
Significant Improvement of Mechanical Properties of SiC-Nanowire-Reinforced SiCf/SiC Composites via Atomic Deposition of Ni Catalysts

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Ring Samples
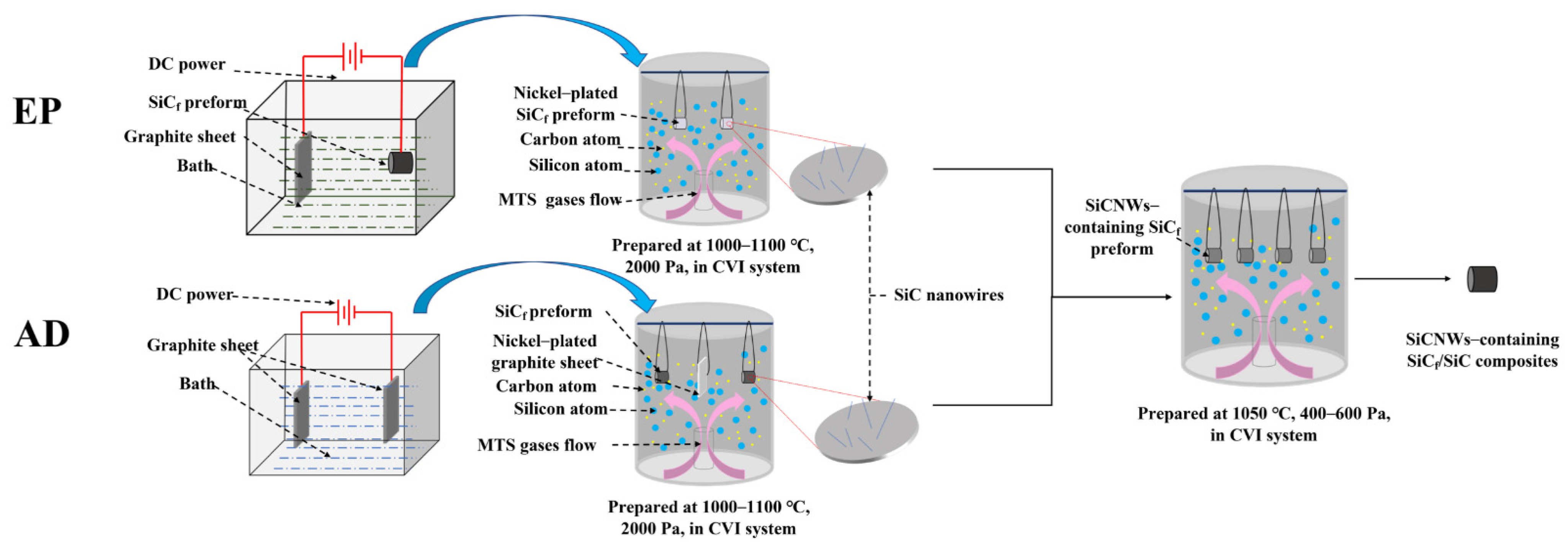
2.3. Electroplating (EP) Ni-Catalyst-Assisted Growth of SiCNWs
2.4. Atomic Deposition (AD) Ni-Catalyst-Assisted Growth of SiCNWs
2.5. Preparation of SiCNW-Containing SiCf/SiC Cladding Tubes
2.6. Microstructure and Property Characterisation
3. Results and Discussion
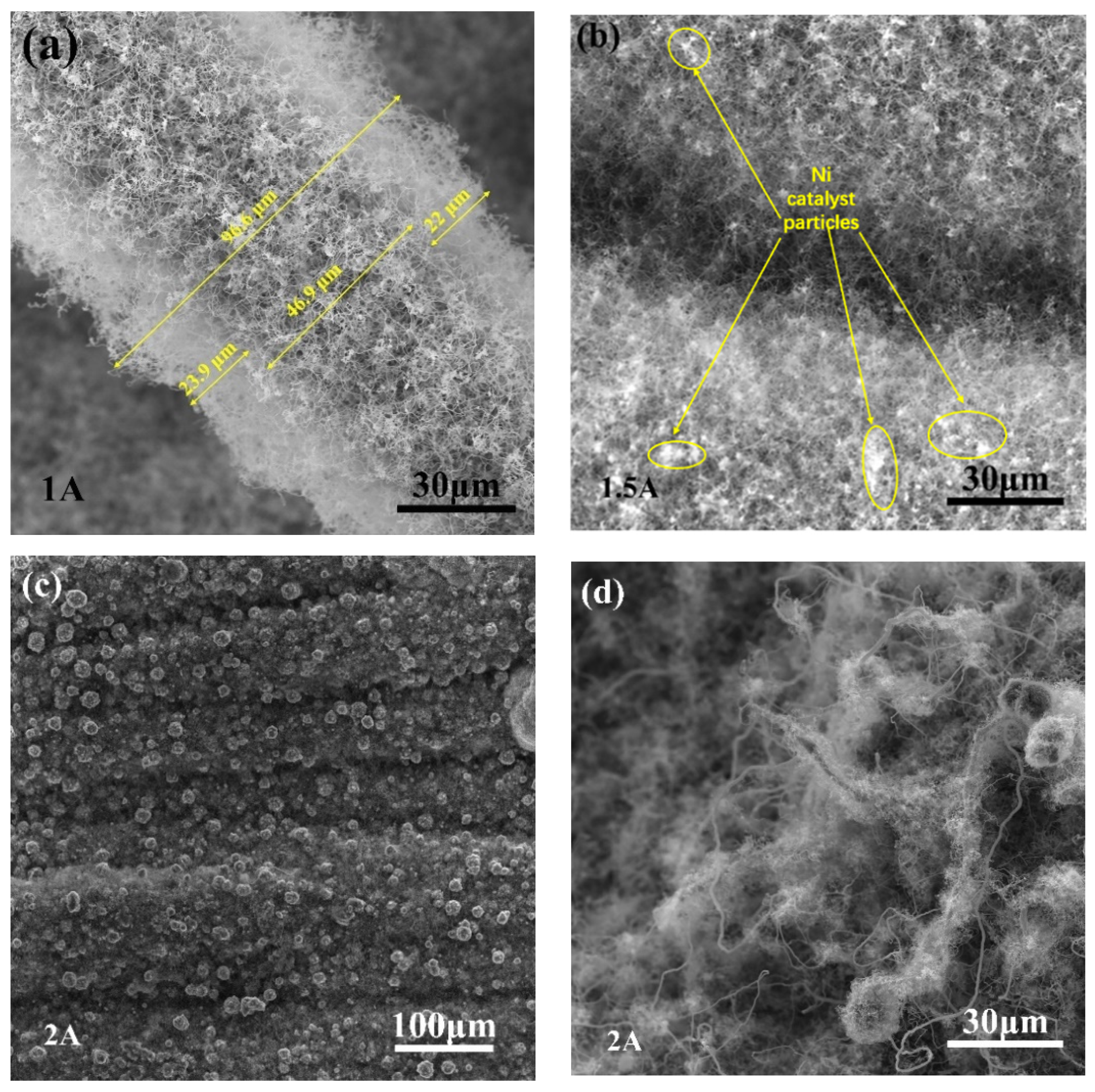
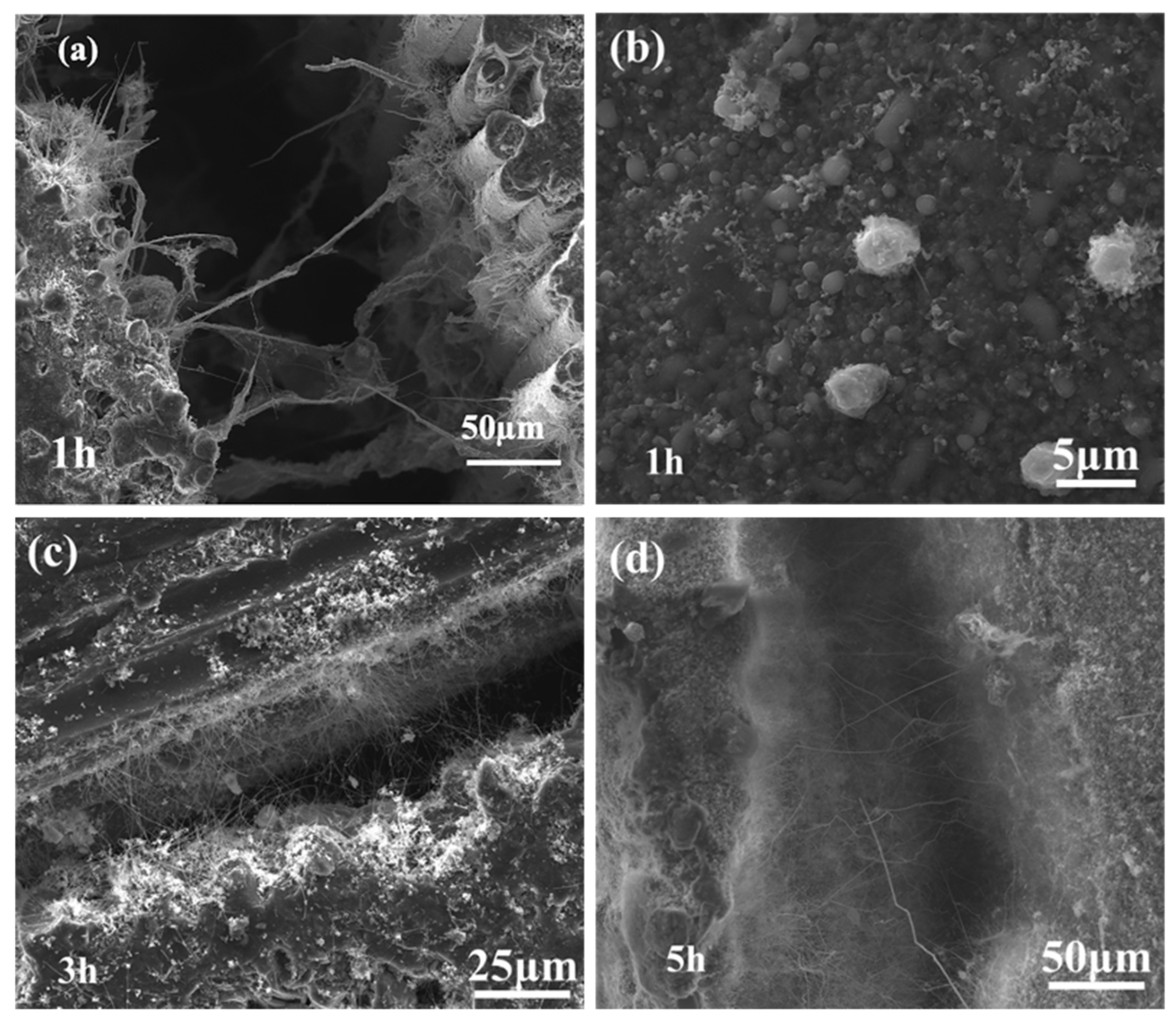
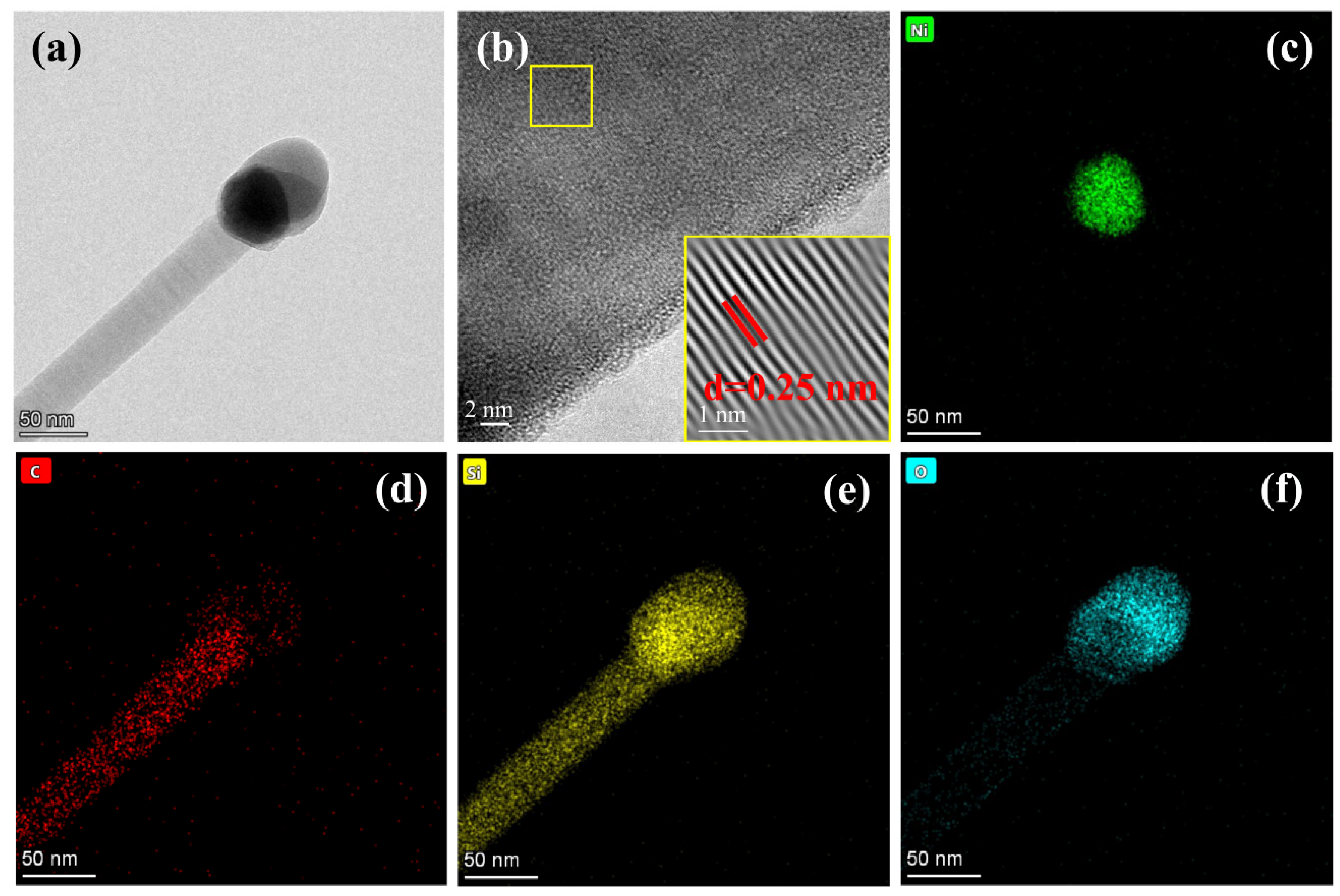
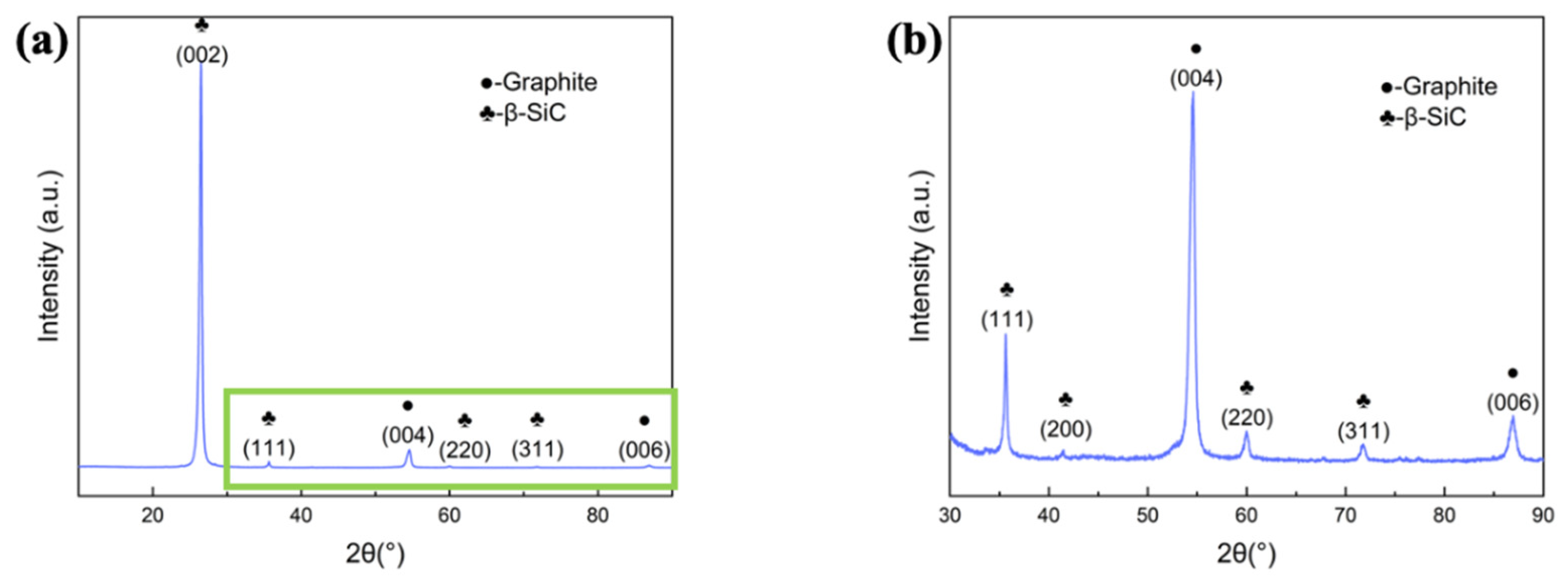
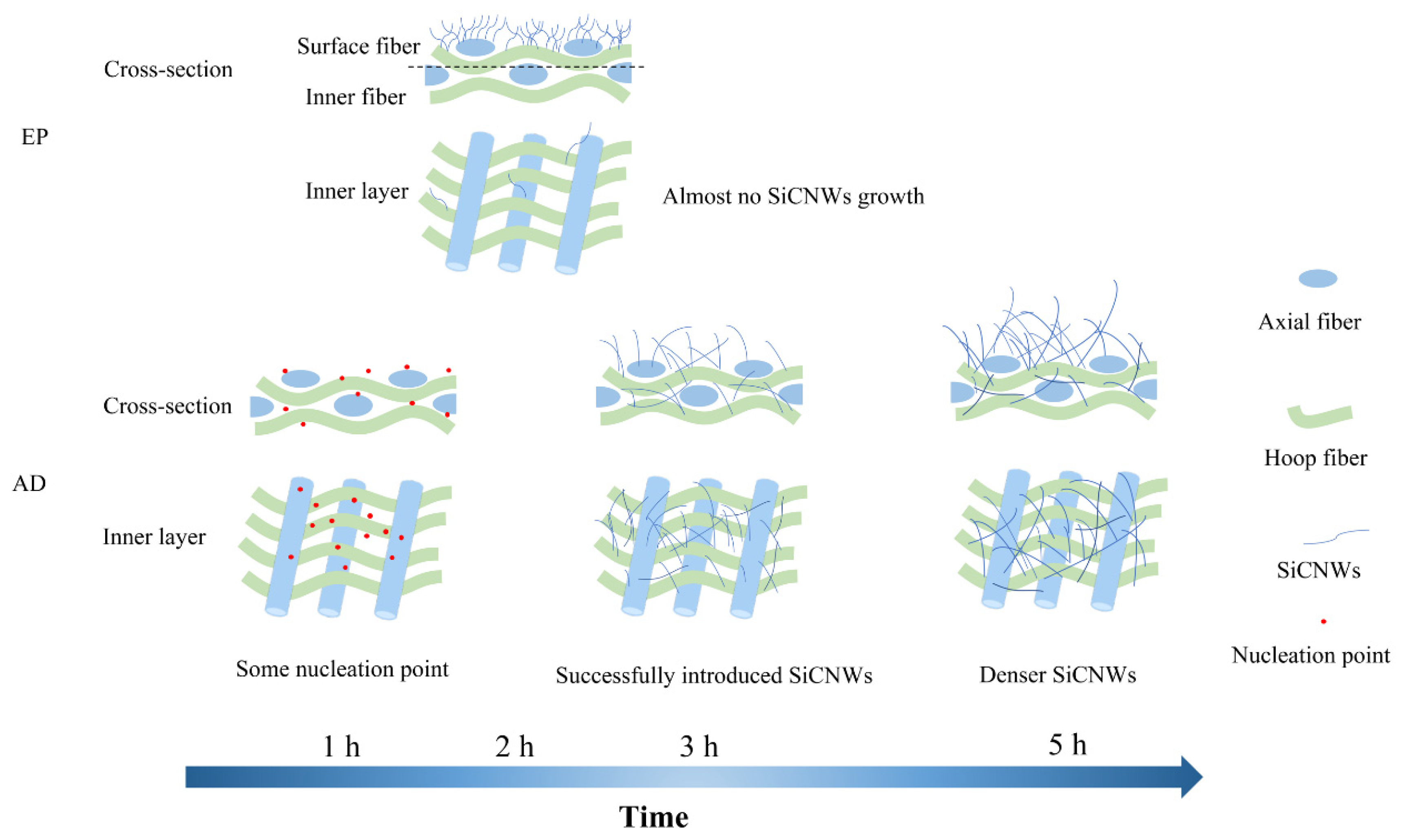
3.1. Morphology of the Synthesised SiCNWs
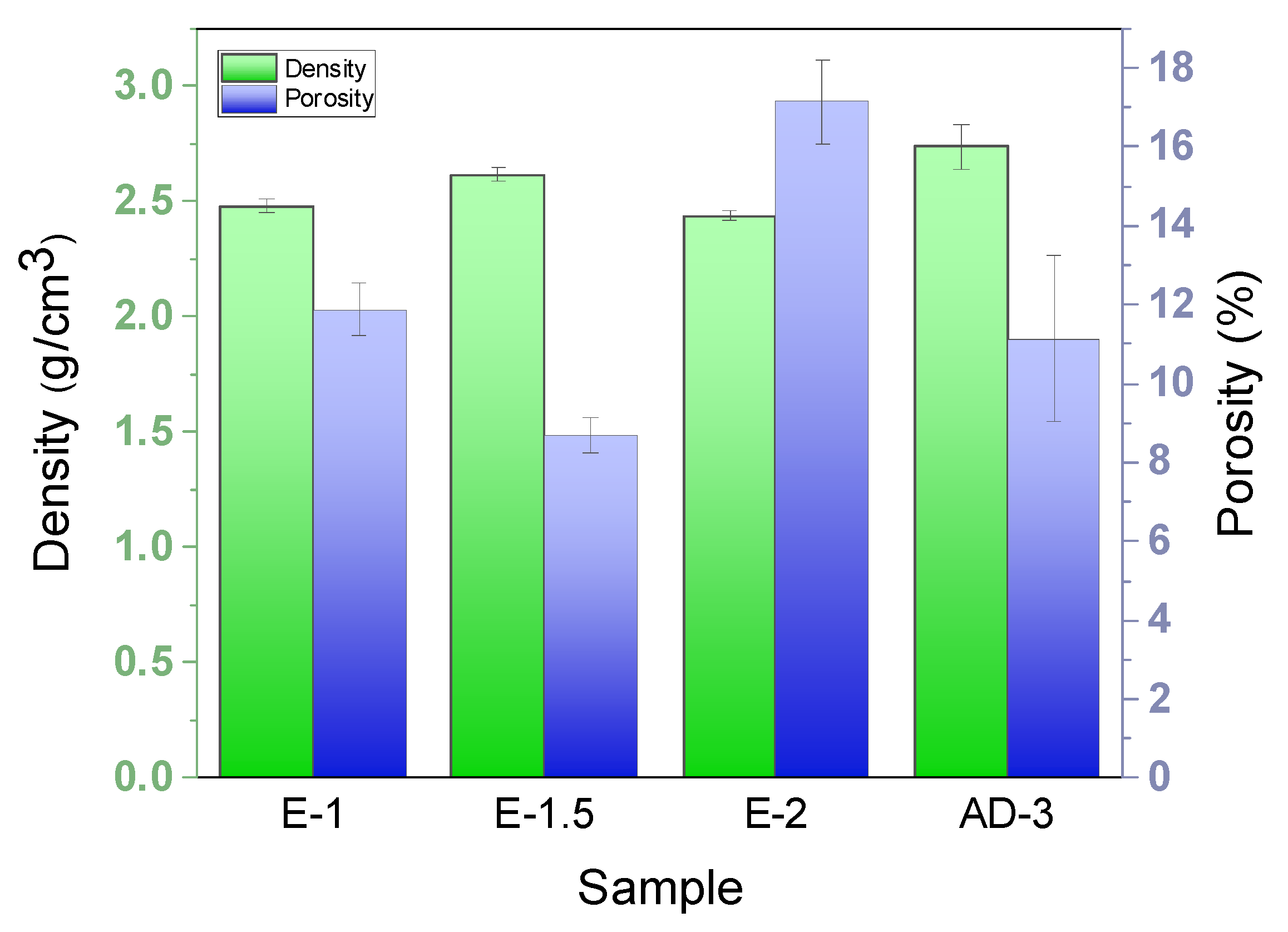
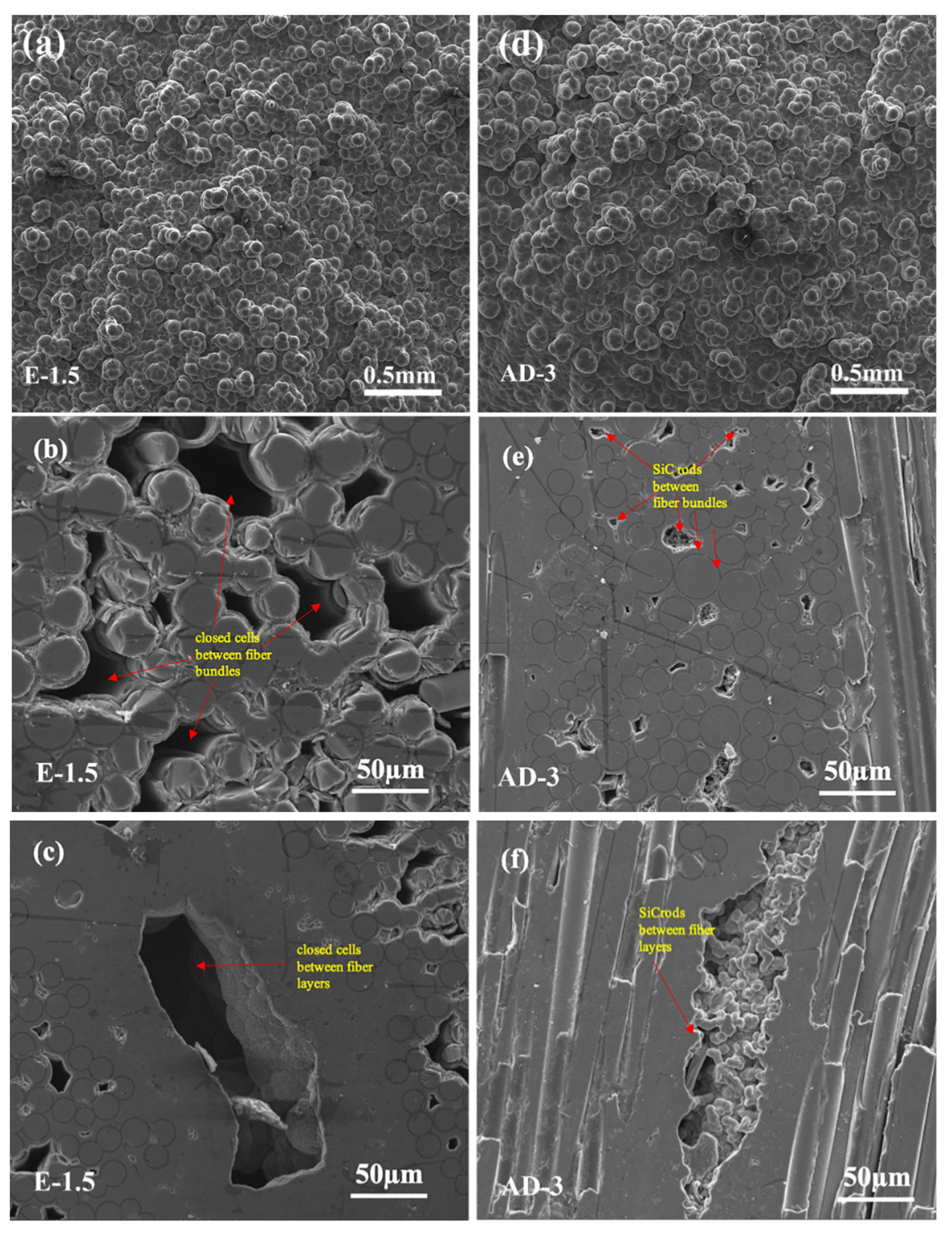
3.2. Densification of SiCf/SiC Composites
3.3. Mechanical Properties of EP and AD SiCf/SiC Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Han, T.; Luo, R.; Cui, G.; Wang, L. Effect of SiC nanowires on the high-temperature microwave absorption properties of SiCf/SiC composites. J. Eur. Ceram. Soc. 2019, 39, 1743–1756. [Google Scholar] [CrossRef]
- Duan, Z.; Yang, H.; Satoh, Y.; Murakami, K.; Kano, S.; Zhao, Z.; Shen, J.; Abe, H. Current status of materials development of nuclear fuel cladding tubes for light water reactors. Nucl. Eng. Des. 2017, 316, 131–150. [Google Scholar] [CrossRef]
