
Passive Photonic Integrated Circuits Elements Fabricated on a Silicon Nitride Platform

 , , , , ,
, , , , ,  , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Simulations and Design
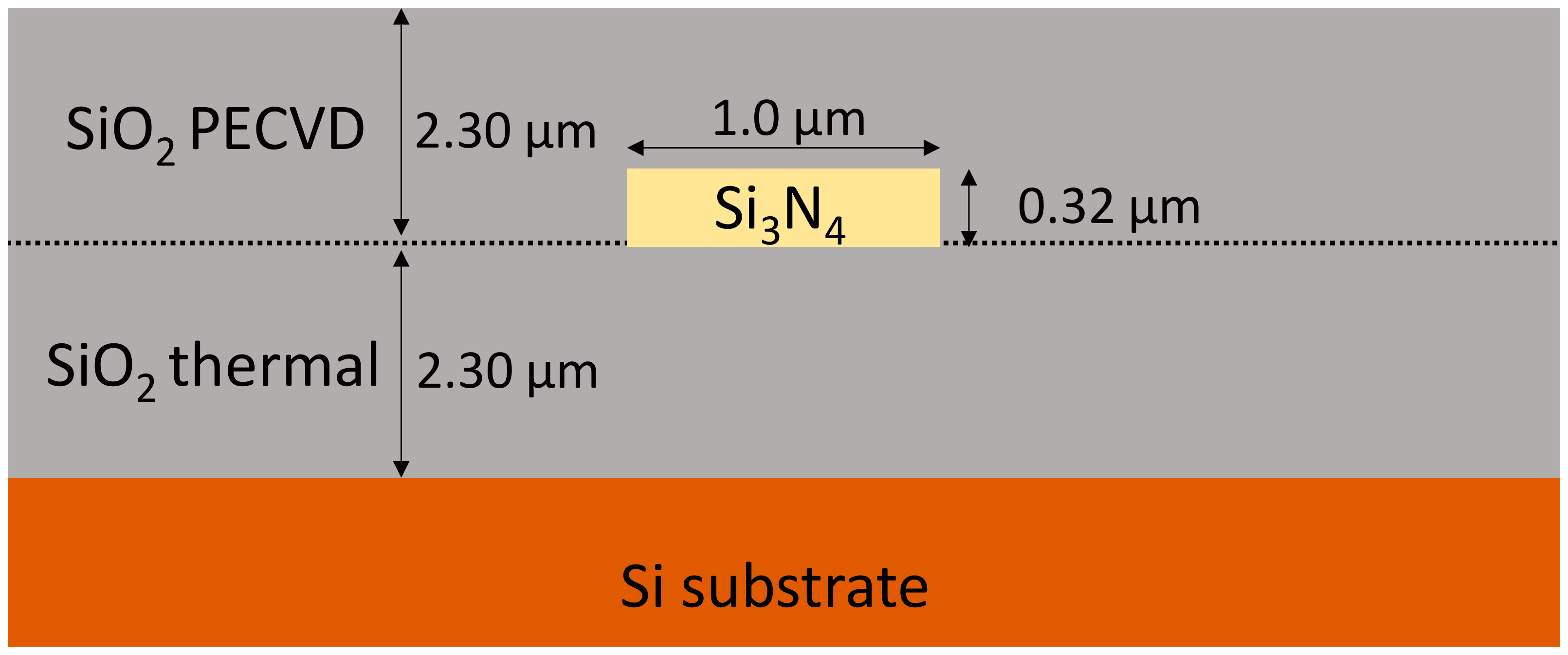
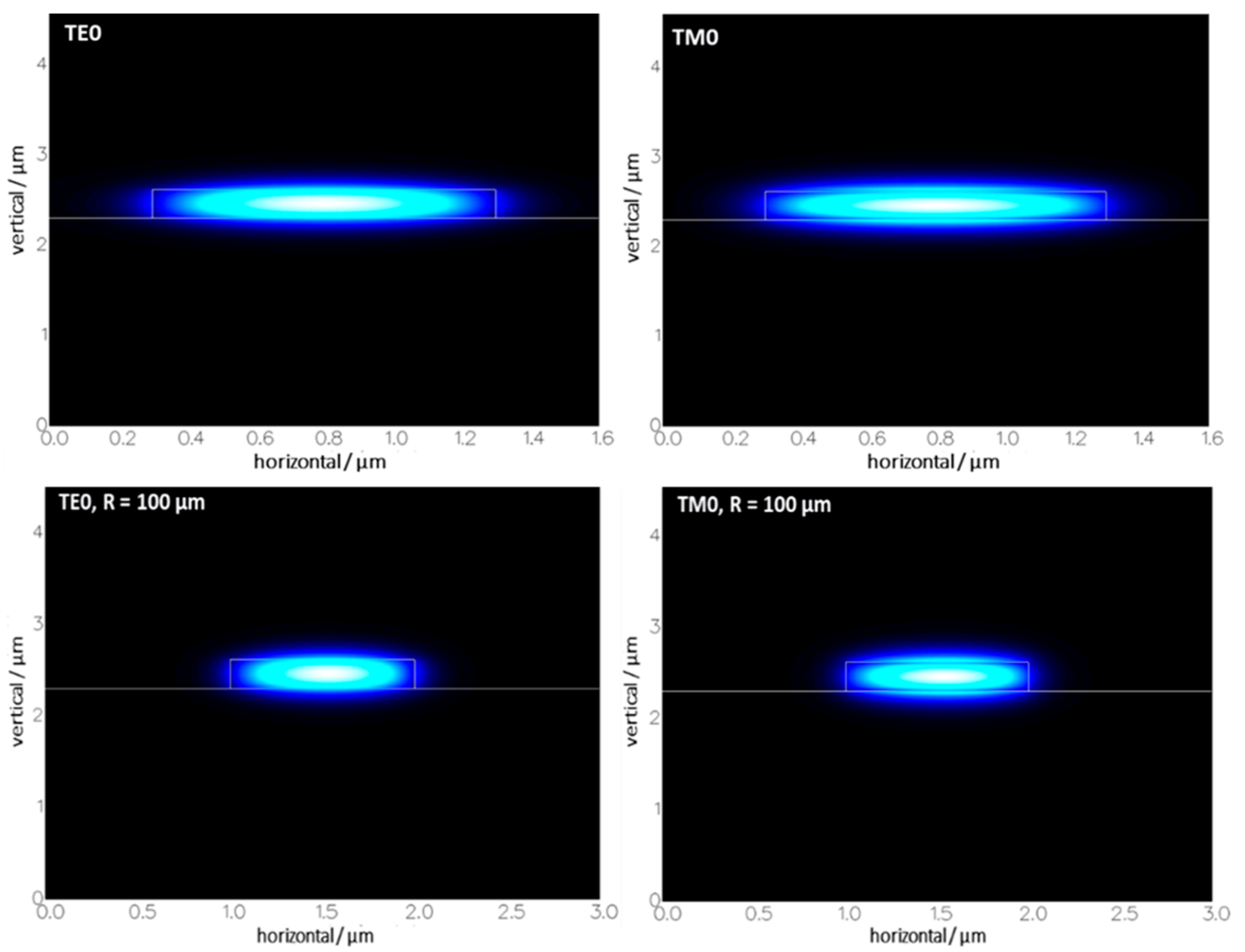
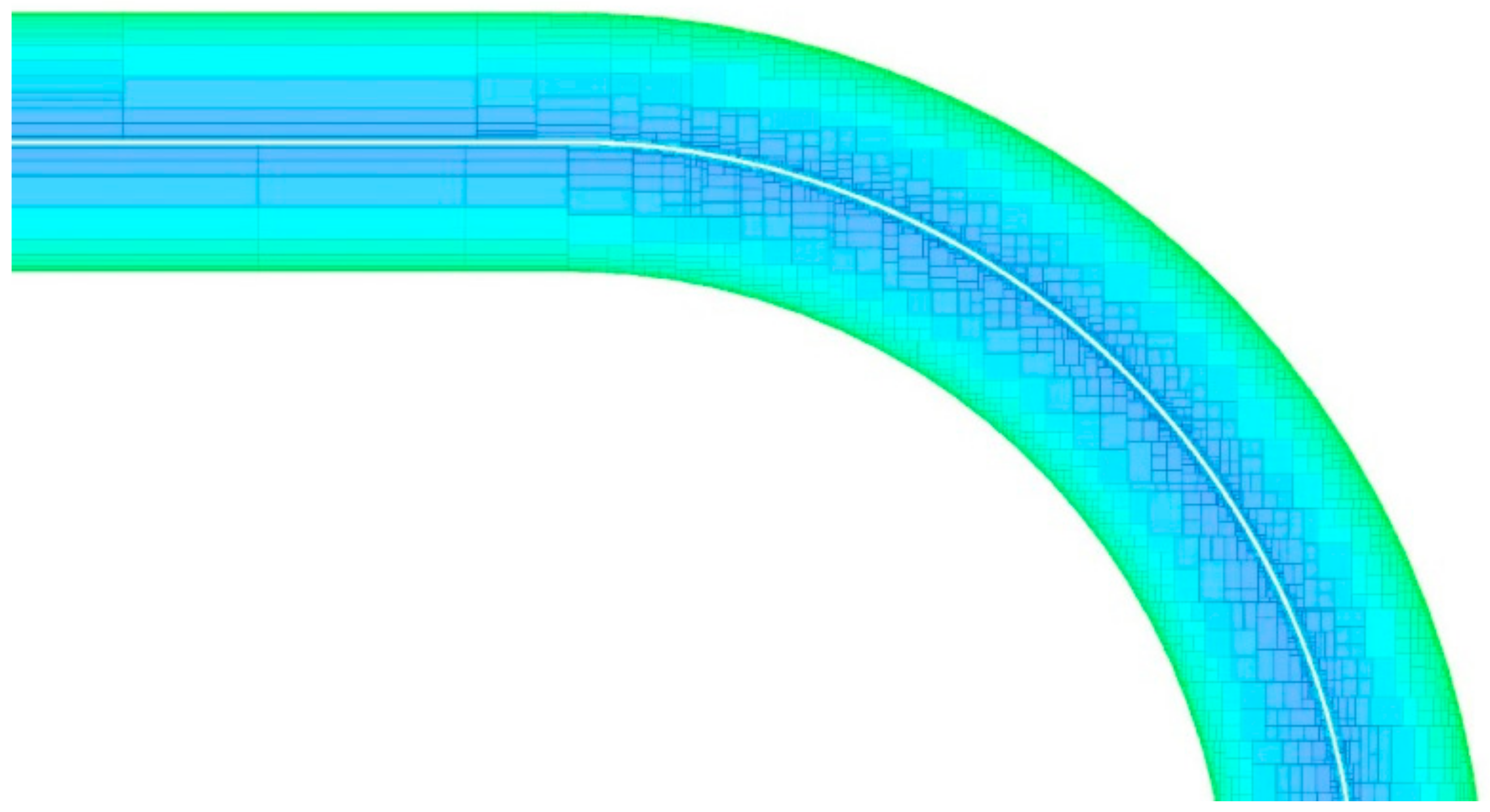
2.1.1. Straight and Bend WGs Geometries
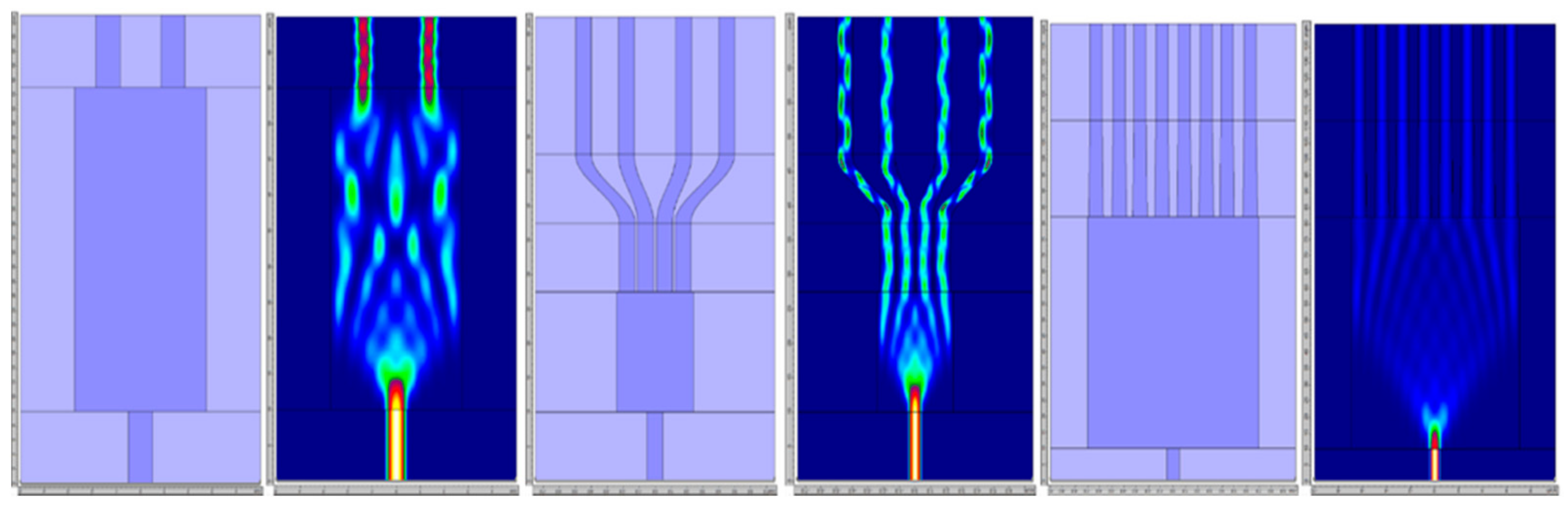
2.1.2. MMIs Simulations and Design
2.1.3. AWGs Simulations and Design
2.2. Mask Layouts Design
2.3. Fabrication Processes
2.4. Characterization Setups and Methodology
3. Results
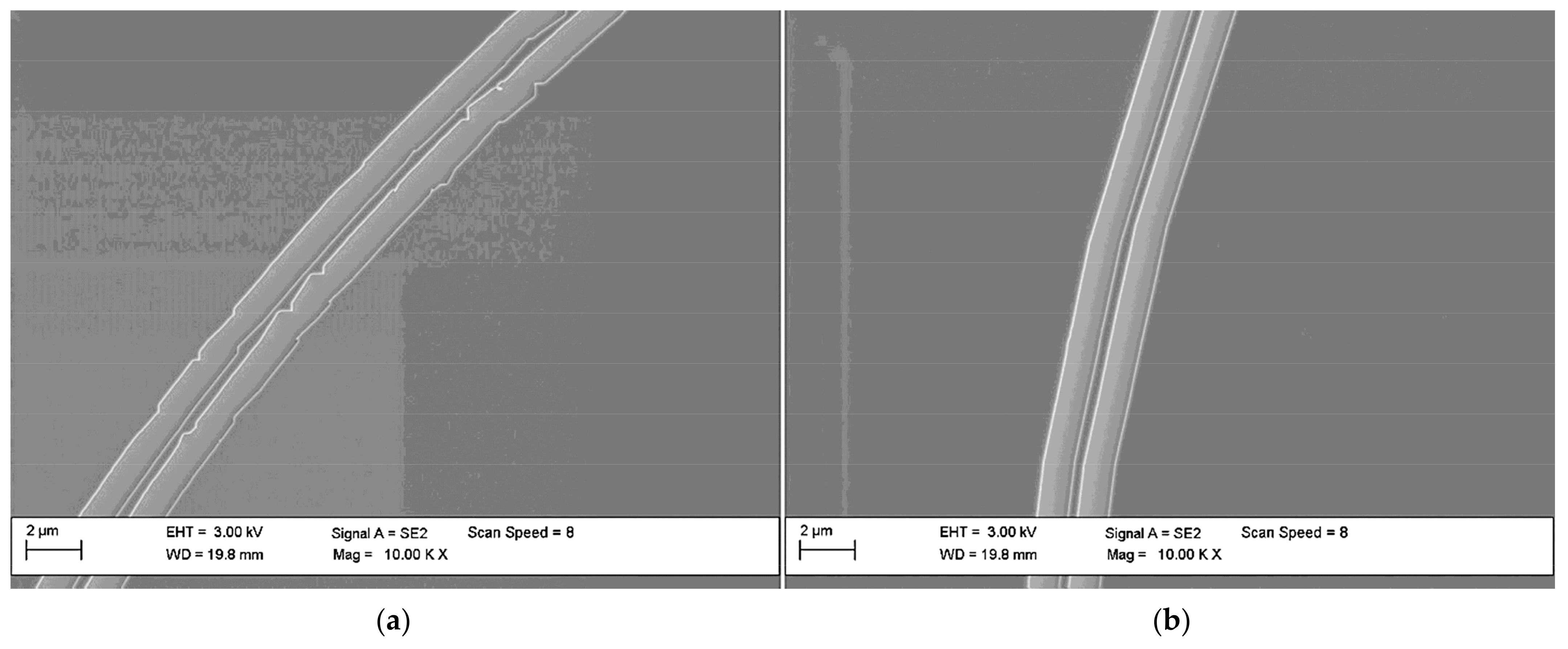
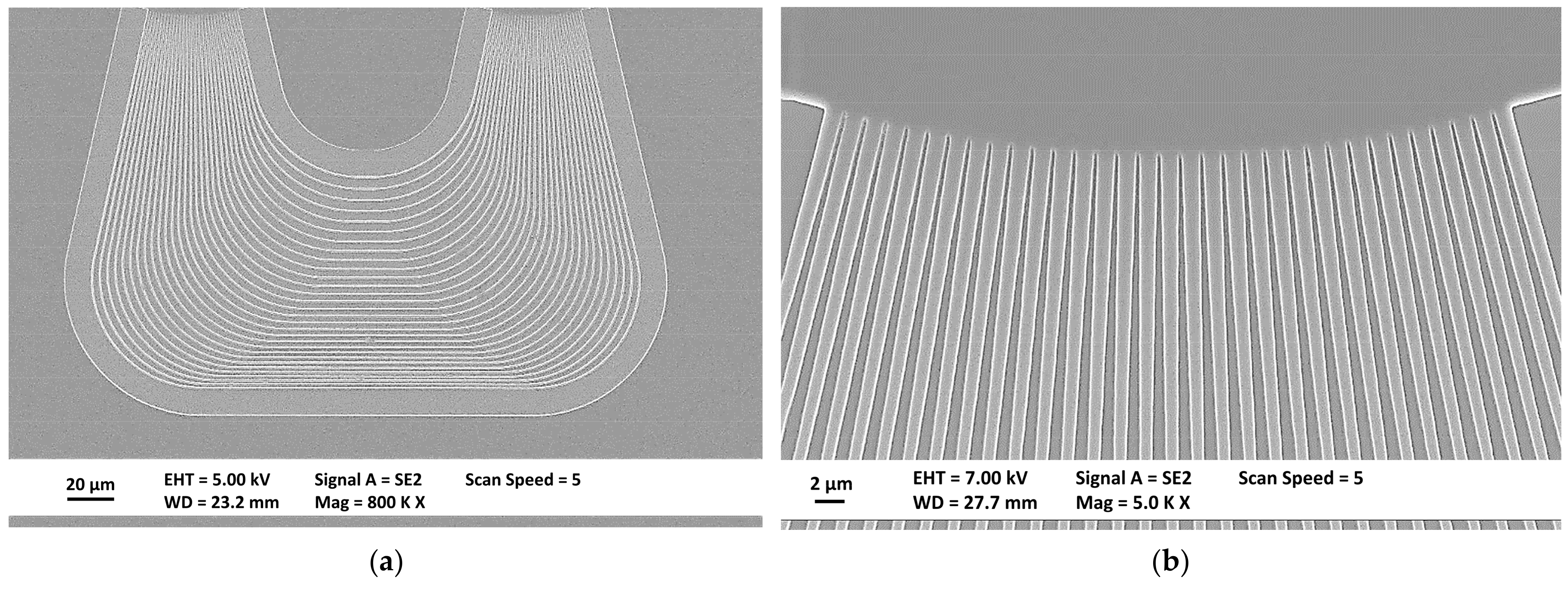
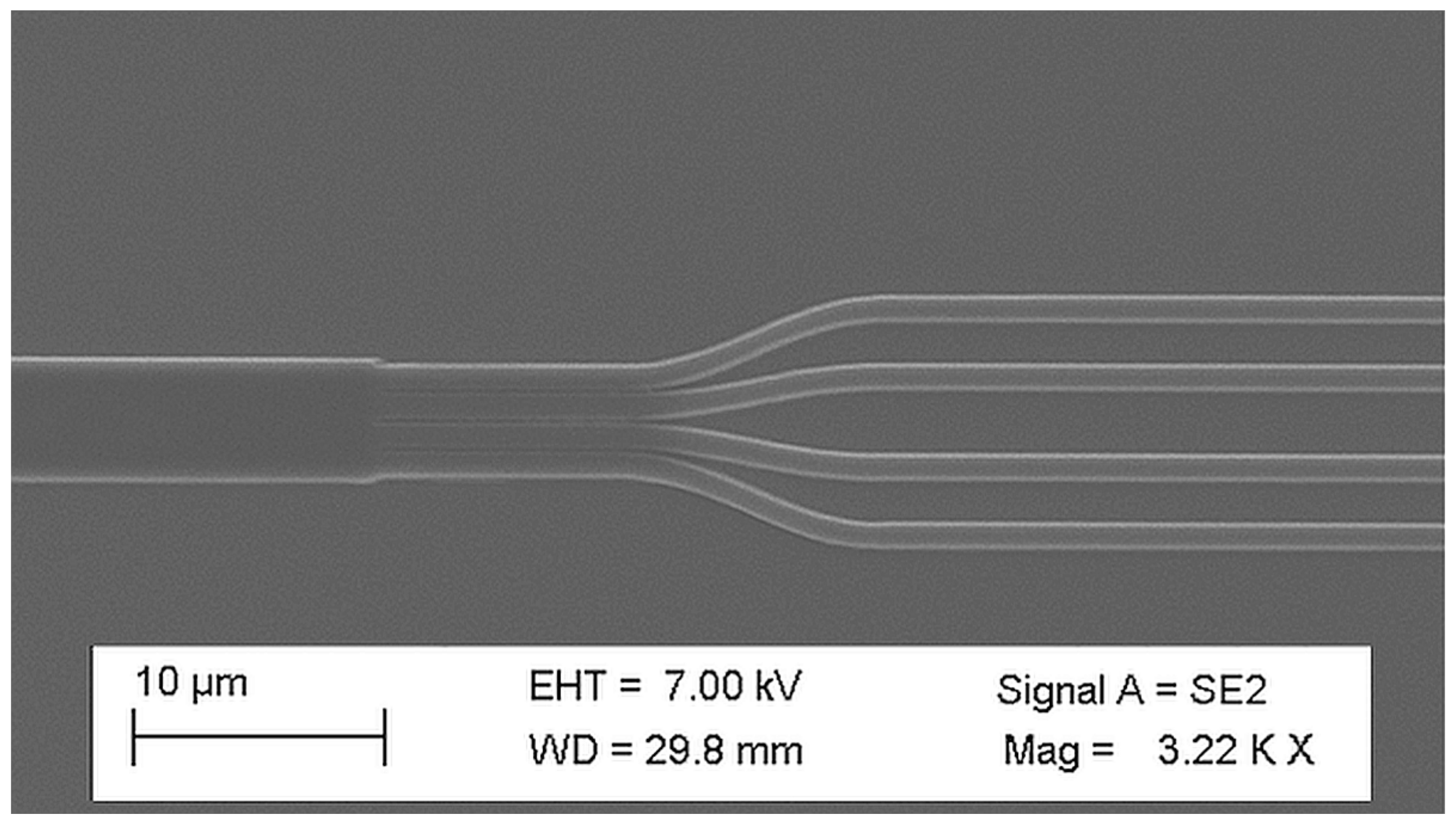
3.1. Inspection of Manufactured Elements
3.2. WGs Characterization Results
3.3. MMIs Characterization Results
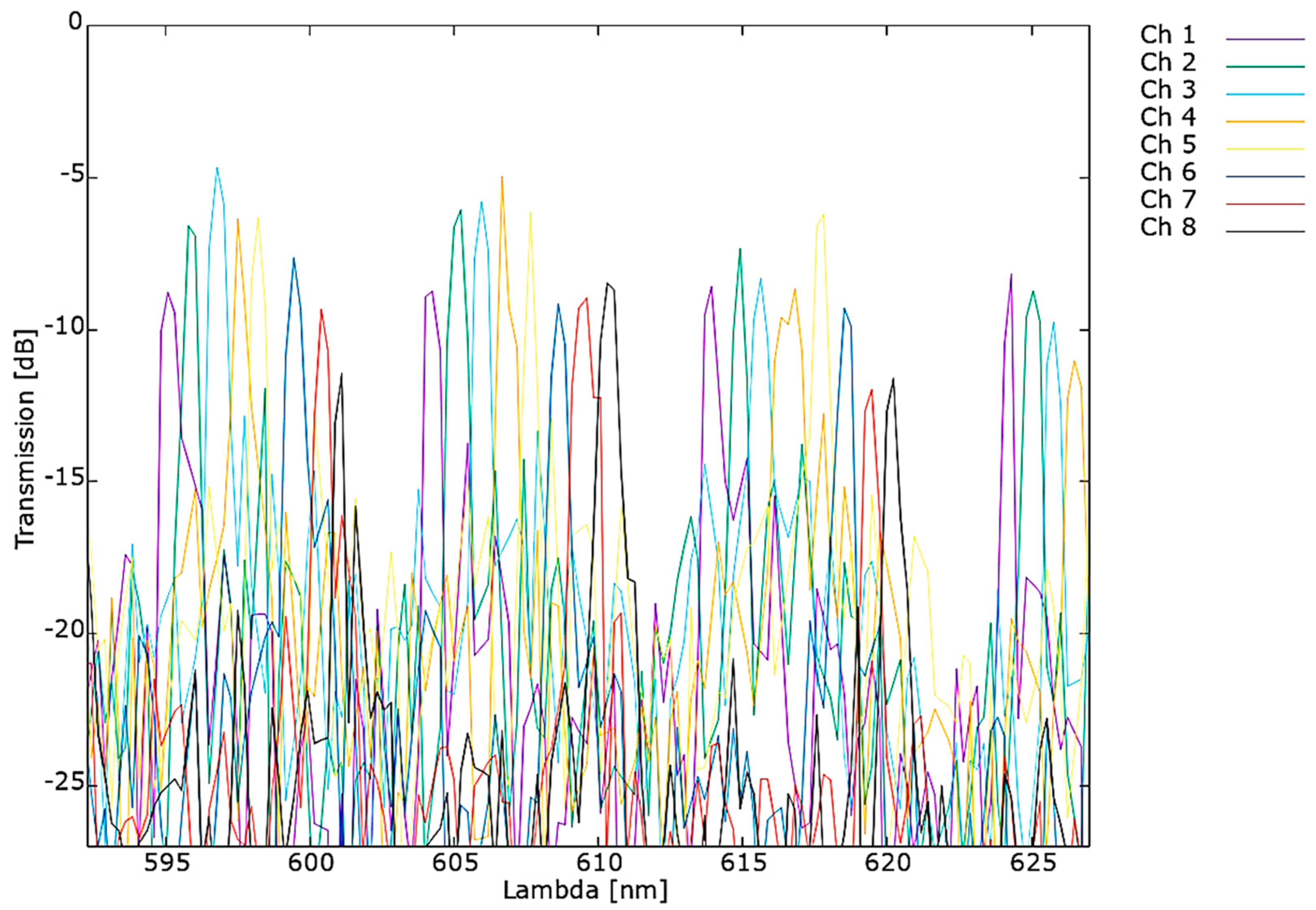
3.4. AWGs Characterization Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Doerr, C.R. Silicon Photonic Integration in Telecommunications. Front. Phys. 2015, 3, 37. [Google Scholar] [CrossRef]
