
Applications and Developments of Thermal Spray Coatings for the Iron and Steel Industry
 , and
, and
Abstract
:1. Introduction
2. Thermal Spray Applications in Iron and Steel Industry
2.1. Furnace Hoods and Ducting
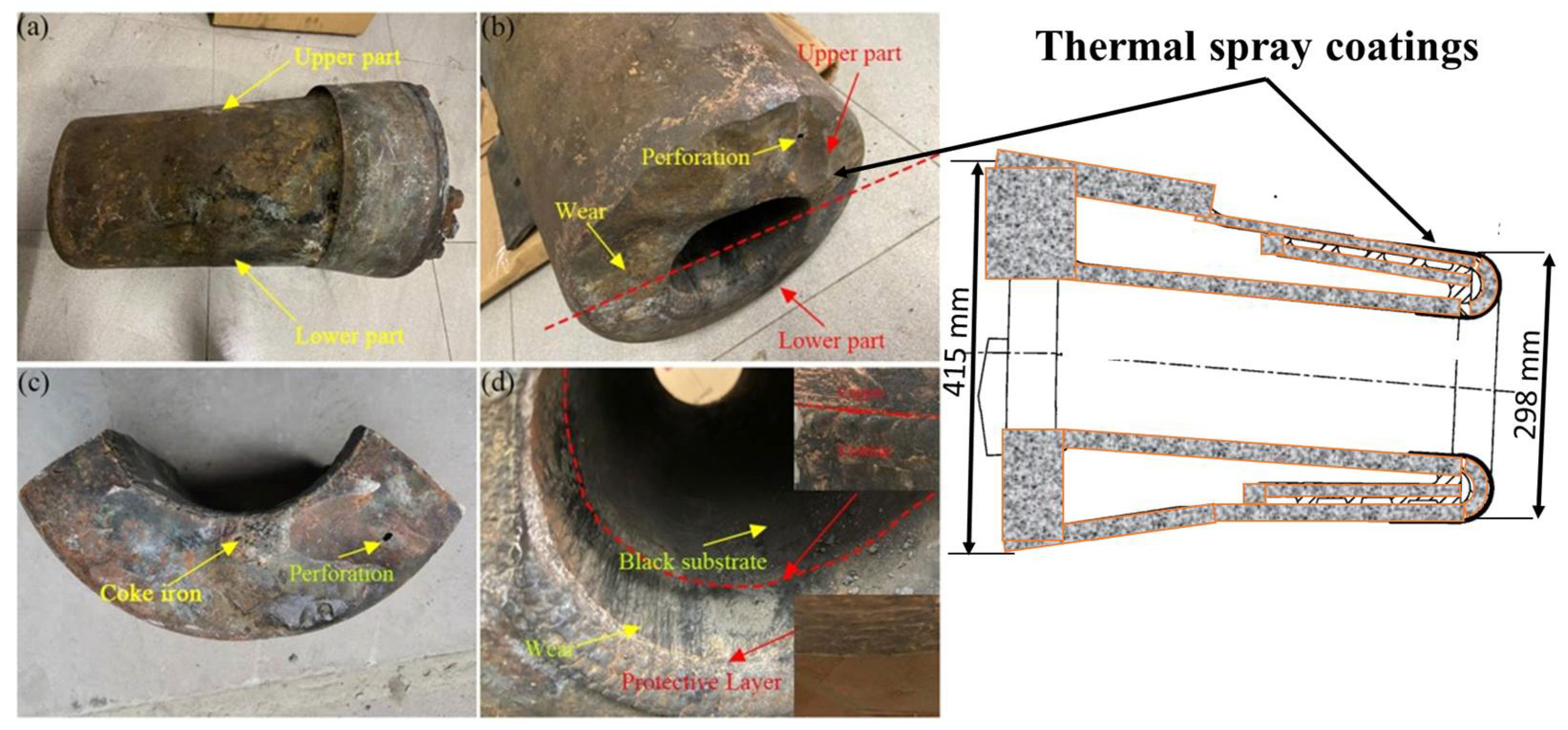
2.2. Gas Injection Tuyeres, Lances, and Nozzles
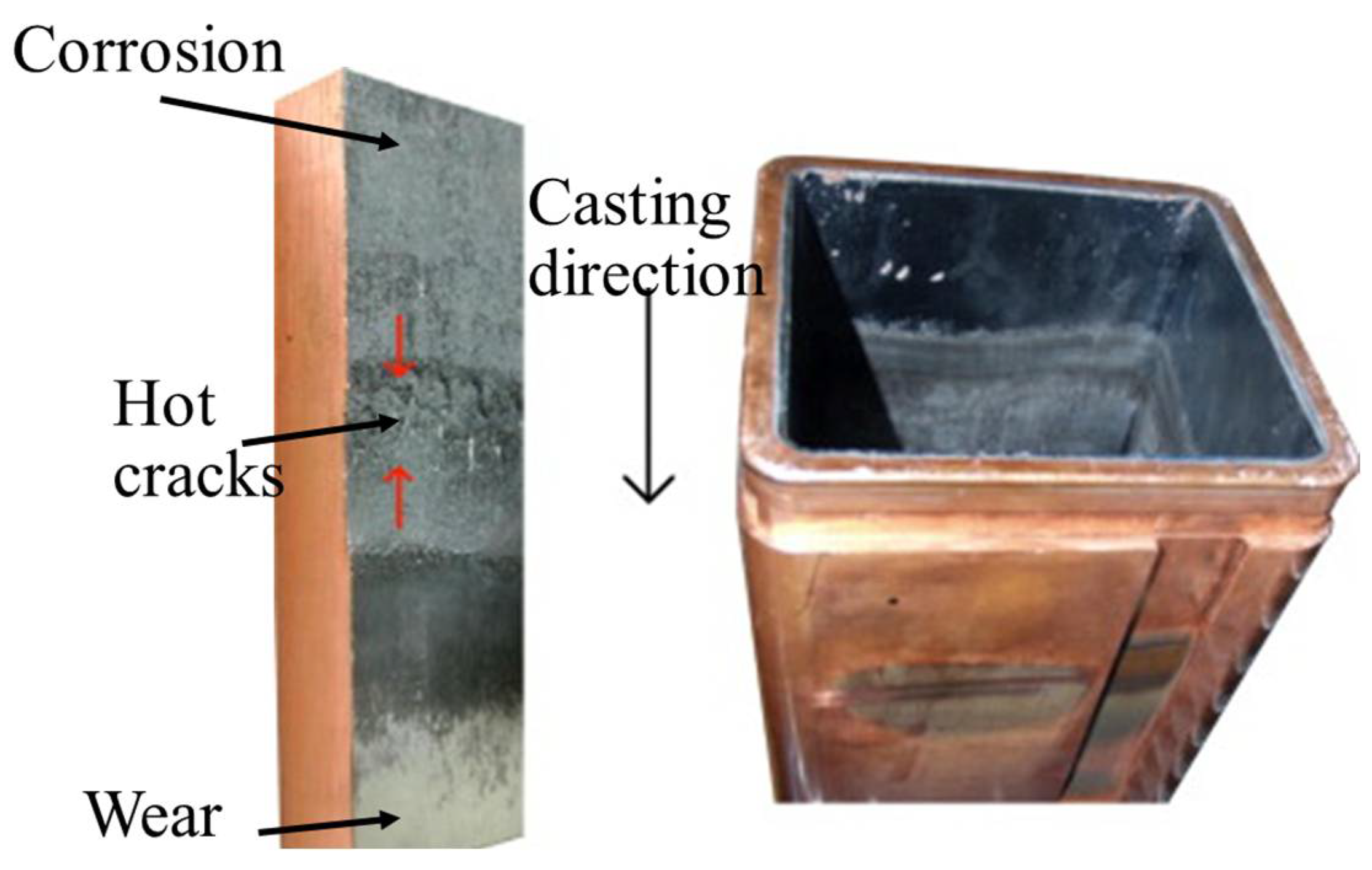
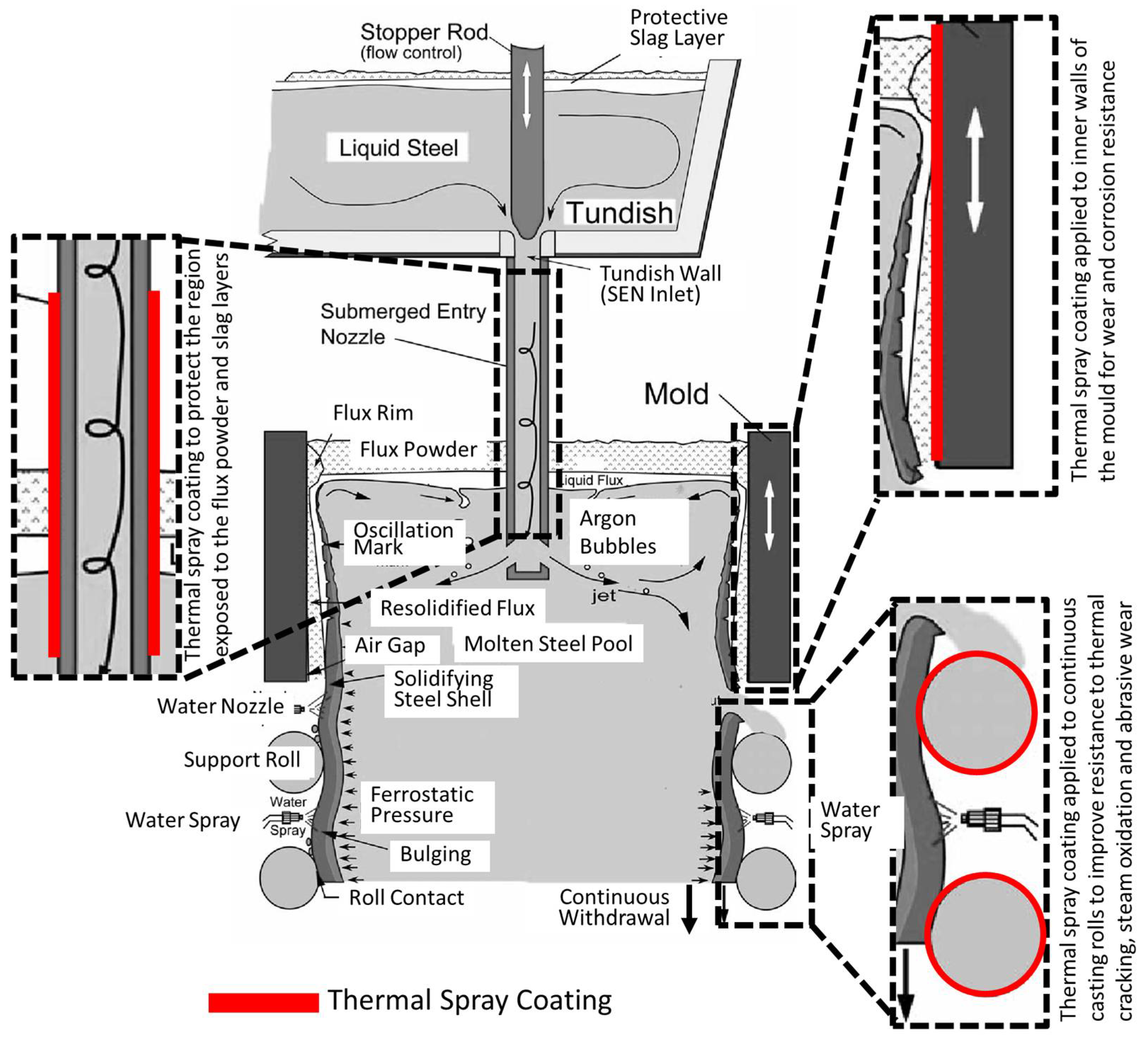
2.3. Continuous Casting Moulds
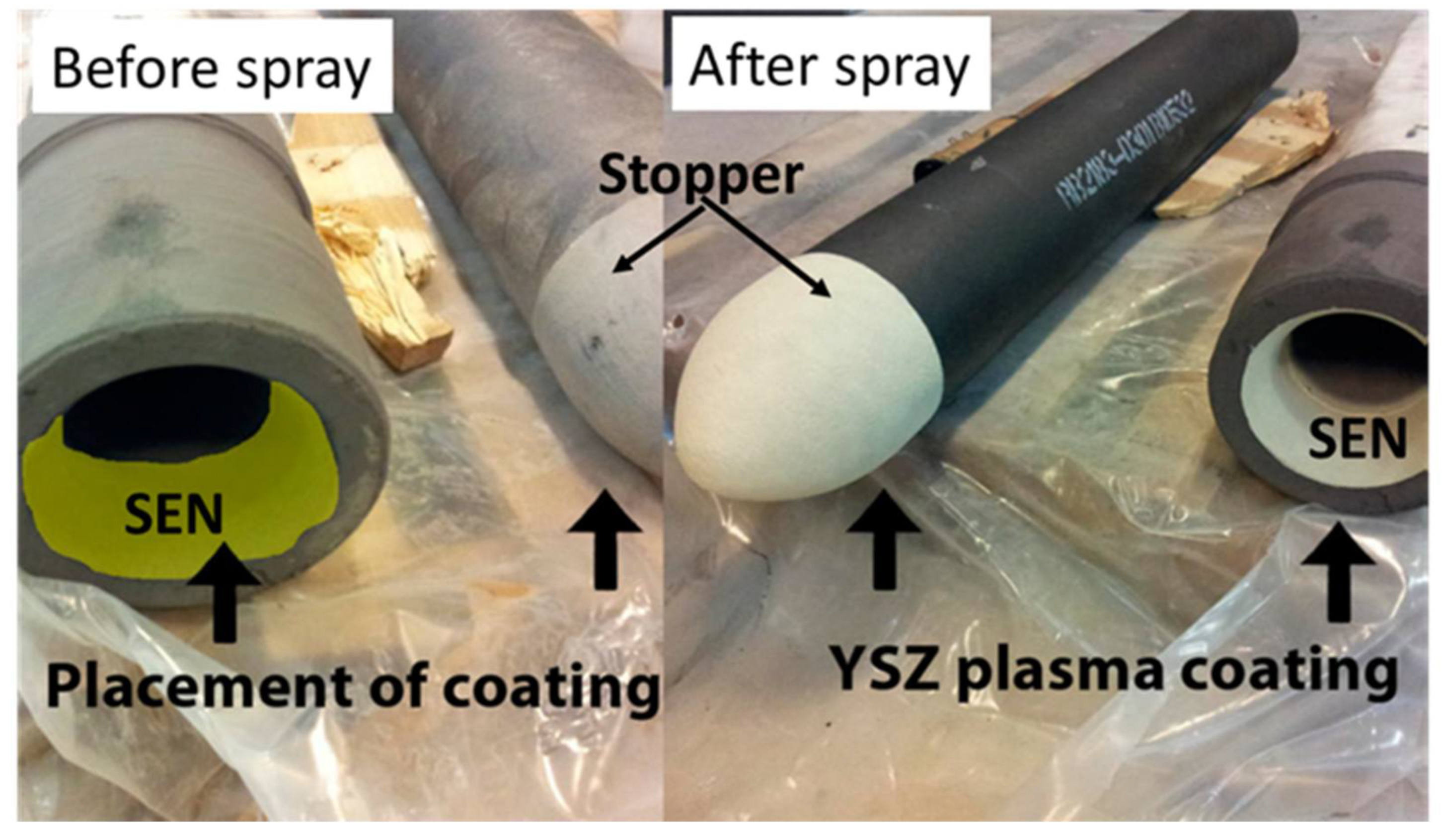
2.4. Submerged Entry Nozzle (SEN)
2.5. Caster Rolls
2.6. Wrapper and Process Rolls
2.7. Annealing Line Rolls
2.8. Continuous Galvanizing Line
3. Growth Opportunities for Thermal Spray in the Iron and Steel Industry
3.1. Hard Chrome Replacement with Thermal Spray
3.2. Thermal Barrier Coatings
3.3. Foam Filters
3.4. Pipe Manufacturing
3.5. Roller Bearings
3.6. New Material and Process Developments
4. Concluding Remarks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mercier, Steel Market Developments, Q2_ DSTI/SC(2021)1/Final, Directorate for Science, Technology and Innovation Steel Committee, Organisation for Economic Co-Operation and Development (OECD), October 2021, pp. 30–33. Available online: https://one.oecd.org/document/DSTI/SC(2021)1/FINAL/en/pdf (accessed on 23 December 2022).
- A Report on “Global Steel Production Forecast at Record High in 2022 | MEPS International Ltd.”. Available online: https://mepsinternational.com/gb/en/news/global-steel-production-forecast-at-record-high-in-2022 (accessed on 27 March 2022).
- Tomohiro, H. Latest Developments in Steelmaking Capacity, DSTI/SC(2021)5/Final Organisation for Economic Co-Operation and Development (OECD), March 2021, pp. 9–23. Available online: https://www.oecd.org/industry/ind/latest-developments-in-steelmaking-capacity-2021.pdf (accessed on 23 December 2022).
