

Determining the Mechanical Properties of Solid Plates Obtained from the Recycling of Cable Waste
 , , and
, , and
Abstract
:1. Introduction
1.1. Comparative Analysis of Mechanical Properties of Recycled Plastics and Economic Justification for Their Use
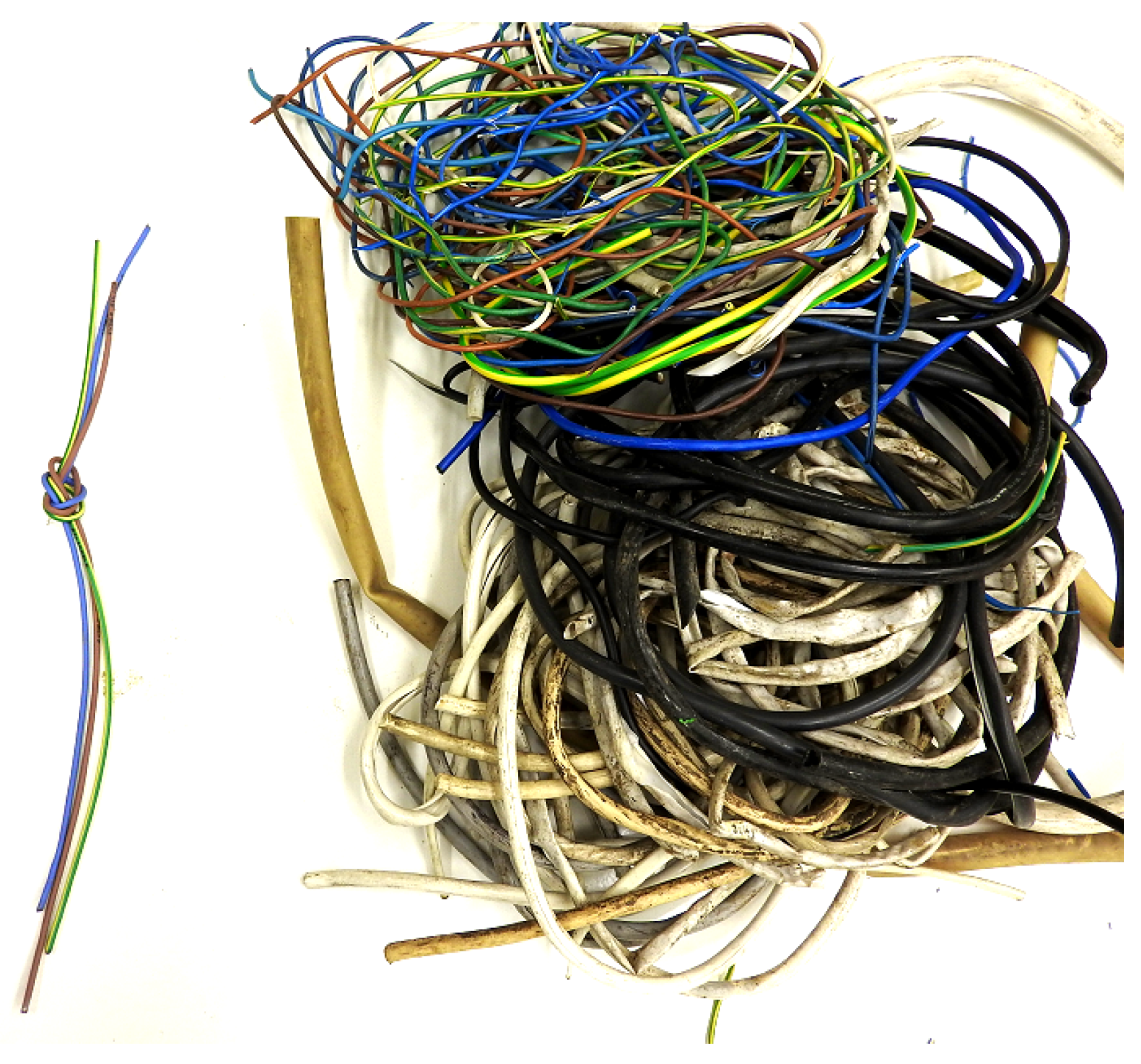
1.2. Recycling of Cable Waste and Its Use
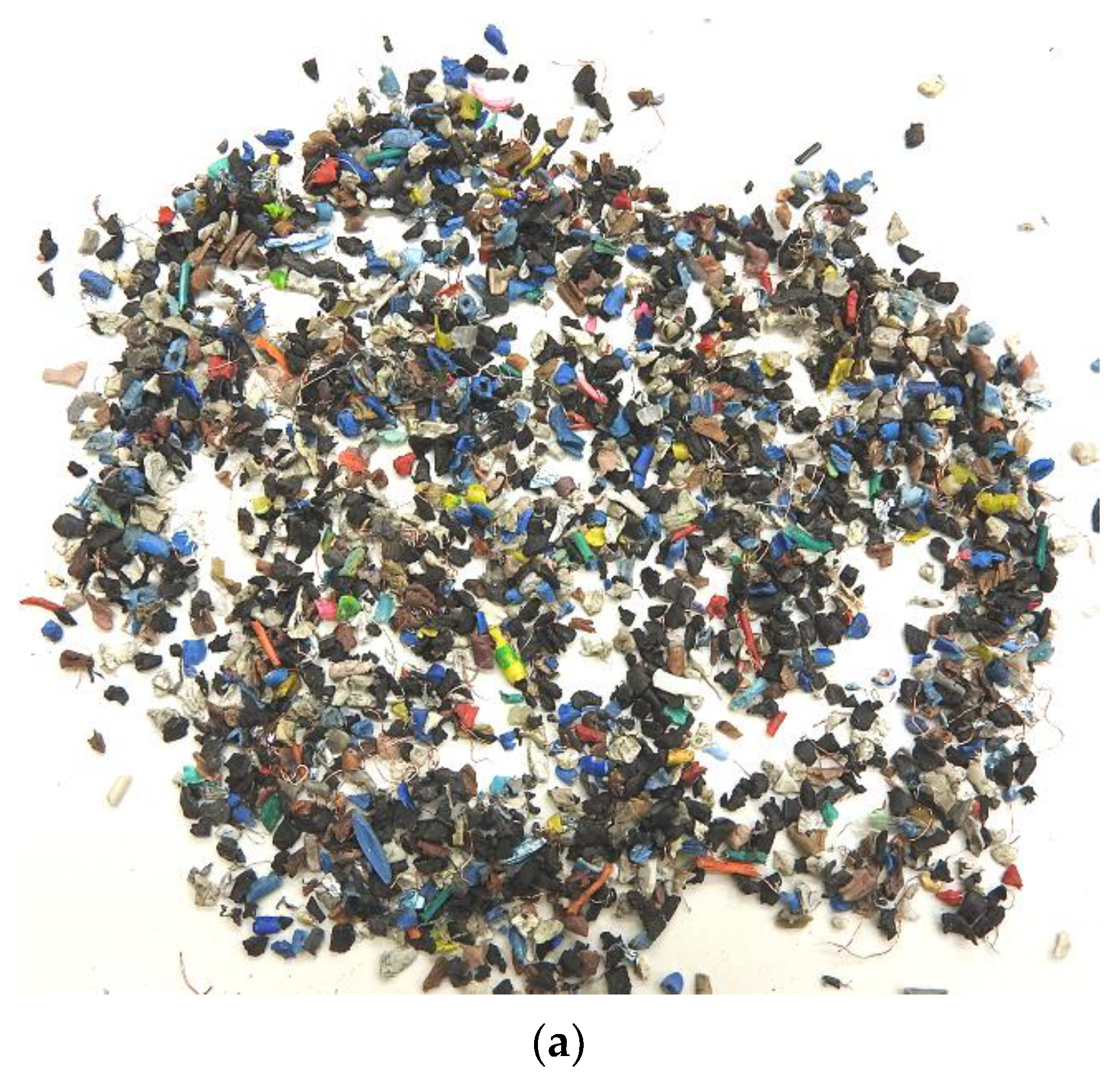
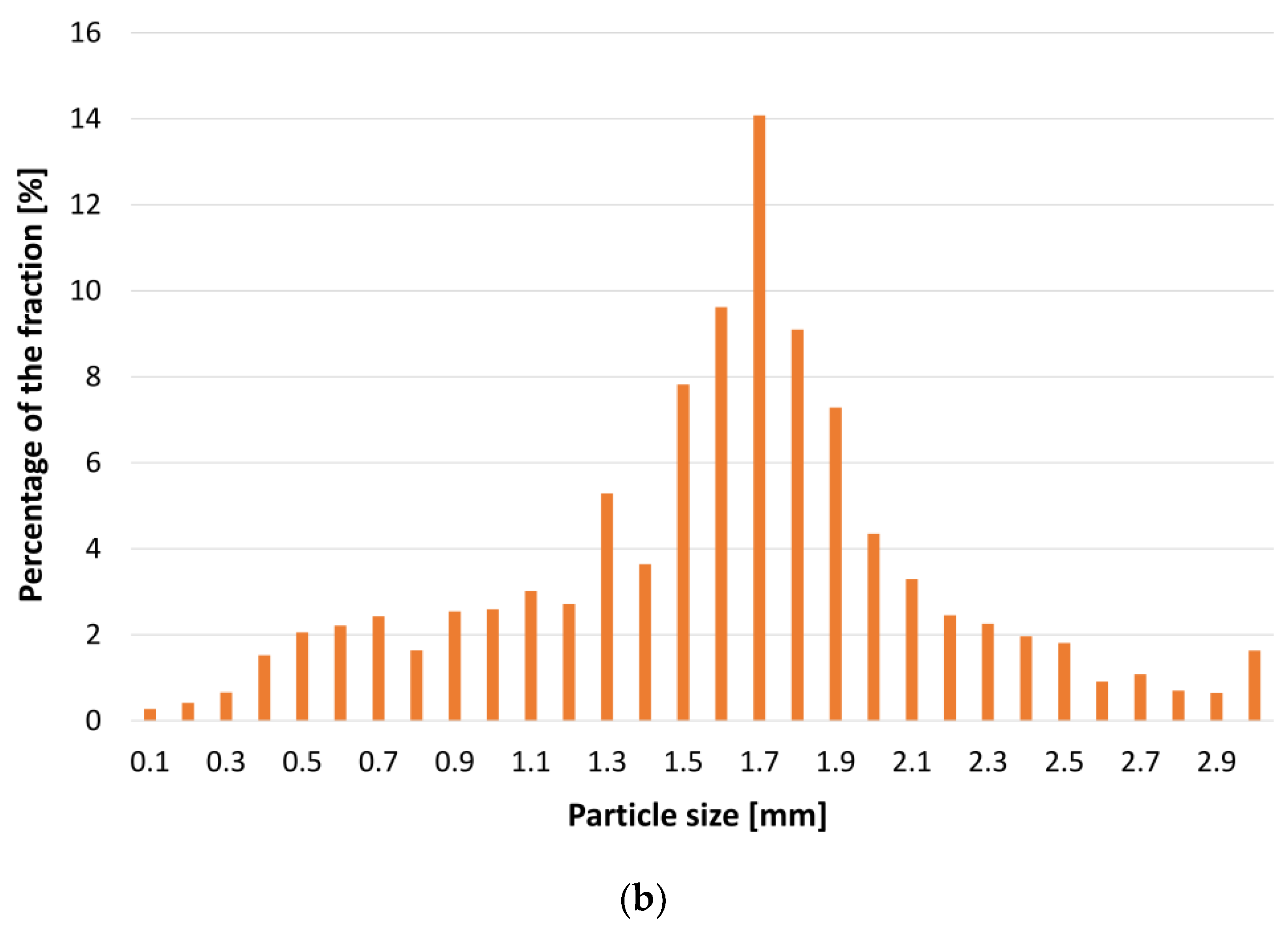
- Estimation of the fractions of individual plastics per batch of waste delivered;
- Manufacture of a plate-type product enabling the acquisition of research samples;
- Performing selected mechanical tests to assess the quality of the plate material obtained from recyclates along with an analysis and evaluation of the test results;
- A proposal for the use of recyclates from the dominant plastic fractions and fibrous composites, resulting mainly from cable waste.
2. Materials and Methods
- (a)
- The flammability of plastic material;
- (b)
- The flame colour and colour scheme, i.e., the type of flame;
- (c)
- The behaviour of the material in the flame;
- (d)
- The smell of fumes after the sample is extinguished.