- Testa, F.; Bianchi, A.; Stracca, S.; Sabella, R. Silicon Photonics for Telecom and Datacom Applications. In Silicon Photonics III: Systems and Applications; Pavesi, L., Lockwood, D.J., Eds.; Topics in Applied Physics; Springer: Berlin/Heidelberg, Germany, 2016; pp. 421–446. ISBN 978-3-642-10503-6. [Google Scholar]
- Rahim, A.; Ryckeboer, E.; Subramanian, A.Z.; Clemmen, S.; Kuyken, B.; Dhakal, A.; Raza, A.; Hermans, A.; Muneeb, M.; Dhoore, S.; et al. Expanding the Silicon Photonics Portfolio With Silicon Nitride Photonic Integrated Circuits. J. Light. Technol. 2017, 35, 639–649. [Google Scholar] [CrossRef]
- Subramanian, A.Z.; Ryckeboer, E.; Dhakal, A.; Peyskens, F.; Malik, A.; Kuyken, B.; Zhao, H.; Pathak, S.; Ruocco, A.; Groote, A.D.; et al. Silicon and Silicon Nitride Photonic Circuits for Spectroscopic Sensing On-a-Chip [Invited]. Photonics Res. 2015, 3, B47–B59. [Google Scholar] [CrossRef]
- Nesic, A.; Blaicher, M.; Hoose, T.; Hofmann, A.; Lauermann, M.; Kutuvantavida, Y.; Nöllenburg, M.; Randel, S.; Freude, W.; Koos, C. Photonic-Integrated Circuits with Non-Planar Topologies Realized by 3D-Printed Waveguide Overpasses. Opt. Express 2019, 27, 17402. [Google Scholar] [CrossRef] [Green Version]
- Smit, M.; Williams, K.; van der Tol, J. Past, Present, and Future of InP-Based Photonic Integration. APL Photonics 2019, 4, 050901. [Google Scholar] [CrossRef] [Green Version]