- A Report on “Global Steel Production to Grow at 32% Annual Average until 2025—Report | Hellenic Shipping News Worldwide”. Available online: https://www.hellenicshippingnews.com/global-steel-production-to-grow-at-32-annual-average-until-2025-report/ (accessed on 27 March 2022).
- Matthews, S.; James, B. Review of Thermal Spray Coating Applications in the Steel Industry: Part 1—Hardware in Steel Making to the Continuous Annealing Process. J. Therm. Spray Technol. 2010, 19, 1267–1276. [Google Scholar] [CrossRef]
- Matthews, S.; James, B. Review of Thermal Spray Coating Applications in the Steel Industry: Part 2—Zinc Pot Hardware in the Continuous Galvanizing Line. J. Therm. Spray Technol. 2010, 19, 1277–1286. [Google Scholar] [CrossRef]
- Kay, C.M. Thermal Spray Applications in the Steel Industry, ASM Handbook, Thermal Spray Technology, 5A, pp. 324–327. Available online: https://www.asbindustries.com/uploads/Handbook%205A%20Thermal%20Spray%20Apps%20in%20Steel%20Industry.pdf (accessed on 27 March 2022).
- A Report on “December 2021 Crude Steel Production and 2021 Global Crude Steel Production Totals-Worldsteel.Org”. Available online: https://worldsteel.org/media-centre/press-releases/2022/december-2021-crude-steel-production-and-2021-global-totals/ (accessed on 30 March 2022).
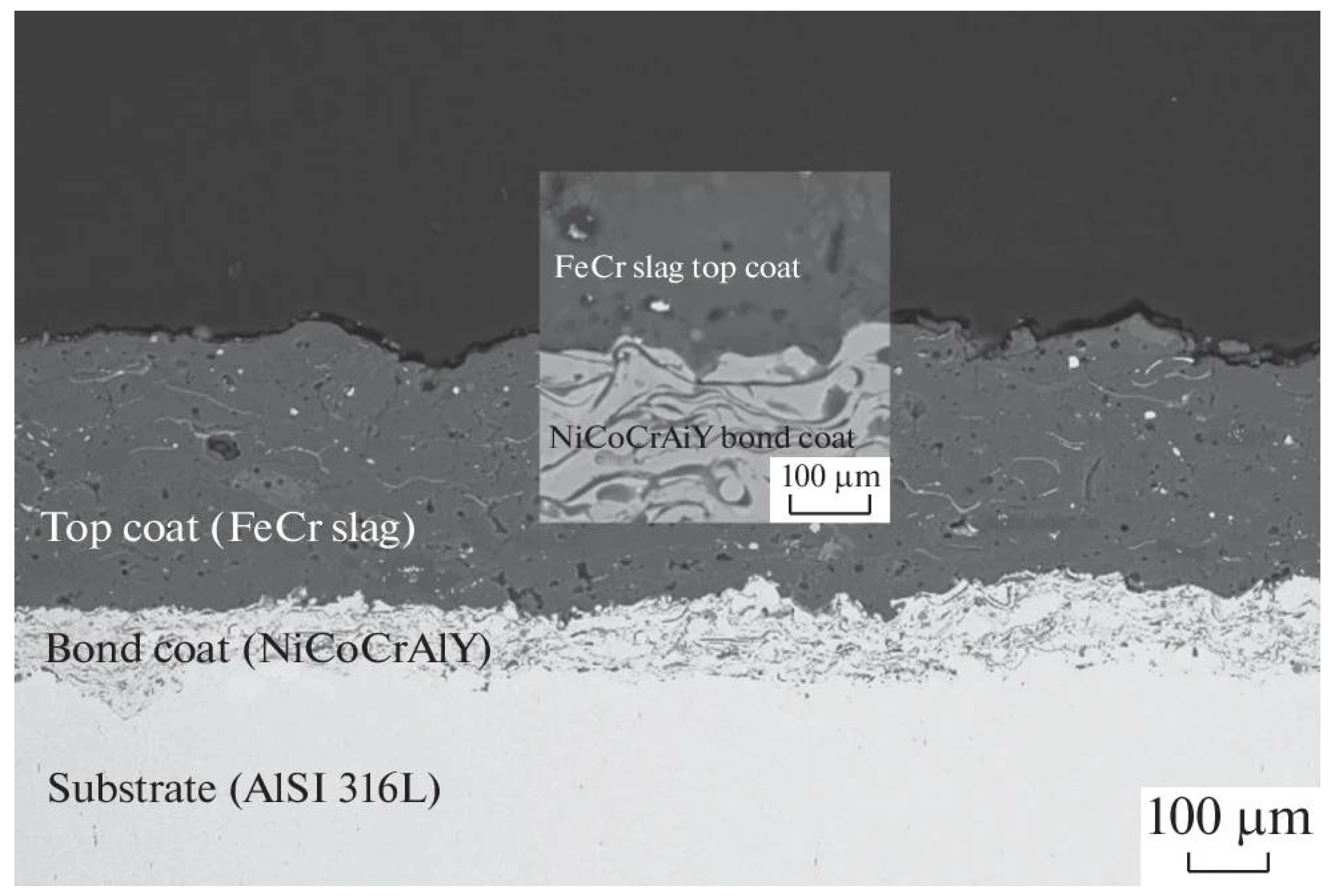
- Küçük, Y.; Öge, M. Elevated Temperature Wear Behavior of FeCr Slag Coating as an Alternative Coating Material for Caster Rolls. Prot. Met. Phys. Chem. 2022, 58, 119–128. [Google Scholar] [CrossRef]
- Fleck, N.A.; Cocks, A.C.F.; Lampenscherf, S. Thermal Shock Resistance of Air Plasma Sprayed Thermal Barrier Coatings. J. Eur. Ceram. Soc. 2014, 34, 2687–2694. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Sanpo, N.; Sesso, M.L.; Kim, S.Y.; Berndt, C.C. Thermal Spray Maps: Material Genomics of Processing Technologies. J. Therm. Spray Technol. 2013, 22, 1170–1183. [Google Scholar] [CrossRef]
- Bolelli, G.; Giovanardi, R.; Lusvarghi, L.; Manfredini, T. Corrosion Resistance of HVOF-Sprayed Coatings for Hard Chrome Replacement. Corros. Sci. 2006, 48, 3375–3397. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C.; Cheang, P. Deposition Effects of WC Particle Size on Cold Sprayed WC–Co Coatings. Surf. Coat. Technol. 2011, 205, 3260–3267. [Google Scholar] [CrossRef]
- Singh, S.; Singh, P.; Singh, H.; Buddu, R.K. Characterization and Comparison of Copper Coatings Developed by Low Pressure Cold Spraying and Laser Cladding Techniques. Mater. Today Proc. 2019, 18, 830–840. [Google Scholar] [CrossRef]
- Singh, S.; Raman, R.K.S.; Berndt, C.C.; Singh, H. Influence of Cold Spray Parameters on Bonding Mechanisms: A Review. Metals 2021, 11, 2016. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C. A Review of Testing Methods for Thermal Spray Coatings. Int. Mater. Rev. 2014, 59, 179–223. [Google Scholar] [CrossRef]
- Singh, S.; Singh, H. Effect of Electroplated Interlayers on Bonding Mechanism of Cold-Sprayed Copper on SS316L Steel Substrate. Vacuum 2020, 172, 109092. [Google Scholar] [CrossRef]
- Vuoristo, P. Thermal Spray Coating Processes. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; pp. 229–276. ISBN 978-0-08-096533-8. [Google Scholar]
- Akarte, M.; Khanzode, V.; Iqbal, R.; Tiwari, M.K. IE Tools for Boosting Competitiveness in Iron and Steel Industry: A Review. Trans. Indian Inst. Met. 2021, 74, 1065–1076. [Google Scholar] [CrossRef]
- Fukumoto, M. The Current Status of Thermal Spraying in Asia. J. Therm. Spray Technol. 2008, 17, 5–13. [Google Scholar] [CrossRef]
- Zhang, Y.; Wen, Z.; Zhao, Z.; Bi, C.; Guo, Y.; Huang, J. Laboratory Experimental Setup and Research on Heat Transfer Characteristics during Secondary Cooling in Continuous Casting. Metals 2019, 9, 61. [Google Scholar] [CrossRef] [Green Version]
- US3977660A-Blast-Furnace Tuyere Having Excellent Thermal Shock Resistance and High Durability-Google Patents. Available online: https://patents.google.com/patent/US3977660A/en (accessed on 27 March 2022).
