
A Review: Inductively Coupled Plasma Reactive Ion Etching of Silicon Carbide

 ,
,
Abstract
:1. Introduction
2. The ICP-RIE Method
2.1. Principles of the ICP-RIE Method
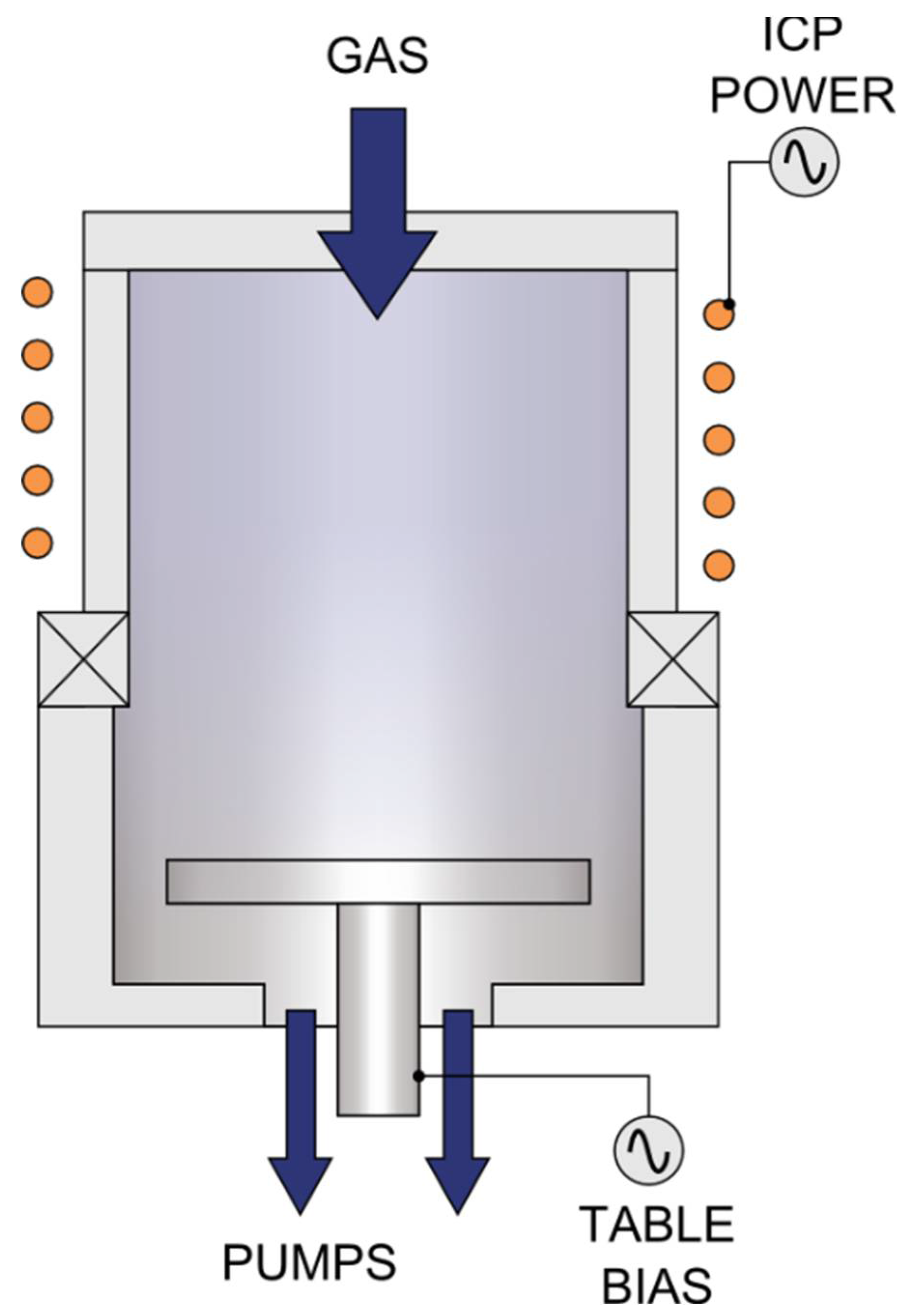
2.2. Description of the ICP-RIE Reactor

3. Etching of SiC with Different Plasmas
3.1. The Influence of Etching Parameters on SiC Surface Morphology, Etching Rate and Angle Profile
4. Undesired Phenomena of the ICP-RIE Process
4.1. Trenching and Microtrenching Phenomena
4.2. Micromasking and Mask Opening Width Effects
5. Experimental Verification of Some Conclusions on ICP-RIE Etching of SiC and Some New Results
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Tanaka, S.; Rajanna, K.; Abe, T.; Esashi, M. Deep reactive ion etching of silicon carbide. J. Vac. Sci. Technol. B 2001, 19, 2173–2176. [Google Scholar] [CrossRef] [Green Version]
- Portal ElektronikaB2B.pl Web. Available online: https://elektronikab2b.pl/biznes/53088-do-2025-roku-udzial-podzespolow-sic-w-pojazdach-ev-osiagnie-25 (accessed on 7 January 2021). (In Polish).