- Wörhoff, K.; Heideman, R.G.; Leinse, A.; Hoekman, M. TriPleX: A Versatile Dielectric Photonic Platform. Adv. Opt. Technol. 2015, 4, 189–207. [Google Scholar] [CrossRef]
- Blumenthal, D.J.; Heideman, R.; Geuzebroek, D.; Leinse, A.; Roeloffzen, C. Silicon Nitride in Silicon Photonics. Proc. IEEE 2018, 106, 2209–2231. [Google Scholar] [CrossRef] [Green Version]
- Wilmart, Q.; El Dirani, H.; Tyler, N.; Fowler, D.; Malhouitre, S.; Garcia, S.; Casale, M.; Kerdiles, S.; Hassan, K.; Monat, C.; et al. A Versatile Silicon-Silicon Nitride Photonics Platform for Enhanced Functionalities and Applications. Appl. Sci. 2019, 9, 255. [Google Scholar] [CrossRef] [Green Version]
- Muñoz, P.; Micó, G.; Bru, L.A.; Pastor, D.; Pérez, D.; Doménech, J.D.; Fernández, J.; Baños, R.; Gargallo, B.; Alemany, R.; et al. Silicon Nitride Photonic Integration Platforms for Visible, Near-Infrared and Mid-Infrared Applications. Sensors 2017, 17, 2088. [Google Scholar] [CrossRef]
