
Theoretical and Practical Evaluation of the Feasibility of Zinc Evaporation from the Bottom Zinc Dross as a Valuable Secondary Material



Abstract
:1. Introduction
2. Experimental Section
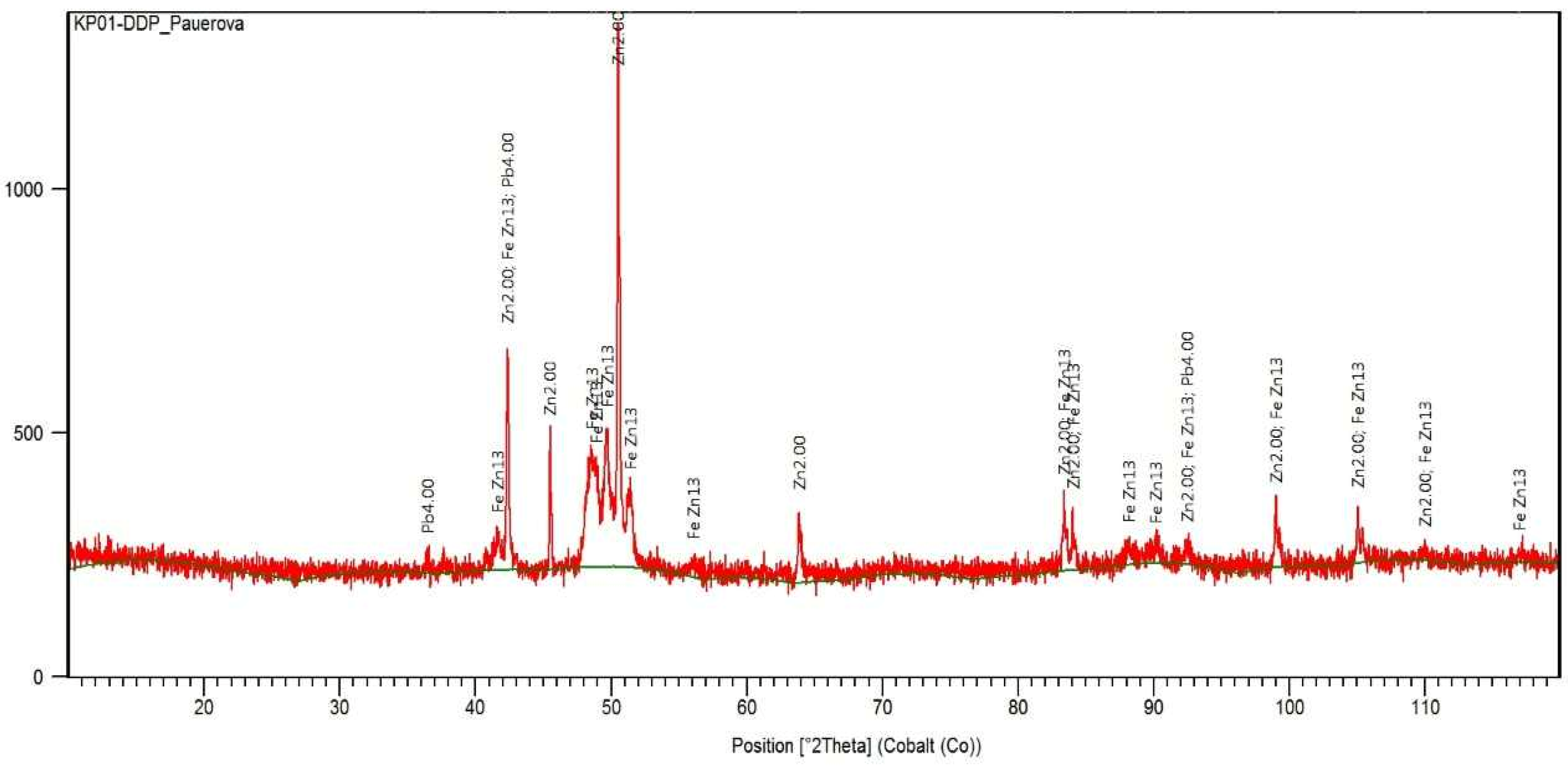
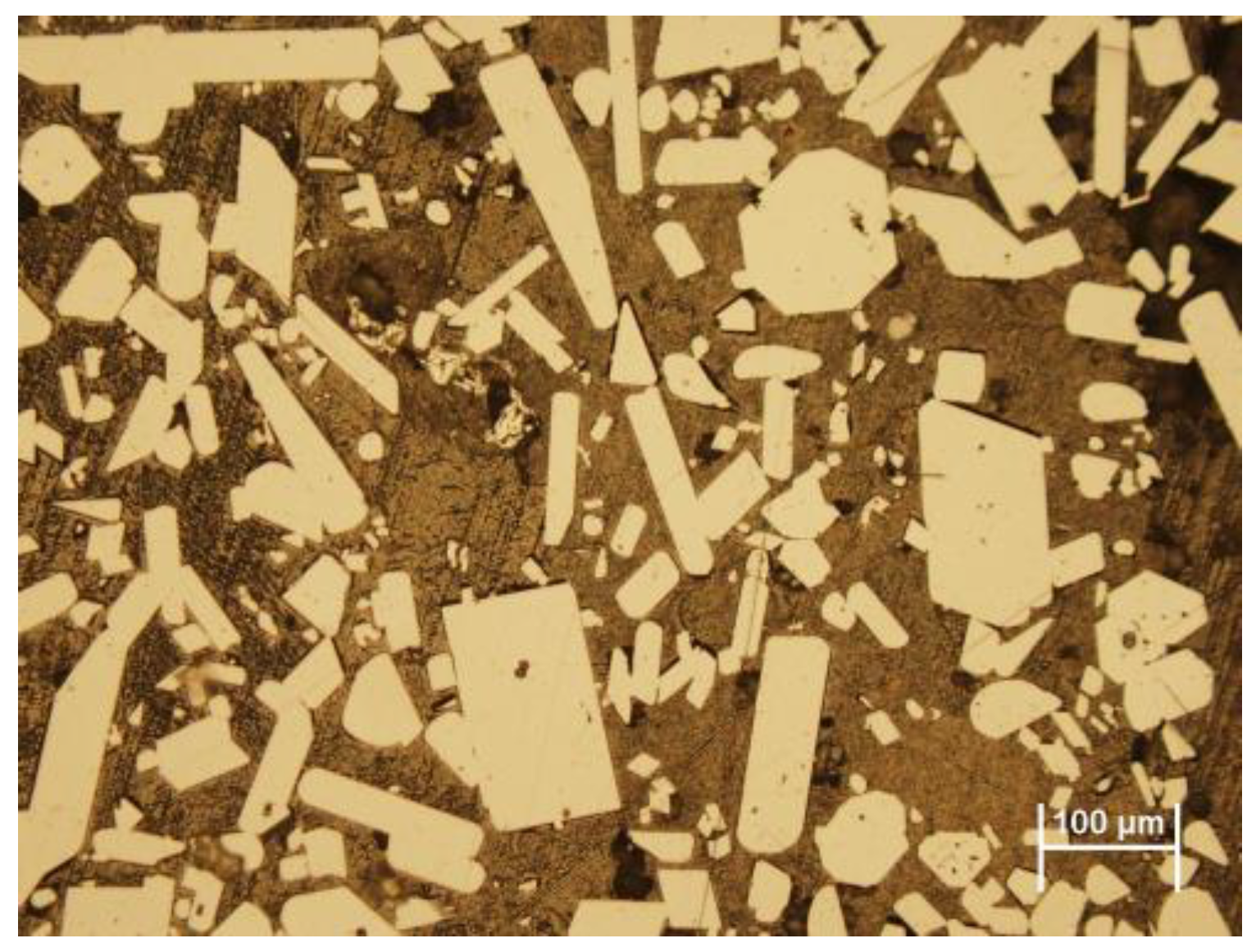