- Portal ElektronikaB2B.pl Web. Available online: https://elektronikab2b.pl/biznes/53101-rynek-polprzewodnikow-sic-zwieksza-dynamike (accessed on 12 January 2021). (In Polish).
- He, B.; Yang, Y.; Yuen, M.F.; Chen, X.F.; Lee, C.S.; Zhang, W.J. Vertical nanostructure arrays by plasma etching for applications in biology, energy, and electronics. Nano Today 2013, 8, 265–289. [Google Scholar] [CrossRef]
- Tseng, Y.-H.; Tsui, B.-Y. Trenched 4H-SiC with tapered sidewall formed by Cl2/O2 reactive ion etching. J. Vac. Sci. Technol. A 2016, 34, 061305. [Google Scholar] [CrossRef]
- Wang, J.J.; Lambers, E.S.; Pearton, S.J.; Ostling, M.; Zetterling, C.-M.; Grow, J.M.; Ren, F.; Shul, R.J. ICP Etching of SiC. Solid State Electron. 1998, 42, 2283–2288. [Google Scholar] [CrossRef]
- Liu, R.; Wu, H.; Zhang, H.; Li, C.; Tian, L.; Li, L.; Li, J.; Wu, J.; Pan, Y. A dry etching method for 4H-SiC via using photoresist mask. J. Cryst. Growth 2020, 531, 125351. [Google Scholar] [CrossRef]
- Guy, O.J.; Lodzinski, M.; Teng, K.S.; Maffeis, T.G.G.; Tan, M.; Blackwood, I.; Dunstan, P.R.; Al-Hartomy, O.; Wilks, S.P.; Wilby, T.; et al. Investigation of the 4H-SiC Surface. Appl. Surf. Sci. 2008, 254, 8098–8105. [Google Scholar] [CrossRef]
- Tsui, B.-Y.; Cheng, J.-C.; Yen, C.-T.; Lee, C.-Y. Strong Fermi-level pinning induced by argon inductively coupled plasma treatment and post-metal deposition annealing on 4H-SiC. Solid State Electron. 2017, 133, 83–87. [Google Scholar] [CrossRef]
- Judy, J.W. Microelectromechanical systems (MEMS): Fabrication, design and applications. Smart Mater. Struct. 2001, 10, 1115–1134. [Google Scholar] [CrossRef] [Green Version]
- Franz, G. Surface roughening of SiC and Ga-containing semiconductors in reactive plasmas. Mater. Sci. Semicond. Process. 1999, 2, 349–357. [Google Scholar] [CrossRef]
- Joo, S.-J.; Kang, M.-S.; Bahng, W.; Koo, S.-M. Black SiC formation induced by Si overlayer deposition and subsequent plasma etching. Thin Solid Films 2011, 519, 3728–3731. [Google Scholar] [CrossRef]
- Kang, Q.; Wang, C.; Niu, F.; Zhou, S.; Xu, J.; Tian, Y. Single-crystalline SiC integrated onto Si-based substrates via plasma-activated direct bonding. Ceram. Int. 2020, 46, 22718–22726. [Google Scholar] [CrossRef]
- Lee, S.-K.; Zetterling, C.-M.; Östling, M.; Palmquist, J.-P.; Högberg, H.; Jansson, U. Low resistivity ohmic titanium carbide contacts to n- and p-type 4H-silicon carbide. Solid State Electron. 2000, 44, 1179–1186. [Google Scholar] [CrossRef]
- Downey, B.P.; Flemish, J.R.; Liu, B.Z.; Clark, T.E.; Mohney, S.E. Current-Induced Degradation of Nickel Ohmic Contacts to SiC. J. Electron. Mater. 2009, 38, 563–568. [Google Scholar] [CrossRef]
- Koo, S.-M.; Lee, S.-K.; Zetterling, C.-M.; Östling, M. Electrical characteristics of metal-oxide-semiconductor capacitors on plasma etch-damaged silicon carbide. Solid State Electron. 2002, 46, 1375–1380. [Google Scholar] [CrossRef]
