
Electrical Contact Performance of Cu Alloy under Vibration Condition and Acetal Glue Environment
Abstract
:1. Introduction
2. Materials and Methods
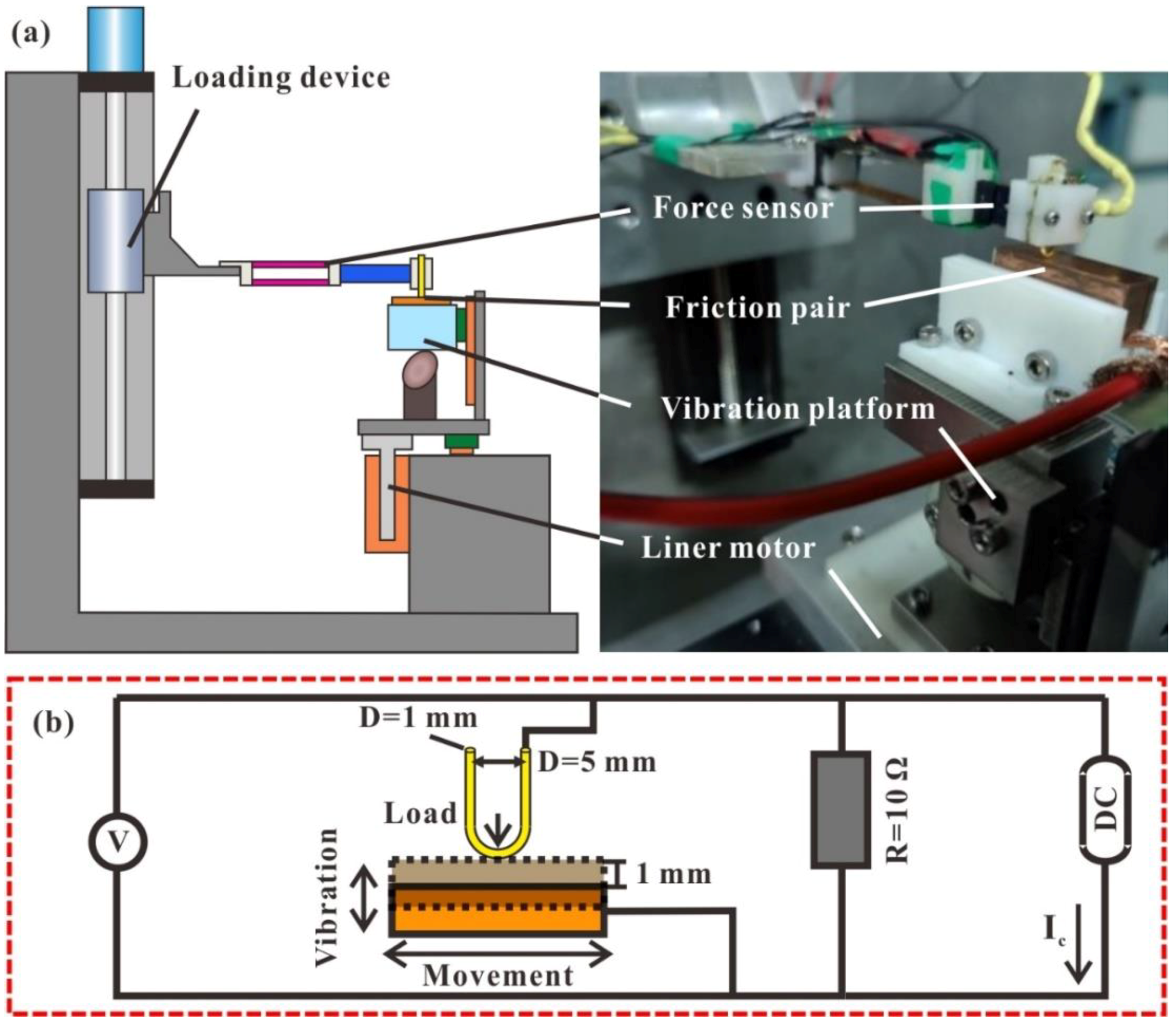
2.1. Sliding Electrical Contact Test Procedure
