
Influence of Preheating Temperature on Structural and Mechanical Properties of a Laser-Welded MMC Cobalt Based Coating Reinforced by TiC and PCD Particles



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
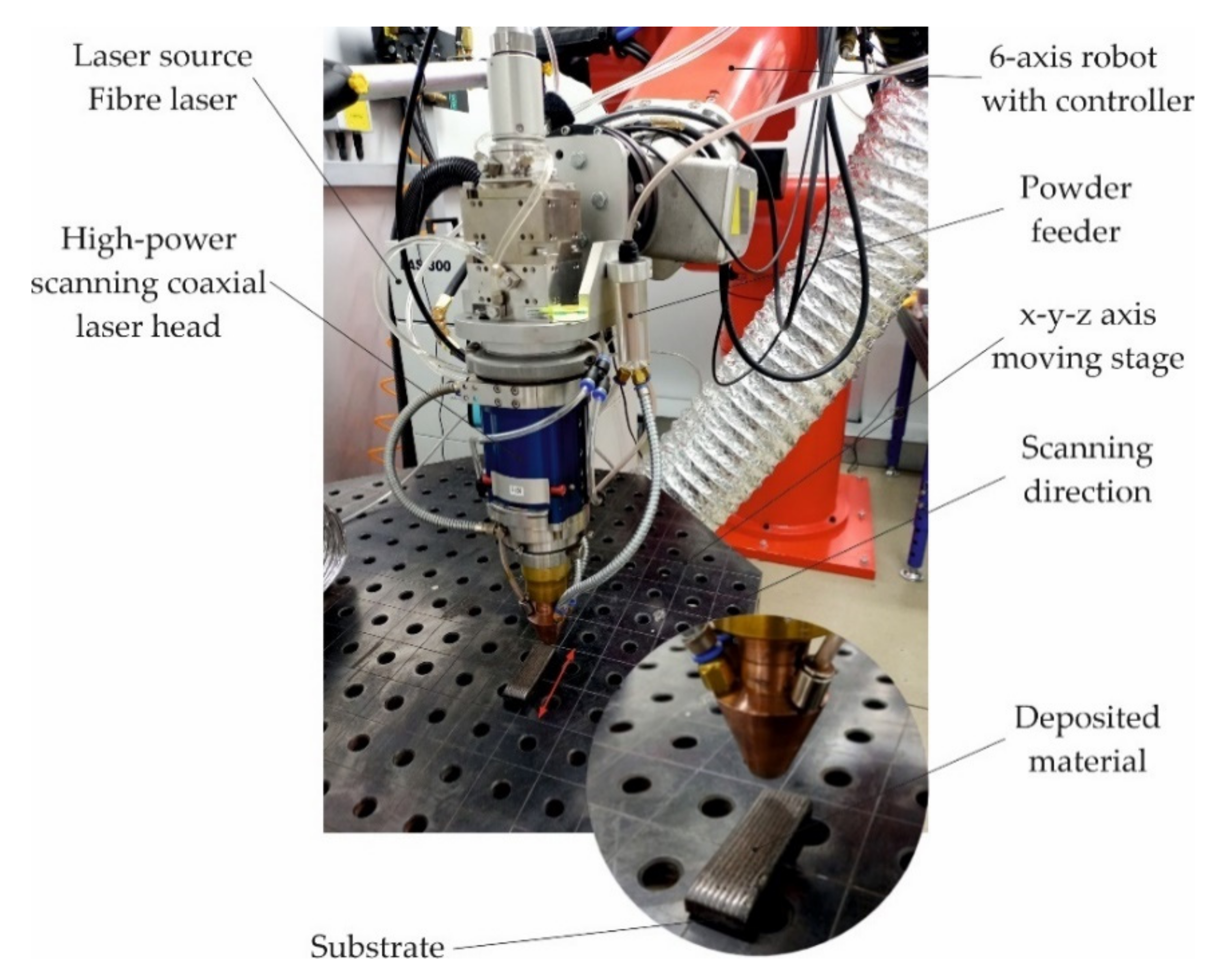
2.2. Laser Processing
2.3. Methodology of Research
2.3.1. NDT Tests
2.3.2. Metallographic Examination and X-ray Diffraction Analysis
2.3.3. Density Measurement and Examination of the Porosity of the Coating
2.3.4. Hardness Measurements
2.3.5. Abrasive Wear Test
3. Results and Discussion
3.1. Non-Destructive Testing Results
3.2. Metallographic Test Results and Results of the XRD Analysis
3.3. Hardness Measurements’ Test Results
3.4. The Results of Density Measurement and Testing the Coating Porosity
3.5. Abrasive Wear Test Results
4. Conclusions
5. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bhattacharya, S.; Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Microstructural evolution of AISI 4340 steel during Direct Metal Deposition process. Mater. Sci. Eng. A 2011, 528, 2309–2318. [Google Scholar] [CrossRef]
- Lisiecki, A. Study of Optical Properties of Surface Layers Produced by Laser Surface Melting and Laser Surface Nitriding of Titanium Alloy. Materials 2019, 12, 3112. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, S.; Liu, W.; Zhong, M.; Wang, Z. TiC reinforced composite coating produced by powder feeding laser cladding. Mater. Lett. 2004, 58, 24, 2958–2962. [Google Scholar] [CrossRef]
- Zhang, P.; Pang, Y.; Yu, M. Effects of WC Particle Types on the Microstructures and Properties of WC-Reinforced Ni60 Composite Coatings Produced by Laser Cladding. Metals 2019, 9, 583. [Google Scholar] [CrossRef] [Green Version]
- Popov, V.V.; Pismenny, A.; Larianovsky, N.; Lapteva, A.; Safranchik, D. Corrosion Resistance of Al–CNT Metal Matrix Composites. Materials 2021, 14, 3530. [Google Scholar] [CrossRef] [PubMed]
- Senthil Kumar, K.; Karthikeyan, S.; Gokul Rahesh, R. Experimental investigation of wear characteristics of aluminium metal matrix composites, Mater. Today Proc. 2020, 33, 139–3142. [Google Scholar] [CrossRef]
- Czupryński, A. Comparison of Properties of Hardfaced Layers Made by a Metal-Core-Covered Tubular Electrode with a Special Chemical Composition. Materials 2020, 13, 5445. [Google Scholar] [CrossRef]
- Yang, J.; Liu, F.; Miao, X.; Yang, F. Influence of laser cladding process on the magnetic properties of WC–FeNiCr metal–matrix composite coatings. J. Mater. Process. Technol. 2012, 212, 1862–1868. [Google Scholar] [CrossRef]