- Li, J.; Cheng, X.; Wang, Q.; Zheng, L.; Shen, L.; Li, X.; Zhang, D.; Zhu, H.; Shend, D.; Yu, Y. Morphology improvement of SiC trench by inductively coupled plasma etching using Ni/Al2O3 bilayer mask. Mater. Sci. Semicond. Process. 2017, 67, 104–109. [Google Scholar] [CrossRef]
- Rossmann, H.R.; Bubendorf, A.; Zanella, F.; Marjanović, N.; Schnieper, M.; Meyer, E.; Jung, T.A.; Gobrecht, J.; Minamisawa, R.A.; Bartolf, H. Device Simulations on Novel High Channel Mobility 4H-SiC Trench MOSFETs and Their Fabrication Processes. Microelectron. Eng. 2015, 145, 166–169. [Google Scholar] [CrossRef]
- Kathalingam, A.; Kim, M.-R.; Chae, Y.-S.; Sudhakar, S.; Mahalingam, T.; Rhee, J.-K. Self assembled micro masking effect in the fabrication of SiC nanopillars by ICP-RIE dry etching. Appl. Surf. Sci. 2011, 257, 3850–3855. [Google Scholar] [CrossRef]
- Choi, J.H.; Latu-Romain, L.; Bano, E.; Dhalluin, F.; Chevolleau, T.; Baron, T. Fabrication of SiC nanopillars by inductively coupled SF6/O2 plasma etching. J. Phys. D Appl. Phys. 2012, 45, 235204. [Google Scholar] [CrossRef]
- Kuah, S.H.; Wood, P.C. Inductively coupled plasma etching of poly-SiC in SF6 chemistries. J. Vac. Sci. Technol. A 2005, 23, 947–952. [Google Scholar] [CrossRef]
- Ekinci, H.; Kuryatkov, V.V.; Mauch, D.L.; Dickens, J.C.; Nikishin, S.A. Effect of BCl3 in chlorine-based plasma on etching 4H-SiC for photoconductive semiconductor switch applications. J. Vac. Sci. Technol. B 2014, 32, 051205. [Google Scholar] [CrossRef]
- Sung, H.-K.; Qiang, T.; Yao, Z.; Li, Y.; Wu, Q.; Lee, H.-K.; Park, B.-D.; Lim, W.-S.; Park, K.-H.; Wang, C. Vertical and bevel-structured SiC etching techniques incorporating different gas mixture plasmas for various microelectronic applications. Sci. Rep. 2017, 7, 3915. [Google Scholar] [CrossRef] [PubMed]
- Zhong, X.-Q.; Wang, J.; Wang, B.-Z.; Wang, H.-Y.; Guo, Q.; Sheng, K. Investigations on mesa width design for 4H–SiC trench super junction Schottky diodes. Chin. Phys. B 2018, 27, 087102. [Google Scholar] [CrossRef]
- Dowling, K.M.; Ransom, E.H.; Senesky, D.G. Profile evolution of high aspect ratio silicon carbide trenches by inductive coupled plasma etching. J. Microelectromech. 2017, 26, 135–142. [Google Scholar] [CrossRef]
- Huff, M. Recent advances in reactive ion etching and applications of high-aspect-ratio microfabrication. Micromachines 2021, 12, 991. [Google Scholar] [CrossRef] [PubMed]
- Lazar, M.; Vang, H.; Brosselard, P.; Raynaud, C.; Cremillieu, P.; Leclercq, J.-L.; Descamps, A.; Scharnholz, S.; Planson, D. Deep SiC etching with RIE. Superlattices Microstruct. 2006, 40, 388–392. [Google Scholar] [CrossRef]
- Kim, D.W.; Lee, H.Y.; Park, B.J.; Kim, H.S.; Sung, Y.J.; Chae, S.H.; Ko, Y.W.; Yeom, G.Y. High rate etching of 6H-SiC in SF6-based magnetically-enhanced inductively coupled plasmas. Thin Solid Films 2004, 447–448, 100–104. [Google Scholar] [CrossRef]