2.2. Material and Glue Design
2.3. Material Characterization
3. Results
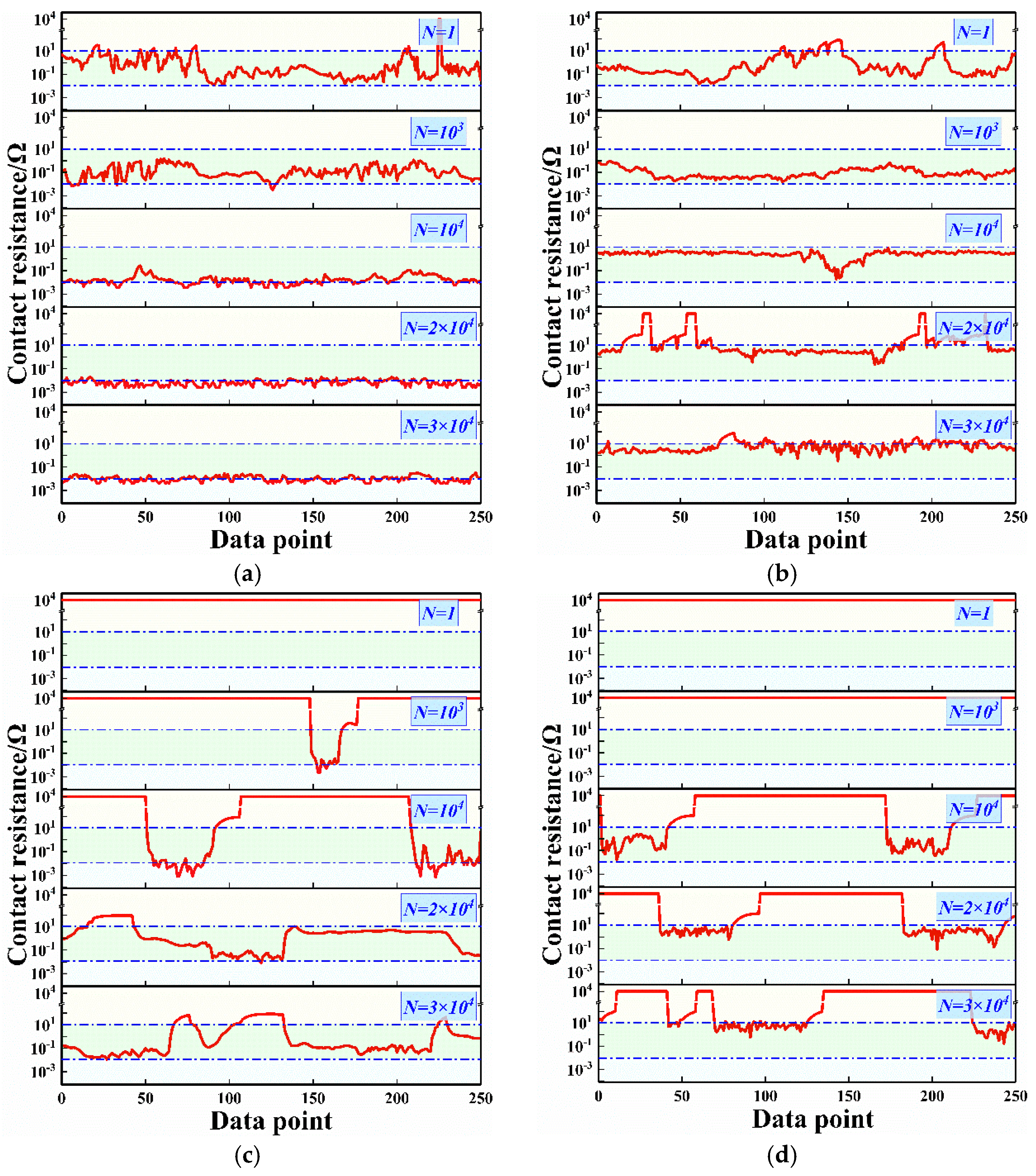
3.1. Response of Contact Resistance and COF
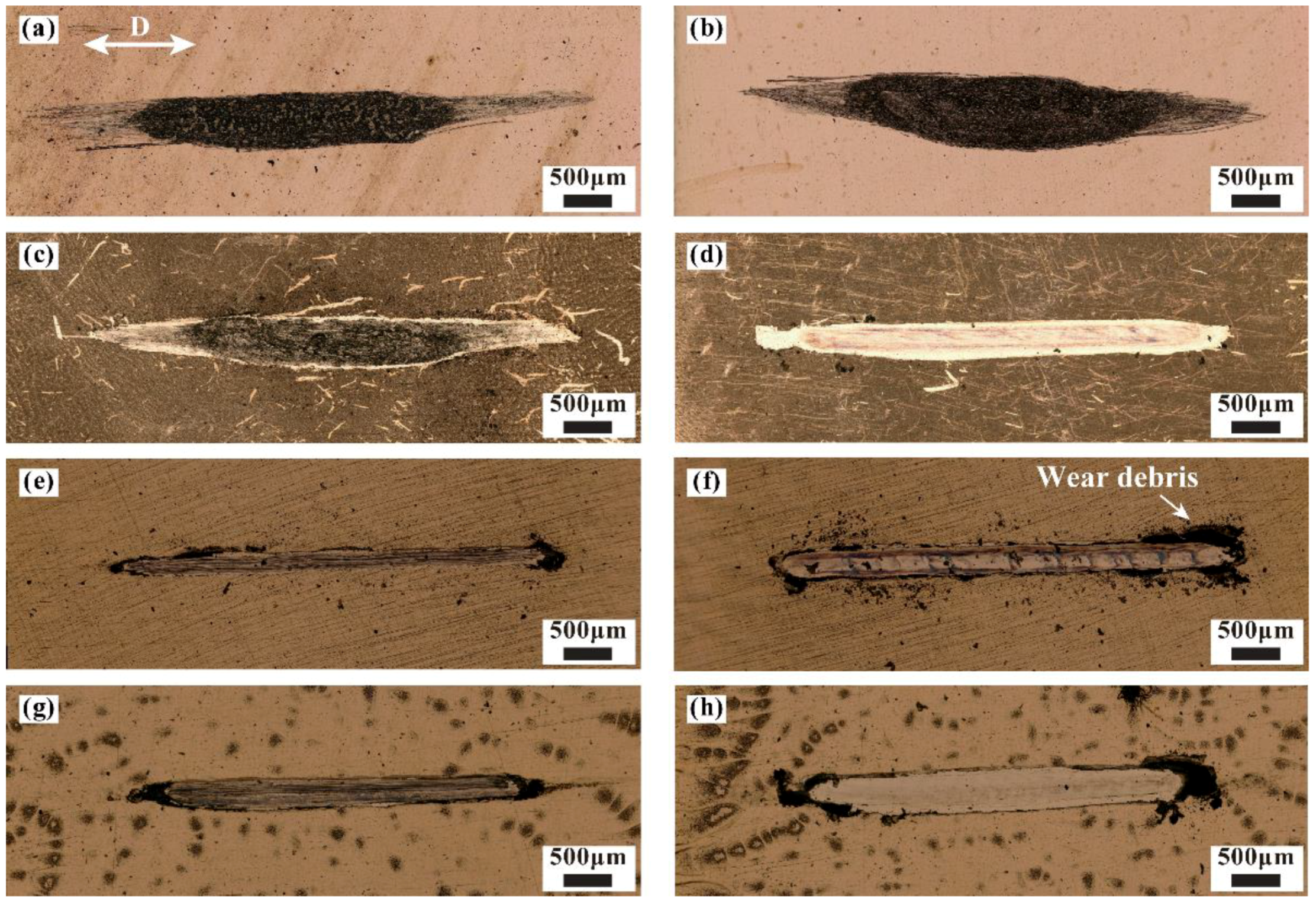
3.2. Analysis of Morphology and Component
3.3. Analysis of Wear Mechanism
4. Conclusions
- Glue acts as the effect of lubrication, insulation, and anti-wear. The wear volume under the condition with glue residue is 2 to 3 orders of magnitude lower than that under the other conditions.
