
Material Removal Capability and Profile Quality Assessment on Silicon Carbide Micropillar Fabrication with a Femtosecond Laser


Abstract
:1. Introduction
2. Experimental Procedures
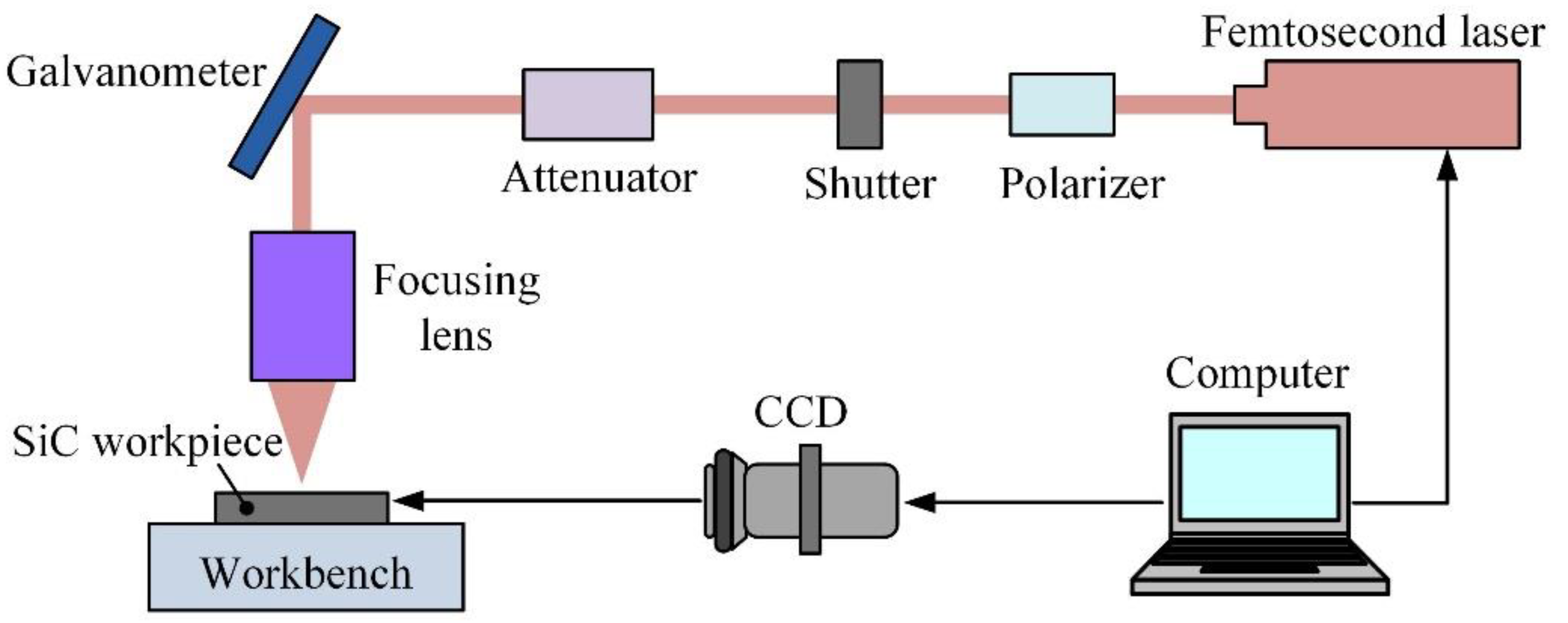
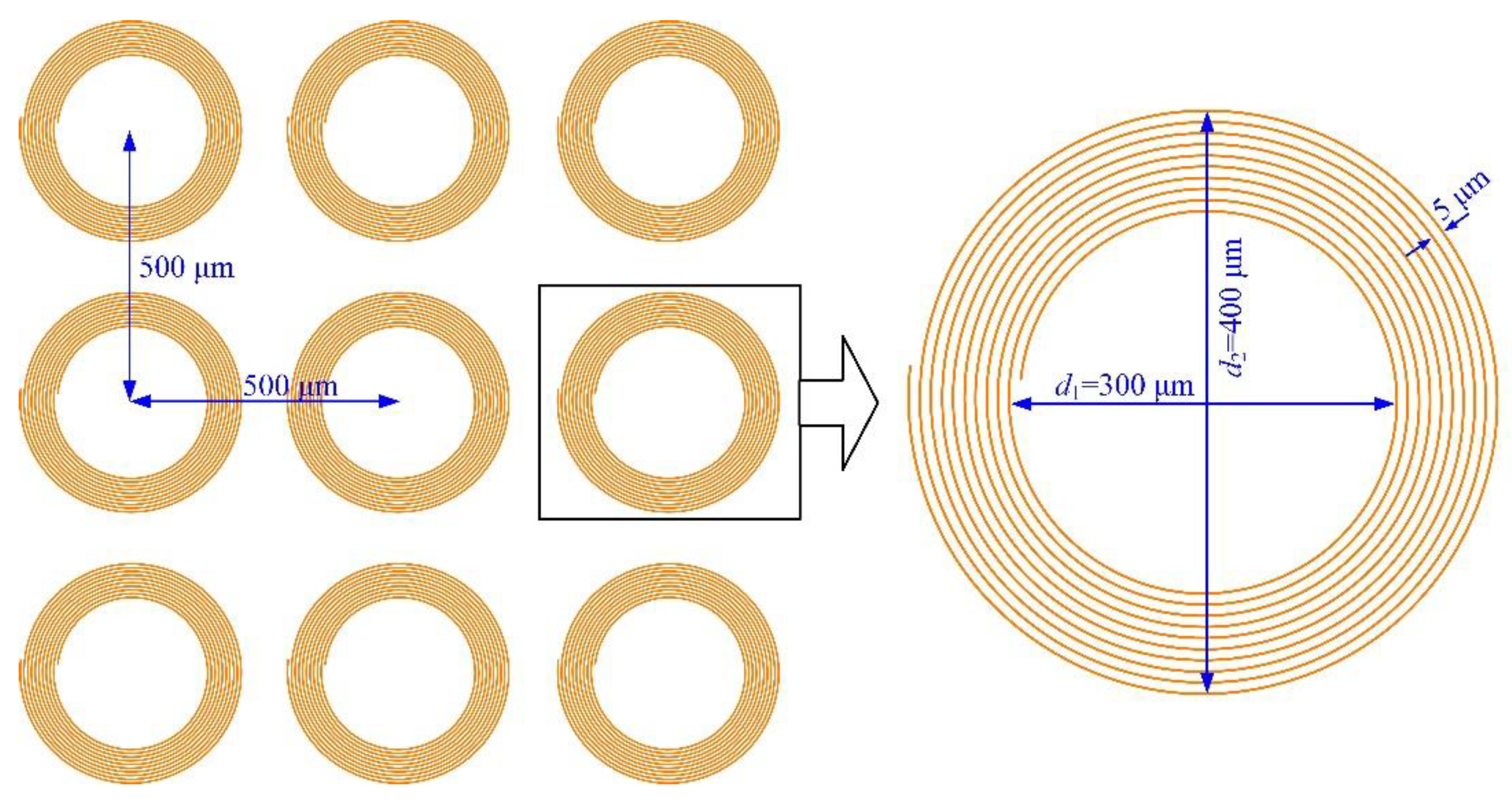
2.1. Fabrication of Micropillars on SiC with a Femtosecond Laser
2.2. Material Removal Capability of the Femtosecond Laser
3. Results and Discussion
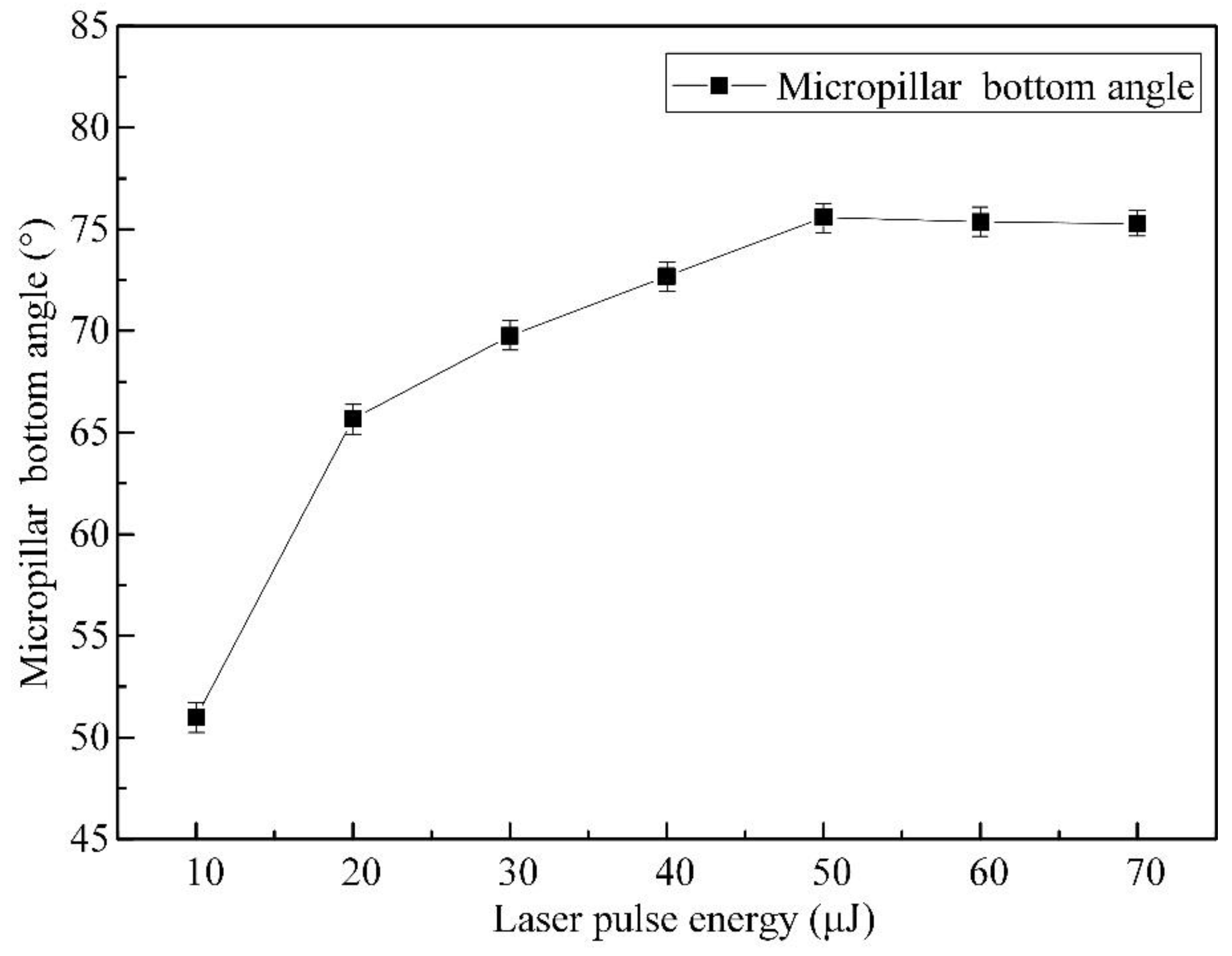
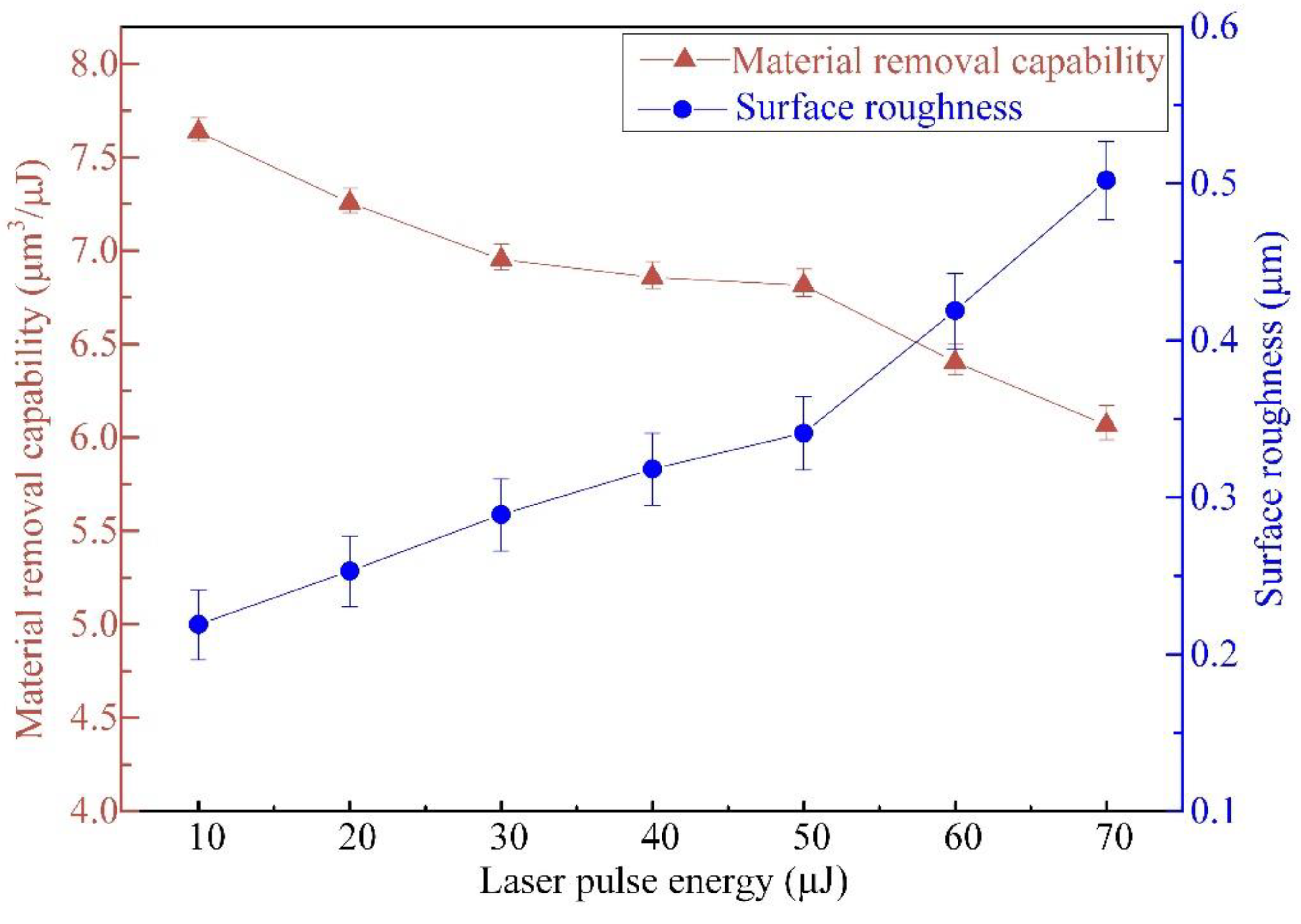
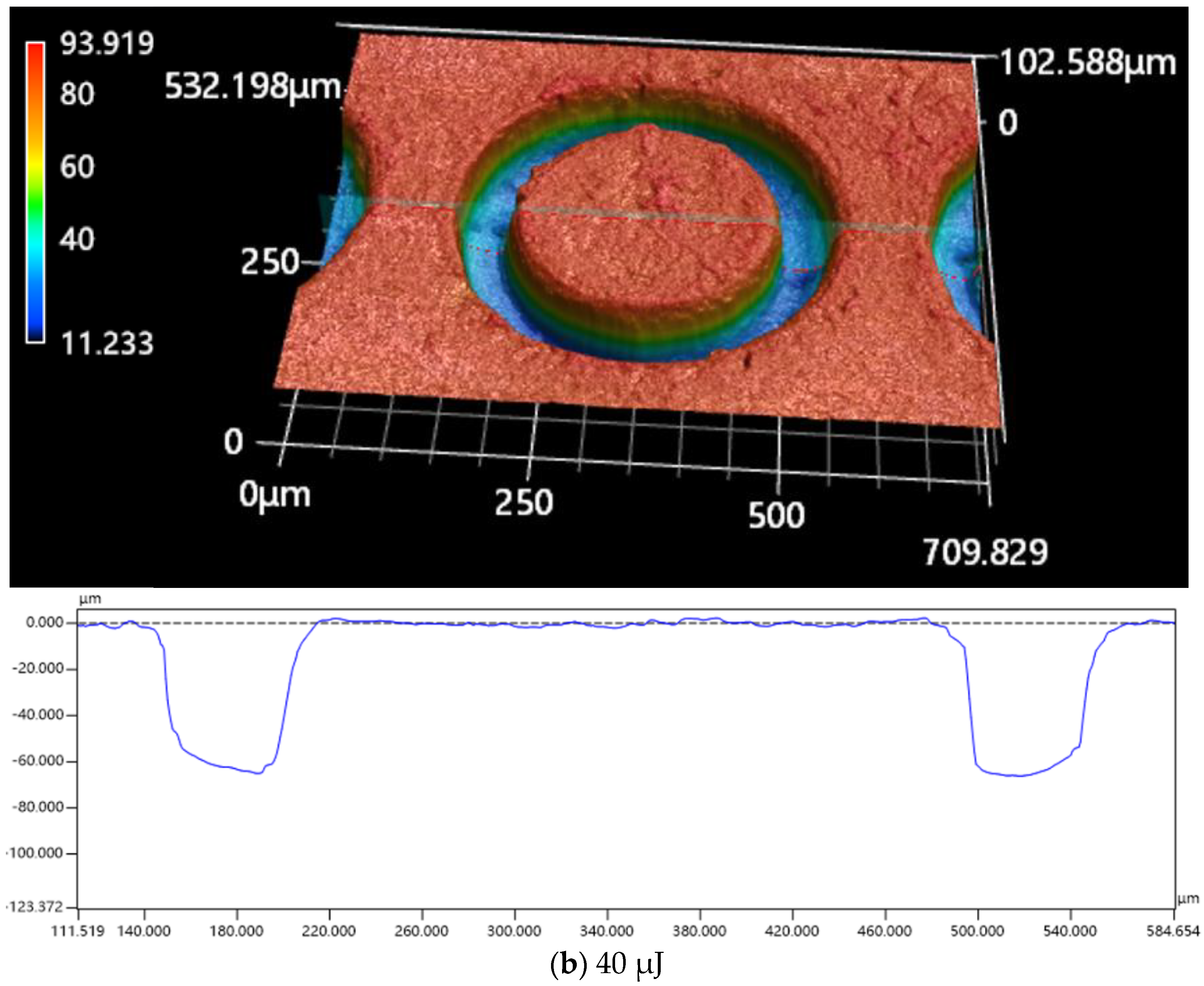
3.1. Effect of Pulsed Laser Beam Energy on Micropillar Processing
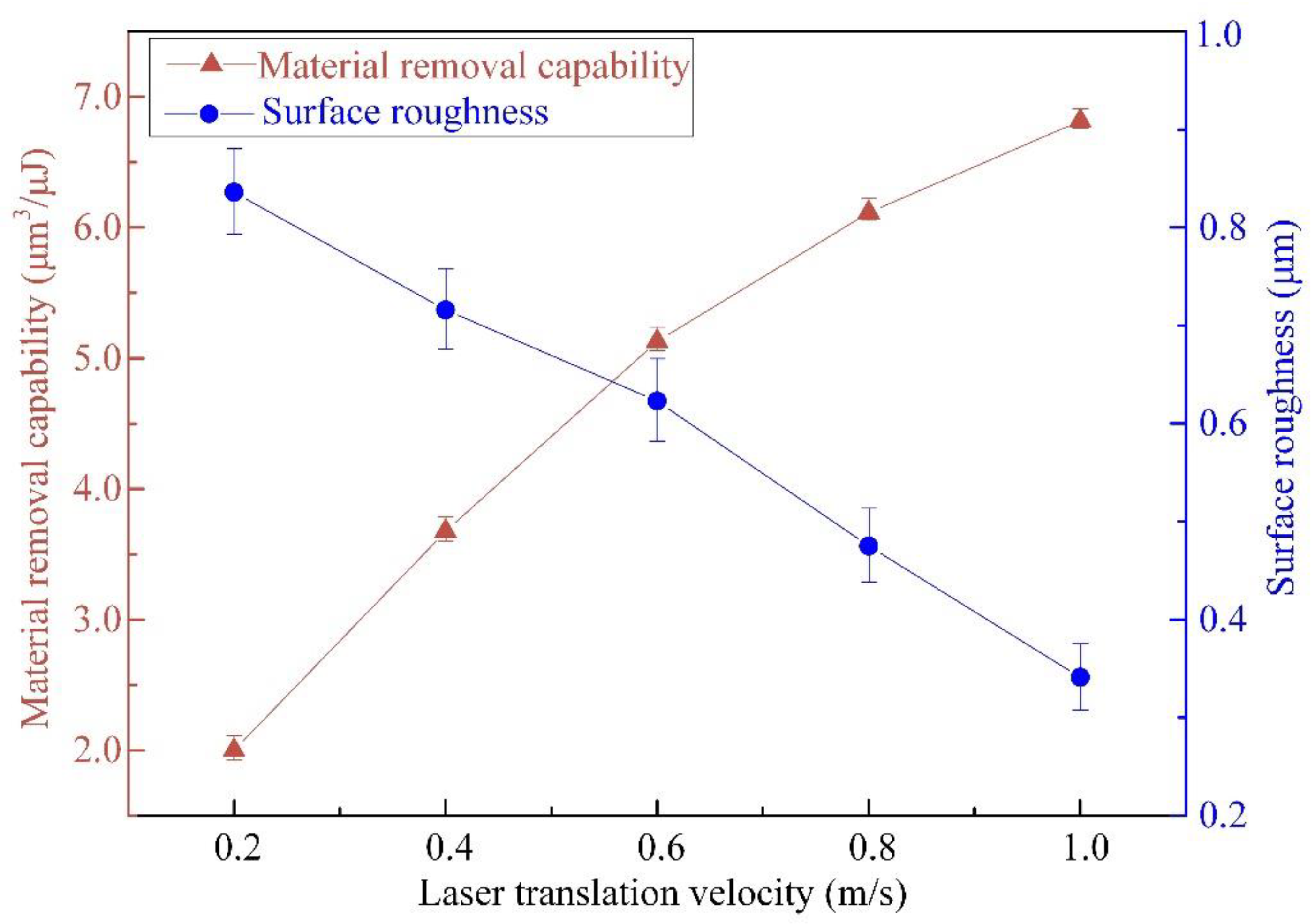
3.2. Effect of Laser Translation Velocity on Micropillar Processing
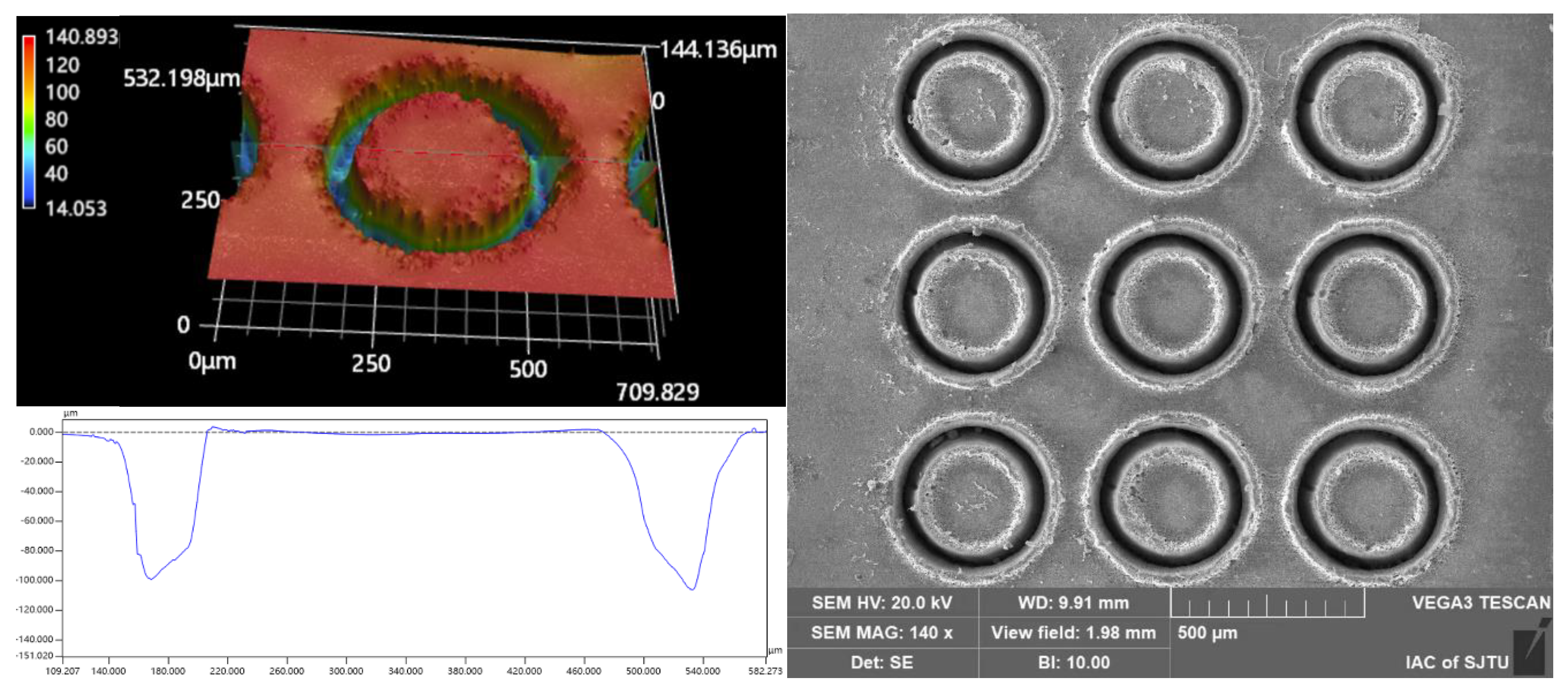
3.3. Optimum Parameter Combination to Enhance Processing Efficiency and Surface Finish
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xu, M.; Girish, Y.R.; Rakesh, K.P.; Wu, P.; Manukumar, H.M.; Byrappa, S.M.; Byrappa, K. Recent advances and challenges in silicon carbide (SiC) ceramic nanoarchitectures and their applications. Mater. Today Commun. 2021, 28, 102533. [Google Scholar] [CrossRef]