- Muellner, P.; Maese-Novo, A.; Melnik, E.; Hainberger, R.; Koppitsch, G.; Kraft, J.; Meinhardt, G. CMOS-Compatible Low-Loss Silicon Nitride Waveguide Integration Platform for Interferometric Sensing. In Proceedings of the European Conference on Integrated Optics, Warsaw, Poland, 18–20 May 2016. [Google Scholar]
- Baets, R.; Subramanian, A.Z.; Clemmen, S.; Kuyken, B.; Bienstman, P.; Le Thomas, N.; Roelkens, G.; Van Thourhout, D.; Helin, P.; Severi, S. Silicon Photonics: Silicon Nitride versus Silicon-on-Insulator. In Proceedings of the Optical Fiber Communication Conference, Anaheim, CA, USA, 20–24 March 2016; p. Th3J.1. [Google Scholar]
- Subramanian, A.Z.; Neutens, P.; Dhakal, A.; Jansen, R.; Claes, T.; Rottenberg, X.; Peyskens, F.; Selvaraja, S.; Helin, P.; Bois, B.D.; et al. Low-Loss Singlemode PECVD Silicon Nitride Photonic Wire Waveguides for 532–900 Nm Wavelength Window Fabricated Within a CMOS Pilot Line. IEEE Photonics J. 2013, 5, 2202809. [Google Scholar] [CrossRef] [Green Version]
- Porcel, M.A.G.; Hinojosa, A.; Jans, H.; Stassen, A.; Goyvaerts, J.; Geuzebroek, D.; Geiselmann, M.; Dominguez, C.; Artundo, I. [INVITED] Silicon Nitride Photonic Integration for Visible Light Applications. Opt. Laser Technol. 2019, 112, 299–306. [Google Scholar] [CrossRef]