- Vibration causes the separation of friction pairs and reduces their stability. The wear capacity decreases, and contact resistance fluctuation increases under the vibration condition. Contact resistance under the vibration condition is always lower than that under the non-vibration condition when glue is added.
- CuO is the dominant oxide product caused by the sliding electric contact. However, its influence on contact resistance is limited. Residual glue is the main factor for the high contact resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Qian, G.; Feng, Y.; Chen, Y.M.; Mo, F.; Wang, Y.Q.; Liu, W.H. Effect of WS2 addition on electrical sliding wear behaviors of Cu–graphite–WS2 composites. Trans. Nonferrous Met. Soc. 2015, 25, 1986–1994. [Google Scholar] [CrossRef]
- Grandin, M.; Urban, W. Wear and electrical performance of a slip-ring system with silver–graphite in continuous sliding against PVD coated wires. Wear 2016, 348, 138–147. [Google Scholar] [CrossRef]
- Xie, X.L.; Zhang, L.; Xiao, J.K.; Qian, Z.Y.; Zhang, T.; Zhou, K.C. Sliding electrical contact behavior of AuAgCu brush on Au plating. Trans. Nonferrous Met. Soc. 2015, 25, 3029–3036. [Google Scholar] [CrossRef]
- Grandin, M.; Wiklund, U. Influence of mechanical and electrical load on a copper/copper-graphite sliding electrical contact. Tribol. Int. 2018, 121, 1–9. [Google Scholar] [CrossRef]
- Purcek, G.; Yanar, H.; Demirtas, M.; Alemdag, Y.; Shangina, D.V.; Dobatkin, S.V. Optimization of strength, ductility and electrical conductivity of CU-Cr-Zr alloy by combining multi-route ECAP and aging. Mat. Sci. Eng. 2016, 649, 114–120. [Google Scholar] [CrossRef]
- Yu, M.; Song, M.; Kim, M.; Kim, D. Experimental study on the formability of aluminum pouch for lithium polymer battery by manufacturing processes. J. Mech. Sci. Technol. 2019, 33, 4353–4359. [Google Scholar] [CrossRef]
- Fukushima, T.; Yamada, Y.; Kikuchi, H.; Koyanagi, M. New three-dimensional integration technology using chip-to-wafer bonding to achieve ultimate super-chip integration. Jap. J. Appl. Phys. 2014, 45, 3030–3035. [Google Scholar] [CrossRef]
- Frank, R.; Morton, C. Comparative corrosion and current burst testing of copper and aluminum electrical power connectors. IEEE Trans. Ind. Appl. 2005, 45, 462–468. [Google Scholar]
- Zhang, J.G.; Gao, J.C.; Lin, X.Y. Analysis of connector contact failure. IEICE Trans. Electron. 2003, 102, 945–952. [Google Scholar]
- Trellu, C.; Chaplin, B.P.; Coetsier, C.; Esmilaire, R.; Cerneaux, S.; Causserand, C.; Cretin, M. Electro-oxidation of organic pollutants by reactive electrochemical membranes. Chemosphere 2018, 208, 159–175. [Google Scholar] [CrossRef]
- Exner, J.; Pöpke, H.; Fuchs, F.M.; Kita, J.; Moos, R. Annealing of gadolinium-doped ceria (GDC) films produced by the aerosol deposition method. Materials 2018, 11, 2072. [Google Scholar] [CrossRef] [PubMed]
- Ray, N.; Kempf, B.; Mützel, T.; Froyen, L.; Vanmeensel, K.; Vleugels, J. Effect of WC particle size and Ag volume fraction on electrical contact resistance and thermal conductivity of Ag–WC contact materials. Mater. Design. 2015, 85, 412–422. [Google Scholar] [CrossRef]