2.1. Materials
2.2. Analysis of Zinc Evaporating Conditions
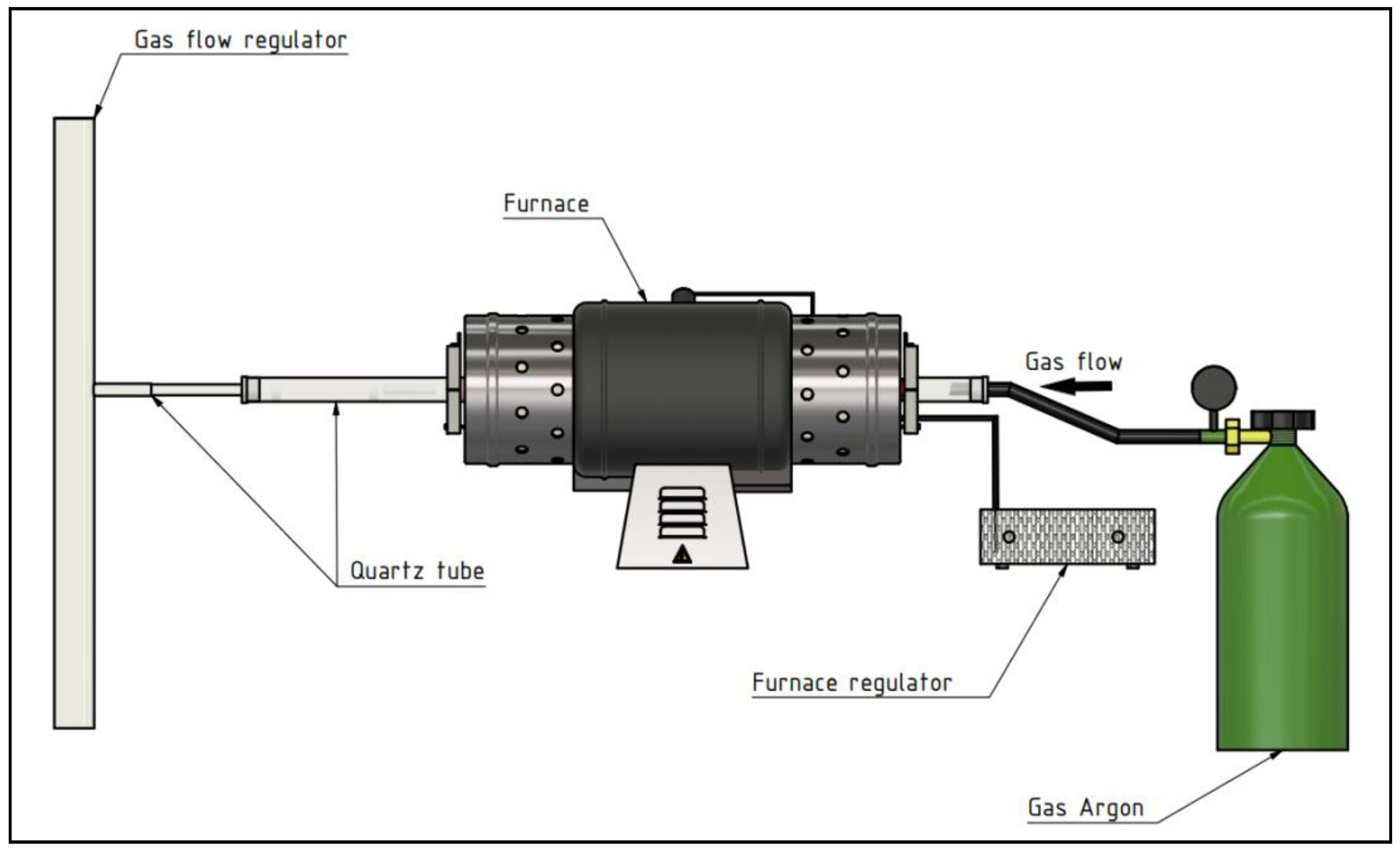