- Tao, P.; Liu, W.; Wang, Y. Fabrication of two-layer SiC nanowire cladding tube with high thermal conductivity. J. Eur. Ceram. Soc. 2020, 40, 3399–3405. [Google Scholar] [CrossRef]
- Koyanagi, T.; Katoh, Y.; Nozawa, T.; Snead, L.L.; Kondo, S.; Henager, C.H.; Ferraris, M.; Hinoki, T.; Huang, Q. Recent progress in the development of SiC composites for nuclear fusion applications. J. Nucl. Mater. 2018, 511, 544–555. [Google Scholar] [CrossRef]
- Rohmer, E.; Martin, E.; Lorrette, C. Mechanical properties of SiC/SiC braided tubes for fuel cladding. J. Nucl. Mater. 2014, 453, 16–21. [Google Scholar] [CrossRef]
- Braun, J.; Sauder, C.; Lamon, J.; Balbaud-Célérier, F. Influence of an original manufacturing process on the properties and microstructure of SiC/SiC tubular composites. Compos. Part A Appl. Sci. Manuf. 2019, 123, 170–179. [Google Scholar] [CrossRef]
- Terrani, K.A. Accident tolerant fuel cladding development: Promise, status, and challenges. J. Nucl. Mater. 2018, 501, 13–30. [Google Scholar] [CrossRef]
- Ben-Belgacem, M.; Richet, V.; Terrani, K.A.; Katoh, Y.; Snead, L.L. Thermo-mechanical analysis of LWR SiC/SiC composite cladding. J. Nucl. Mater. 2014, 447, 125–142. [Google Scholar] [CrossRef]