- Li, Q.; Song, G.M.; Zhang, Y.Z.; Lei, T.C.; Chen, W.Z. Microstructure and dry sliding wear behavior of laser clad Ni-based alloy coating with the addition of SiC. Wear 2003, 254, 222–229. [Google Scholar] [CrossRef]
- Niu, X.; Chao, M.J.; Zhou, X.W.; Wang, D.S.; Yuan, B. Research on in-situ synthesis of B4C particulate reinforced Ni-based composite coatings by laser cladding. Chin. J. Lasers 2005, 32, 1583–1588. [Google Scholar]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Hard Meter. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Kotarska, A.; Poloczek, T.; Janicki, D. Characterization of the Structure, Mechanical Properties and Erosive Resistance of the Laser Cladded Inconel 625-Based Coatings Reinforced by TiC Particles. Materials 2021, 14, 2225. [Google Scholar] [CrossRef] [PubMed]
- Shasha, L.; Yuhang, W.; Weiping, Z. Microstructure and Wear Resistance of Laser Clad Cobalt-based Composite Coating on TA15 Surface, Rare Met. Mater. Eng. 2014, 43, 1041–1046. [Google Scholar] [CrossRef]
- Kusmoko, A.; Dunne, D.; Li, H.; Nolan, D. Laser cladding of stainless steel substrates with Stellite 6. Mater. Sci. Forum. 2013, 773–774, 573–589. [Google Scholar] [CrossRef]
- Díaz, E.; Amado, J.M.; Montero, J.; Tobar, M.J.; Yáñez, A. Comparative study of Co-based alloys in repairing low Cr-Mo steel components by laser cladding. Phys. Procedia. 2012, 39, 368–375. [Google Scholar] [CrossRef] [Green Version]
- Kusmoko, A.; Dunne, D.; Li, H.J. Wear behaviour of Stellite 6 coatings produced on an austenitic stainless steel substrate by laser cladding using two different heat inputs. Appl. Mech. Mater. 2014, 619, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef] [Green Version]
- Lisiecki, A. Tribology and surface engineering. Coatings 2019, 9, 663. [Google Scholar] [CrossRef] [Green Version]
- Mele, C.; Bozzini, B. Localised corrosion processes of austenitic stainless steel bipolar plates for polymer electrolyte membrane fuel cells. J. Power Sources 2010, 195, 3590–3596. [Google Scholar] [CrossRef]
- Tomków, J.; Czupryński, A.; Fydrych, D. The abrasive wear resistance of coatings manufactured on high-strength low-alloy (HSLA) offshore steel in wet welding conditions. Coatings 2020, 10, 219. [Google Scholar] [CrossRef] [Green Version]
- Tong, W.; Zhang, X.; Li, W.; Liu, Y.; Li, Y.; Guo, X. Effect of Laser Process Parameters on the Microstructure and Properties of TiC Reinforced Co-Based Alloy Laser Cladding Layer. Acta Metall. Sin. 2020, 56, 1265–1274. [Google Scholar] [CrossRef]