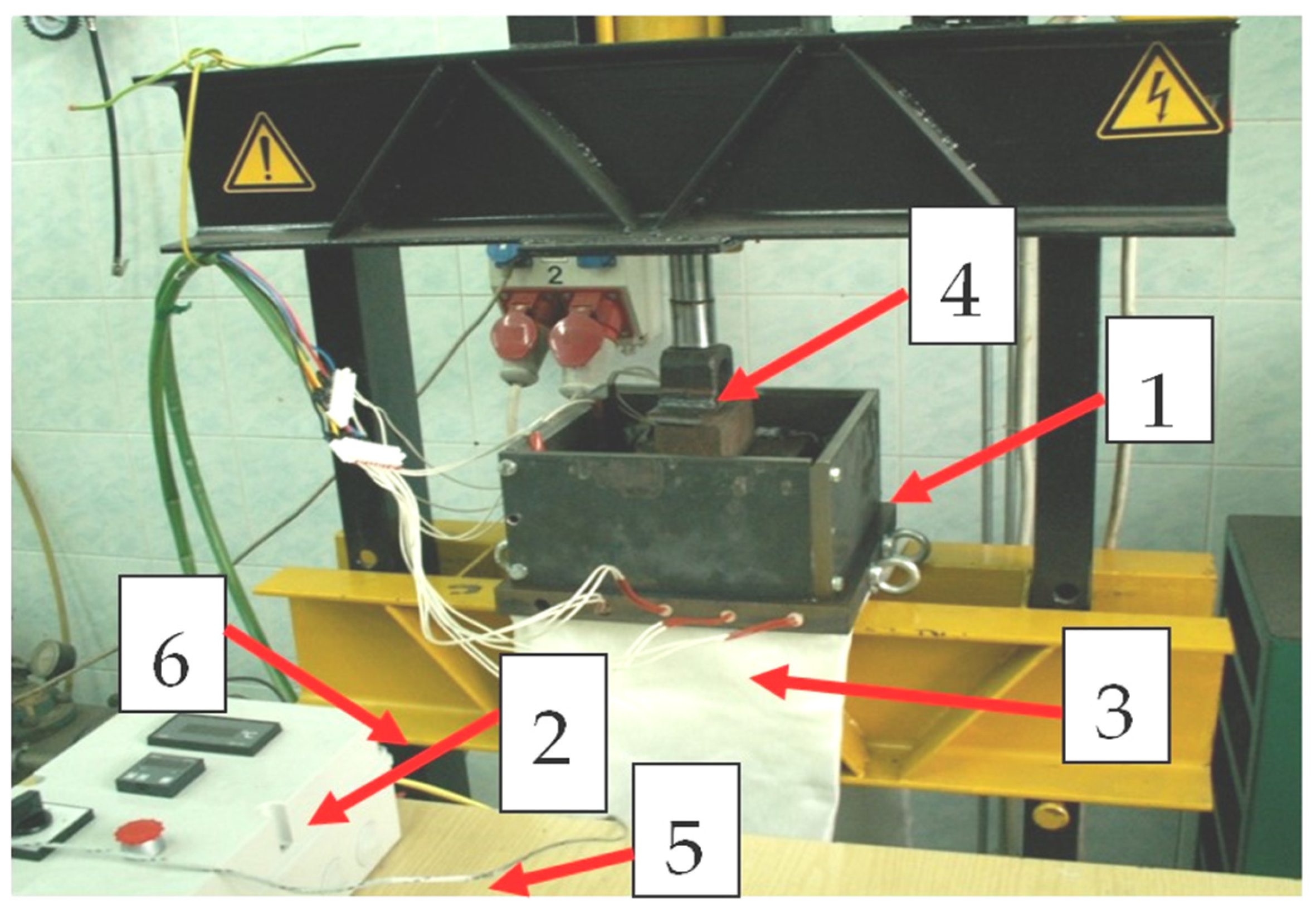
2.1. Sample Preparation
- -
- Preparation of the mould for the process, in particular securing all surfaces of the mould in contact with the processed material by using an anti-adhesive agent to protect it from sticking;
- -
- Preparation of the plastic for processing, i.e., heating in the heating chamber at a temperature of 60 °C for 2 h to evaporate moisture from the surface of the material;
- -
- Filling the mould with an appropriate amount of material in the form of the “regrind” obtained for testing and heating it to the appropriate temperature, as well as closing the mould with a punch plate with a preload;
- -
- Press moulding, such as the punch load with appropriate force for a specified time vis-à-vis the plasticised material;
- -
- Cooling the mould with the product, removing the punch plate, disassembling one side plate of the mould and then removing the product.
- -
- Glass transition temperature Tg is about 85 °C, for material with a high plasticiser content up to 75 °C;
- -
- In the temperature range of 140–170 °C, degradation of the plastic begins, and hydrogen is released.
- -
- Material temperature Tw = 135 °C;
- -
- Heating time t = 1 h;
- -
- Pressure p = 10 MPa.
2.2. Strength Tests of Samples from Waste Plastic
2.2.1. Test of Static Compressive Strength
2.2.2. Test of Static Bend Strength
2.2.3. Charpy Impact Test
3. Results and Discussion
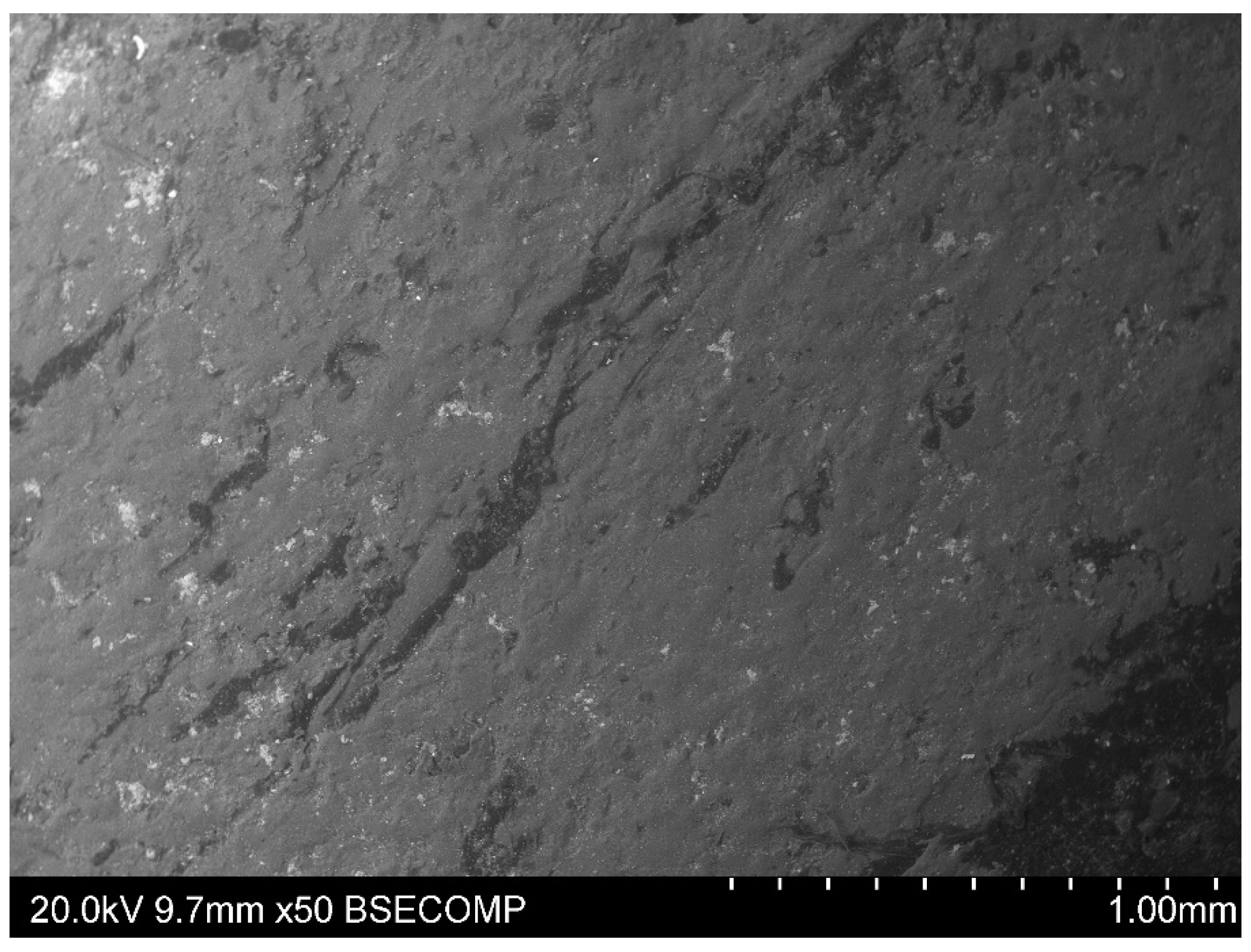
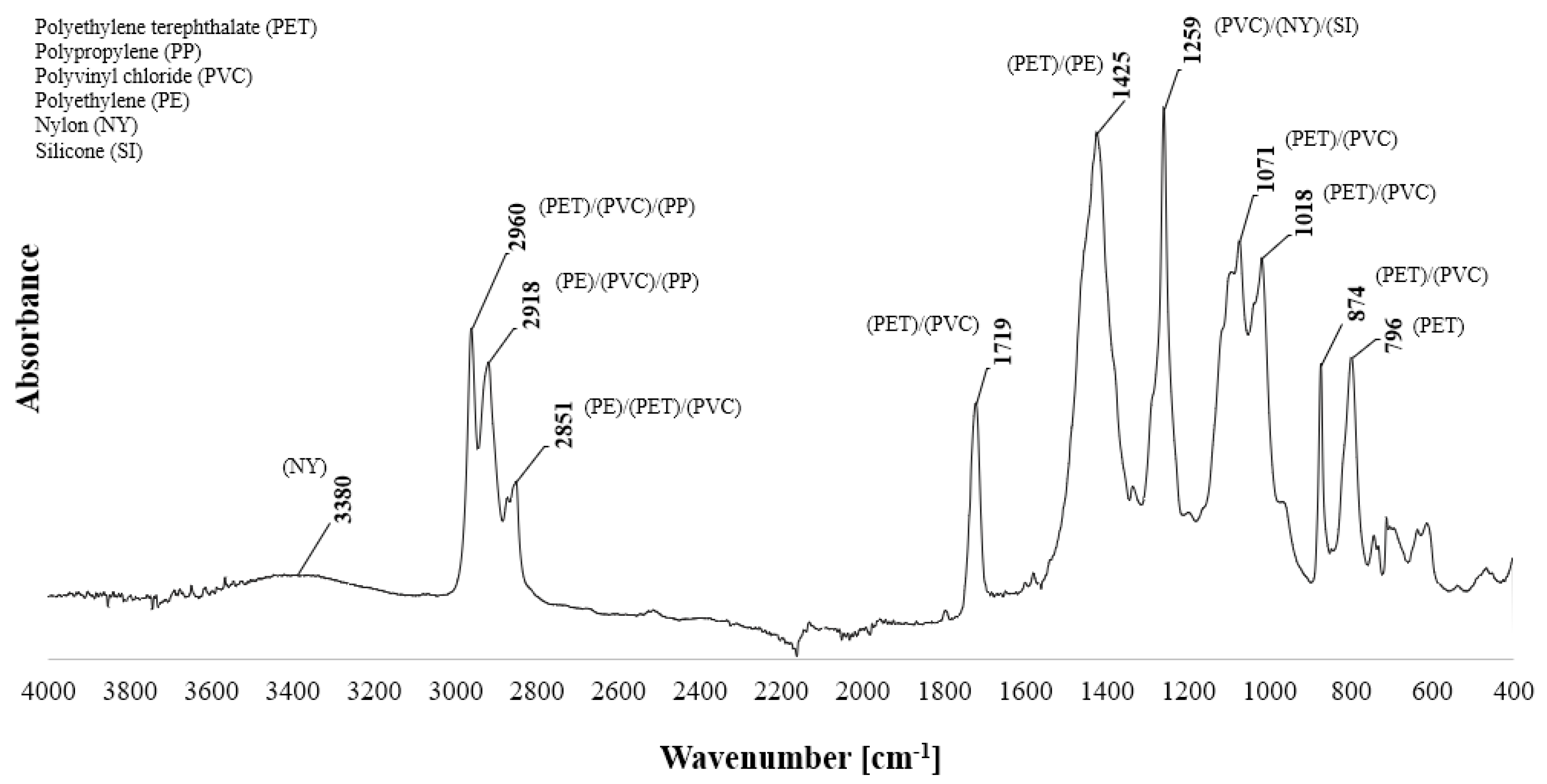
3.1. Identification of the Plastic
3.2. Compression Test Results
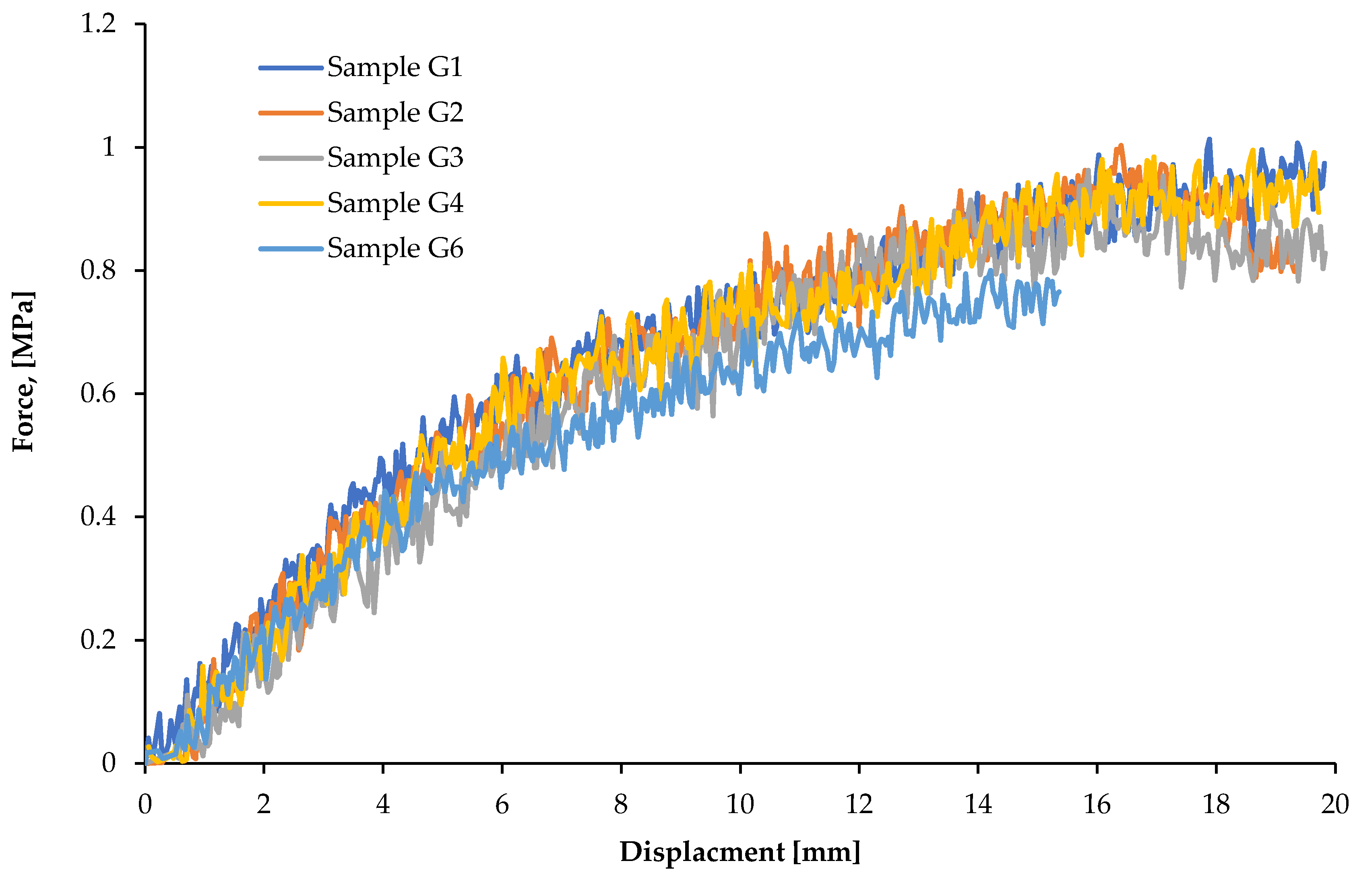
3.3. Bending Test Results
3.4. Impact Test Results
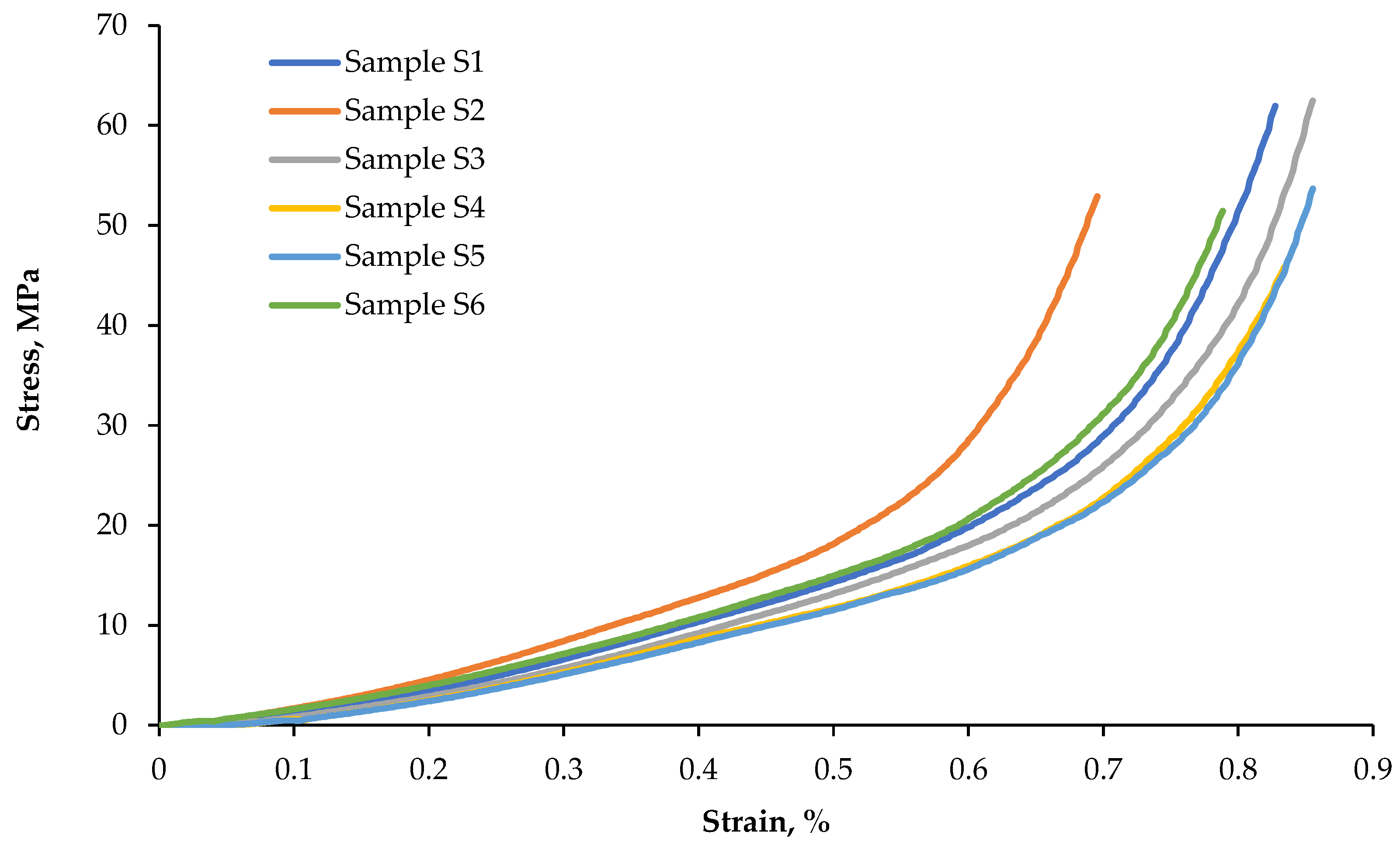
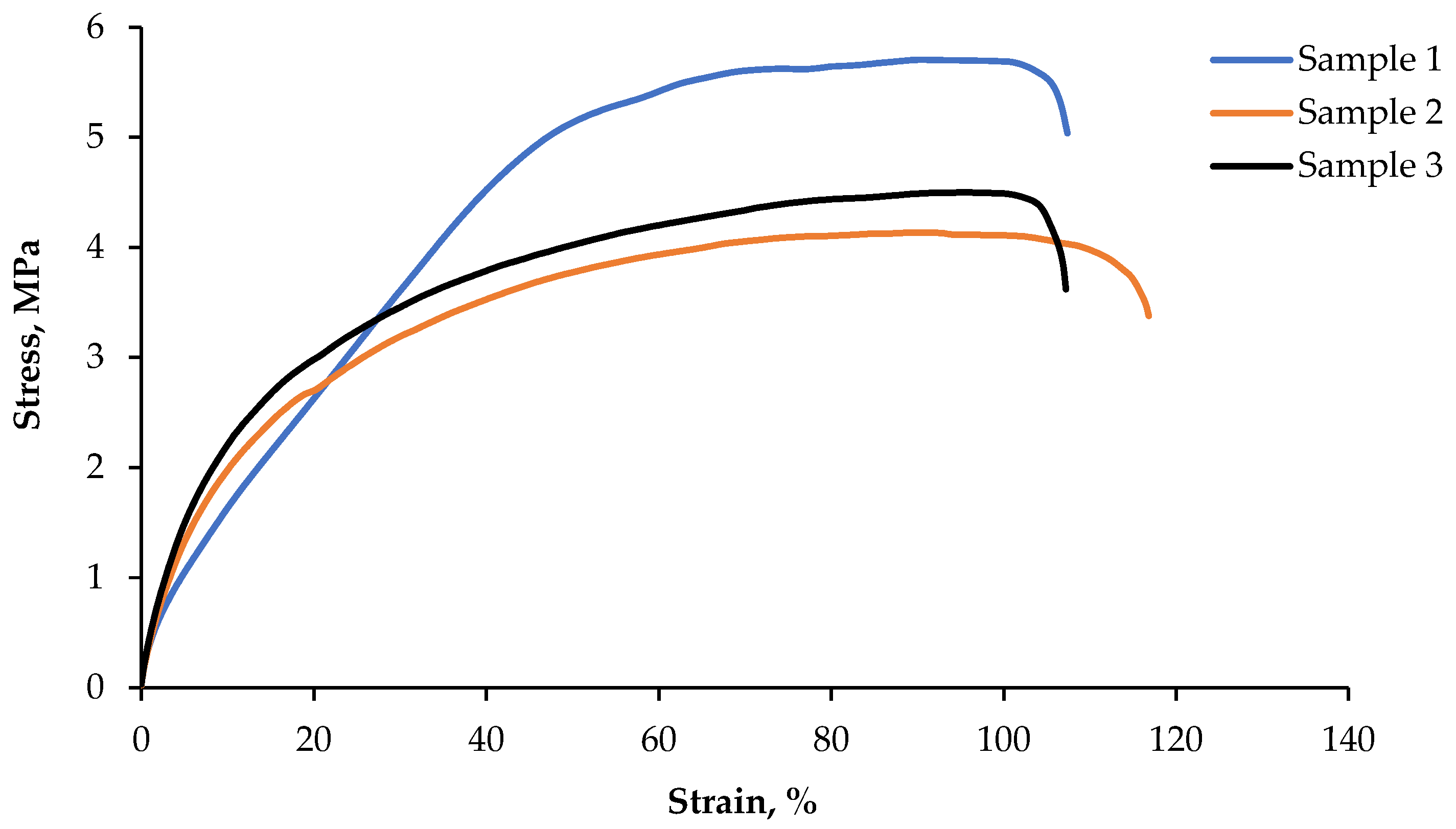
3.5. Static Tensile Test and Hardness
4. Conclusions
- -
- Using the method of plastic consolidation, it is possible to obtain solid plates or with recesses from waste materials, meeting the mechanical requirements of some types of products, e.g., platforms;
- -
- Materials after plastic consolidation show increased plasticity compared to the material of plates made of the original granulate;
- -
