
Contribution to Understanding of Synergy between Red Mud and Common Supplementary Cementitious Materials


Abstract
:1. Introduction
2. Materials and Methods
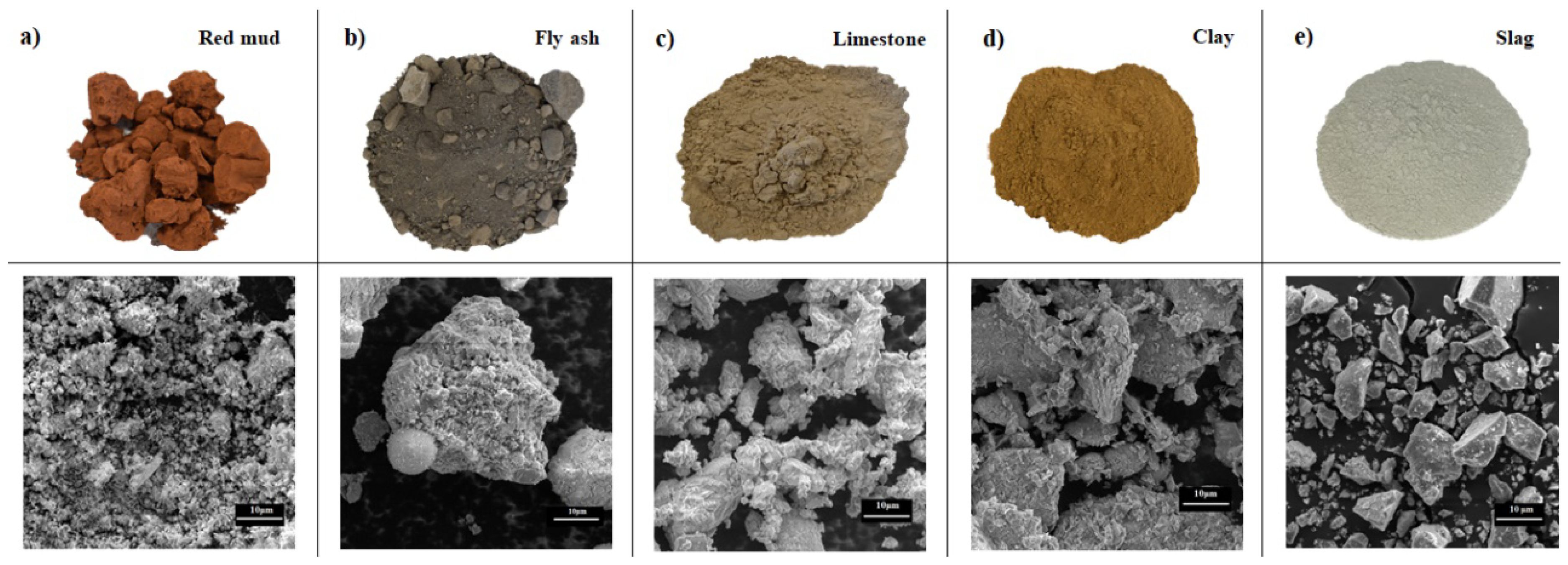
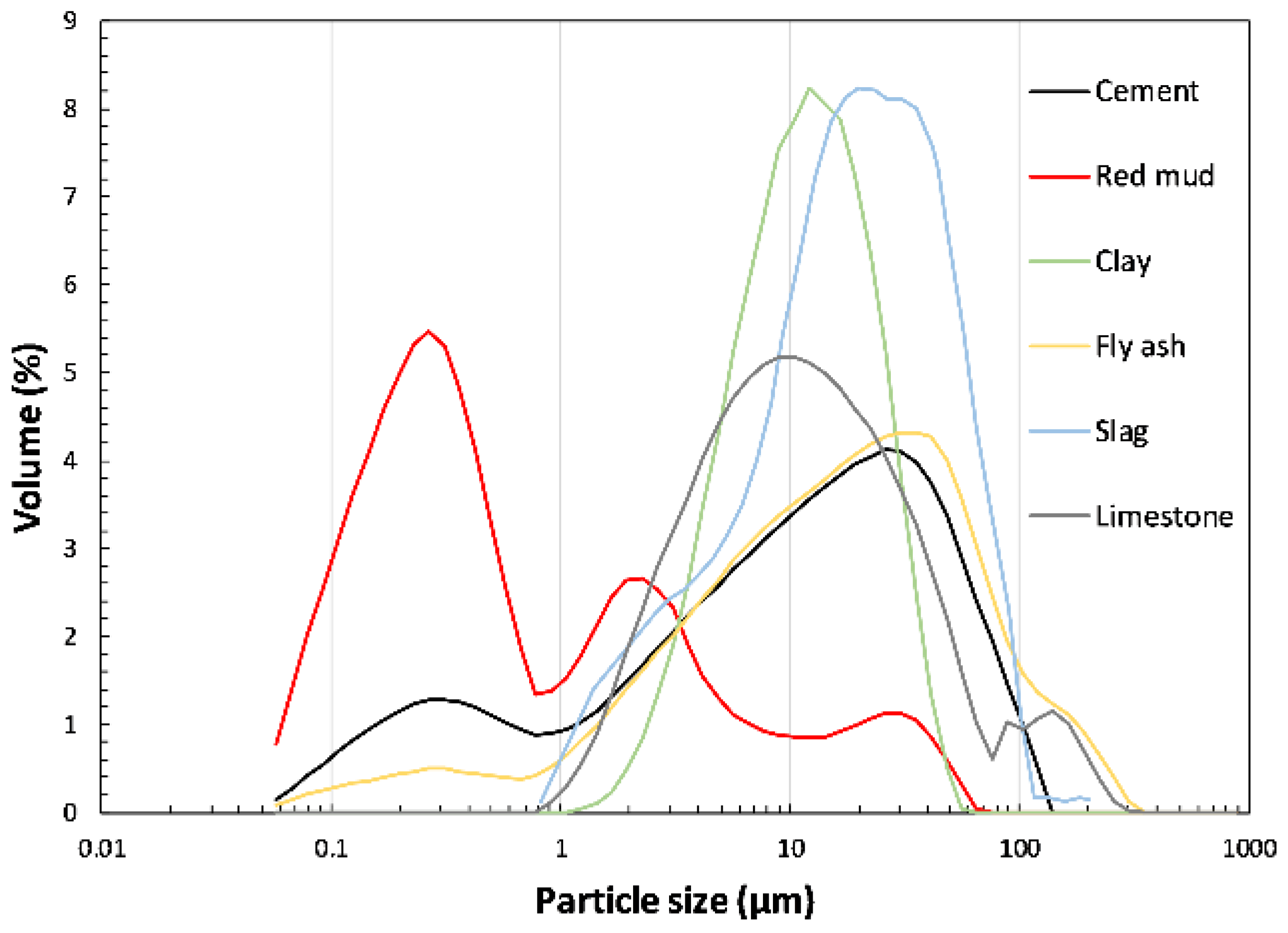
2.1. Materials
2.2. Paste and Mortar Mixes
2.3. Methods