2.3. Experimental Procedure
3. Results and Discussion
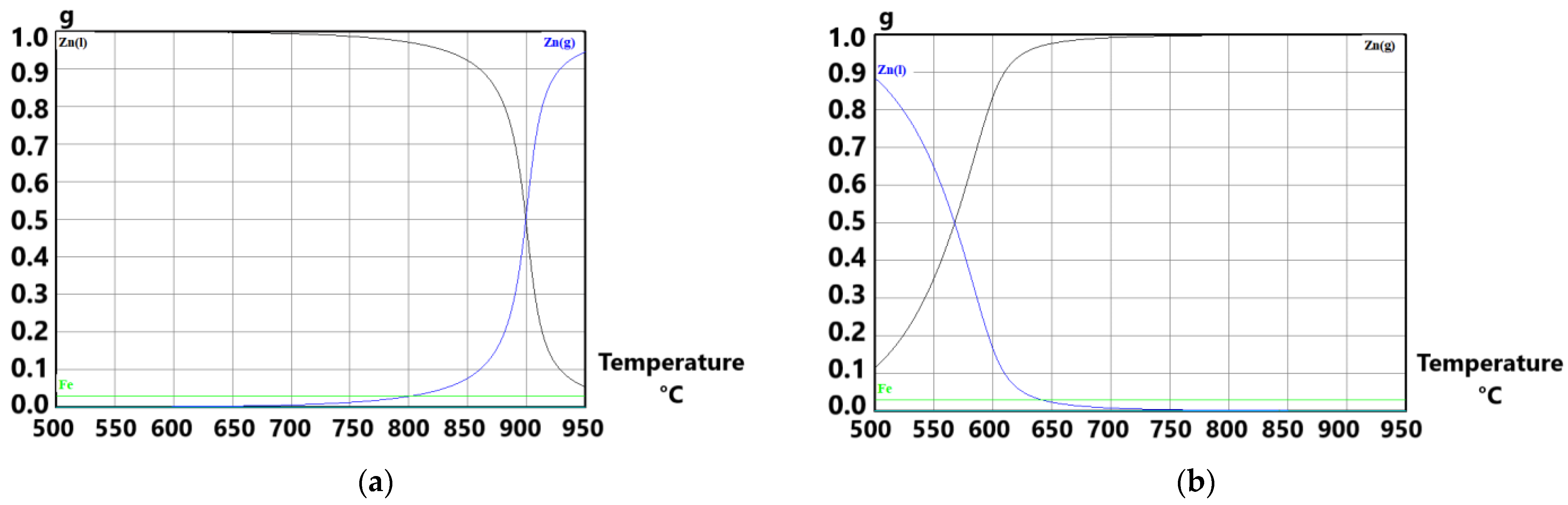