- Roeloffzen, C.G.H.; Hoekman, M.; Klein, E.J.; Wevers, L.S.; Timens, R.B.; Marchenko, D.; Geskus, D.; Dekker, R.; Alippi, A.; Grootjans, R.; et al. Low-Loss Si3N4 Triplex Optical Waveguides: Technology and Applications Overview. IEEE J. Sel. Top. Quantum Electron. 2018, 24. [Google Scholar] [CrossRef] [Green Version]
- Vlasov, Y.A.; McNab, S.J. Losses in Single-Mode Silicon-on-Insulator Strip Waveguides and Bends. Opt. Express 2004, 12, 1622. [Google Scholar] [CrossRef]
- Soref, R. The Past, Present, and Future of Silicon Photonics. IEEE J. Sel. Top. Quantum Electron. 2006, 12, 1678–1687. [Google Scholar] [CrossRef]
- Rahim, A.; Goyvaerts, J.; Szelag, B.; Fedeli, J.M.; Absil, P.; Aalto, T.; Harjanne, M.; Littlejohns, C.; Reed, G.; Winzer, G.; et al. Open-Access Silicon Photonics Platforms in Europe. IEEE J. Sel. Top. Quantum Electron. 2019, 25, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Photonics CAD Software for Integrated Optics and Fibre Optics by Photon Design—News. Available online: https://www.photond.com/news.htm(accessed on 4 January 2022).
- Sudbo, A.S. Improved Formulation of the Film Mode Matching Method for Mode Field Calculations in Dielectric Waveguides. Pure Appl. Opt. J. Eur. Opt. Soc. Part A 1994, 3, 381–388. [Google Scholar] [CrossRef]