3. Results
3.1. Individual Reactivity of Used SCMs
3.2. Analysis of Red Mud-Cement System
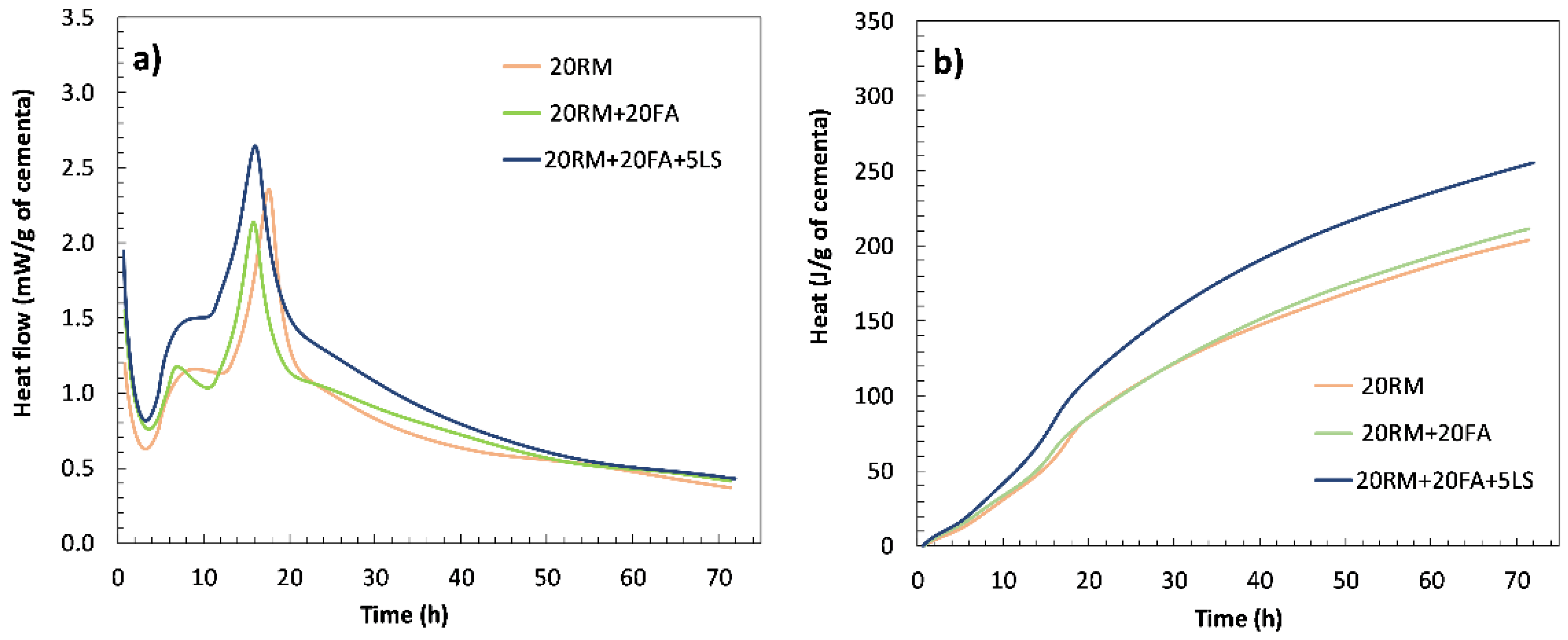
3.3. Analysis of Red Mud-Fly Ash-Limestone Synergy
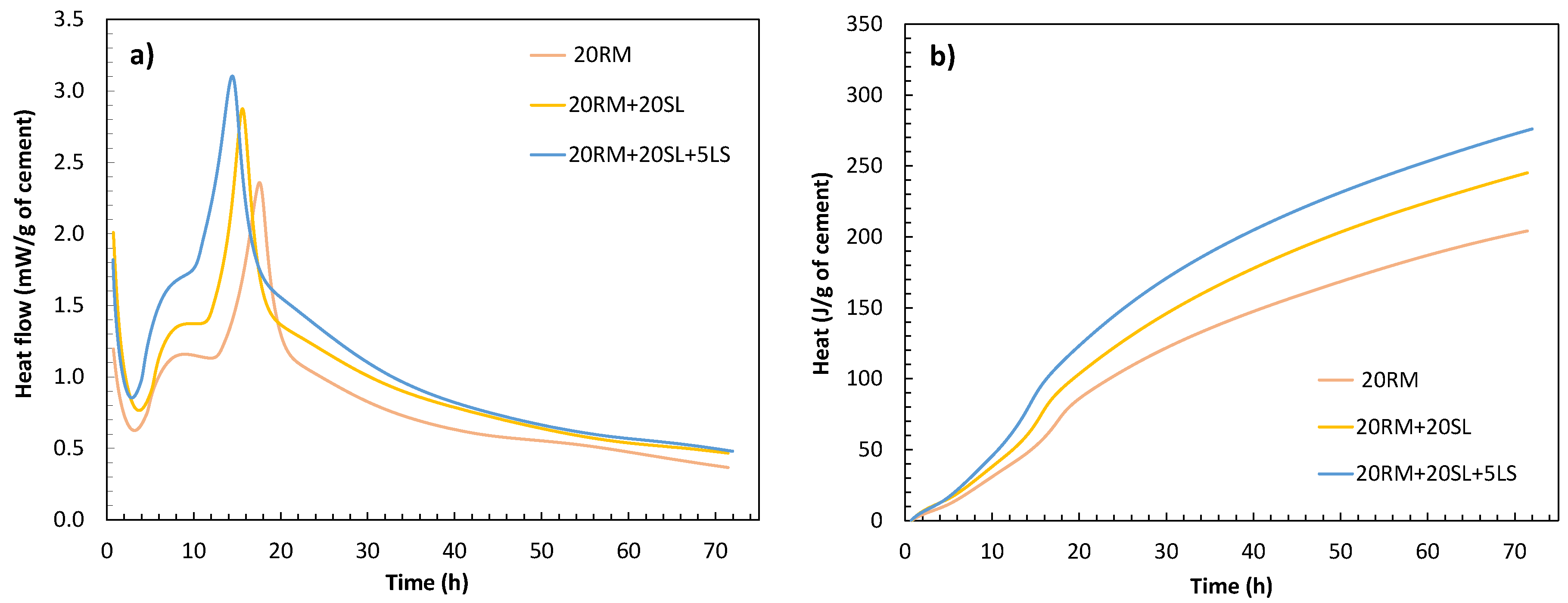
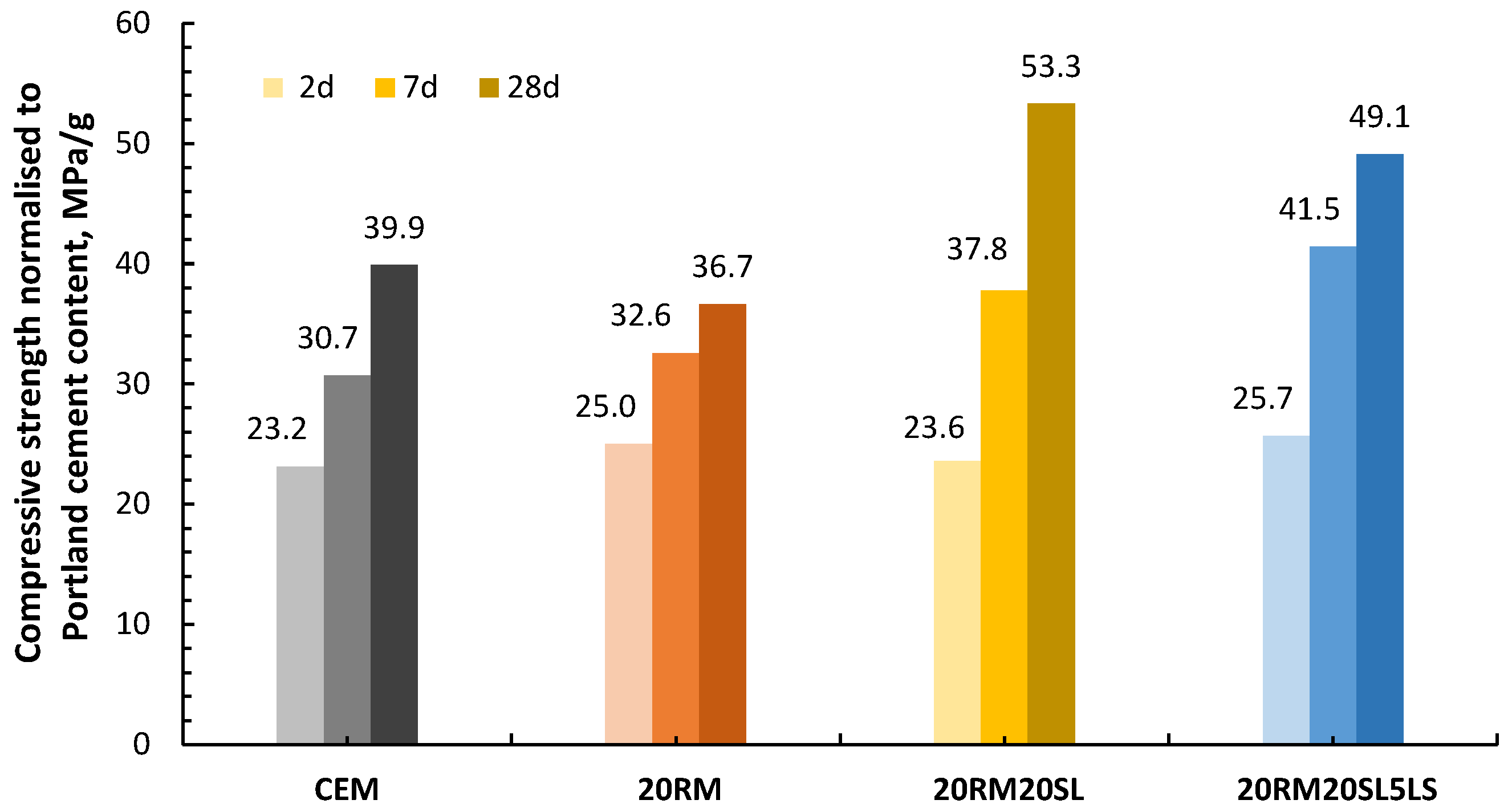
3.4. Analysis of Red Mud-Slag-Limestone Synergy