- Il’inskaya, N.D.; Lebedeva, N.M.; Zadiranov, Y.M.; Ivanov, P.A.; Samsonova, T.P.; Kon’kov, O.I.; Potapov, A.S. Micro-profiling of 4H-SiC by Dry Etching to Form a Schottky Barrier Diode. Semiconductors 2020, 54, 144–149. [Google Scholar] [CrossRef]
- Ahn, S.C.; Han, S.Y.; Lee, J.L.; Moon, J.H.; Lee, B.T. A Study on the Reactive Ion Etching of SiC Single Crystals Using Inductively Coupled Plasma of SF6-Based Gas Mixtures. Met. Mater. Int. 2004, 10, 103–106. [Google Scholar] [CrossRef]
- Srivastav, V.; Pal, R.; Vyas, H.P. Overview of etching technologies used for HgCdTe. Opto-Electron. Rev. 2005, 13, 197–211. [Google Scholar]
- Kim, B.; Kim, K.; Lee, B.T. Radio frequency bias power effect on surface roughness of silicon carbide plasma etching. Appl. Surf. Sci. 2003, 217, 261–267. [Google Scholar] [CrossRef]
- Cao, L.; Li, B.; Zhao, J.H. Etching of SiC Using Inductively Coupled Plasma. J. Electrochem. Soc. 1998, 145, 3609. [Google Scholar] [CrossRef]
- Kim, M.T. Kinetics of etching in inductively coupled plasmas. Appl. Surf. Sci. 2004, 228, 245–256. [Google Scholar] [CrossRef]
- Pan, W.-S.; Steckl, A.J. Reactive Ion Etching of SiC Thin Films by Mixtures of Fluorinated Gases and Oxygen. J. Electrochem. Soc. 1990, 137, 212–220. [Google Scholar] [CrossRef]
- Oxford Instruments Web. Available online: https://plasma.oxinst.com/campaigns/technology/icp-etching (accessed on 10 March 2021).
- Camara, N.; Zekentes, K. Study of the reactive ion etching of 6H–SiC and 4H–SiC in SF6/Ar plasmas by optical emission spectroscopy and laser interferometry. Solid State Electron. 2002, 46, 1959–1963. [Google Scholar] [CrossRef]
- Khan, F.A.; Roof, B.; Zhou, L.; Adesida, I. Etching of silicon carbide for device fabrication and through via-hole formation. J. Electron. Mater. 2001, 30, 212–219. [Google Scholar] [CrossRef]
- Ding, R.X.; Yang, Y.T.; Han, R. Microtrenching effect of SiC ICP etching in SF6/O2 plasma. J. Semicond. 2009, 30, 016001. [Google Scholar] [CrossRef]
- Luna, L.E.; Tadjer, M.J.; Anderson, T.J.; Imhoff, E.A.; Hobart, K.D.; Kub, F.J. Deep reactive ion etching of 4H-SiC via cyclic SF6/O2 segments. J. Micromech. Microeng. 2017, 27, 095004. [Google Scholar] [CrossRef]
- Sugiura, J.; Lu, W.-J.; Cadien, K.C.; Steckl, A.J. Reactive ion etching on SiC thin films using fluorinated gases. J. Vac. Sci. Technol. B 1986, 4, 349–354. [Google Scholar] [CrossRef] [Green Version]
- Jiang, L.; Cheung, R.; Brown, R.; Mount, A. Inductively coupled plasma etching of SiC in SF6/O2 and etch-induced surface chemical bonding modifications. J. Appl. Phys. 2003, 93, 1376–1383. [Google Scholar] [CrossRef]
- Jiang, L.; Plank, N.O.V.; Cheung, R.; Brown, R.; Mount, A. Surface characterization of inductively coupled plasma etched SiC in SF6/O2. Microelectron. Eng. 2003, 67–68, 369–375. [Google Scholar] [CrossRef]
- Jiang, L.; Cheung, R. Impact of Ar addition to inductively coupled plasma etching of SiC in SF6/O2. Microelectron. Eng. 2004, 73–74, 306–311. [Google Scholar] [CrossRef]