- Westerveld, W.J.; Leinders, S.M.; van Dongen, K.W.A.; Urbach, H.P.; Yousefi, M. Extension of Marcatili’s Analytical Approach for Rectangular Silicon Optical Waveguides. J. Light. Technol. 2012, 30, 2388–2401. [Google Scholar] [CrossRef] [Green Version]
- Kazmierczak, A.; Vivien, L.; Gylfason, K.B.; Sanchez, B.; Griol, A.; Marris-Morini, D.; Cassan, E.; Dortu, F.; Sohlström, H.; Giannone, D.; et al. High Quality Optical Microring Resonators in Si3N4/SiO2. In Proceedings of the 14th European Conference on Integrated Optics and Technical Exhibition—ECIO ‘08 Eindhoven, Eindhoven, The Netherlands, 11–13 June 2008; pp. 313–316. [Google Scholar]
- Van Dam, C. InP-Based Polarisation Independent Wavelength Demultiplexers; Delft University of Technology: Delft, The Netherlands, 1997. [Google Scholar]
- Smit, M.K.; van Dam, C. PHASAR-Based WDM-Devices: Principles, Design and Applications. IEEE J. Sel. Top. Quantum Electron. 1996, 2, 236–250. [Google Scholar] [CrossRef] [Green Version]
- Kleijn, E.; Smit, M.K.; Leijtens, X.J.M. New Analytical Arrayed Waveguide Grating Model. J. Light. Technol. 2013, 31, 3309–3314. [Google Scholar] [CrossRef]