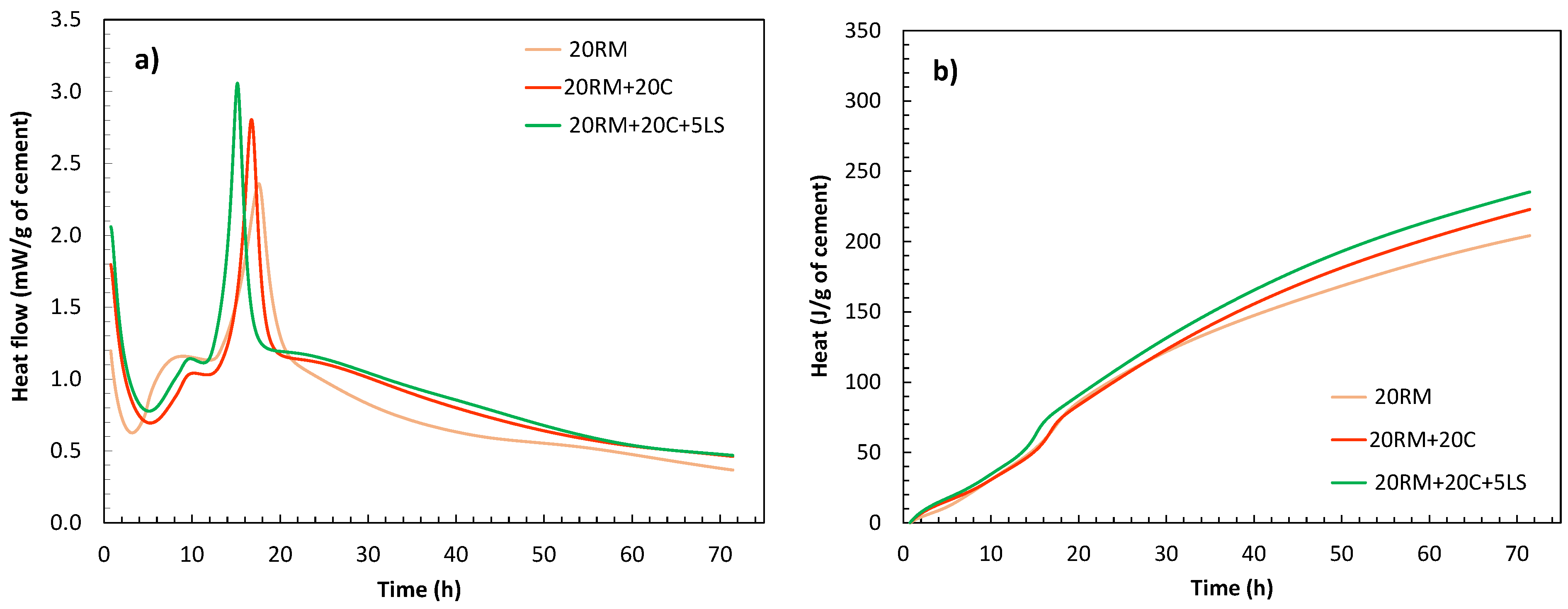
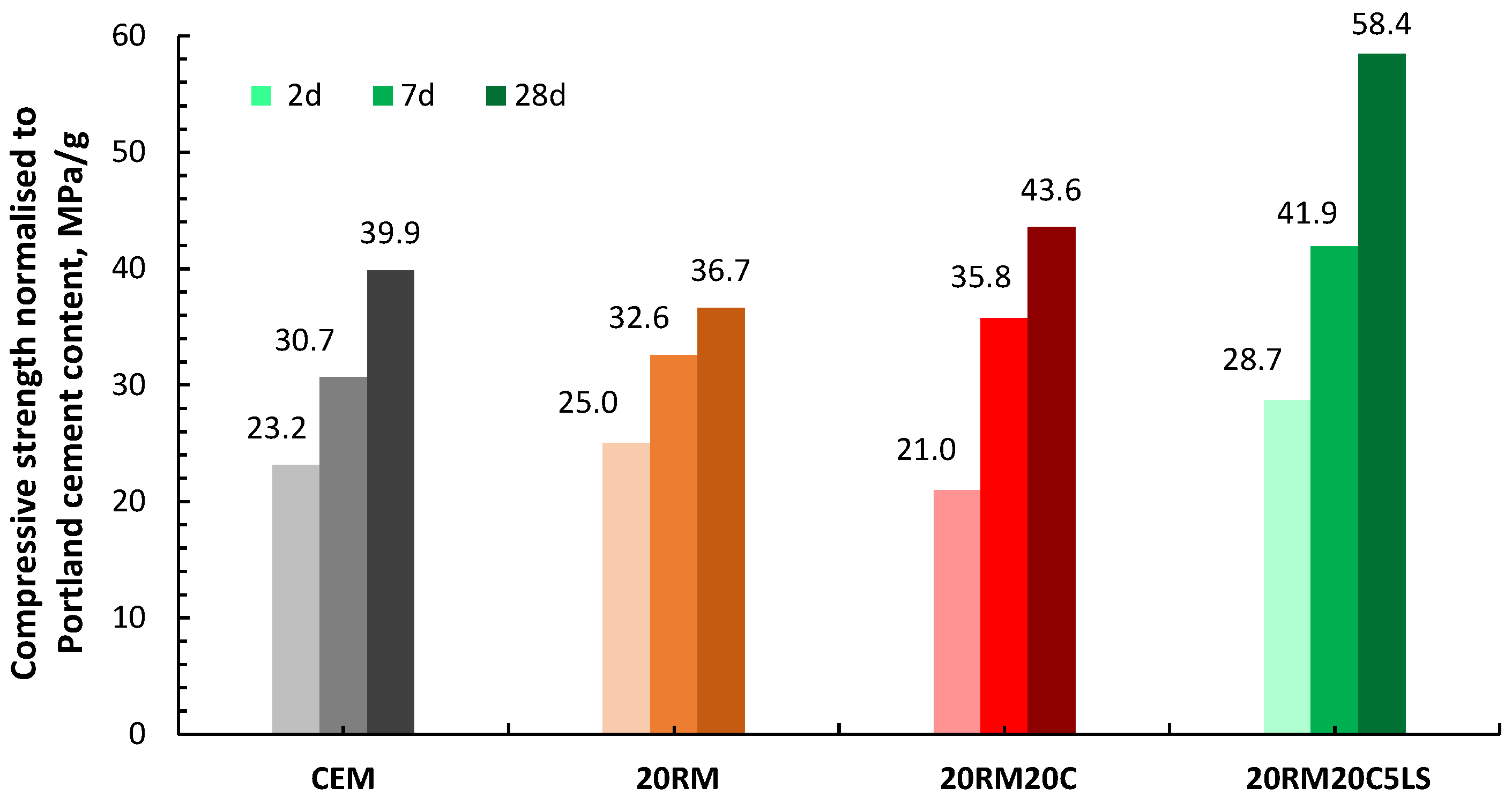
3.5. Analysis of Red Mud-Calcined Clay-Limestone Synergy
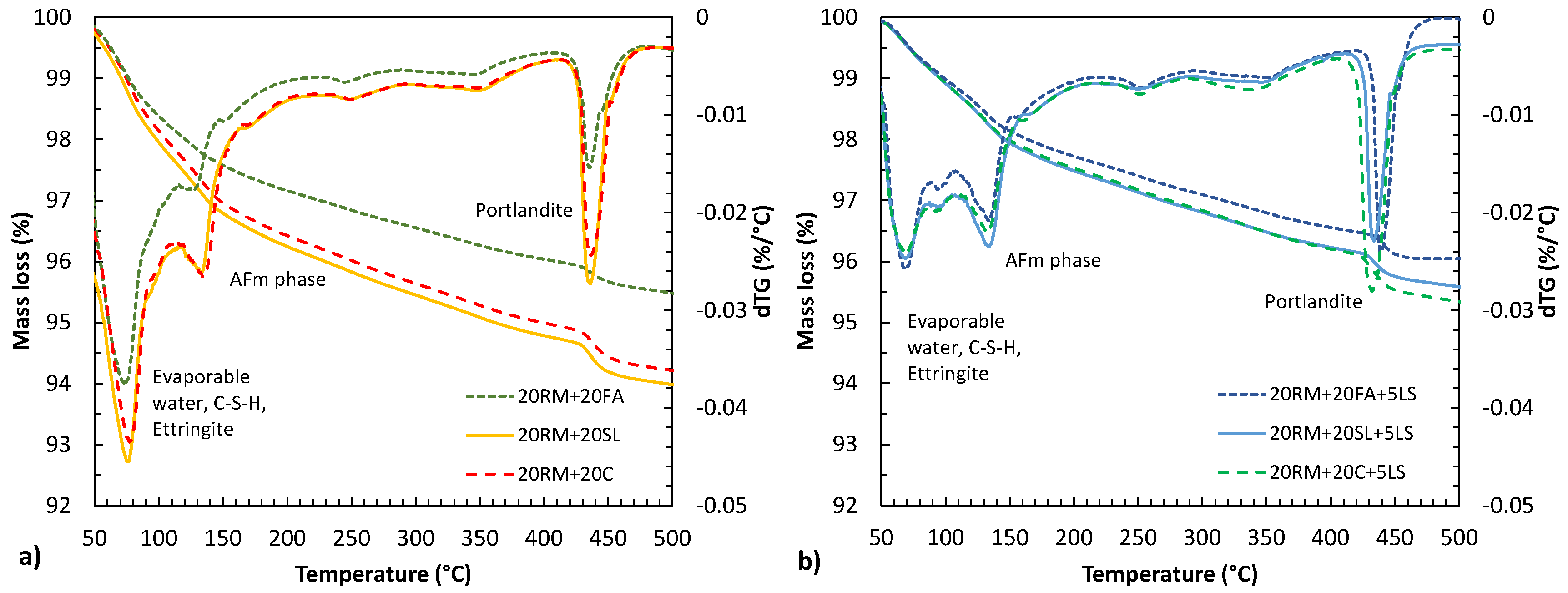
3.6. Analysis of Reaction Products
4. Discussion
5. Conclusions
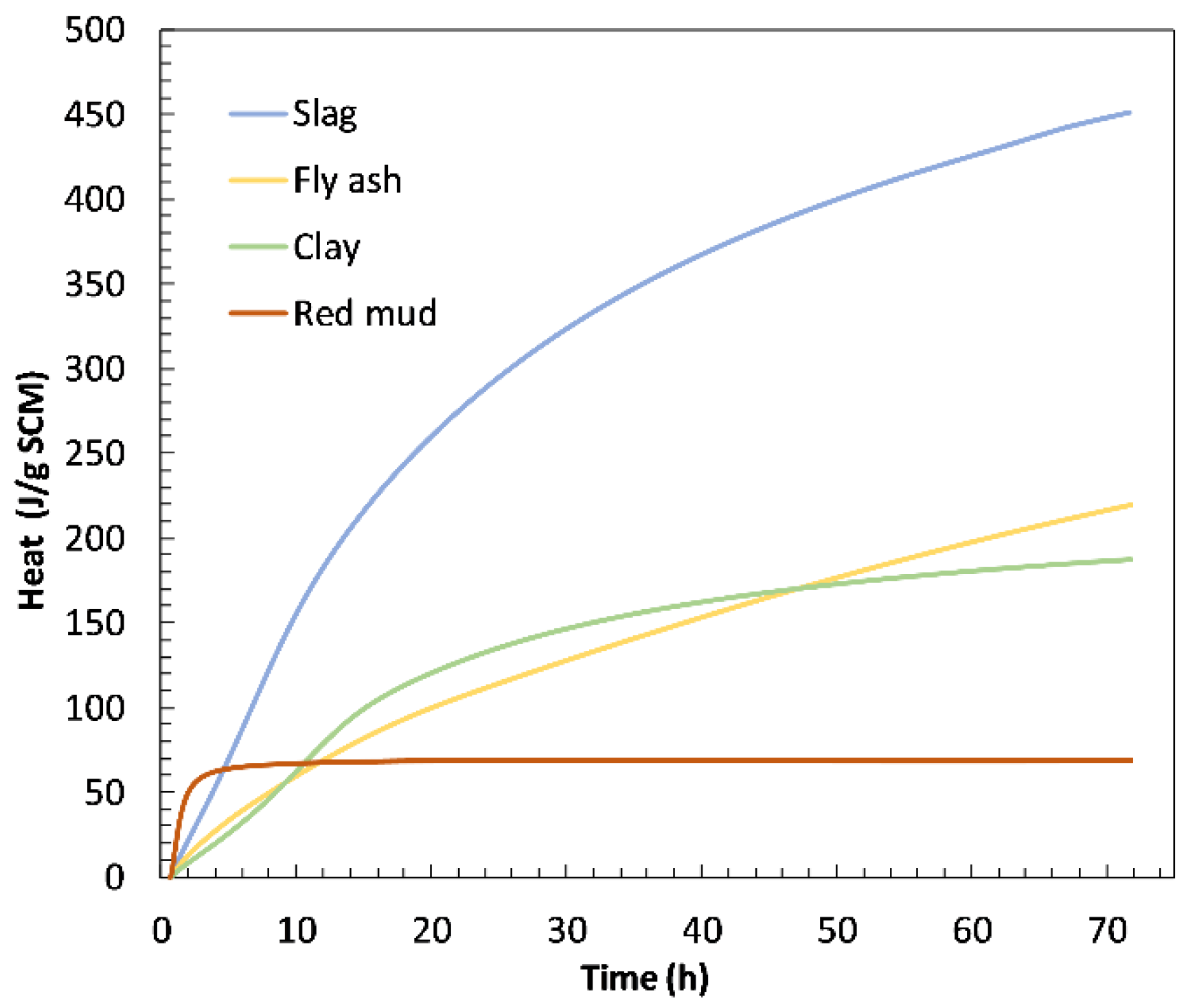
- Red mud showed the highest initial heat release during the first two hours of the R3 test, as measured by isothermal calorimetry, when compared with other SCMs tested (slag, clay and fly ash). However, after the initial heat release, red mud behaved inertly throughout the test period.