- She, X.; Huang, A.Q.; Lucia, O.; Ozpineci, B. Review of Silicon Carbide Power Devices and Their Applications. IEEE Trans. Ind. Electron. 2017, 64, 8193–8205. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, Y.; Liu, J.; Tang, J.; Li, J.; Ma, Z.; Cao, H.; Zhao, R.; Kou, Z.; Huang, K.; et al. UV nanosecond laser machining and characterization for SiC MEMS sensor application. Sens. Actuators A Phys. 2018, 276, 196–204. [Google Scholar] [CrossRef]
- Gupta, S.; Molian, P. Design of laser micromachined single crystal 6 H–SiC diaphragms for high-temperature micro-electro-mechanical-system pressure sensors. Mater. Des. 2011, 32, 127–132. [Google Scholar] [CrossRef]
- Huczko, A.; Dąbrowska, A.; Savchyn, V.; Popov, A.I.; Karbovnyk, I. Silicon carbide nanowires: Synthesis and cathodoluminescence. Phys. Status Solidi B 2009, 246, 2806–2808. [Google Scholar] [CrossRef]
- Ning, G.; Zhang, L.; Zhong, W.; Wang, S.; Liu, J.; Zhang, C. Damage and annealing behavior in neutron-irradiated SiC used as a post-irradiation temperature monitor. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2022, 512, 91–95. [Google Scholar] [CrossRef]