- Jacobsen, G.M.; Stone, J.D.; Khalifa, H.E.; Deck, C.P.; Back, C.A. Investigation of the C-ring test for measuring hoop tensile strength of nuclear grade ceramic composites. J. Nucl. Mater. 2014, 452, 125–132. [Google Scholar] [CrossRef]
- Li, Y.; Chen, Z.; Zhang, R.; He, Z.; Wang, H.; Wang, L.; Liu, G.; Fu, D.; Xiong, X. Ring compression properties of SiCf/SiC composites prepared by chemical vapor infiltration. Ceram. Int. 2018, 44, 22529–22537. [Google Scholar] [CrossRef]
- Fu, Q.G.; Tan, B.Y.; Zhuang, L.; Jing, J.Y. Significant improvement of mechanical properties of carbon/carbon composites by in situ growth of SiC nanowires. Mater. Sci. Eng. A 2016, 672, 121–128. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Wu, P.; Hussain, M.; Wu, G.; Jiang, L. High content SiC nanowires reinforced Al composite with high strength and plasticity. Mater. Sci. Eng. A 2015, 630, 8–12. [Google Scholar] [CrossRef]
- Kang, B.-C.; Lee, S.-B.; Boo, J.-H. Growth of β-SiC nanowires on Si (100) substrates by MOCVD using nickel as a catalyst. Thin Solid Film. 2004, 464, 215–219. [Google Scholar] [CrossRef]
- Tao, P.; Wang, Y. Fabrication of highly dense three-layer SiC cladding tube by chemical vapor infiltration method. J. Am. Ceram. Soc. 2019, 102, 6939–6945. [Google Scholar] [CrossRef]