- Zhang, W. Research on Microstructure and Property of TiC-Co Composite Material Made by Laser Cladding. Phys. Procedia 2012, 25, 205–208. [Google Scholar] [CrossRef] [Green Version]
- Tong, W.; Zhao, Z.; Zhang, X.; Wang, J.; Guo, X.; Duan, X.; Liu, Y. Microstructure and properties of TiC/Co-based alloy by laser cladding on the surface of nodular graphite cast iron. Acta Metall. Sin. 2017, 53, 472–478. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and wear resistance of Stellite-6/WC MMC coatings produced by laser cladding using Yb:YAG disk laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Zanzarin, S.; Bengtsson, S.; Molinari, A. Study of carbide dissolution into the matrix during laser cladding of carbon steel plate with tungsten carbides-stellite powders. J. Laser Appl. 2015, 27, S29209. [Google Scholar] [CrossRef] [Green Version]
- Paul, C.P.; Alemohammad, E.; Toyserkani, E.; Khajepour, A.; Corbin, S. Cladding of WC-12 Co on low carbon steel using a pulsed Nd:YAG laser. Mater. Sci. Eng. A 2007, 464, 170–176. [Google Scholar] [CrossRef]
- Janicki, D. High power direct diode laser cladding of Stellite 6+WC coatings. In Proceedings of the IX International Congress-Machines, Technologies, Materials, Varna, Bulgaria, 8–11 September 2012; pp. 27–30. [Google Scholar]
- Czupryński, A. Microstructure and Abrasive Wear Resistance of Metal Matrix Composite Coatings Deposited on Steel Grade AISI 4715 by Powder Plasma Transferred Arc Welding Part 1.Mechanical and Structural Properties of a Cobalt-Based Alloy Surface Layer Reinforced with Particles of Titanium Carbide and Synthetic Metal–Diamond Composite. Materials 2021, 14, 2382. [Google Scholar] [CrossRef]
- EN 14700; Welding Consumables. Welding Consumables for Hardfacing. CEN: Brussels, Belgium, 2014.
- ISO 17637; Non-Destructive Testing of Welds—Visual Testing of Fusion-Welded Joints. ISO: Geneva, Switzerland, 2016.
- ISO 3452; Non-Destructive Testing—Penetrant Testing—Part 2: Testing of Penetrant Materials. ISO: Geneva, Switzerland, 2013.
- ASTM D792; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ISO 6508; Metallic Materials—Rockwell Hardness Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2016.
- ISO 6507; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2018.
- ASTM G65-00; Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus. American Society for Testing and Materials: West Conshohocken, PA, USA, 2015.