- Svensson, J.K.S.; Larsson, F.; Memarpour, A.; Ekerot, S.; Brabie, V.; Jönsson, P.G. Implementation of an YSZ Coating Material to Prevent Clogging of the Submerged Entry Nozzle (SEN) during Continuous Casting of Ce-Treated Steels. Ironmak. Steelmak. 2018, 45, 105–113. [Google Scholar] [CrossRef]
- González, I.H.; Kamiñski, J. The Iron and Steel Industry: A Global Market Perspective. Gospod. Surowcami Miner. 2011, 27, 5–28. [Google Scholar]
- Kweon, Y.-G.; Kim, H.-J. Thermal Shock Resistance of Plasma-Sprayed Ceramic Coatings with Two- and Three-Layers. In ITSC 1998; ASM International: Almere, The Netherlands, 1998; pp. 1601–1606. [Google Scholar]
- Ghosh, S. Thermal Barrier Ceramic Coatings—A Review. In Advanced Ceramic Processing; Mohamed, A., Ed.; IntechOpen: Rijeka, Croatia, 2015. [Google Scholar]
- Jalkanen, H.; Holappa, L. Converter Steelmaking. In Treatise on Process Metallurgy; Chapter 1.4; Seetharaman, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 223–270. ISBN 9780080969886. [Google Scholar] [CrossRef]
- Sambasivam, R.; Lenka, S.N.; Durst, F.; Bock, M.; Chandra, S.; Ajmani, S.K. A New Lance Design for BOF Steelmaking. Metall. Mater. Trans. 2007, 38, 45–53. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, R.; Hu, R.; Zhang, C.; Li, G.; Zhang, Y.; Wu, W.; Lu, X. Failure Mode and Mechanism of a Blast Furnace Tuyere. Eng. Fail. Anal. 2022, 137, 106294. [Google Scholar] [CrossRef]
- Memarpour, A.; Brabie, V.; Jönsson, P. Studies of Effect of Glass/Silicon Powder Coatings on Clogging Behaviour of Submerged Entry Nozzles When Using REM Alloyed Stainless Steels. Ironmak. Steelmak. 2011, 38, 229–239. [Google Scholar] [CrossRef]
- Nakahira, H. Resistance and High Durability. U.S. Patent 3,977,660, 31 August 1976. [Google Scholar]
- Apte, P.S.; Meagher, J.P.; Calla-Han, S.W. Thermal Spray Coatings and Applications Therefor-Google Patents, WO2008101164A3, 21 August 2008. Available online: https://patents.google.com/patent/WO2008101164A3/en (accessed on 28 March 2022).
- CN101492749B-Surface Coating for Tuyeres of Blast Furnace and Method for Preparing the Same-Google Patents. Available online: https://patents.google.com/patent/CN101492749B/en (accessed on 28 March 2022).
- Yang, G.-J.; Li, C.-J.; Zhang, S.-J.; Li, C.-X. High-Temperature Erosion of HVOF Sprayed Cr3C2-NiCr Coating and Mild Steel for Boiler Tubes. J. Therm. Spray Technol. 2008, 17, 782–787. [Google Scholar] [CrossRef]
- Tailor, S.; Mohanty, R.M.; Doub, A.V. Development of a New TBC System for More Efficient Gas Turbine Engine Application. Mater. Today Proc. 2016, 3, 2725–2734. [Google Scholar] [CrossRef]
- Roy, U.; Pant, H.K. Advancements in Life Cycle Investigation for Heat Exchangers. In Advanced Analytic and Control Techniques for Thermal Systems with Heat Exchangers; Elsevier: Amsterdam, The Netherlands, 2020; pp. 209–218. ISBN 978-0-12-819422-5. [Google Scholar]
- Keyvani, A.; Bahamirian, M.; Kobayashi, A. Effect of Sintering Rate on the Porous Microstructural, Mechanical and Thermomechanical Properties of YSZ and CSZ TBC Coatings Undergoing Thermal Cycling. J. Alloys Compd. 2017, 727, 1057–1066. [Google Scholar] [CrossRef]
- Lankford, W.T.; Samways, N.L.; Craven, R.F.; United States Steel; Association of Iron and Steel Engineers. The Making Shaping and Treating of Steel; Herbick & Held: Pittsburgh, PA, USA, 1985; ISBN 0-930767-00-4. [Google Scholar]
- Barella, S.; Gruttadauria, A.; Mapelli, C.; Mombelli, D. Investigation of failure and damages on a continuous casting copper mould, Eng. Fail. Anal. 2014, 36, 432–438. [Google Scholar] [CrossRef]
- Allcock, B.W.; Lavin, P.A. Novel Composite Coating Technology in Primary and Conversion Industry Applications. Surf. Coat. Technol. 2003, 163–164, 62–66. [Google Scholar] [CrossRef]
- Sanz, A. Tribological Behavior of Coatings for Continuous Casting of Steel. Surf. Coat. Technol. 2001, 146–147, 55–64. [Google Scholar] [CrossRef]
- Gerasimova, A.A.; Radyuk, A.G.; Titlyanov, A.E. Wear-Resistant Aluminum and Chromonickel Coatings at the Narrow Mold Walls in Continuous-Casting Machines. Steel Transl. 2016, 46, 458–462. [Google Scholar] [CrossRef]
- Thomas, B.G. Review on Modeling and Simulation of Continuous Casting. Steel Research Int. 2018, 89, 1700312. [Google Scholar] [CrossRef]
- Yan, H.; Zhang, J.; Zhang, P.; Yu, Z.; Li, C.; Xu, P.; Lu, Y. Laser Cladding of Co-Based Alloy/TiC/CaF2 Self-Lubricating Composite Coatings on Copper for Continuous Casting Mold. Surf. Coat. Technol. 2013, 232, 362–369. [Google Scholar] [CrossRef]
- WO1998021379A1-Coating of Continuous Casting Machine Components-Google Patents. Available online: https://patents.google.com/patent/WO1998021379A1/en (accessed on 28 March 2022).
- Filatov, S.V.; Dagman, A.I.; Karavaev, V.N.; Glebov, V.P.; Kononykhin, G.N.; Kotel’nikov, A.B.; Vopneruk, A.A. The NLMK’s Experience of Operating Slab CCM Molds with Improved Wall Design. Metallurgist 2018, 62, 58–61. [Google Scholar] [CrossRef]
- HVOF Sprayed WC-Co-Cr Coating to Replace Hard Chrome Plating-TWI. Available online: https://www.twi-global.com/technical-knowledge/published-papers/hvof-sprayed-wc-co-cr-as-a-generic-coating-type-for-replacement-of-hard-chrome-plating-march-2002 (accessed on 27 March 2022).
- Paul, C.P.; Alemohammad, H.; Toyserkani, E.; Khajepour, A.; Corbin, S. Cladding of WC–12 Co on Low Carbon Steel Using a Pulsed Nd:YAG Laser. Mater. Sci. Eng. A 2007, 464, 170–176. [Google Scholar] [CrossRef]
- Lima, R.S.; Karthikeyan, J.; Kay, C.M.; Lindemann, J.; Berndt, C.C. Microstructural Characteristics of Cold-Sprayed Nanostructured WC–Co Coatings. Thin Solid Film. 2002, 416, 129–135. [Google Scholar] [CrossRef]
- Singh, G.; Kaur, M. Sliding wear behavior of plasma sprayed 65% (NiCrSiFeBC)–35% (WC–Co) coating at elevated temperatures. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020, 234, 1396–1415. [Google Scholar] [CrossRef]
- Yu, C.-S.; Huang, T.-S.; Huang, J.-Y.; Tseng, M.-J. Development of Manganese Build-up Resistant Cermet Coatings for Hearth Rolls. China Steel Tech. Rep. 2012, 25, 51–59. [Google Scholar]
- Midorikawa, S.; Yamada, T.; Nakazato, K. Kawasaki Steel Technical Report, No.45 (November 2001), Developed Machinery Maintenance Technology in Steelmaking Plant Development of Surface-modifying Technologies by Thermal Spraying of Process Rolls in Steel Production Process.Pdf. Available online: https://www.jfe-steel.co.jp/archives/en/ksc_giho/no.45/057-063.pdf (accessed on 25 November 2022).
- Sato, Y.; Midorikawa, S.; Iwashita, Y.; Yokogawa, A.; Takano, T. Kawasaki Steel Technical Report, No.29 (November 1993), Service Life Extension Techniques for Cold-Rolling Rolls. Available online: https://www.jfe-steel.co.jp/archives/en/ksc_giho/no.29/e29-074-082.pdf (accessed on 25 November 2022).