- Kang, S.M.; Kim, W.-J.; Yoon, S.G.; Park, J.Y. Effects of the PyC interface coating on SiC nanowires of SiCf/SiC composite. J. Nucl. Mater. 2011, 417, 367–370. [Google Scholar] [CrossRef]
- Cui, G.-Y.; Luo, R.-Y.; Wang, L.-Y.; Huang, P. Effect of SiC nanowires on the mechanical properties and thermal conductivity of 3D-SiCf/SiC composites prepared via precursor infiltration pyrolysis. J. Eur. Ceram. Soc. 2021, 41, 5026–5035. [Google Scholar] [CrossRef]
- Zhou, W.; Long, L.; Xiao, P.; Li, Y.; Luo, H.; Hu, W.D.; Yin, R.M. Silicon carbide nano-fibers in-situ grown on carbon fibers for enhanced microwave absorption properties. Ceram. Int. 2017, 43, 5628–5634. [Google Scholar] [CrossRef]
- Guo, C.; Cheng, L.; Ye, F.; Zhang, Q. Adjusting the Morphology and Properties of SiC Nanowires by Catalyst Control. Materials 2020, 13, 5179. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, Y.; Li, D.; Werth, C.J.; Zhang, Y.; Zhou, X. Highly active Pd-In/mesoporous alumina catalyst for nitrate reduction. J. Hazard. Mater. 2015, 286, 425–431. [Google Scholar] [CrossRef]
- Ho, P.H.; Ambrosetti, M.; Groppi, G.; Tronconi, E.; Jaroszewicz, J.; Ospitali, F.; Rodríguez-Castellón, E.; Fornasari, G.; Vaccari, A.; Benito, P. One-step electrodeposition of Pd–CeO2 on high pore density foams for environmental catalytic processes. Catal. Sci. Technol. 2018, 8, 4678–4689. [Google Scholar] [CrossRef]