- Osipov, A.A.; Iankevich, G.A.; Speshilova, A.B.; Osipov, A.A.; Endiiarova, E.V.; Berezenko, V.I.; Tyurikova, I.A.; Tyurikov, K.S.; Alexandrov, S.E. High-temperature etching of SiC in SF6/O2 inductively coupled plasma. Sci. Rep. 2020, 10, 19977. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Tang, F.; Guo, Z.; Wang, X. Accelerated ICP etching of 6H-SiC by femtosecond laser modification. Appl. Surf. Sci. 2019, 488, 853–864. [Google Scholar] [CrossRef]
- Osipov, A.A.; Speshilova, A.B.; Endiiarova, E.V.; Osipov, A.A.; Alexandrov, S.E. Dry etching of silicon carbide in ICP with high anisotropy and etch rate. IOP Conf. Ser. Mat. Sci. Eng. 2020, 862, 022039. [Google Scholar] [CrossRef]
- Osipov, A.A.; Alexandrov, S.E.; Solov’ev, Y.V.; Uvarov, A.A.; Osipov, A.A. Etching of SiC in low power inductively-coupled plasma. Russ. Microelectron. 2018, 47, 427–433. [Google Scholar] [CrossRef]
- Xia, J.H.; Choy, S.F.; Gopalakrishan, R.; Tin, C.C.; Yoon, S.F.; Ahn, J. CHF3-O2 reactive ion etching of 4H-SiC and the role of oxygen. Microelectron. Eng. 2006, 83, 381–386. [Google Scholar] [CrossRef]
- Kim, B.; Lee, K.K.; Lee, B.T. Surface roughness of silicon carbide etching in a NF3 inductively coupled plasma. Vacuum 2005, 80, 343–349. [Google Scholar] [CrossRef]
- Szczęsny, A.; Śniecikowski, P.; Szmidt, J.; Werbowy, A. Reactive ion etching of novel materials—GaN and SiC. Vacuum 2003, 70, 249–254. [Google Scholar] [CrossRef]
- Kong, S.-M.; Choi, H.-J.; Lee, B.-T.; Han, S.-Y.; Lee, J.L. Reactive Ion Etching of SiC Using C2F6/O2 Inductively Coupled Plasma. J. Electron. Mater. 2002, 31, 209–213. [Google Scholar] [CrossRef]
- Kim, B.; Kim, S.; Ann, S.-C.; Lee, B.-T. Proximity-controlled silicon carbide etching in inductively coupled plasma. Thin Solid Films 2003, 434, 276–282. [Google Scholar] [CrossRef]
- Choi, H.-J.; Lee, B.-T. Inductively Coupled Plasma Reactive Ion Etching of SiC Single Crystals Using NF3-Based Gas Mixtures. J. Electron. Mater. 2003, 32, 1–4. [Google Scholar] [CrossRef]
- Kim, B.; Lee, S.Y.; Lee, B.-T. Etching profile of silicon carbide in a NF3/CH4 inductively coupled plasma. Microelectron. Eng. 2004, 71, 329–334. [Google Scholar] [CrossRef]
- Wang, J.J.; Lambers, E.S.; Pearton, S.J.; Ostling, M.; Zetterling, C.-M.; Grow, J.M.; Ren, F. High rate etching of SiC and SiCN in NF3 inductively coupled plasmas. Solid State Electron. 1998, 42, 743–747. [Google Scholar] [CrossRef]
- Ekinci, H.; Kuryatkov, V.V.; Mauch, D.L.; Dickens, J.C.; Nikishin, S.A. Plasma Etching of n-Type 4H-SiC for Photoconductive Semiconductor Switch Applications. J. Electron. Mater. 2015, 44, 1300–1305. [Google Scholar] [CrossRef]
- Scharnholz, S.; Stein von Kamienski, E.; Golz, A.; Leonhard, C.; Kutz, H. Dependence of Channel Mobility on the Surface Step Orientation in Planar 6H-SiC MOSFETs. Mater. Sci. Forum 1998, 264–268, 1001–1004. [Google Scholar] [CrossRef]