- Nikoufard, M. Integrated Wavelength Division Multiplexing Receivers; Eindhoven University of Technology: Eindhoven, The Netherlands, 2008. [Google Scholar]
- Kleijn, E. Passive Components in Indium Phosphide Generic Integration Technologies; Eindhoven University of Technology: Eindhoven, The Netherlands, 2014. [Google Scholar]
- Seyringer, D. Arrayed Waveguide Gratings; SPIE Press: Bellingham, WA, USA, 2016; ISBN 9781510603592. [Google Scholar]
- Homepage. Available online: https://nazca-design.org/ (accessed on 27 November 2019).
- Kern, W. The Evolution of Silicon Wafer Cleaning Technology. J. Electrochem. Soc. 1990, 137, 1887–1892. [Google Scholar] [CrossRef]
- Nanofabrication Techniques and Principles; Stepanova, M.; Dew, S. (Eds.) Springer: Wien, Austria, 2012; ISBN 9783709104231. [Google Scholar]
- Protective Coating AR-PC 5090.02 (Electra 92). Available online: https://www.allresist.com/portfolio-item/protective-coating-ar-pc-5090-02-electra-92/ (accessed on 10 December 2021).
- E-Beam Resist AR-P 672 Series. Available online: https://www.allresist.com/portfolio-item/e-beam-resist-ar-p-672-series/ (accessed on 10 December 2021).