- The microstructural tests carried out showed no defects inside the analysed plates, such as cracks or delamination, which confirms the correct selection of pressing parameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thrift, E.; Porter, A.; Galloway, T.S.; Coomber, F.G.; Mathews, F. Ingestion of plastic by terrestrial small mammals. Sci. Total environ. 2022, 842, 156679. [Google Scholar] [CrossRef] [PubMed]
- Nocoń, W.; Moraczewska-Majkut, K.; Wiśniowska, E. Microplastics in water level of contamination and threats connected with presence of these micropollutants. Technol. Water 2018, 4, 24–29. [Google Scholar]
- Chen, X.; Yan, N.A. Brief overview of renewable plastics. Mater. Today Sustain. 2020, 7–8, 100031. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.; Law, K. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [Green Version]
- Ojogbo, E.; Ogunsona, E.O.; Mekonnen, T.H. Chemical and physical modifications of starch for renewable polymeric materials. Mater. Today Sustain. 2020, 7–8, 100028. [Google Scholar] [CrossRef]
- Rahimi, A.; Garcia, J. Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem. 2017, 1, 0046. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.; Aroua, M.K. A Review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 155, 308–326. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Wiszumirska, K. Sustainability design of plastic packaging for the Circular Economy. J. Chem. Technol. Polym. Proces. 2020, 65, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Janajreh, I.; Alshrah, M.; Zamzam, S. Mechanical recycling of PVC plastic waste streams from cable industry: A case study. Sustain. Cities Soc. 2015, 18, 13–20. [Google Scholar] [CrossRef]
- Corona, B.; Shen, L.; Reike, D.; Carreon, J.R.; Worrel, E. Towards sustainable development through the circular economy—A review and critical assessment on current circularity metrics. Resour. Conserv. Recycl. 2019, 151, 104498. [Google Scholar] [CrossRef]
- Vollmer, I.; Jenks, M.J.F.; Roelands, M.C.P.; White, R.; Harmelen, T.; Wild, P.; Laan, G.; Meirer, F.; Keurentjes, J.T.F.; Weckhuysen, B. Beyond Mechanical Recycling: Giving New Life to Plastic Waste. Angew. Chem. Int. Ed. Engl. 2020, 59, 15402–15423. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Hu, M.; Maio, F.; Sprecher, B.; Yang, X.; Tukker, A. An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci. Total Environ. 2022, 803, 149892. [Google Scholar] [CrossRef] [PubMed]