- Sung, W.; Baliga, B.; Huang, A.Q. Area-Efficient Bevel-Edge Termination Techniques for SiC High-Voltage Devices. IEEE Trans. Electron Devices 2016, 63, 1630–1636. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Olejniczak, K.; Konat, U. Wear Properties of Nitride-Bonded Silicon Carbide under the Action of an Abrasive Soil Mass. Materials 2021, 14, 2043. [Google Scholar] [CrossRef]
- Feng, S.; Zhang, R.; Huang, C.; Wang, J.; Jia, Z.; Wang, J. An investigation of recast behavior in laser ablation of 4 H-silicon carbide wafer. Mater. Sci. Semicond. Process. 2020, 105, 104701. [Google Scholar] [CrossRef]
- Gesuele, F.; JJNivas, J.; Fittipaldi, R.; Altucci, C.; Bruzzese, R.; Maddalena, P.; Amoruso, S. Analysis of nascent silicon phase-change gratings induced by femtosecond laser irradiation in vacuum. Sci. Rep. 2018, 8, 12498. [Google Scholar] [CrossRef]
- Mastellone, M.; Bellucci, A.; Girolami, M.; Montereali, R.M.; Orlando, S.; Polini, R.; Serpente, V.; Sani, E.; Valentini, V.; Vincenti, M.A.; et al. Enhanced selective solar absorption of surface nanotextured semi-insulating 6 H–SiC. Opt. Mater. 2020, 107, 109967. [Google Scholar] [CrossRef]
- Wei, J.; Wang, J.; Pei, T.; Yan, W.; Hu, Z.; Li, A.; Sui, T.; Wang, H.; Lin, B. Effect of ceramic surface texture on the tribological property of ceramics and carbon fiber reinforced silicon carbide ceramic matrix composite (C/SiC). Surf. Topogr. Metrol. Prop. 2022, 10, 015021. [Google Scholar] [CrossRef]
- Zhang, W.; Yamashita, S.; Kita, H. Progress in tribological research of SiC ceramics in unlubricated sliding—A review. Mater. Des. 2020, 190, 108528. [Google Scholar] [CrossRef]
- Ugraskan, V.; Isik, B.; Yazici, O.; Cakar, F. Surface characterization and synthesis of boron carbide and silicon carbide. Solid State Sci. 2021, 118, 106636. [Google Scholar] [CrossRef]
- Zhang, X.; Yao, Z.; Hou, Z.; Song, J. Processing and Profile Control of Microhole Array for PDMS Mask with Femtosecond Laser. Micromachines 2022, 13, 340. [Google Scholar] [CrossRef]