- Wang, J.; Shao, H.; Ren, S.; Hu, A.; Li, M. Fabrication of porous Ni-Co catalytic electrode with high performance in hydrogen evolution reaction. Appl. Surf. Sci. 2021, 539, 148045. [Google Scholar] [CrossRef]
- Han, M.; Yin, X.; Hou, Z.; Song, C.; Li, X.; Zhang, L.; Cheng, L. Flexible and Thermostable Graphene/SiC Nanowire Foam Composites with Tunable Electromagnetic Wave Absorption Properties. ACS Appl. Mater. Interfaces 2017, 9, 11803–11810. [Google Scholar] [CrossRef] [PubMed]
- Guo, C.; Cheng, L.; Ye, F.; Li, Z.; Xu, Z. Synthesis and characterization of carbon-poor SiC nanowires via vapor-liquid-solid growth mechanism. Ceram. Int. 2019, 45, 6440–6446. [Google Scholar] [CrossRef]
- Lan, X.; Wang, Z. Efficient high-temperature electromagnetic wave absorption enabled by structuring binary porous SiC with multiple interfaces. Carbon 2020, 170, 517–526. [Google Scholar] [CrossRef]
- Wang, D.; Xue, C.; Bai, H.; Jiang, N. Silicon carbide nanowires grown on graphene sheets. Ceram. Int. 2015, 41, 5473–5477. [Google Scholar] [CrossRef]
- Zhao, K.; Li, K.; Wang, Y. Rapid densification of C/SiC composite by incorporating SiC nanowires. Compos. Part B Eng. 2013, 45, 1583–1586. [Google Scholar] [CrossRef]