- Czarnecka-Komorowska, D.; Nowak-Grzebyta, J.; Gawdzińska, K.; Mysiukiewicz, O.; Tomasik, M. Polyethylene/Polyamide Blends Made of Waste with Compatibilizer: Processing, Morphology, Rheological and Thermo-Mechanical Behavior. Polymers 2021, 13, 2385. [Google Scholar] [CrossRef] [PubMed]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef] [Green Version]
- Pedreño-Rojas, M.A.; Rodríguez-Liñán, C.; Flores-Colen, I.; De Brito, J. Use of Polycarbonate Waste as Aggregate in Recycled, Gypsum Plasters. Materials 2020, 13, 3042. [Google Scholar] [CrossRef]
- Gibreil, H.A.A.; Feng, C.P. Effects of high-density polyethylene and crumb rubber powder as modifiers on properties of hot mix asphalt. Int. Res. J. Eng. Technol. 2017, 142, 101–108. [Google Scholar] [CrossRef]
- Behl, A.; Sharma, G.; Kumar, G. A sustainable approach: Utilization of waste PVC in asphalting of roads. Constr. Build. Mater. 2014, 54, 113–117. [Google Scholar] [CrossRef]
- Ziari, H.; Nasiri, E.; Amini, A.; Ferdosian, O. The effect of EAF dust and waste PVC on moisture sensitivity, ruttingresistance, and fatigue performance of asphalt binders and mixtures. Constr. Build. Mater. 2019, 203, 188–200. [Google Scholar] [CrossRef]
- Penava, N.V.; Rek, V.; Houra, I.F. Effect of EPDM as a compatibilizer on mechanical properties and morphology of PP/LDPE blends. J. Elastomers Plast. 2012, 47, 391–403. [Google Scholar] [CrossRef]
- Xavier, S.F. Properties and Performance of Polymer Blends. In Polymer Blends Handbook—Part II; Springer: New York, NY, USA, 2014; Volume 2, pp. 123–194. [Google Scholar]
- Taguet, A.; Cassagnau, P.; Lopez- Cuesta, J.-M. Structuration, selective dispersion and compatibilizing effect of (nano)fillers in polymer blends. Prog. Polym. Sci. 2014, 39, 1526–1563. [Google Scholar] [CrossRef]
- Yu, F.; Huang, H.-X. Simultaneously toughening and reinforcing poly(lactic acid)/thermoplastic polyurethane blend via enhancing interfacial adhesion by hydrophobic silica nanoparticles. Polym. Test. 2015, 45, 107–113. [Google Scholar] [CrossRef]
- Ouyang, Y.; Mauri, M.; Pourrahimi, A.M.; Ostergren, I.; Lund, A.; Gkourmpis, T.; Prieto, O.; Xu, X.; Hagstrand, P.-O.; Muller, C. Recyclable Polyethylene Insulation via Reactive Compounding with a Maleic Anhydride-Grafted Polypropylene. Appl. Polym. Mater. 2020, 2, 2389–2396. [Google Scholar] [CrossRef]