- Smola, G.; Gawel, R.; Kyziol, K.; Miszczak, M.; Grzesik, Z. Influence of Nickel on the Oxidation Resistance at High Temperatures of Thin Chromium Coatings. Oxid. Met. 2019, 91, 625–640. [Google Scholar] [CrossRef] [Green Version]
- Bai, Q.; Ouyang, C.; Zhao, C.; Han, B.; Liu, Y. Microstructure and Wear Resistance of Laser Cladding of Fe-Based Alloy Coatings in Different Areas of Cladding Layer. Materials 2021, 14, 2839. [Google Scholar] [CrossRef]
- Wang, J.Y.; Ghantasala, M.K.; Sood, D.K.; Evans, P.J. Study of Influence of Underlayer on the Properties of Magnetron Sputtered Samarium Cobalt Thin Films. Thin Solid Film. 2005, 489, 192–199. [Google Scholar] [CrossRef]
- Sidhu, T.S.; Prakash, S.; Agrawal, R.D. Hot Corrosion and Performance of Nickel-Based Coatings. Curr. Sci. 2006, 90, 8. [Google Scholar]
- Huang, T.-S. Effect of Mn on the Formation of Oxide Buildups Upon HVOF-Sprayed MCrAlY-Ceramic-Type Cermet Coatings. J. Therm. Spray Technol. 2011, 20, 447–455. [Google Scholar] [CrossRef]
- Shang, H.; Li, J.; Shao, T. Mechanical Properties and Thermal Stability of TiN/Ta Multilayer Film Deposited by Ion Beam Assisted Deposition. Adv. Mater. Sci. Eng. 2014, 2014, 639461. [Google Scholar] [CrossRef] [Green Version]
- Sanz, A. New Coatings for Continuous Casting Rolls. Surf. Coat. Technol. 2004, 177–178, 1–11. [Google Scholar] [CrossRef]
- Ju, J.; Zhou, Y.; Kang, M.; Wang, J. Optimization of Process Parameters, Microstructure, and Properties of Laser Cladding Fe-Based Alloy on 42CrMo Steel Roller. Materials 2018, 11, 2061. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Makarov, A.V.; Kudryashov, A.E.; Nevezhin, S.V.; Gerasimov, A.S.; Vladimirov, A.A. Reconditioning of Continuous Casting Machine Rollers by Laser Cladding. J. Phys. Conf. Ser. 2020, 1679, 042047. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, L.; Sun, B.; Zhou, Y. Study of the Cr3C2–NiCr Detonation Spray Coating. Surf. Coat. Technol. 2000, 130, 69–73. [Google Scholar] [CrossRef]
- Wang, J.; Wang, J.; Sun, B.; Guo, Q.; Nishio, M.; Ogawa, H. Wear Resistance of a Cr3C2-NiCr Detonation Spray Coating. J. Therm. Spray Technol. 2002, 11, 261–265. [Google Scholar] [CrossRef]
- Sun, F.; Zhao, Z.; Chen, X. Recovery of WC and Co from Cemented Carbide Scraps by Remelting and Electrodissolution. Int. J. Refract. Met. Hard Mater. 2019, 80, 23–29. [Google Scholar] [CrossRef]
- Raman, R.K.S.; Gleeson, B.; Young, D.J. Laser Raman Spectroscopy: A Technique for Rapid Characterisation of Oxide Scale Layers. Mater. Sci. Technol. 1998, 14, 373–376. [Google Scholar] [CrossRef]
- Picas Barrachina, J.A.; Forn Alonso, A.; Martín, E.; Punset Fuste, M. HVOF thermal sprayed coatings for wear protection in marine applications. Instrum. Viewp. 2008, M10, 94. [Google Scholar]
- Vasudev, H.; Thakur, L.; Bansal, A. High Temperature Oxidation and Wear Resistant Bi-Layer Coating for Turbocharger Housing. In Methods for Film Synthesis and Coating Procedures; Nánai, L., Samantara, A., Fábián, L., Ratha, S., Eds.; IntechOpen: Rijeka, Croatia, 2020. [Google Scholar]
- Are HVOF Coatings an Alternative to Hard Chrome Plating?—TWI. Available online: https://www.twi-global.com/technical-knowledge/faqs/faq-are-hvof-coatings-an-alternative-to-hard-chrome-plating (accessed on 28 March 2022).
- Martínez-de-Pisón, F.J.; Pernía, A.; Jiménez-Macías, E.; Fernández, R. Overall Model of the Dynamic Behaviour of the Steel Strip in an Annealing Heating Furnace on a Hot-Dip Galvanizing Line. Rev. De Metal. 2010, 46, 405–420. [Google Scholar] [CrossRef]
- Roy, P.; Mukherjee, P.; Jana, A.; Das, M.; Ghosh, S. Comparative Study on Thermal Cyclic Resistance of Glass–Ceramic-Bonded TBC System and Conventional TBC System. J. Aust. Ceram. Soc. 2022, 58, 587–596. [Google Scholar] [CrossRef]
- Büschgens, D.; Karthik, N.K.; Schmitz, N.; Pfeifer, H. Influence of Surroundings on Radiant Tube Lifetime in Indirect-Fired Vertical Strip Annealing Furnaces. Appl. Sci. 2020, 10, 1748. [Google Scholar] [CrossRef] [Green Version]
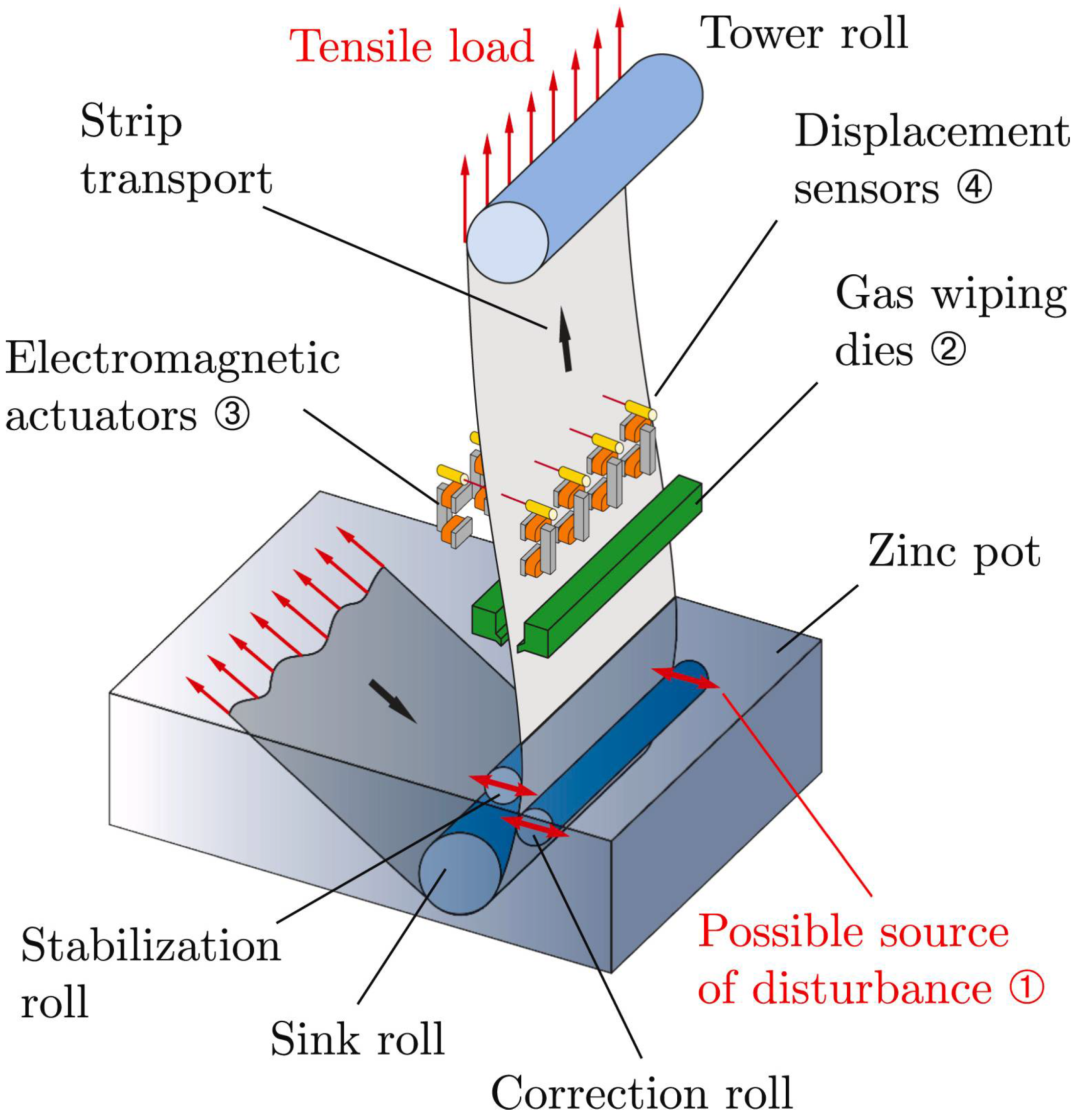
- Marko, L.; Saxinger, M.; Steinboeck, A.; Kemmetmüller, W.; Kugi, A. Frequency-adaptive cancellation of harmonic disturbances at non-measurable positions of steel strips. Mechatronics 2020, 71, 102423. [Google Scholar] [CrossRef]
- Zhang, Z.; Xie, Y.H.; Huo, X.Y.; Chan, S.L.I.; Liang, J.M.; Luo, Y.F.; Mu, D.K.Q.; Ju, J.; Sun, J.; Wang, J. Microstructure and Mechanical Properties of Ultrafine Grained CoCrFeNi and CoCrFeNiAl0.3 High Entropy Alloys Reinforced with Cr2O3/Al2O3 Nanoparticles. Mater. Sci. Eng. A 2021, 816, 141313. [Google Scholar] [CrossRef]
- Takatanl, T.Y.; Kobayashl, Y. Durability of WC/CoSprayed Coatings in Molten Pure Zinc. ISIJ Int. 1993, 33, 7. [Google Scholar]
- Jarosinki, W.; Quets, J.; Wang, D.; Belov, V.; Kleyman, A.S. US8507105B2-Thermal Spray Coated Rolls for Molten Metal Baths. U.S. Patent 8,507,105, 13 August 2013. [Google Scholar]
- Schroeder, M.; Unger, R. Thermal Spray Coatings Replace Hard Chrome. Adv. Mater. Process. 1997, 152, 1–4. [Google Scholar]
- Sartwell, B.D.; Natishan, P.M.; Singer, I.L.; Legg, K.O.; Catalyst, R.; Schell, J.D.; Sauer, J.P. Replacement of Chromium Electroplating Using HVOF Thermal Spray Coatings. May 2004, ESTCP Cost and Performance Report, Environmental Security Technology Certification Program, U.S. Department of Defense, ESTCP Project PP-9608, Arlington, Virginia. May 2004, pp. 1–39. Available online: https://apps.dtic.mil/sti/pdfs/ADA607046.pdf (accessed on 23 November 2022).