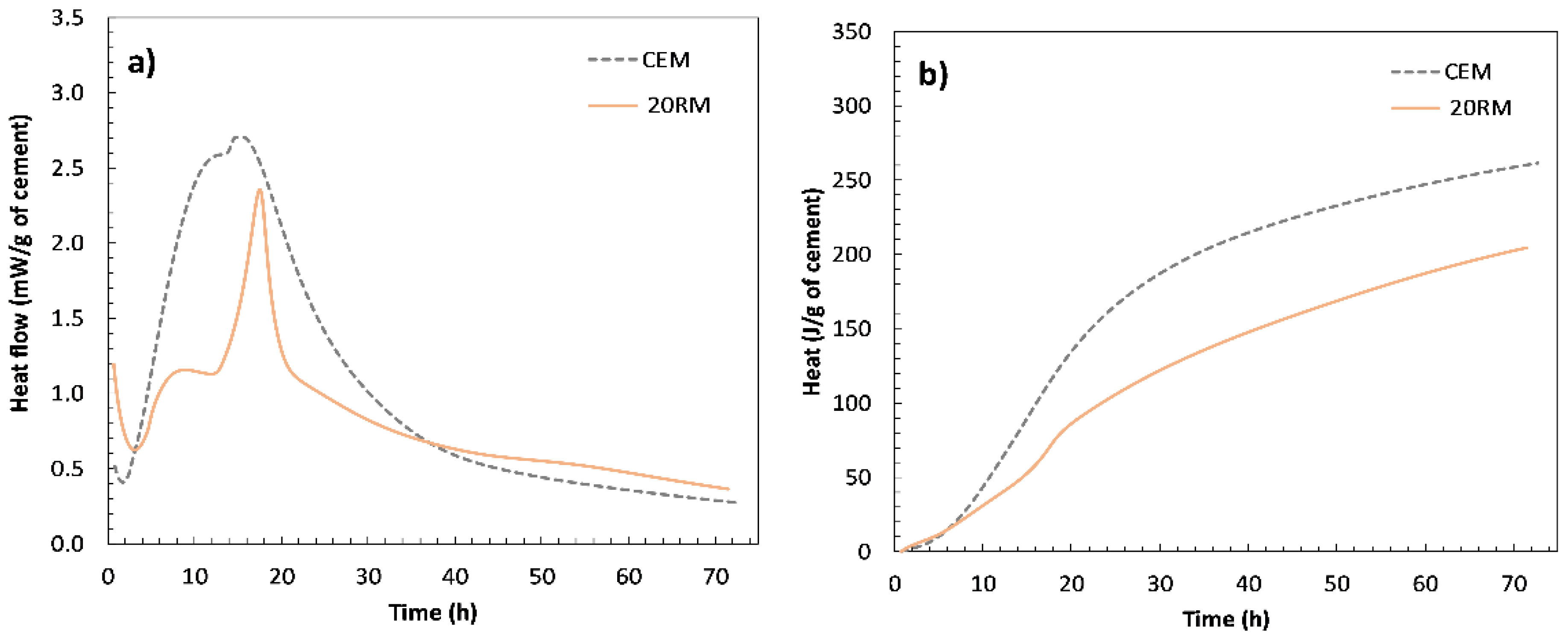
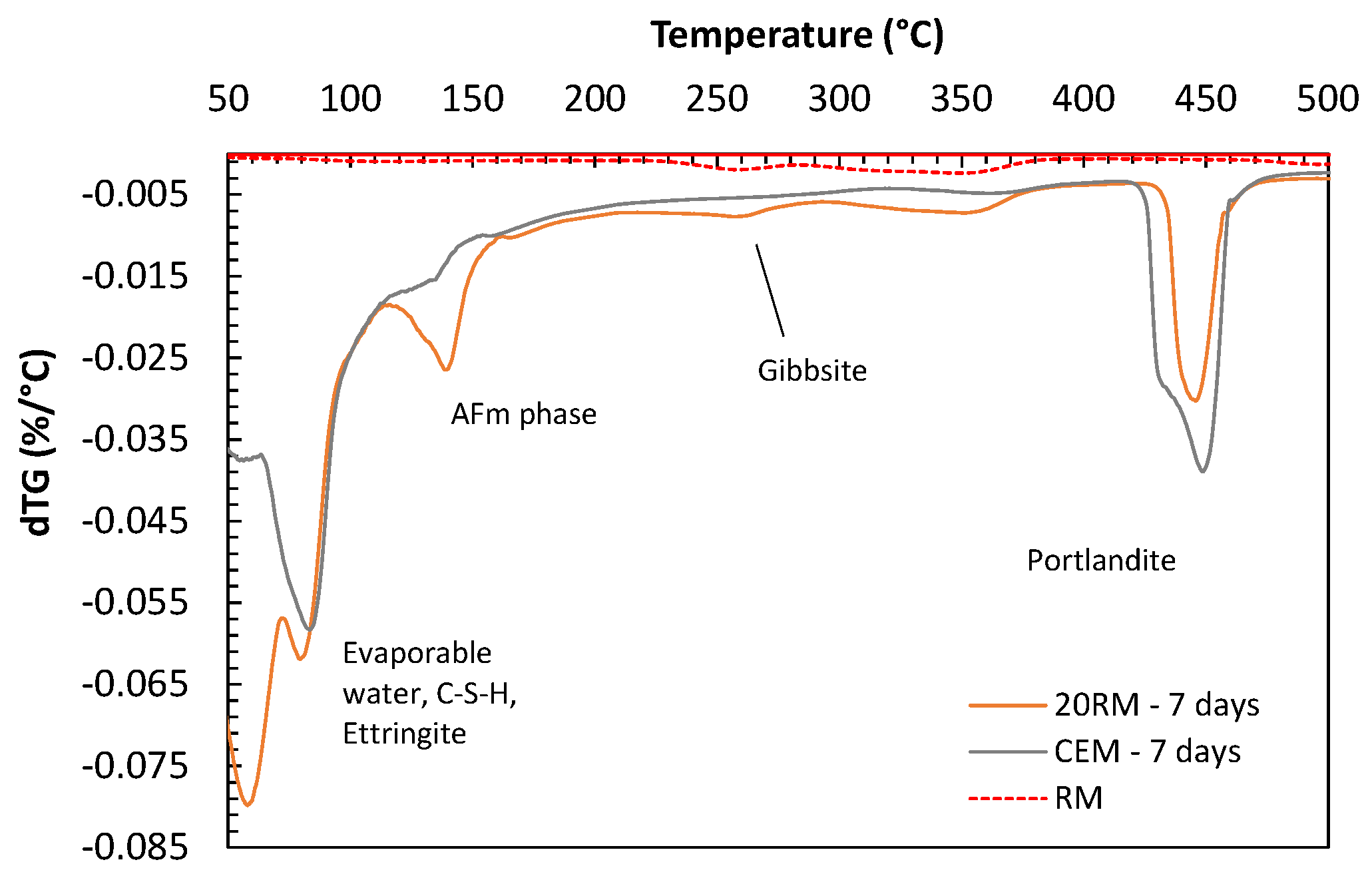
- A characteristic, distinct second peak in the calorimetry curve was observed in all systems containing red mud, which was attributed to the formation of aluminate phases. The formation of such phases was confirmed by TGA, with a distinct peak at temperatures around 150 °C.