- Qin, Y.; Li, X.; Liu, C.; Zheng, C.; Mao, Q.; Chen, B.; Jing, K.; Tan, Y.; Cheng, L.; Zhang, L. Effect of deposition temperature on the corrosion behavior of CVD SiC coatings on SiCf/SiC composites under simulated PWR conditions. Corros. Sci. 2021, 181, 109233. [Google Scholar] [CrossRef]
- Yang, W.; Araki, H.; Kohyama, A.; Yang, Q.; Xu, Y.; Yu, J.; Noda, T. The effect of SiC nanowires on the flexural properties of CVI-SiC/SiC composites. J. Nucl. Mater. 2007, 367, 708–712. [Google Scholar] [CrossRef]
- Mazdiyasni, K.S. Fiber Reinforced Ceramic Composites: Materials, Processing and Technology; William Andrew: Norwich, NY, USA, 1990. [Google Scholar]
- Shanmugham’fl, S.; Stinton, D.; Rebillat, F.; Bleier, A. Oxidation-resistant interfacial coatings for continuous fiber ceramic composites. In Proceedings of the 19th Annual Conference on Composites, Advanced Ceramics, Materials, and Structures-A, Cocoa Beach, FL, USA, 8–12 January 1995; John Wiley & Sons: Hoboken, NJ, USA, 2009; p. 389. [Google Scholar]
- He, Z.; Zhang, R.; Fu, D.; Chen, Z.; Li, M.; Qiu, S. Radial Compressive Mechanical Behavior of 2D Plain-Woven SiCf/SiC Cladding Tube. Adv. Eng. Mater. 2019, 21, 1800773. [Google Scholar] [CrossRef]
- Abdewi, E.F.; Sulaiman, S.; Hamouda, A.M.S.; Mahdi, E. Quasi-static axial and lateral crushing of radial corrugated composite tubes. Thin-Walled Struct. 2008, 46, 320–332. [Google Scholar] [CrossRef]