- Florian, C.; Fischer, D.; Freiberg, K.; Duwe, M.; Sahre, M.; Schneider, S.; Hertwig, A.; Krüger, J.; Rettenmayr, R.; Beck, U.; et al. Single Femtosecond Laser-Pulse-Induced Superficial Amorphization and Re-Crystallization of Silicon. Materials 2021, 14, 1651. [Google Scholar] [CrossRef]
- Bronnikov, K.; Dostovalov, A.; Cherepakhin, A.; Mitsai, E.; Nepomniaschiy, A.; Kulinich, S.A.; Zhizhchenko, A.; Kuchmizhak, A. Large-Scale and Localized Laser Crystallization of Optically Thick Amorphous Silicon Films by Near-IR Femtosecond Pulses. Materials 2020, 13, 5296. [Google Scholar] [CrossRef]
- Feng, S.; Huang, C.; Wang, J.; Zhu, H. Investigation and modelling of hybrid laser-waterjet micromachining of single crystal SiC wafers using response surface methodology. Mater. Sci. Semicond. Process. 2017, 68, 199–212. [Google Scholar] [CrossRef]
- Murzin, S.P.; Balyakin, V.B. Microstructuring the surface of silicon carbide ceramic by laser action for reducing friction losses in rolling bearings. Opt. Laser Technol. 2017, 88, 96–98. [Google Scholar] [CrossRef]
- Yan, Z.; Li, G.; Zhang, Y.; Wang, W.; Mei, X. A combined model for formation mechanism of ripples induced by femtosecond laser on silicon carbide. Appl. Phys. A 2020, 126, 915. [Google Scholar] [CrossRef]