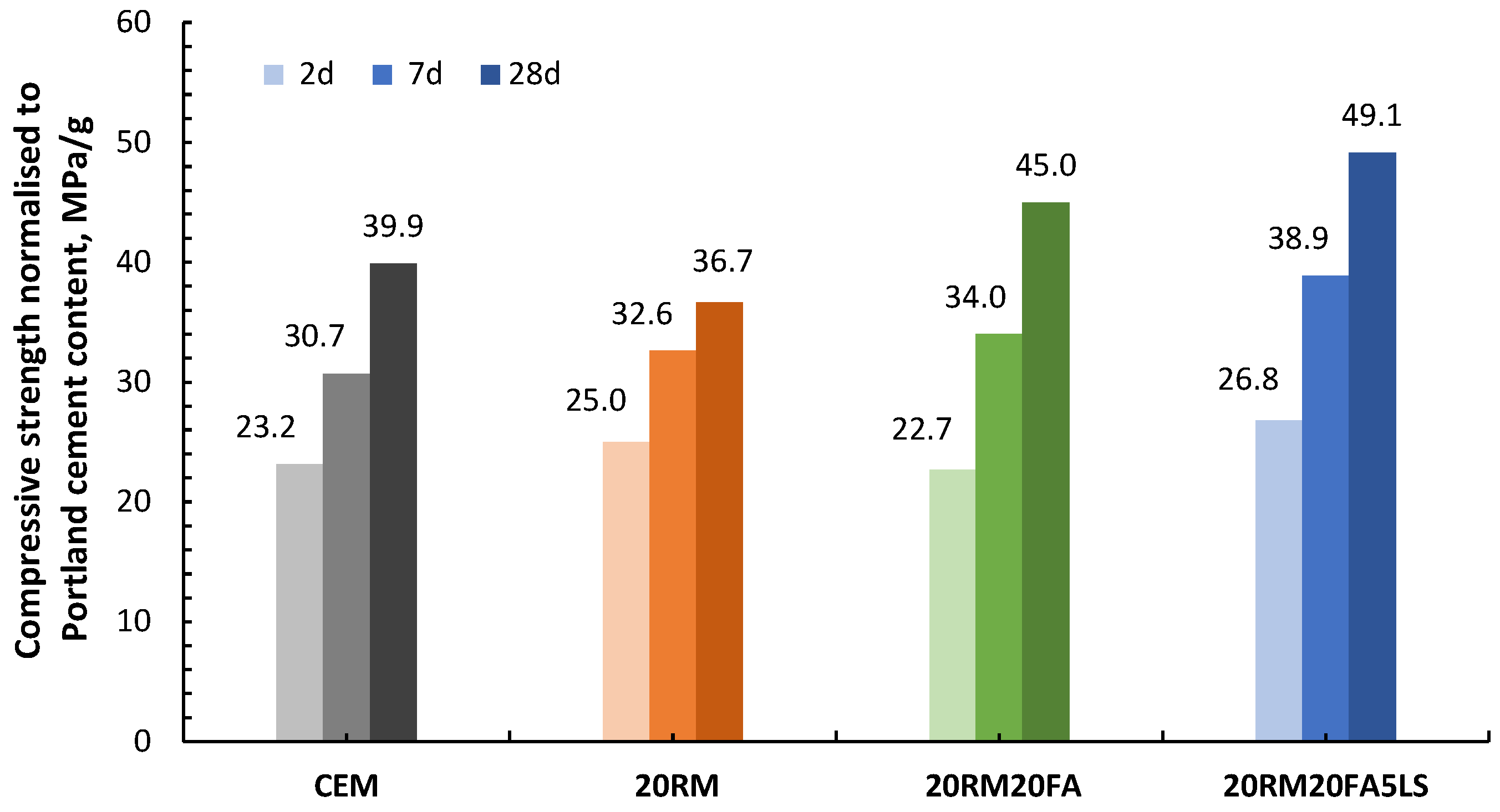
- Of all the combinations of red mud and SCMs tested, the highest synergy was obtained between red mud and clay with the addition of limestone. The highest synergy between these combinations of materials was attributed to the favourable particle size distribution of SCMs and the content of calcium, alumina and alkalis in these SCMs.