- Wu, P.; Liu, Y.; Xu, S.; Fu, Z.; Pang, A.; Li, W.; Yang, H. Mechanical properties and strengthening mechanism of SiCf/SiC mini-composites modified by SiC nanowires. Ceram. Int. 2021, 47, 1819–1828. [Google Scholar] [CrossRef]
- Li, B.; Wang, X.; Mao, B.; He, T.; Huang, H.; Yuan, X. Bamboo like SiC Nanowires Grown in a Dual-Temperature Zone Reaction System Enhance the Oxidation and Thermal Shock Resistance of SiC Coatings. Appl. Compos. Mater. 2020, 2, 1–15. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | E-1 | E-1.5 | E-2 | AD-1 | AD-3 | AD-5 | |
|---|---|---|---|---|---|---|---|
| Process | |||||||
| Electroplating process | Electroplating substrate | SiCf preform | Graphite sheet | ||||
| Bath composition | initial concentration | 1/16 of initial concentration | |||||
| Current | 1 A | 1.5 A | 2 A | 1 A | |||
| Time | 2 min | 2 min | |||||
| SiCNW growthprocess | Temperature | 1000–1100 °C | 1000–1100 °C | ||||
| Pressure | 2000 Pa | 2000 Pa | |||||
| Carrier gas | 50 sccm | 50 sccm | |||||
| Dilution gas | 750 sccm | 750 sccm | |||||
| Reaction time | 2 h | 1 h | 3 h | 5 h | |||
| CVI densification process | Temperature | 1050 °C | 1050 °C | ||||
| Pressure | 400–600 Pa | 400–600 Pa | |||||
| Carrier gas H2 | 450 sccm | 450 sccm | |||||
| Carrier gas Ar | 300 sccm | 300 sccm | |||||
| Time | 100 h | 100 h | |||||