- Sartwell, B.D.; Dull, D.; Legg, K.; Bretz, P.; Schell, J.; Devereaux, J.; Sauer, J.; Edwards, C.; Natishan, P.; Parker, D. Validation of HVOF WC-Co Thermal Spray Coatings as a Replacement for Hard Chrome Plating on Aircraft Landing Gear HCAT-HVOF-LG-Final-RPT, May 2003, Naval Research Laboratory, Washington, DC 20375, NRL Report No. XYZ. pp. 1–276. Available online: https://www.scribd.com/doc/97653650/Validation-of-HVOF-WC-Co-Thermal-Spray-Coatings-as-a-Replacement-for-Hard-Chrome-Plating-on-Aircraft-Landing-Gear-HCAT-HVOF-LG-Final-Rpt (accessed on 23 November 2022).
- Hard Chrome Replacement-Hardide Coatings. Available online: https://hardide.com/hard-chrome-replacement/ (accessed on 27 March 2022).
- Sartwell, B.D.; Bretz, P.E. HVOF Thermal Spray Coatings Replace Hard Chrome.” Advanced Materials & Processes, Volume 156, No. 2, August 1999, pp. 25+. Gale Academic OneFile. Available online: https://link.gale.com/apps/doc/A55578901/AONE?u=swinburne1&sid=googleScholar&xid=3ae83e1f (accessed on 23 November 2022).
- Hard Chrome Replacement Alternatives | MSSA. Available online: https://www.metalspraysupplies.com/metal-spray-industry-applications/hard-chrome-replacement-alternatives?showall=1 (accessed on 28 March 2022).
- Christoforou, P.; Dowding, R.; Pinna, C.; Lewis, R. Two-Layer Laser Clad Coating as a Replacement for Chrome Electroplating on Forged Steel. Proceedings of the Institution of Mechanical Engineers. Part C J. Mech. Eng. Sci. 2021, 235, 7120–7138. [Google Scholar] [CrossRef]
- Vernhes, L.; Azzi, M.; Klemberg-Sapieha, J.E. Alternatives for Hard Chromium Plating: Nanostructured Coatings for Severe-Service Valves. Mater. Chem. Phys. 2013, 140, 522–528. [Google Scholar] [CrossRef]
- Hard Chromium Plating Alternatives. Available online: https://www.serdp-estcp.org/asetsdefense/Clean-Alternative-Information/Hard-Chromium-Plating-Alternatives (accessed on 27 March 2022).
- The Challenge of Replacing Hard Chrome-Aerospace & Defense Technology. Available online: https://www.aerodefensetech.com/component/content/article/adt/features/articles/35359 (accessed on 27 March 2022).
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal Barrier Coatings for Gas-Turbine Engine Applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Miller, R.A. History of Thermal Barrier Coatings for Gas Turbine Engines, Emphasizing NASA’s Role From 1942 to 1990, NASA/TM—2009-215459; Glenn Research Center: Cleveland, OH, USA, 2009. [Google Scholar]
- Kumar, V.; Kandasubramanian, B. Processing and Design Methodologies for Advanced and Novel Thermal Barrier Coatings for Engineering Applications. Particuology 2016, 27, 1–28. [Google Scholar] [CrossRef]
- Bakan, E.; Mack, D.E.; Mauer, G.; Vaßen, R. Gadolinium Zirconate/YSZ Thermal Barrier Coatings: Plasma Spraying, Microstructure, and Thermal Cycling Behavior. J. Am. Ceram. Soc. 2014, 97, 4045–4051. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, W.; Deng, S.; Fang, H.; Yang, T.; Wang, L. Thermal Shock Behavior and Particle Erosion Resistance of Toughened GZ Coatings Prepared by Atmospheric Plasma Spraying. Coatings 2021, 11, 1477. [Google Scholar] [CrossRef]
- Gao, Y. Reaction of ZrO2–CaO–ZrSiO4 and ZrO2–Y2O3–ZrSiO4 Detonation Thermal Sprayed Coatings with Manganese Oxide at 1273 K. Surf. Coat. Technol. 2005, 195, 320–324. [Google Scholar] [CrossRef]
- Gao, L.; Jia, F.; Lu, X. Preparation and Thermal Shock Resistance of Gd2O3 Doped La2Ce2O7 Thermal Barrier Coatings. Coatings 2021, 11, 1186. [Google Scholar] [CrossRef]
- Anaz Khan, M.; Vivek Anand, A.; Duraiselvam, M.; Srinivas Rao, K.; Arvind Singh, R.; Jayalakshmi, S. Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating. Materials 2021, 14, 3865. [Google Scholar] [CrossRef] [PubMed]
- Ghasemi, R.; Vakilifard, H. Plasma-Sprayed Nanostructured YSZ Thermal Barrier Coatings: Thermal Insulation Capability and Adhesion Strength. Ceram. Int. 2017, 43, 8556–8563. [Google Scholar] [CrossRef]
- Emmel, M.; Aneziris, C.G.; Schmidt, G.; Krewerth, D.; Biermann, H. Influence of the Chemistry of Surface Functionalized Ceramic Foam Filters on the Filtration of Alumina Inclusions in Steel Melts: Influence of the Chemistry of Surface Functionalized Ceramic Foam Filters. Adv. Eng. Mater. 2013, 15, 1188–1196. [Google Scholar] [CrossRef]
- Wetzig, T.; Luchini, B.; Dudczig, S.; Hubálková, J.; Aneziris, C.G. Development and Testing of Carbon-Bonded Alumina Foam Filters for Continuous Casting of Steel. Ceram. Int. 2018, 44, 18143–18155. [Google Scholar] [CrossRef]
- A report published by Metallisation Limited, Thermal Spray Equipment and Consumables, Pear Tree Lane, Dudley, West Midlands DY2 0XH, England, Data sheet LE-AC-001, Seam Spraying of Precoated E.R.W Tube, P 1-4. Available online: https://www.metallisation.com/wp-content/uploads/2019/09/LEAC001.pdf (accessed on 27 March 2022).
- Inside the Steel Industry: How Bearings Survive under Very Harsh Conditions-BEARING NEWS. Available online: https://www.bearing-news.com/inside-the-steel-industry-how-bearings-survive-under-very-harsh-conditions/ (accessed on 27 March 2022).