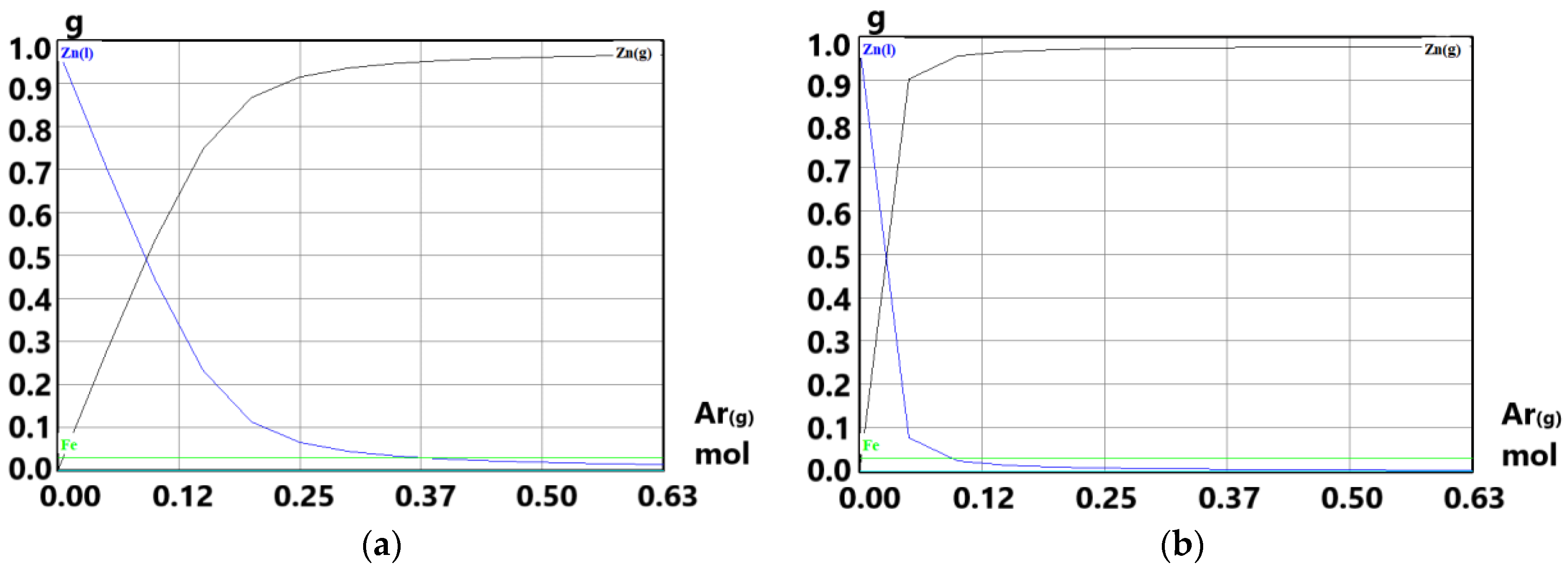
3.1. Thermodynamic Study