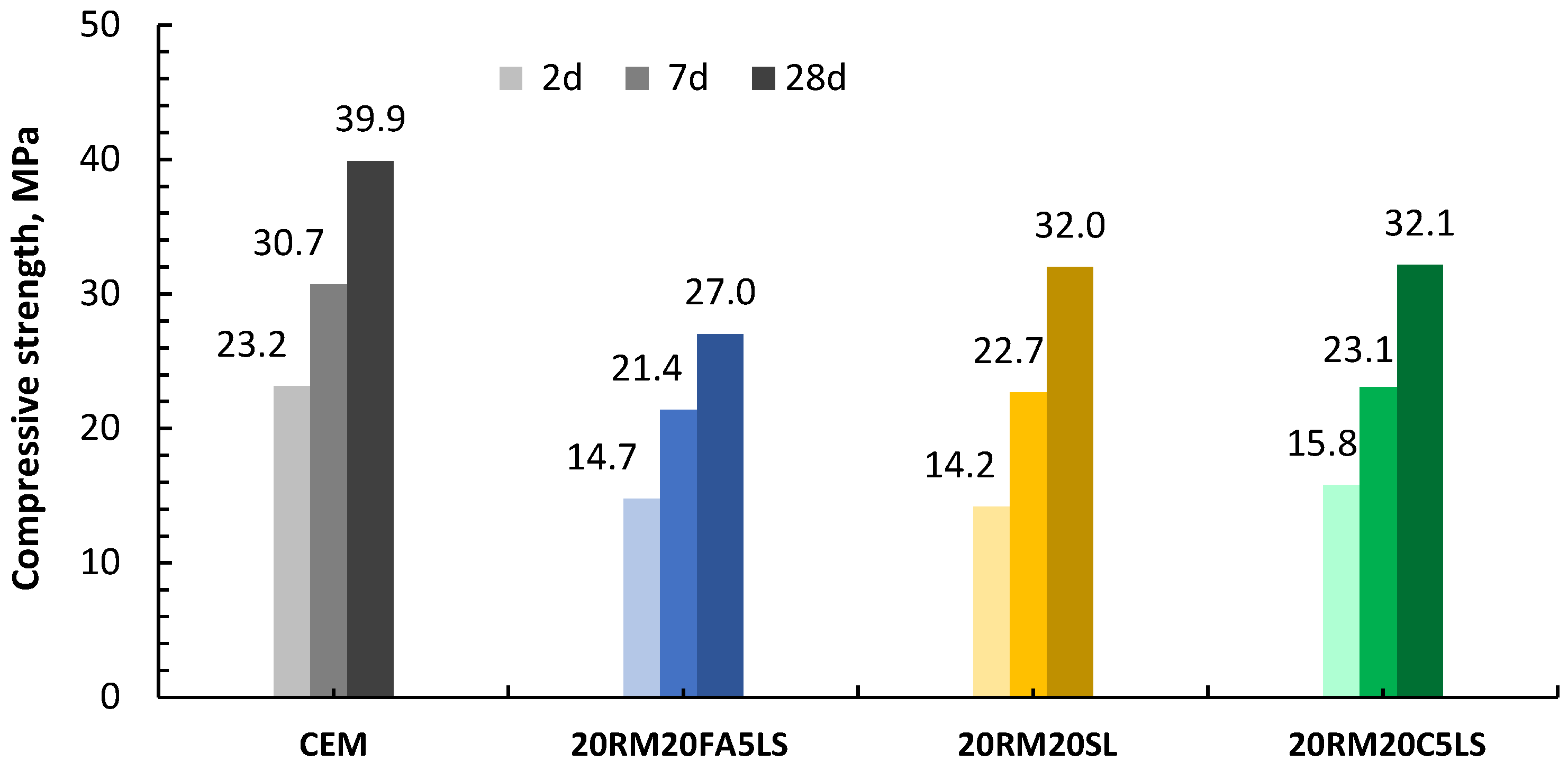
- The mix containing the combination of red mud, clay and limestone, which consisted of only 55% of OPC, achieved 80% of the compressive strength of the pure OPC system after 28 days.
- The addition of limestone improved the reactivity of alumina-rich SCMs, leading to a higher compressive strength of mixtures with fly ash and clay. In mixtures with slag, the addition of limestone did not improve compressive strength, possibly due to the lower percentage of alumina and the higher percentage of calcium already present in the slag.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Danner, T.; Justnes, H. Bauxite Residue as Supplementary Cementitious Material—Efforts to Reduce the Amount of Soluble Sodium. Nord. Concr. Res. 2020, 62, 1–20. [Google Scholar] [CrossRef]
- European Coal Combustion Products Association (ECOBA). Production and Utilisation of CCPs in 2016 in Europe (EU 15); ECOBA e.V.: Essen, Germany, 2016; Available online: http://www.ukqaa.org.uk/wp-content/uploads/information/statistics/ECO-stat-2016_EU15_tab-1.pdf (accessed on 3 March 2022).
- Ferraro, A.; Farina, I.; Race, M.; Colangelo, F.; Cioffi, R.; Fabbricino, M. Pre-treatments of MSWI fly-ashes: A comprehensive review to determine optimal conditions for their reuse and/or environmentally sustainable disposal. Rev. Environ. Sci. Biotechnol. 2019, 18, 453–471. [Google Scholar] [CrossRef]
- Romano, R.C.d.O.; Bernardo, H.M.; Maciel, M.H.; Pileggi, R.G.; Cincotto, M.A. Using isothermal calorimetry, X-ray diffraction, thermogravimetry and FTIR to monitor the hydration reaction of Portland cements associated with red mud as a supplementary material. J. Therm. Anal. Calorim. 2019, 137, 1877–1890. [Google Scholar] [CrossRef]
- Serdar, M.; Biljecki, I.; Bjegović, D. High-Performance Concrete Incorporating Locally Available Industrial By-Products. J. Mater. Civ. Eng. 2017, 29, 04016239. [Google Scholar] [CrossRef]
- Ćećez, M.; Šahinagić-Isović, M. Mortars with addition of local industrial by-products. Građevinar 2019, 71, 1–7. [Google Scholar] [CrossRef]
- Cuccia, V.; De Oliveira, A.H.; Rocha, D. Radionuclides in bayer process residues: Previous analysis for radiological protection. In Proceedings of the International Nuclear Atlantic Conference—INAC, Belo Horizonte, Brazil, 24–28 October 2011. [Google Scholar]
- Yang, J.; Xiao, B. Development of unsintered construction materials from red mud wastes produced in the sintering alumina process. Constr. Build. Mater. 2008, 22, 2299–2307. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, S. Development of paving blocks from synergistic use of red mud and fly ash using geopolymerization. Constr. Build. Mater. 2013, 38, 865–871. [Google Scholar] [CrossRef]
- Kavas, T. Use of boron waste as a fluxing agent in production of red mud brick. Build. Envir. 2006, 41, 1779–1783. [Google Scholar] [CrossRef]
- Lima, M.S.S.; Thives, L.P.; Haritonovs, V.; Bajars, K. Red mud application in construction industry: Review of benefits and possibilities. Mater. Sci. Eng. 2017, 251, 012033. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, D.V.; Labrincha, J.A.; Morelli, M.R. Potential use of natural red mud as pozzolan for Portland cement. Mater. Res. 2011, 14, 60–66. [Google Scholar] [CrossRef]
- Ribeiro, D.V.; Labrincha, J.A.; Morelli, M.R. Effect of red mud addition on the corrosion parameters of reinforced concrete evaluated by electrochemical methods. Struc. Mater. J. 2012, 5, 451–467. [Google Scholar] [CrossRef] [Green Version]
- Rajendran, R.R. Effective utilization of red mud bauxite waste as a replacement of cement in concrete for environmental conservation. Eco. Env. Cons. 2013, 19, 247–255. [Google Scholar]
- Gordon, J.N.; Pinnockh, W.R.; Moore, M.M. A preliminary investigation of strength development in Jamaican red mud composites. Cem. Concr. Comp. 1996, 18, 371–379. [Google Scholar] [CrossRef]
- Viyasun, K.; Anuradha, R.; Thangapandi, K.; Kumar, D.S.; Sivakrishna, A.; Gobinath, R. Investigation on performance of red mud based concrete. Mater. Today Proc. 2020, 39, 796–799. [Google Scholar] [CrossRef]
- Feng, L.; Yao, W.; Zheng, K.; Cui, N.; Xie, N. Synergistically Using Bauxite Residue (Red Mud) and Other Solid Wastes to Manufacture Eco-Friendly Cementitious Materials. Buildings 2022, 12, 117. [Google Scholar] [CrossRef]
- Romano, R.C.O.; Bernardo, H.M.; Maciel, M.H.; Pileggi, R.G.; Cincotto, M.A. Hydration of Portland cement with red mud as mineral addition. J. Ther. Anal. Calori. 2018, 131, 2477–2490. [Google Scholar] [CrossRef]
- Flegar, M.; Serdar, M.; Londono-Zuluaga, D.; Scrivener, K. Regional waste streams as potential raw materials for immediate implementation in cement production. Materials 2020, 13, 5456. [Google Scholar] [CrossRef]
- European Standard. EN 450-1:2012 Fly Ash for concrete—Part 1: Definition, Specifications and Conformity Criteria; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- ASTM International. C618-19, Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan forUse; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- European Committee for Standardization (CEN). EN 196-1:2016 Methods of Testing Cement-Part 1:Determination of Strength; CEN: Brussel, Belgium, 2016. [Google Scholar]