- Wolborski, M.; Bakowski, M.; Schöner, A. Analysis of bulk and surface components of leakage current in 4H-SiC PiN MESA diodes. Microelectron. Eng. 2006, 83, 75–78. [Google Scholar] [CrossRef]
- Jansen, H.; Gardeniers, H.; de Boer, M.; Elwenspoek, M.; Fluitman, J. A survey on the reactive ion etching of silicon in microtechnology. J. Micromech. Microeng. 1996, 6, 14–28. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plasma | Slant Angle Ref. | Etching Rate Ref. | Surface Morphology Ref. | All References |
|---|---|---|---|---|
| SF6 | [23,30] | [21,28,37,38] | [8,18,21,28,30,38] | [8,18,21,23,28,30,37,38] |
| SF6 + O2 | [7,17,23,26,29,30,35,39,40] | [1,7,23,25,26,27,30,35,38,39,41,42,43,44,45,46,47] | [1,4,12,17,20,23,27,29,30,38,39,42,43,44,45,46] | [1,4,7,12,17,20,23,25,26,27,29,30,35,38,39,40,41,42,43,44,45,46,47] |
| SF6 + Cl2 | - | [38] | [38] | [38] |
| SF6 + O2 + Ar | - | [44,48] | [44,48] | [44,48] |
| SF6 + Ar | - | [37,38] | [37] | [37,38] |
| SF6 + He | - | [21,41] | [21] | [21], Ref. in [35,41] |
| SF6 + CH4 | [30] | [30] | - | [30] |
| SF6 + CH4 + He | - | [21] | [21] | [21] |
| CHF3 | - | [49] | [49] | [49], Ref. in [50] |
| CHF3 + O2 | [35] | [35,36] | [49] | [35,36,49] |
| N2 | - | - | [13] | [13] |
| O2 | - | - | [13] | [13] |
| Ar | - | [41] | [44,51] | Ref. in [35,41,44,51] |
| C2F6 | [52] | [52,53] | [32,52] | Ref. in [30,32,52,53] |
| C2F6 + O2 | [52,53] | [52,53] | [32,52,53] | [32,52,53] |
| NF3 | [54,55] | [54] | [54,55] | Ref. in [30], Ref. in [35,54,55] |
| NF3 + O2 | - | [56] | [54,56] | [54,56] |
| NF3 + Ar | - | [56] | [56] | [56] |
| NF3 + CH4 | [54,55] | [50,54] | [50,54,55] | [50,54,55] |
| CBrF3 + O2 | [35] | [35] | - | [35] |
| CF4 | - | [21,41] | [21] | [21], Ref. in [30], Ref. in [35,41] |
| CF4 + O2 | [33] | [33,41,51] | [33] | [33], Ref. in [35,41,51] |
| CF4 + He | - | [21] | - | [21] |
| CF4 + Ar | - | [51] | - | [51] |
| CF4 + Cl2 + O2 | - | - | [11] | [11] |
| BCl3 | [23] | [22] | [22] | [22,23] |
| BCl3 + N2 | [23] | [23] | - | [23] |
| BCl3 + Cl2 | [23] | [23,57] | [57] | [23,57] |
| BCl3 + Ar + Cl2 | - | [22,57] | [22,57] | [22,57] |
| Cl2 | [23] | - | [23] | [23] |
| Cl2 + Ar | - | [38] | [4,19,38] | [4,19,38] |
| Cl2 + O2 | [5] | [5] | [5,23] | [5,23] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Racka-Szmidt, K.; Stonio, B.; Żelazko, J.; Filipiak, M.; Sochacki, M. A Review: Inductively Coupled Plasma Reactive Ion Etching of Silicon Carbide. Materials 2022, 15, 123. https://doi.org/10.3390/ma15010123
Racka-Szmidt K, Stonio B, Żelazko J, Filipiak M, Sochacki M. A Review: Inductively Coupled Plasma Reactive Ion Etching of Silicon Carbide. Materials. 2022; 15(1):123. https://doi.org/10.3390/ma15010123
Chicago/Turabian StyleRacka-Szmidt, Katarzyna, Bartłomiej Stonio, Jarosław Żelazko, Maciej Filipiak, and Mariusz Sochacki. 2022. "A Review: Inductively Coupled Plasma Reactive Ion Etching of Silicon Carbide" Materials 15, no. 1: 123. https://doi.org/10.3390/ma15010123