.74 | 0.3629 ± 0.0058 | 20.64 ± 0.87 |
| 3s | 1552 ± 16 | 4.96 ± 0.09 | 33.40 ± 0.25 | 0.3751 ± 0.0039 | 25.78 ± 0.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yatsenko, E.A.; Goltsman, B.M.; Trofimov, S.V.; Novikov, Y.V.; Smoliy, V.A.; Ryabova, A.V.; Klimova, L.V. Influence of Various Coal Energy Wastes and Foaming Agents on Foamed Geopolymer Materials’ Synthesis. Materials 2023, 16, 264. https://doi.org/10.3390/ma16010264
Yatsenko EA, Goltsman BM, Trofimov SV, Novikov YV, Smoliy VA, Ryabova AV, Klimova LV. Influence of Various Coal Energy Wastes and Foaming Agents on Foamed Geopolymer Materials’ Synthesis. Materials. 2023; 16(1):264. https://doi.org/10.3390/ma16010264
Chicago/Turabian StyleYatsenko, Elena A., Boris M. Goltsman, Sergei V. Trofimov, Yuri V. Novikov, Victoria A. Smoliy, Anna V. Ryabova, and Lyudmila V. Klimova. 2023. "Influence of Various Coal Energy Wastes and Foaming Agents on Foamed Geopolymer Materials’ Synthesis" Materials 16, no. 1: 264. https://doi.org/10.3390/ma16010264