- Sonnier, R.; Leroy, E.; Clerc, L.; Bergeret, A.; Lopez-Cuesta, J.-M.; Bretelle, A.-S.; Ienny, P. Compatibilizing thermoplastic/ground tyre rubber powder blends: Efficiency and limits. Polym Test. 2008, 27, 901–907. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Marossy, K.; Barczy, P. Improvement of the Properties of Polyethylene with Chlorinated Polyethylene (CPE). Polym. Polym. Compos. 2003, 11, 115–122. [Google Scholar] [CrossRef]
- Zarraga, A.; Munoz, M.E.; Pena, J.J.; Santamaria, A. Rheological Effects of the Incorporation of Chlorinated Polyethylene Compatibilizers in a HDPE/PVC Blend. Polym. Eng. Sci. 2001, 41, 1893–1902. [Google Scholar] [CrossRef]
- Kollar, M.; Zsoldos, G. Investigating poly-(vinyl-chloride)-polyethylene blends by thermal methods. J. Therm. Anal. Calorim. 2012, 107, 645–650. [Google Scholar] [CrossRef]
- Xu, J.; Tazawa, N.; Kumagai, S.; Kameda, T.; Saito, Y.; Yoshioka, T. Simultaneous recovery of high-purity copper and polyvinyl chloride from thin electric cables by plasticizer extraction and ball milling. RSC Adv. 2018, 8, 6893–6903. [Google Scholar] [CrossRef] [Green Version]
- Smol, M.; Duda, J.; Czaplicka-Kotas, A.; Szołdrowska, D. Transformation towards Circular Economy (CE) in Municipal Waste Management System: Model Solutions for Poland. Sustainability 2020, 12, 4561. [Google Scholar] [CrossRef]
- Janajreh, I.; Alshrah, M. Remolding of Cross-Linked Polyethylen Cable Waste: Thermal and Mechanical Property Assessment. IJTEE 2013, 5, 191–198. [Google Scholar]
- Qudaih, R.; Janajreh, I.; Vukusic, S.E. Recycling of cross-linked polyethylene cable waste via particulate infusion. Adv. Sustain. Manuf. 2011, 4, 141–148. [Google Scholar]
- Sombatsompop, N.; Thongsang, S. Rheology, morphology and mechanical and thermal properties of recycled PVC pipes. J. Appl. Polym. Sci. 2001, 82, 2478–2486. [Google Scholar] [CrossRef]
- Pikoń, K.; Poranek, N.; Czajkowski, A.; Łaźniewska-Piekarczyk, B. Poland’s Proposal for a Safe Solution of Waste Treatment during the COVID-19 Pandemic and Circular Economy Connection. Appl. Sci. 2021, 11, 3939. [Google Scholar] [CrossRef]
- Vidales-Barriguete, A.; Santa-Cruz-Astorqui, J.; Pina-Ramirez, C.; Kosior-Kazberuk, M.; Kalinowska-Wichrowska, K.; Atanes-Sanchez, E. Study of the Mechanical and Physical Behavior of Gypsum Boards with Plastic Cable Waste Aggregates and Their Apllication to Construction Panels. Materials 2021, 14, 2255. [Google Scholar] [CrossRef] [PubMed]