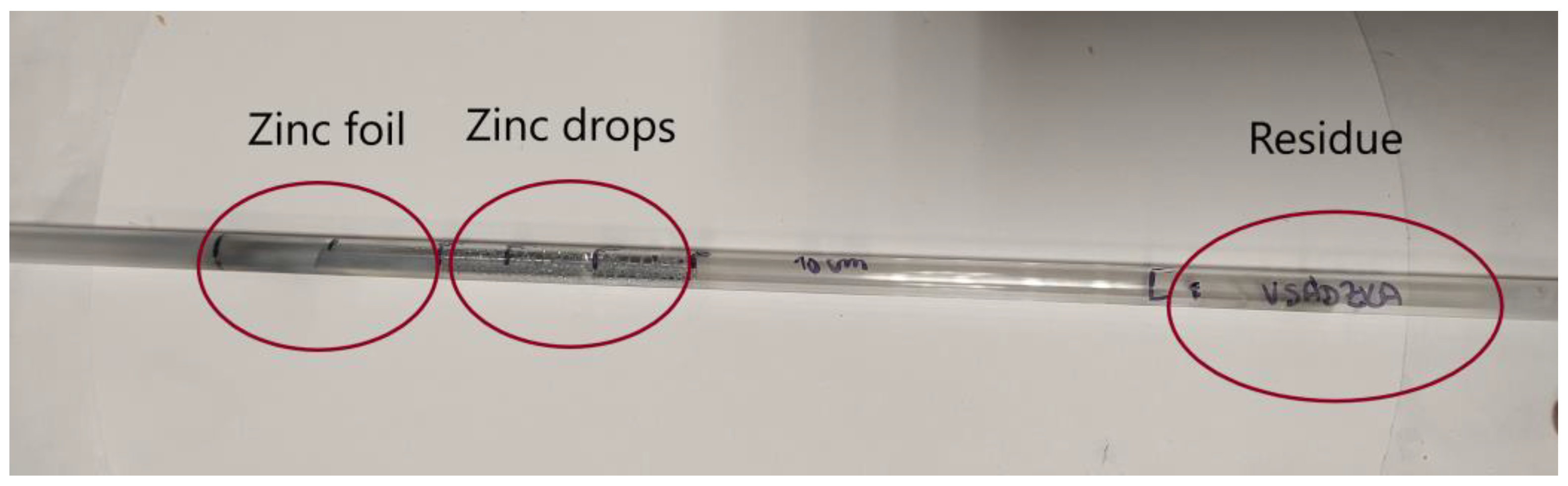
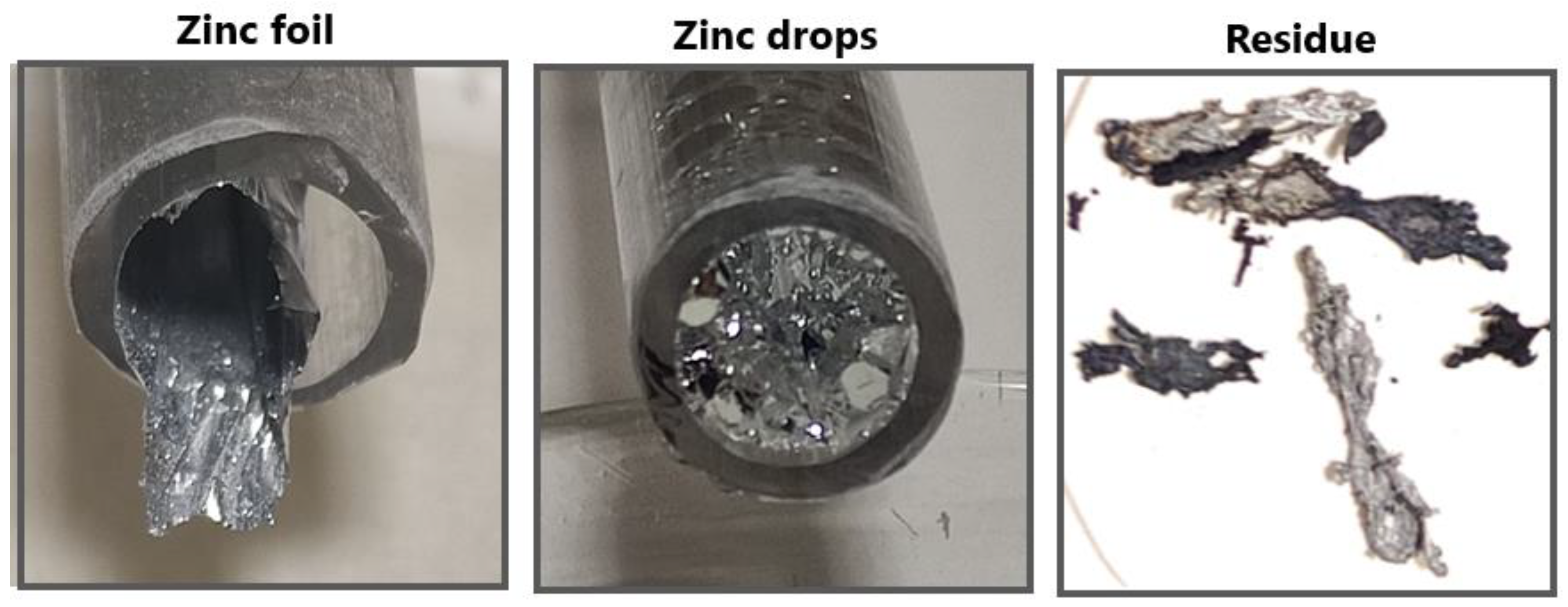
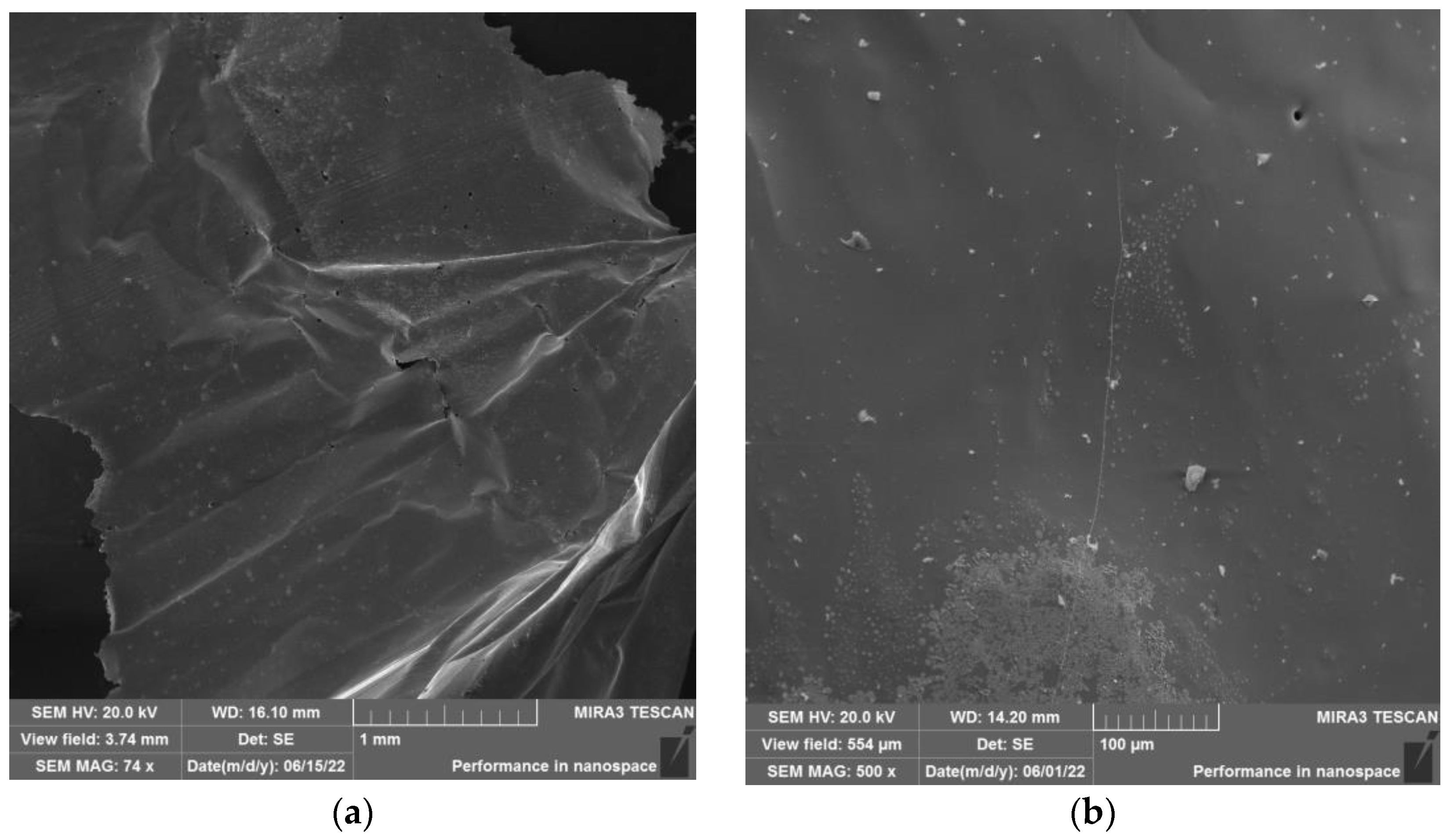