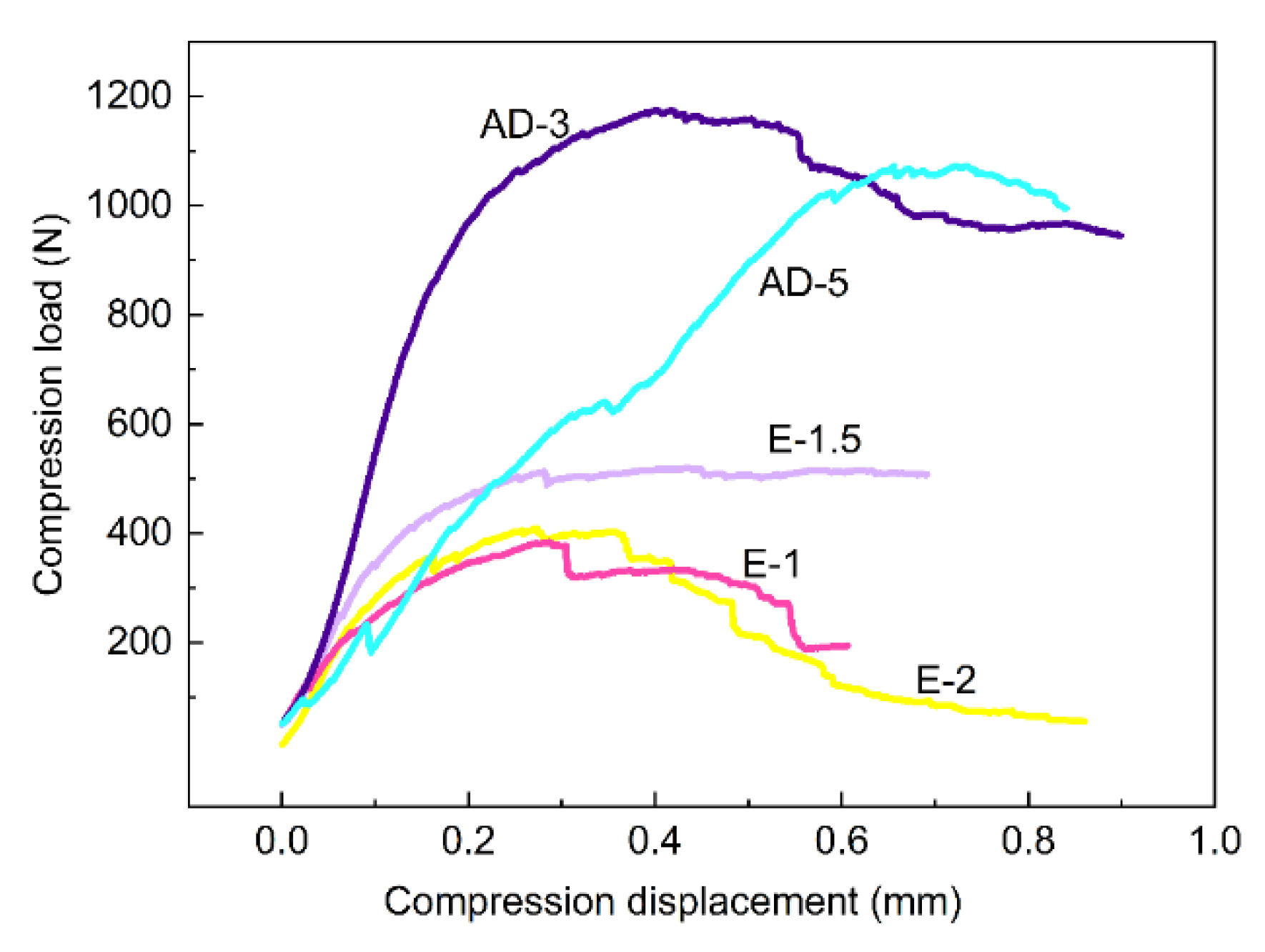
| Sample | Compressive Load (N) | Compressive Displacement (mm) | Compressive Strength (MPa) |
|---|---|---|---|
| SiCf/SiC after 150 h densification | 429.15 | 0.39 | 225.94 (±5.49) |
| E-1 | 384.1 | 0.29 | 181.27 (±12.43) |
| E-1.5 | 516.2 | 0.28 | 228.66 (±9.85) |
| E-2 | 408.5 | 0.27 | 125.01 (±6.63) |
| AD-3 | 1175.0 | 0.41 | 352.36 (±10.28) |
| AD-5 | 1070.0 | 0.73 | 345.41 (±7.26) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.; Wang, H.; Chen, Z.; Zhang, R.; Wen, Q.; He, Z.; Li, M.; Xiong, X. Significant Improvement of Mechanical Properties of SiC-Nanowire-Reinforced SiCf/SiC Composites via Atomic Deposition of Ni Catalysts. Materials 2022, 15, 2900. https://doi.org/10.3390/ma15082900
Wu Z, Wang H, Chen Z, Zhang R, Wen Q, He Z, Li M, Xiong X. Significant Improvement of Mechanical Properties of SiC-Nanowire-Reinforced SiCf/SiC Composites via Atomic Deposition of Ni Catalysts. Materials. 2022; 15(8):2900. https://doi.org/10.3390/ma15082900
Chicago/Turabian StyleWu, Zongxu, Haoran Wang, Zhaoke Chen, Ruiqian Zhang, Qingbo Wen, Zongbei He, Ming Li, and Xiang Xiong. 2022. "Significant Improvement of Mechanical Properties of SiC-Nanowire-Reinforced SiCf/SiC Composites via Atomic Deposition of Ni Catalysts" Materials 15, no. 8: 2900. https://doi.org/10.3390/ma15082900