- Hag-Elsafi, O.; Elwell, D.J.; Hiris, M.; Glath, G. Noise Barriers Using Recycled-Plastic Lumber. Transp. Res. Rec. 1999, 1670, 49–58. [Google Scholar] [CrossRef]
- Pelegrini, M.; Pinheiro, G.; Valle, J.A.B. Plates made with solid waste from the recycled paper industry. J. Waste Manag. 2010, 30, 268–273. [Google Scholar] [CrossRef]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Hot press forming of thermoplastic CFRP sheets. Procedia Manuf. 2018, 15, 1730–1737. [Google Scholar] [CrossRef]
- Noga, P.; Piotrowicz, A.; Skrzekut, T.; Zwoliński, A.; Strzępek, P. Effect of Various Forms of Aluminium 6082 on the Mechanical Properties, Microstructure and Surface Modification of the Profile ater Extrusion Process. Materials 2021, 14, 5066. [Google Scholar] [CrossRef]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Effect of sie die pressure and adaptive die temperature control in press forming of U-beam using carbon fiber-reinforced PA6 sheets. J. Compos. Mater. 2017, 50, 4273–4286. [Google Scholar] [CrossRef]
- Diaz, S.; Ortega, Z.; McCourt, M.; Kearns, M.P.; Benitez, A.N. Recycling of polymeric fraction of cable waste by rotational moulding. Waste Manag. 2018, 76, 199–206. [Google Scholar] [CrossRef]
- Hou, M.; Ye, L.; Mai, T.W. Manufacturing Process and Mechanical Properties of Thermoplastic Composite Components. J. Mater. Process. Technol. 1997, 63, 334–338. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially modified LDPE/GTR composites with non-polar elastomers: From microstructure to macro-behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- ISO 15527:2022; Plastics—Compression-Moulded Sheets of Polyethylene (PE-UHMW, PE-HD)—Requirements and Test Methods. International Organization for Standardization: Geneva, Switzerland, 2022. Available online: https://www.iso.org/standard/80208.html (accessed on 19 June 2022).
- ISO 178:2019; Plastics—Determination of Flexural Properties. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/70513.html (accessed on 30 June 2022).
- ISO 179-1:2010; Plastics—Determination of Charpy Impact Properties—Part 1: Non-instrumented impact test. International Organization for Standardization: Geneva, Switzerland, 2010. Available online: https://www.iso.org/standard/44852.html (accessed on 30 July 2022).