- Markocsan, N.; Gupta, M.; Joshi, S.; Nylén, P.; Li, X.-H.; Wigren, J. Liquid Feedstock Plasma Spraying: An Emerging Process for Advanced Thermal Barrier Coatings. J. Therm. Spray Technol. 2017, 26, 1104–1114. [Google Scholar] [CrossRef] [Green Version]
- Pawlowski, L. Suspension and Solution Thermal Spray Coatings. Surf. Coat. Technol. 2009, 203, 2807–2829. [Google Scholar] [CrossRef]
- Inspektor, A.; Salvador, P.A. Architecture of PVD Coatings for Metalcutting Applications: A Review. Surf. Coat. Technol. 2014, 257, 138–153. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.; Porteiro, J.; Míguez, J.; Pinto, G. Sputtering Physical Vapour Deposition (PVD) Coatings: A Critical Review on Process Improvement and Market Trend Demands. Coatings 2018, 8, 402. [Google Scholar] [CrossRef] [Green Version]
- Meghwal, A.; Anupam, A.; Luzin, V.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Berndt, C.C.; Ang, A.S.M. Multiscale Mechanical Performance and Corrosion Behaviour of Plasma Sprayed AlCoCrFeNi High-Entropy Alloy Coatings. J. Alloy. Compd. 2021, 854, 157140. [Google Scholar] [CrossRef]
- Anupam, A.; Kottada, R.S.; Kashyap, S.; Meghwal, A.; Murty, B.S.; Berndt, C.C.; Ang, A.S.M. Understanding the Microstructural Evolution of High Entropy Alloy Coatings Manufactured by Atmospheric Plasma Spray Processing. Appl. Surf. Sci. 2020, 505, 144117. [Google Scholar] [CrossRef]
- Murty, B.S.; Yeh, J.W.; Ranganathan, S. Chapter 10—Applications and Future Directions. In High Entropy Alloys; Murty, B.S., Yeh, J.W., Ranganathan, S., Eds.; Butterworth-Heinemann: Boston, UK, 2014; pp. 159–169. ISBN 978-0-12-800251-3. [Google Scholar]
- Meghwal, A. Thermal Spray Coatings for Extreme Engineering Environments. Ph.D. Thesis, Swinburne University of Technology Australia, Melbourne, Australia; p. 362. Available online: https://researchbank.swinburne.edu.au/items/9266c91d-539e-471f-9653-0580c4b763cc/1/ (accessed on 25 November 2022).
- ArcelorMittal Webinar: Metallic Coatings for Cold-Stamping Steels | Webinar | Automotive Manufacturing Solutions. Available online: https://www.automotivemanufacturingsolutions.com/arcelormittal-webinar-metallic-coatings-for-cold-stamping-steels/35533.article (accessed on 28 March 2022).
- A Report on “Industrial Steel Fabrication Thermal Spray Coatings” Published on Website of Thermion®, 2022. Available online: https://www.thermioninc.com/industrial-steel-fabrication.html (accessed on 10 June 2022).
- A Technical Report on ‘ID-Nova vs. Mini-Nova: Size Comparison’ by Alan Burgess. 29 May 2021. Available online: https://spraywerx.com/id-nova-vs-mini-nova/ (accessed on 23 November 2022).
- A Technical Report on “Monitor Coatings: Increased Life for Bloom, Billet and Tube Moulds’ by XuperCoat, on 22 May 2015. Available online: https://www.castolin.com/article/new-product/monitor-coatings-increased-life-bloom-billet-and-tube-moulds (accessed on 23 November 2022).
- Vernhes, L.; Bekins, C.; Lourdel, N.; Poirier, D.; Lima, R.S.; Li, D.; Klemberg-Sapieha, J.E. Nanostructured and Conventional Cr2O3, TiO2, and TiO2-Cr2O3 Thermal-Sprayed Coatings for Metal-Seated Ball Valve Applications in Hydrometallurgy. Canadian Intellectual Property Office, Canadian Patent Application A1, CA 02851633. 12 May 2014. Available online: https://patents.google.com/patent/CA2851633A1/en (accessed on 23 November 2022).
- Vernhes, L.; Bekins, C.; Lourdel, N.; Poirier, D.; Lima, R.S.; Li, D.; Klemberg-Sapieha, J.E. Nanostructured and Conventional Cr2O3, TiO2, and TiO2-Cr2O3 Thermal-Sprayed Coatings for Metal-Seated Ball Valve Applications in Hydrometallurgy. J. Therm. Spray Technol. 2016, 25, 1068–1078. [Google Scholar] [CrossRef]
- Vernhes, L.; Azzi, M.; Bousser, E.; Schmitt, T.; Lamarre, J.M.; Klemberg-Sapieha, J.E. Hybrid Co-Cr/W-WC and Ni-W-Cr-B/W-WC Coating Systems. J. Therm. Spray Technol. 2016, 25, 346–356. [Google Scholar] [CrossRef]
- Gadow, R.; Floristán, M. 11-Manufacturing Engineering in Thermal Spraying by Advanced Robot Systems and Process Kinematics. In Future Development of Thermal Spray Coatings; Espallargas, N., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 259–280. ISBN 978-0-85709-769-9. [Google Scholar]
- Bocklisch, F.; Paczkowski, G.; Zimmermann, S.; Lampke, T. Integrating Human Cognition in Cyber-Physical Systems: A Multidimensional Fuzzy Pattern Model with Application to Thermal Spraying. J. Manuf. Syst. 2022, 63, 162–176. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preparation Method | Coating Composition | Hardness (HV) | Properties | Application | References |
|---|---|---|---|---|---|
| HVOF | WC-12Co | 1350–1450 | Coefficient of friction (CoF = 0.5–0.8) | SEN | [47] |
| Supersonic flame spraying | WC-10Co-4Cr | Adhesion strength 80 MPa | |||
| Laser cladding | WC-12Co | 1350 | Good adhesion strength (60 MPa) | SEN | [48] |
| Laser cladding | Co-based alloy/TiC/CaF2 self-lubricating composite | 500–1120 | CoF < 0.20 at 3000 m distance, Wear rate < 0.8 × 10−5 g/Nm | Continuous casting mould | [44] |
| Chemical slurry with flame spray + heating | WC-Co | 1500 | Excellent wear resistance | Continuous casting rollers and mould | [45] |
| APS | NiCr with varied thickness near edges | - | High wear and corrosion resistance | Continuous casting machine mould | [46] |
| APS | Al2O3-Cr3C2 | 580 | Better wear resistance than other Cr based materials | - | [41] |
| Cold spray | Nanosized WC-Co | 1100 | CoF = 0.471, low wear rate | - | [49] |
| APS | 65%(NiCrSiFeBC)–35%(WC–Co) | 1000 | Adhesion strength is 45 MPa. CoF = 0.35–0.43 | - | [50] |