- Wu, C.; Fang, X.; Kang, Q.; Sun, H.; Zhao, L.; Tian, B.; Fang, Z.; Pan, M.; Maeda, R.; Jiang, Z. Crystal Cleavage, Periodic Nanostructure and Surface Modification of SiC Ablated by Femtosecond Laser in Different Media. Surf. Coat. Technol. 2021, 424, 127652. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Zhu, H.; Liu, H. Fabrication of high-aspect-ratio grooves with high surface quality by using femtosecond laser. Ind. Lubr. Tribol. 2021, 73, 718–726. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Phan, H.P.; Dinh, T.; Dowling, K.M.; Foisal AR, M.; Senesky, D.G.; Nguyen, N.T.; Dao, D.V. Highly sensitive 4 H-SiC pressure sensor at cryogenic and elevatedtemperatures. Mater. Des. 2018, 156, 441–445. [Google Scholar] [CrossRef]
- Notargiacomo, A.; Laghi, L.; Rinaldi, A.; Hansen, K.K.; Araneo, R.; Pea, M.; Di Gaspare, L.; De Seta, M.; Bellucci, A.; Girolami, M.; et al. Femtosecond laser and reactive ion etching based treatments for nanoscale surface texturing of porous silicon carbide. In Proceedings of the 2018 IEEE 18th International Conference on Nanotechnology (IEEE-NANO), Cork, Ireland, 23–26 July 2019. [Google Scholar]