- Romero-García, S.; Merget, F.; Zhong, F.; Finkelstein, H.; Witzens, J. Silicon Nitride CMOS-Compatible Platform for Integrated Photonics Applications at Visible Wavelengths. Opt. Express 2013, 21, 14036–14046. [Google Scholar] [CrossRef]
- Lin, H.; Luo, Z.; Gu, T.; Kimerling, L.C.; Wada, K.; Agarwal, A.; Hu, J. Mid-Infrared Integrated Photonics on Silicon: A Perspective. Nanophotonics 2018, 7, 393–420. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | Modal Index | Group Index | β [1/µm] | Confinement Factor | Effective Mode Area [µm2] |
|---|---|---|---|---|---|
| TE0 | 1.8892 | 2.1748 | 17.9855 | 0.9791 | 0.2542 |
| TM0 | 1.8471 | 2.2122 | 17.5841 | 0.9320 | 0.3151 |
| TE1 | 1.8153 | 2.2424 | 17.2817 | 0.9868 | 0.2930 |
| TM1 | 1.7809 | 2.2670 | 16.9546 | 0.9393 | 0.3260 |
| TE2 | 1.6913 | 2.3401 | 16.1014 | 0.9790 | 0.3703 |
| TM2 | 1.6686 | 2.3586 | 15.8852 | 0.9471 | 0.3499 |
| TE3 | 1.5390 | 2.1441 | 14.6511 | 0.7047 | 0.4778 |
| TE4 | 1.5319 | 2.2738 | 14.5841 | 0.7886 | 0.5581 |
| TM3 | 1.5084 | 2.4610 | 14.3598 | 0.9112 | 0.4159 |
| TM4 | 1.4847 | 1.9050 | 14.1341 | 0.3697 | 0.7418 |
| TE5 | 1.4648 | 2.0482 | 13.9448 | 0.5346 | 0.8071 |
| AWG N × M | λc [nm] | NWGs | RwlR | Order | WgSpac FPR [µm] | Plength [µm] | Olength [µm] | Wc | Overlap | FSR [nm] |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 × 4 | 380 | 26 | 48 | 50 | 1.3 | 391.44 | 1119.00 | 0.011 | 0.987 | 6.55 |
| 470 | 30 | 46 | 50 | 1.4 | 495.21 | 1420.02 | 0.008 | 0.996 | 8.23 | |
| 550 | 33 | 46 | 50 | 1.5 | 596.24 | 797.92 | 0.380 | 0.995 | 9.66 | |
| 590 | 34 | 45 | 52 | 1.4 | 679.76 | 555.99 | 0.055 | 0.997 | 9.80 | |
| 610 | 34 | 45 | 54 | 1.3 | 728.85 | 1281.37 | 0.053 | 0.997 | 9.86 | |
| 660 | 36 | 50 | 52 | 1.5 | 786.56 | 2462.64 | 0.063 | 0.996 | 11.01 | |
| 1 × 8 | 380 | 26 | 48 | 50 | 1.3 | 491.63 | 1131.70 | 0.038 | 0.987 | 6.32 |
| 470 | 30 | 46 | 50 | 1.4 | 490.22 | 1232.69 | 0.012 | 0.994 | 8.03 | |
| 550 | 33 | 46 | 50 | 1.5 | 595.43 | 1208.68 | 0.049 | 0.998 | 9.36 | |
| 590 | 34 | 45 | 52 | 1.4 | 679.77 | 1176.35 | 0.421 | 0.996 | 9.80 | |
| 610 | 34 | 45 | 54 | 1.3 | 727.00 | 786.00 | 0.089 | 0.998 | 9.80 | |
| 660 | 36 | 45 | 52 | 1.5 | 786.55 | 1349.48 | 0.061 | 0.998 | 10.71 |
| Chip | Bend Radius [µm] | Loss | Number of Measurements | Standard Deviation |
|---|---|---|---|---|
| 1st | 100 | 3.65 dB/cm | 14 | 1.91 dB/cm |
| 1st | 400 | 1.71 dB/cm | 14 | 0.50 dB/cm |
| 2nd | 100 | 3.30 dB/cm | 14 | 2.43 dB/cm |
| 3rd | 100 | 0.21 dB | 5 | 0.01 dB |
| Delay Line | Av. 32 90° Bends Output Power [dBm] | Av. 18 90° Bends Output Power [dBm] | 14 90° Bends Difference [dB] | 1 90° Bend Loss [dB] |
|---|---|---|---|---|
| 1 | 4.31 | 7.16 | 2.85 | 0.2036 |
| 2 | 4.19 | 7.13 | 2.94 | 0.2100 |
| 3 | 4.28 | 7.07 | 2.79 | 0.1993 |
| 4 | 4.47 | 7.35 | 2.88 | 0.2057 |
| 5 | 4.28 | 7.32 | 3.04 | 0.2171 |
| Average | 0.2071 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lelit, M.; Słowikowski, M.; Filipiak, M.; Juchniewicz, M.; Stonio, B.; Michalak, B.; Pavłov, K.; Myśliwiec, M.; Wiśniewski, P.; Kaźmierczak, A.; et al. Passive Photonic Integrated Circuits Elements Fabricated on a Silicon Nitride Platform. Materials 2022, 15, 1398. https://doi.org/10.3390/ma15041398
Lelit M, Słowikowski M, Filipiak M, Juchniewicz M, Stonio B, Michalak B, Pavłov K, Myśliwiec M, Wiśniewski P, Kaźmierczak A, et al. Passive Photonic Integrated Circuits Elements Fabricated on a Silicon Nitride Platform. Materials. 2022; 15(4):1398. https://doi.org/10.3390/ma15041398
Chicago/Turabian StyleLelit, Marcin, Mateusz Słowikowski, Maciej Filipiak, Marcin Juchniewicz, Bartłomiej Stonio, Bartosz Michalak, Krystian Pavłov, Marcin Myśliwiec, Piotr Wiśniewski, Andrzej Kaźmierczak, and et al. 2022. "Passive Photonic Integrated Circuits Elements Fabricated on a Silicon Nitride Platform" Materials 15, no. 4: 1398. https://doi.org/10.3390/ma15041398