- Fan, C.; Huang, Y.Z.; Lin, J.N.; Li, J. Microplastic constituent identification from admixtures by Fourier-transform infrared (FTIR) spectroscopy: The use of polyethylene terephthalate (PET), polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC) and nylon (NY) as the model constituents. Environ. Technol. Innov. 2021, 23, 101798. [Google Scholar] [CrossRef]
- Toczek, K.; Lipińska, M.; Pietrasik, J. Smart TPE Materials Based on Recycled Rubber Shred. Materials 2021, 14, 6237. [Google Scholar] [CrossRef] [PubMed]
- Dodi, G.; Popescu, D.; Cojocaru, F.D.; Aradoaei, M.; Ciobanu, R.C.; Mihai, C.T. Use of Fourier-Transform Infrared Spectroscopy for DNA Identification on Recycled PET Composite Substrate. Appl. Sci. 2022, 12, 4371. [Google Scholar] [CrossRef]
- Bellasi, A.; Binda, G.; Pozzi, A.; Galafassi, S.; Volta, P.; Bettinetti, R. Microplastic Contamination in Freshwater Environments: A Review, Focusing on Interactions with Sediments and Benthic Organisms. Environments 2020, 7, 30. [Google Scholar] [CrossRef] [Green Version]
- Anwar, U.H.; Soufi, K.Y.; Al-Hadhrami, L.M.; Shemsi, A.M. Failure investigation of an underground low voltage XLPE insulated cable. Anti-Corros. Methods Mater. 2015, 62, 281–287. [Google Scholar] [CrossRef]
- ISO 37:2005; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. International Organization for Standardization: Geneva, Switzerland, 2005. Available online: https://www.iso.org/standard/40200.html (accessed on 30 July 2022).
- Matweb Material Property Data. Available online: https://www.matweb.com/index.aspx (accessed on 30 July 2022).
- ISO 7619-1:2010; Rubber, Vulcanized or Thermoplastic—Determination of Indentation Hardness—Part 1: Durometer Method (Shore Hardness). International Organization for Standardization: Geneva, Switzerland, 2010. Available online: https://www.iso.org/standard/50756.html (accessed on 30 July 2022).
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additices present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef]
- Gnatowski, A.; Kijo-Kleczkowska, A.; Suchecki, Ł.; Palutkiewicz, P.; Krzywański, J. Analysis of Thermomechanical Properties of Polyethylene with Cement Addition. Materials 2022, 15, 1587. [Google Scholar] [CrossRef]
- John, M.J.; Francis, B.; Varughese, K.T.; Thomas, S. Effect of chemical modification on properties of hybrid fiber biocomposites. Compos. A Appl. Sci. Manuf. 2008, 39, 352–363. [Google Scholar] [CrossRef]
- Margolis, J.M. Chapter 3 Elastomeric Materials and Processes. In Modern Plastics Handbook; Harper, C.A., Ed.; McGraw-Hill: New York, NY, USA, 1997; pp. 190–241. [Google Scholar]
- Saechtling, H. International Plastic Handbook; Scientific and Technical Publishing House: Warsaw, Poland, 1998. [Google Scholar]
- Krawczuk, D. Polymers for thermoforming and their properties. Polymer Process. 2012, 18, 103–112. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Share | ||||
|---|---|---|---|---|---|
| Effects—Burning in the Burner Flame | Identification | Quantity pcs | Weight, g | Percent, % | |
| 1 | The density is higher than that of water; self-extinguishing; does not drip; yellow centre of the flame with a green border at the bottom; the smell of hydrochloric acid; when removed from the flame—white smoke | Polyvinyl chloride (PVC) | 126 | 847.6 | 99.3 |
| 2 | The density is higher than that of water; burns with a bright yellow flame; no smell; after extinguishing—white ash | Polysiloxane (silicone) (SI) | 3 | 6.0 | 0.7 |
| In total | 129 | 853.6 | 100 | ||
| Item | Compression | |||
|---|---|---|---|---|
| Sample No. | Fpl (kN) | ΔLpl (mm) | Re (MPa) | |
| 1. | S1 | 2.96 | 6.48 | 15.0 |
| 2. | S2 | 2.46 | 6.52 | 14.1 |
| 3. | S3 | 2.38 | 6.42 | 15.1 |
| 4. | S4 | 2.41 | 6.47 | 15.6 |
| 5. | S5 | 2.24 | 6.58 | 15.4 |
| 6. | S6 | 2.22 | 6.55 | 14.9 |
| Item | Three-Point Bending Test | ||||||
|---|---|---|---|---|---|---|---|
| Sample No. | Fpl (kN) | ΔLpl (mm) | Fmax (kN) | ΔLmax (mm) | Rm (MPa) | Re (MPa) | |
| 1. | G1 | 6.43 | 4.01 | 13.67 | 17.01 | 0.91 | 0.40 |
| 2. | G2 | 7.43 | 3.72 | 15.08 | 16.02 | 0.96 | 0.41 |
| 3. | G3 | 6.33 | 5.01 | 12.52 | 16.23 | 0.93 | 0.46 |
| 4. | G4 | 7.79 | 5.12 | 15.80 | 16.84 | 0.90 | 0.52 |
| 5. | G5 | 8.47 | 4.89 | 16.73 | 16.88 | 1.16 | 0.56 |
| 6. | G6 | 7.89 | 4.82 | 13.65 | 17.02 | 0.80 | 0.48 |
| Item | Charpy’s Impact Test | ||||
|---|---|---|---|---|---|
| Sample No. | An (J) | bxh (cm2) | an (J/cm2) | an (kJ/m2) | |
| 1. | U1 | 0.78 | 1.62 | 0.481 | 4.8 |
| 2. | U2 | 0.75 | 1.53 | 0.490 | 4.9 |
| 3. | U3 | 0.90 | 1.60 | 0.562 | 5.6 |
| U4 | 0.75 | 1.53 | 0.490 | 4.9 | |
| 5. | U5 | 0.80 | 1.63 | 0.491 | 4.9 |
| 6. | U6 | 0.85 | 1.53 | 0.556 | 5.6 |
| Item | Rm (MPa) | A (%) |
|---|---|---|
| Sample 1 | 5.70 | 101 |
| Sample 2 | 4.14 | 110 |
| Sample 3 | 3.47 | 102 |
| Average | 4.44 | 105 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wędrychowicz, M.; Papacz, W.; Walkowiak, J.; Bydałek, A.; Piotrowicz, A.; Skrzekut, T.; Kurowiak, J.; Noga, P.; Kostrzewa, M. Determining the Mechanical Properties of Solid Plates Obtained from the Recycling of Cable Waste. Materials 2022, 15, 9019. https://doi.org/10.3390/ma15249019
Wędrychowicz M, Papacz W, Walkowiak J, Bydałek A, Piotrowicz A, Skrzekut T, Kurowiak J, Noga P, Kostrzewa M. Determining the Mechanical Properties of Solid Plates Obtained from the Recycling of Cable Waste. Materials. 2022; 15(24):9019. https://doi.org/10.3390/ma15249019
Chicago/Turabian StyleWędrychowicz, Maciej, Władysław Papacz, Janusz Walkowiak, Adam Bydałek, Andrzej Piotrowicz, Tomasz Skrzekut, Jagoda Kurowiak, Piotr Noga, and Mirosław Kostrzewa. 2022. "Determining the Mechanical Properties of Solid Plates Obtained from the Recycling of Cable Waste" Materials 15, no. 24: 9019. https://doi.org/10.3390/ma15249019