- Ning, W.W.; Chen, L.W.; Sun, L.M. Analysis and comparison of the condition of shipboard electronic equipment vibration test. Environ. Technol. 2017, 3, 76–80. [Google Scholar]
- Antler, M. Electrical effects of fretting connector contact materials: A review. Wear 1985, 106, 5–33. [Google Scholar] [CrossRef]
- Yoo, S.S.; Kim, D.E. Effects of vibration frequency and amplitude on friction reduction and wear characteristics of silicon. Tribol. Int. 2016, 94, 198–205. [Google Scholar] [CrossRef]
- Dey, T.; Singdeo, D.; Bose, M.; Basu, R.N.; Ghosh, P.C. Study of contact resistance at the electrode–interconnect interfaces in planar type Solid Oxide Fuel Cells. J. Power Sources 2013, 233, 290–298. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Helali, M.M. The effect of amplitude of vibration on the coefficient of friction for different materials. Tribol. Int. 2008, 41, 307–314. [Google Scholar] [CrossRef]
- Wu, C.P.; Yi, D.Q.; Weng, W.; Li, S.H.; Zhou, J.M. Influence of alloy components on arc erosion morphology of Ag/MeO electrical contact materials. Trans. Nonferrous Met. Soc. 2016, 26, 185–195. [Google Scholar] [CrossRef]
- Dafalla, A.M.; Jiang, F. Stresses and their impacts on proton exchange membrane fuel cells: A review. Int. J. Hydrog. Energy 2018, 43, 2327–2348. [Google Scholar] [CrossRef]
- Swingler, J.; McBride, J.W.; Maul, C. Degradation of road tested automotive connectors. IEEE Trans. Compon. Packag. Technol. 2020, 23, 157–164. [Google Scholar] [CrossRef]
- Hannel, S.; Fouvry, S.; Kapsa, P.; Vincent, L. The fretting sliding transition as a criterion for electrical contact performance. Wear 2001, 249, 761–770. [Google Scholar] [CrossRef]
- Fu, R.J.; Choe, S.Y.B.; Jackson, R.L.; Flowers, G.T.; Bozack, M.; Zhong, L.; Kim, D. Vibration-induced changes in the contact resistance of high power electrical connectors for hybrid vehicles. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 185–193. [Google Scholar] [CrossRef]
- Chen, H.C.; Cao, Z.Q.; Chen, G.Y.; Wang, B.; Gong, C.Y.; Zhang, Z.X.; Cai, Z.B. Design and construction of a novel instrument for high-frequency micro-force electrical sliding friction testing. Rev. Sci. Instrum. 2019, 90, 095103. [Google Scholar] [CrossRef] [PubMed]
- Rashid, M. Some tribological influences on the electrode-worksheet interface during resistance spot welding of aluminum alloys. J. Mater. Eng. Perform. 2011, 20, 456–462. [Google Scholar] [CrossRef]
- Kaldellis, J.K.; Fragos, P.; Kapsali, M. Systematic experimental study of the pollution deposition impact on the energy yield of photovoltaic installations. Renew. Energy 2011, 36, 2717–2724. [Google Scholar] [CrossRef]
- Xie, C.; Wang, K. Synergistic modification of the tribological properties of polytetrafluoroethylene with polyimide and boron nitride. Friction 2021, 9, 1474–1491. [Google Scholar] [CrossRef]