- ASTM International. C1897-20, Standard Test Methods for Measuring the Reactivity of Supplementary CementitiousMaterials by Isothermal Calorimetry and Bound Water; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Taylor, H.F.W. Cement Chemistry; Thomas Telford Publishing: London, UK, 1997. [Google Scholar]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Moghaddam, F.; Sirivivatnanon, V.; Vessalas, K. The effect of fly ash fineness on heat of hydration, microstructure, flow and compressive strength of blended cement pastes. Case Stud. Constr. Mater. 2019, 10, e00218. [Google Scholar] [CrossRef]
- Bizzozero, J. Hydration and Dimensional Stability of Calcium Aluminate Cement Based Systems. Ph.D. Thesis, École Polytechnique Fédérale de Lausanne, Lausanne, Switzerland, 2014. [Google Scholar]
- Jawed, I.; Skalny, J. Alkalies in cement: A Review, Effects of Alkalies on Hydration and Performance of Portland Cement. Cem. Concr. Resear. 1978, 8, 37–52. [Google Scholar] [CrossRef]
- Manfroi, E.P.; Cheriaf, M.; Rocha, J.C. Microstructure, mineralogy and environmental evaluation of cementitious composites produced with red mud waste. Constr. Build. Mater. 2014, 67, 29–36. [Google Scholar] [CrossRef]
- Newman, C.B.S. Advanced Concrete Technology; Elsevier: Oxford, UK, 2003. [Google Scholar]
- Bentz, D.P. Multi-scale investigation of the performance of limestone in concrete. Constr. Build. Mater. 2015, 75, 1–10. [Google Scholar] [CrossRef] [Green Version]
- De Weerdt, K.; Kjellsen, K.O.; Sellevold, E.; Justnes, H. Synergy between fly ash and limestone powder in ternary cements. Cem. Concr. Comp. 2011, 33, 30–38. [Google Scholar] [CrossRef]
- Reddy, K.C.; Subramaniam, K.V.L. Blast Furnace Slag Hydration in an Alkaline Medium: Influence of Sodium Content and Sodium Hydroxide Molarity. J. Mater. Civ. Eng. 2020, 32, 04020371. [Google Scholar] [CrossRef]
- Zhou, J.; Ye, G.; Van Breugel, K. Early-Age Heat Evolution and Pore Structure of Portland Cement Blended with Blast Furnace Slag, Fly Ash or Limestone Powder. K. Eng. Mater. 2009, 405, 242–246. [Google Scholar] [CrossRef]
- Hoshino, S.; Yamada, K.; Hirao, H. XRD/Rietveld Analysis of the Hydration and Strength Development of Slag and Limestone Blended Cement. J. Adv. Concr. Technn. 2006, 4, 357–367. [Google Scholar] [CrossRef] [Green Version]
- Menendez, G.; Bonavetti, V.; Irassar, E.F. Strength development of ternary blended cement with limestone filler and blast-furnace slag. Cem. Concr. Comp. 2003, 25, 61–67. [Google Scholar] [CrossRef]
- Kucharczyk, S.; Zajac, M.; Deja, J. The influence of limestone and Al2O3 content in the slag on the performance of the composite cements. Procedia Eng. 2015, 108, 402–409. [Google Scholar] [CrossRef] [Green Version]
- Kuzel, H.-J.; Pöllmann, H. Hydration of C3A in the presence of Ca(OH)2, CaSO4·2H2O and CaCO3. Cem. Concr. Res. 1991, 21, 885–895. [Google Scholar] [CrossRef]
- Scrivener, K.; Snellings, R.; Lothenbach, B. A Practical Guide to Microstructural Analysis of Cementitious Materials, 1st ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Feng, Y. Hydration and strength development in blended cement with ultrafine granulated copper slag. PLoS ONE 2019, 14, e0215677. [Google Scholar] [CrossRef]
- Hirao, H.; Yamada, K.; Hoshino, S.; Yamashito, H. The Effect of Limestone Powder Addition on the Optimum Sulfate Levels of Cements Having Various Al2O3 Contents. In Proceedings of the 12th International Congress on the Chemistry of Cement, Montréal, QC, Canada, 8–13 July 2007. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | CEM I | Red Mud | Fly Ash | Slag | Clay | Limestone |
|---|---|---|---|---|---|---|
| SiO2 | 19.3 | 21.9 | 55.3 | 41.6 | 62.4 | 20.2 |
| Al2O3 | 4.9 | 16.9 | 19.7 | 12.8 | 21.3 | 4.3 |
| Fe2O3 | 2.9 | 37.9 | 9.0 | 6.0 | 7.3 | 1.4 |
| CaO | 64.0 | 10.0 | 8.3 | 33.5 | 2.2 | 71.6 |
| MgO | 1.8 | 0.6 | 2.9 | 6.0 | 1.8 | 1.7 |
| SO3 | 2.8 | 0.2 | 1.4 | 1.6 | 0.1 | 0.1 |
| Na2O | 0.2 | 7.2 | 0.7 | 1.4 | 1.5 | <0.01 |
| K2O | 0.8 | 0.2 | 1.7 | 0.6 | 2.5 | 0.1 |
| P2O5 | - | 0.5 | 0.4 | 0.01 | 0.4 | 0.4 |
| Material | Particle Size d50 (μm) | Specific Surface Area (cm2/g) |
|---|---|---|
| I | 9.9 | 3650 |
| RM | 0.4 | 8300 |
| FA | 15.2 | 5831 |
| SL | 20.8 | 4590 |
| C | 10.7 | 3146 |
| LS | 18 | 2524 |
| Mix Label | Mass Ratio within the Binder (%) | |||||
|---|---|---|---|---|---|---|
| CEM I | RM | FA | SL | C | LS | |
| CEM | 100 | 0 | 0 | 0 | 0 | 0 |
| 20RM | 80 | 20 | 0 | 0 | 0 | 0 |
| 20RM15SL | 65 | 20 | 0 | 15 | 0 | 0 |
| 20RM20FA | 60 | 20 | 20 | 0 | 0 | 0 |
| 20RM20SL | 60 | 20 | 0 | 20 | 0 | 0 |
| 20RM20C | 60 | 20 | 0 | 0 | 20 | 0 |
| 20RM15SL5LS | 60 | 20 | 0 | 15 | 0 | 5 |
| 20RM20FA5LS | 55 | 20 | 20 | 0 | 0 | 5 |
| 20RM20SL5LS | 55 | 20 | 0 | 20 | 0 | 5 |
| 20RM20C5LS | 55 | 20 | 0 | 0 | 20 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vladić Kancir, I.; Serdar, M. Contribution to Understanding of Synergy between Red Mud and Common Supplementary Cementitious Materials. Materials 2022, 15, 1968. https://doi.org/10.3390/ma15051968
Vladić Kancir I, Serdar M. Contribution to Understanding of Synergy between Red Mud and Common Supplementary Cementitious Materials. Materials. 2022; 15(5):1968. https://doi.org/10.3390/ma15051968
Chicago/Turabian StyleVladić Kancir, Ivana, and Marijana Serdar. 2022. "Contribution to Understanding of Synergy between Red Mud and Common Supplementary Cementitious Materials" Materials 15, no. 5: 1968. https://doi.org/10.3390/ma15051968