- Herman, R.M.; Wiggins, T.A. Rayleigh range and theM2 factor for Bessel-Gauss beams. Appl. Opt. 1998, 37, 3398–3400. [Google Scholar] [CrossRef] [PubMed]
- Liao, Y.; Zhang, F.; Wang, P.; Xie, X.; Zhou, Y.; Xie, D. Experimental Study on Fabricating Micro-Hole Arrays on CVD Diamond Film Using a Nanosecond Pulsed Laser. J. Superhard Mater. 2021, 43, 248–260. [Google Scholar] [CrossRef]
- Li, Q.; Lao, H.; Lin, J.; Chen, Y.; Chem, X. Study of femtosecond ablation on aluminum film with 3 D two-temperature model and experimental verifications. Appl. Phys. A 2011, 105, 125. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Wavelength | 1028 nm |
| Pulse duration | 218 fs |
| Pulse repetition rate | 600 kHz |
| Laser spot radius | 6 μm |
| Processing cycles | 10 |
| Scanning strategy | Spiral scanning |
| Translation velocity | 0.2, 0.4, 0.6, 0.8, 1.0 m/s |
| Pulsed beam energy | 10, 20, 30, 40, 50, 60, 70 μJ |
| Laser Ablation Parameters | Micropillar Bottom Angle (°) | MRC (μm3/μJ) | Ra (μm) |
|---|---|---|---|
| 50 μJ–0.8 m/s | 74.71 | 6.115 | 0.475 |
| 60 μJ–1.0 m/s | 75.36 | 6.403 | 0.419 |
| Micropillar Bottom Angle (°) | MRC (μm3/μJ) | Ra (μm) | |
|---|---|---|---|
| 50 μJ–0.6 m/s | 73.83 | 5.129 | 0.623 |
| 70 μJ–1.0 m/s | 75.28 | 6.067 | 0.502 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Hou, Z.; Song, J.; Jin, Z.; Yao, Z. Material Removal Capability and Profile Quality Assessment on Silicon Carbide Micropillar Fabrication with a Femtosecond Laser. Materials 2023, 16, 244. https://doi.org/10.3390/ma16010244
Zhang X, Hou Z, Song J, Jin Z, Yao Z. Material Removal Capability and Profile Quality Assessment on Silicon Carbide Micropillar Fabrication with a Femtosecond Laser. Materials. 2023; 16(1):244. https://doi.org/10.3390/ma16010244
Chicago/Turabian StyleZhang, Xifang, Zhibao Hou, Jiacheng Song, Zhiyi Jin, and Zhenqiang Yao. 2023. "Material Removal Capability and Profile Quality Assessment on Silicon Carbide Micropillar Fabrication with a Femtosecond Laser" Materials 16, no. 1: 244. https://doi.org/10.3390/ma16010244