- ISO 6520; Welding and Allied Processes—Classification of Geometric Imperfections in Metallic Materials—Part 1: Fusion Welding. ISO: Geneva, Switzerland, 2009.
- Czupryński, A.; Żuk, M. Matrix Composite Coatings Deposited on AISI 4715 Steel by Powder Plasma-Transferred Arc Welding. Part 3. Comparison of the Brittle Fracture Resistance of Wear-Resistant Composite Layers Surfaced Using the PPTAW Method. Materials 2021, 14, 6066. [Google Scholar] [CrossRef]
- Gates, J. Wear plate and materials selection for sliding abrasion. Aust. J. Min. 2003, 16, 28–32. [Google Scholar]
- Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. [Google Scholar] [CrossRef]
- Kik, T.; Górka, J.; Kotarska, A.; Poloczek, T. Numerical Verification of Tests on the Influence of the Imposed Thermal Cycles on the Structure and Properties of the S700MC Heat-Affected Zone. Metals 2020, 10, 974. [Google Scholar] [CrossRef]
- Schaupp, T.; Schroeder, N.; Schroepfer, D.; Kannengiesser, T. Hydrogen-Assisted Cracking in GMA Welding of High-Strength Structural Steel—A New Look into This Issue at Narrow Groove. Metals 2021, 11, 904. [Google Scholar] [CrossRef]
- Bober, M.; Senkara, J.; Li, H. Comparative Analysis of the Phase Interaction in Plasma Surfaced NiBSi Overlays with IVB and VIB Transition Metal Carbides. Materials 2021, 14, 6617. [Google Scholar] [CrossRef] [PubMed]
- Cherepova, T.; Dmitrieva, G.; Tisov, G.; Dukhota, O.; Kindrachuk, M. Research on the properties of Co-TiC and Ni-TiC HIP-sintered alloys. Acta Mech. Et Autom. 2019, 13, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Grum, J.; Šturm, R. A new experimental technique for measuring strain and residual stresses during a laser remelting process. J. Mater. Process. Technol. 2004, 147, 351–358. [Google Scholar] [CrossRef]
- Gireń, B.G.; Szkodo, M.; Steller, J. The influence of residual stresses on cavitation resistance of metals—An analysis based on investigations of metals remelted by laser beam and optical discharge plasma. Wear 1999, 233–235, 86–92. [Google Scholar] [CrossRef]
- Sun, B.; Zhang, W.Y.; Lu, J.B.; Wang, Z.X. Microstructure and Hardness of TiC/Ni-Based Coating by Plasma Cladding. Adv. Mater. Res. 2012, 510, 734–737. [Google Scholar] [CrossRef]
- Balagna, C.; Spriano, S.; Faga, M.G. Characterization of Co-Cr-Mo alloys after a thermal treatment for high wear resistance. Mater. Sci. Eng. C 2012, 32, 1868–1877. [Google Scholar] [CrossRef] [Green Version]
- Poloczek, T.; Kotarska, A. Effect of laser cladding parameters on structure properties of cobalt-based coatings. IOP Conf. Ser. Mater. Sci. Eng. 2020, 916, 012085. [Google Scholar] [CrossRef]
- Lin, W.C.; Chen, C. Characteristics of thin surface layers of cobalt-based alloys deposited by laser cladding. Surf. Coat. Technol. 2006, 200, 4557–4563. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element, wt.(%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Fe | C | Mn | Cr | Mo | Ni | Si | P | S | CEV 1 |
| Bal. | 0.12–0.18 | 0.65–0.95 | 0.40–0.70 | 0.45–0.60 | 0.65–1.00 | 0.15–0.35 | ≤0.015 | ≤0.015 | 0.66 |