| HVOF | NiCrAlY-Y2O3, CoCrAlY-Y2O3-CrB2, CoNiCrAlYZr-Cr3C2-ZrB2, and CoNiCrAlY-Cr3C2-Y2O3, | - | NiCrAlY + Y2O3 has lowest Mn content of 15.1 ± 0.6% | Hearth rolls | [51] |
| High speed flame spray | WC-Cr3C2Ni | 590–890 | Life of rolls improved to 3 times of conventional chrome plated rolls | Process rolls | [52] |
| Gas plasma spray | WC cermet | Prevent dents ad extend the life of by 5 times of chrome plated rolls | Conductor rolls | [52] | |
| Flame spray | WC cermet | Developed fine coating by adding carbides, extend life by 3 times | Deflector rolls | [52] | |
| Flame spray | MCrAlY | Reducing the Al content is effective to prevent Mn build up | Hearth rolls | [52] | |
| Detonation gun spray | WC cermet | 500–700 | Service life is extended from 5 to 25 months and corrosion rate reduced from 35 g/m2h to 1 g/m2h | Bridle rolls | [53] |
| Plasma spray | WC self fluxing alloy | Service life is extended from < 2 months to > 25 months and corrosion rate reduced from 35 g/m2h to 1 g/m2h | Conductor rolls | [53] |
| Thermal Spray Process | Feedstock Materials | Analysed Based on | Comments | References |
|---|---|---|---|---|
| HVOF | WC-Co and Tribaloy 400 | Fatigue life | Hardness improved to 12.8 GPa compared to hard chrome 10.1 GPa | [81] |
| HVAF | WC-Co-Cr | Fatigue life at extreme temperature and compressive force environments | Coatings exhibited a fatigue life more than 10e7 cycles. Recommended a layer thickness of 65–80 µm instead of 250 µm | [82] |
| Laser cladding | Ni-WC | Wear and bending strength | Outperformed hard chrome plating with respect to wear and hardness. Coating could withstand more than twice the bending tool displacement than the chrome electroplating | [83] |
| Chemical vapour deposition (CVD) | (Hardide-A) WC/W metal matrix composite | Wear, high temperature oxidation, abrasion, impact and fatigue resistance | Outperformed hard chrome plating in all aspects | [84] |
| HVOF | Cr3C2-NiCr | High temperature oxidation and wear resistant | Outperformed hard chrome plating in all aspects | [85] |
| Physical vapour deposition (PVD) | Metal and diamond-like carbon to create BALINIT C, a WC/C coating | High temperature oxidation and wear resistant | High hardness between 1000 and 1500 HV. Lower coefficient of friction (0.1–0.2 against steel, dry) compared to hard chrome plating (approx. 0.5). | [86] |
| Process | Coating Material | Target | Comments | Ref. |
|---|---|---|---|---|
| APS and laser glazing | CYSZ | Thermal life cycle | Lifetime of CYSZ coatings was improved with average of failure cycles number for as sprayed and laser glazed coating was 253 and 309 cycles | [9] |
| APS | YSZ | Thermal shock resistance | Minimum life 1.1 × 104 h at 1500 K | [10] |
| Plasma jet and oxy-acetylene flame spray | Zirconia or alumina base cermet layer 60–62 wt% of Ni, 12–15 wt% Cr, plus Fe, Mn, and C | Thermal shock resistance | Average operation time of blast-furnace tuyere increased from 4 months to 6 months. Excellent mechanical strength, antioxidation and thermal-shock resistance > 1000 °C | [22] |
| EB-PVD and APS | YPSZ top coat and a NiCoCrAlY/PtAl-based metallic bond coat | Thermal cycle life and thermal conductivity | EB-PVD YPSZ top coats sustained 400 thermal cycles at 1150 °C compared 250 cycles of APS YPSZ. | [26] |
| APS | Gd2Zr2O7/YSZ (GZ/YSZ) and La2Zr2O7/YSZ ((LZ/YSZ) | Thermal shock resistance | GZ/YSZ exhibited superior thermal shock resistance to the LZ/YSZ due to its high KIC/E value of 21 × 10−6 m1/2 | [90] |
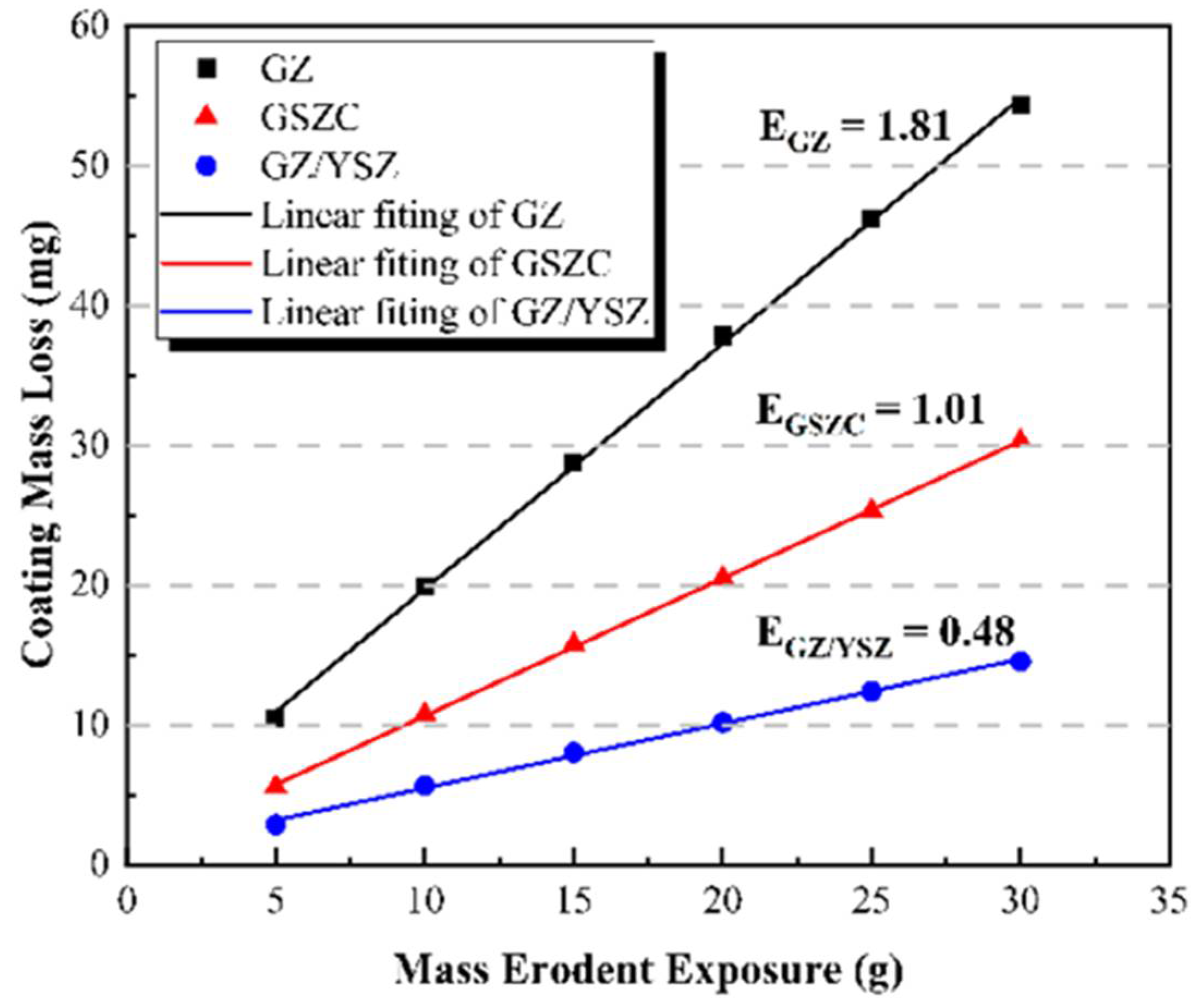
| APS | GZ, GZ/YSZ (prepared by mixed powder of Gd2Zr2O7 and YSZ), and GSZC (prepared by (Gd0.925Sc0.075)2(Zr0.7Ce0.3)2O7 powder) | Thermal shock resistance | GZ coatings sustained for the longer time (38 cycles) compared to other two coatings (33 cycles for GZ/YSZ and 7 cycles for GSZC) in thermal shock tests between 900 °C and 1450 °C temperatures | [91] |
| APS | Stoichiometric (La0.8Gd0.2)2Ce2O7 (LGC) and Double-ceramic-layer (DCL) optimum (La0.8Gd0.2)2Ce2O7/YSZ (LGC/YSZ) | Thermal shock resistance | LGC/YSZ (DCL) TBCs had better thermal shock resistance ability than that of LGC TBCs, which was ~109 cycles at 1100 °C. | [93] |
| APS and laser-glazed | Functionally graded (FG) lanthanum magnesium hexaluminate (LaMgAl11O19)/YSZ and dual layer (LaMgAl11O19)/YSZ (DC-TBC) TBCs | Thermal shock resistance and thermal insulation capability | Laser glazed FG-TBCs sustained 170 thermal cycles compared to 90 cycles of laser glazed DC-TBC. Laser glazing improved the thermal cycles of FG-TBCs from 100 to 170 cycles. | [94] |
| APS | NiCrAlY bond coat, and nanostructured and conventional YSZ topcoats | Bonding strength and thermal insulation capability | Adhesion strength of nanostructured TBC was 38.21 MPa, improved from 25.35 MPa of the conventional YSZ TBC | [95] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, S.; Berndt, C.C.; Singh Raman, R.K.; Singh, H.; Ang, A.S.M. Applications and Developments of Thermal Spray Coatings for the Iron and Steel Industry. Materials 2023, 16, 516. https://doi.org/10.3390/ma16020516
Singh S, Berndt CC, Singh Raman RK, Singh H, Ang ASM. Applications and Developments of Thermal Spray Coatings for the Iron and Steel Industry. Materials. 2023; 16(2):516. https://doi.org/10.3390/ma16020516
Chicago/Turabian StyleSingh, Surinder, Christopher C. Berndt, R. K. Singh Raman, Harpreet Singh, and Andrew S. M. Ang. 2023. "Applications and Developments of Thermal Spray Coatings for the Iron and Steel Industry" Materials 16, no. 2: 516. https://doi.org/10.3390/ma16020516