- Wang, X.N.; Han, L.Z.; Gu, J.F. Precipitation kinetics of NZ30K-Mg alloys based on electrical resistivity measurement. Trans. Nonferrous Met. Soc. China 2014, 24, 1690–1697. [Google Scholar] [CrossRef]
- Fard, M.; Lo, L.; Subic, A.; Jazar, R. Effects of seat structural dynamics on current ride comfort criteria. Ergonomics 2014, 57, 1549–1561. [Google Scholar] [CrossRef]
- Motamen, S.F.; Khaemba, D.N.; Morina, A.; Neville, A. Corrosive–abrasive wear induced by soot in boundary lubrication regime. Tribol. Lett. 2016, 63, 19. [Google Scholar] [CrossRef]
- Rewolińska, A.; Perz, K.; Kinal, G. Effect of Steel Surface Roughness and Expanded Graphite Condition on Sliding Layer Formation. Materials 2021, 14, 2960. [Google Scholar] [CrossRef]
- Poulston, S.; Parlett, P.M.; Stone, P.; Bowker, M. Surface oxidation and reduction of CuO and Cu2O studied using XPS and XAES. Surf. Interface. Anal. 2015, 24, 811–820. [Google Scholar] [CrossRef]
- Hsu, Y.K.; Chen, Y.C.; Lin, Y.G. Characteristics and electrochemical performances of lotus-like CuO/Cu(OH)2 hybrid material electrodes. Electroanal. Chem. 2012, 673, 43–47. [Google Scholar] [CrossRef]
- Sorenson, A.H.N.; Wu, Y.; Orcutt, E.K.; Kent, R.V.; Anderson, H.C.; Matzger, A.J.; Stowers, K.J. Energetic decomposition yields efficient bimetallic Cu MOF-derived catalysts. J. Mater. Chem. A 2020, 8, 15066–15073. [Google Scholar] [CrossRef]
- Anandan, S.; Lee, G.J.; Wu, J.J. Sonochemical synthesis of CuO nanostructures with different morphology. Ultrason. Sonochem. 2012, 19, 682–686. [Google Scholar] [CrossRef] [PubMed]
- Grandin, M.; Wiklund, U. Wear phenomena and tribofilm formation of copper/copper-graphite sliding electrical contact materials. Wear 2018, 398, 227–235. [Google Scholar] [CrossRef]
- Fridman, H.D.; Levesque, P. Reduction of static friction by sonic vibrations. J. Appl. Phys. 1959, 30, 1572–1575. [Google Scholar] [CrossRef]
- Teidelt, E.; Starcevic, J.; Popov, V.L. Influence of ultrasonic oscillation on static and sliding friction. Tribol. Lett. 2012, 48, 51–62. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Normal Load | Displacement Amplitude | Sliding Frequency | Current | Vibration Amplitude (Frequency) | Concentration of Glue |
|---|---|---|---|---|---|
| 200 mN | 6 mm | 4 Hz | 100 mA | 0 mm (0 Hz) | 0% |
| 10% | |||||
| 30% | |||||
| 50% | |||||
| 1 mm (5 Hz) | 0% | ||||
| 10% | |||||
| 30% | |||||
| 50% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Z.; Yu, Y.; He, L.; Nie, Y.; Gong, C.; Liu, X. Electrical Contact Performance of Cu Alloy under Vibration Condition and Acetal Glue Environment. Materials 2022, 15, 1881. https://doi.org/10.3390/ma15051881
Cao Z, Yu Y, He L, Nie Y, Gong C, Liu X. Electrical Contact Performance of Cu Alloy under Vibration Condition and Acetal Glue Environment. Materials. 2022; 15(5):1881. https://doi.org/10.3390/ma15051881
Chicago/Turabian StyleCao, Zhongqing, Yanqing Yu, Liping He, Yuchen Nie, Congyu Gong, and Xiaohong Liu. 2022. "Electrical Contact Performance of Cu Alloy under Vibration Condition and Acetal Glue Environment" Materials 15, no. 5: 1881. https://doi.org/10.3390/ma15051881