| Chemical Composition of the Matrix, wt.(%) | Ceramic Reinforcement of the Matrix, wt.(%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | W | Ni | Fe | Mn | Mo | C | Si | TiC | PCD-W |
| Bal. | 24–28 | 12–14 | ≤3 | <5 | ≤2 | ≤1 | 2.5–3 | ≤1 | 90 | 10 |
| Process Parameters | Value of the Parameter |
|---|---|
| Laser Power (W) | 1800 |
| Scanning Speed (mm/s) | 8 |
| Laser Spot Size, (mm) | 5 |
| Powder Feed Rate (g/min) | 24 |
| Overlap Ratio (%) | 33 |
| Heat Input 1 (J/mm) | 225 |
| Hardnesses, (HRC) | Standard Deviation | Dilution Ratio, (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Specimen Number | Measurement Point Number | Average Hardness of the Tested Samples | ||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| T 0 | 59.8 | 61.8 | 60.9 | 61.7 | 60.3 | 60.9 | 0.9 | 2.6 |
| T 100 | 60.4 | 59.5 | 61.2 | 59.2 | 60.0 | 60.1 | 0.8 | 3.3 |
| T 200 | 60.2 | 57.9 | 59.4 | 58.7 | 59.9 | 59.2 | 0.9 | 6.5 |
| T 300 | 57.4 | 58.5 | 59.7 | 59.0 | 58.8 | 58.7 | 0.8 | 8.2 |
| Physical Quantity | Average Value of the Measured Quantity for Samples | |||
|---|---|---|---|---|
| T0 | T100 | T200 | T300 | |
| Density ρ (g/cm3) | 5.7785 | 6.0176 | 6.3805 | 6.6169 |
| Standard Deviation σρ | 0.4092 | 0.2908 | 0.2254 | 0.1978 |
| Open Porosity Po (%) | 6.6467 | 6.0041 | 2.7647 | 1.8161 |
| Closed Porosity Pc (%) | 3.5316 | 2.0263 | 0.8925 | 1.0648 |
| Apparent Density ρa (g/cm3) | 5.1903 | 5.5344 | 6.1472 | 6.4263 |
| Total Porosity Pc (%) | 10.1783 | 8.0304 | 3.6572 | 2.8809 |
| Specimen Designation | Mass before Test, (g) | Mass after Test, (g) | Mass Loss, (g) | Average Mass Loss, (g) | Clad Layer Density, (g/cm3) | Average Volume Loss, (mm3) |
|---|---|---|---|---|---|---|
| No preheating | ||||||
| T 0_1 | 149.8935 | 149.8203 | 0.0732 | 0.0806 | 5.7785 | 13.9482 |
| T 0_2 | 149.8704 | 149.7824 | 0.0880 | |||
| Preheating temperature, T = 100 °C | ||||||
| T 100_1 | 149.4675 | 149.3991 | 0.0684 | 0.0613 | 6.0176 | 10.1867 |
| T 100_2 | 150.2985 | 150.2443 | 0.0542 | |||
| Preheating temperature, T = 200 °C | ||||||
| T 200_1 | 150.8568 | 150.8377 | 0.0191 | 0.0184 | 6.3805 | 2.8837 |
| T 200_2 | 149.7372 | 149.7195 | 0.0177 | |||
| Preheating temperature, T = 300 °C | ||||||
| T 300_1 | 149.9748 | 149.9639 | 0.0109 | 0.0101 | 6.6169 | 1.5263 |
| T 300_2 | 149.8394 | 149.8301 | 0.0093 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czupryński, A.; Pawlyta, M. Influence of Preheating Temperature on Structural and Mechanical Properties of a Laser-Welded MMC Cobalt Based Coating Reinforced by TiC and PCD Particles. Materials 2022, 15, 1400. https://doi.org/10.3390/ma15041400
Czupryński A, Pawlyta M. Influence of Preheating Temperature on Structural and Mechanical Properties of a Laser-Welded MMC Cobalt Based Coating Reinforced by TiC and PCD Particles. Materials. 2022; 15(4):1400. https://doi.org/10.3390/ma15041400
Chicago/Turabian StyleCzupryński, Artur, and Mirosława Pawlyta. 2022. "Influence of Preheating Temperature on Structural and Mechanical Properties of a Laser-Welded MMC Cobalt Based Coating Reinforced by TiC and PCD Particles" Materials 15, no. 4: 1400. https://doi.org/10.3390/ma15041400