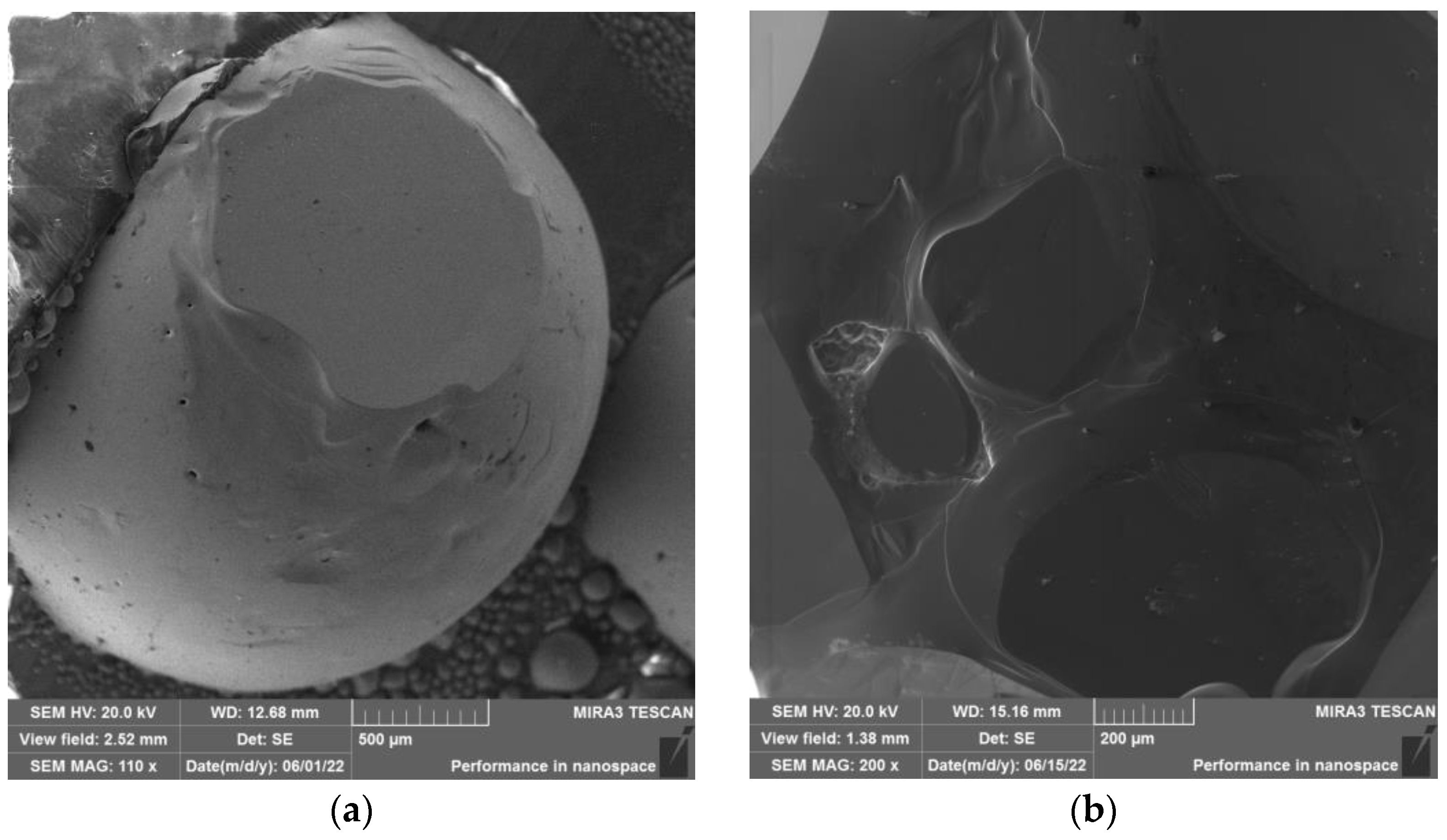
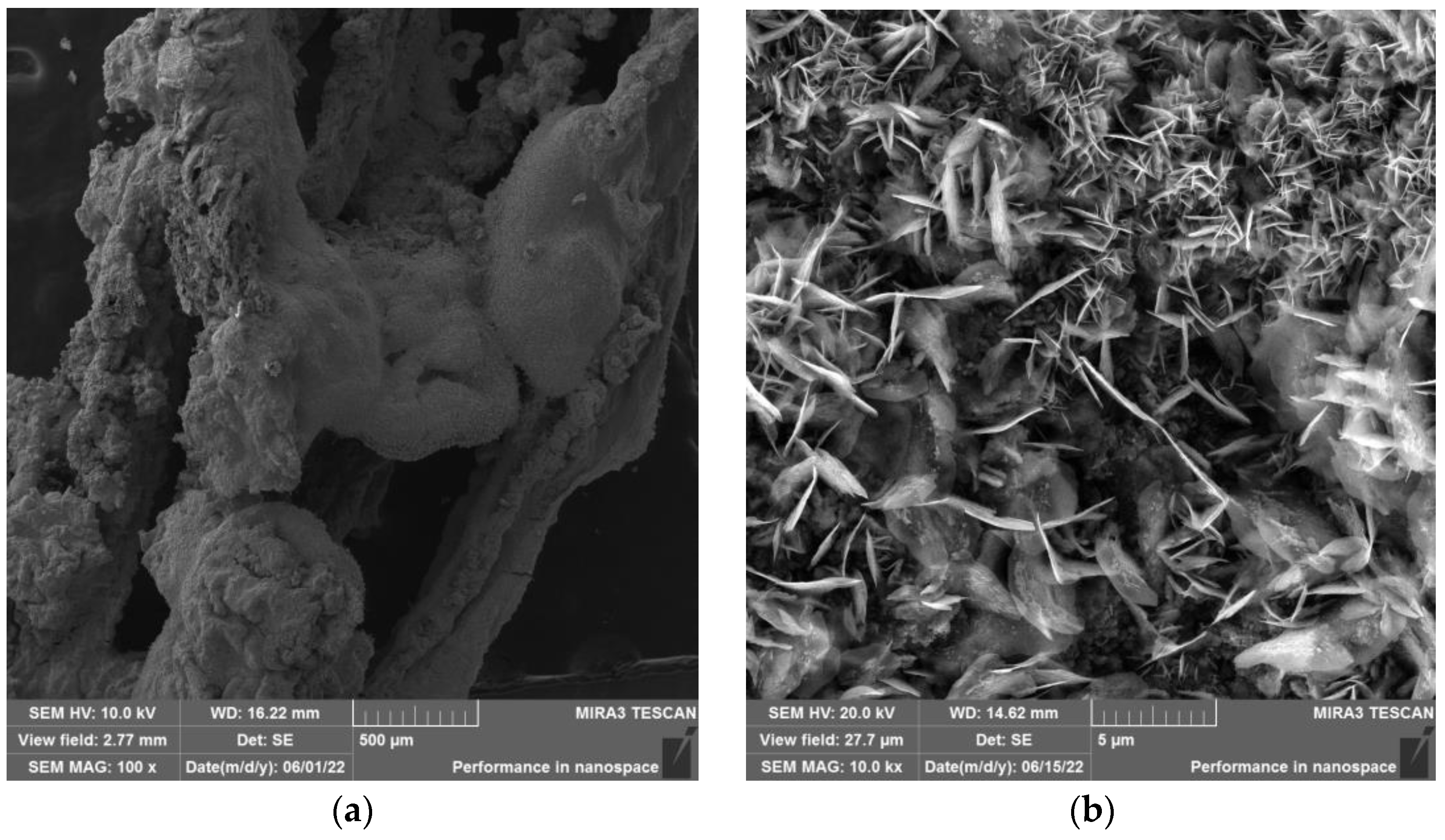
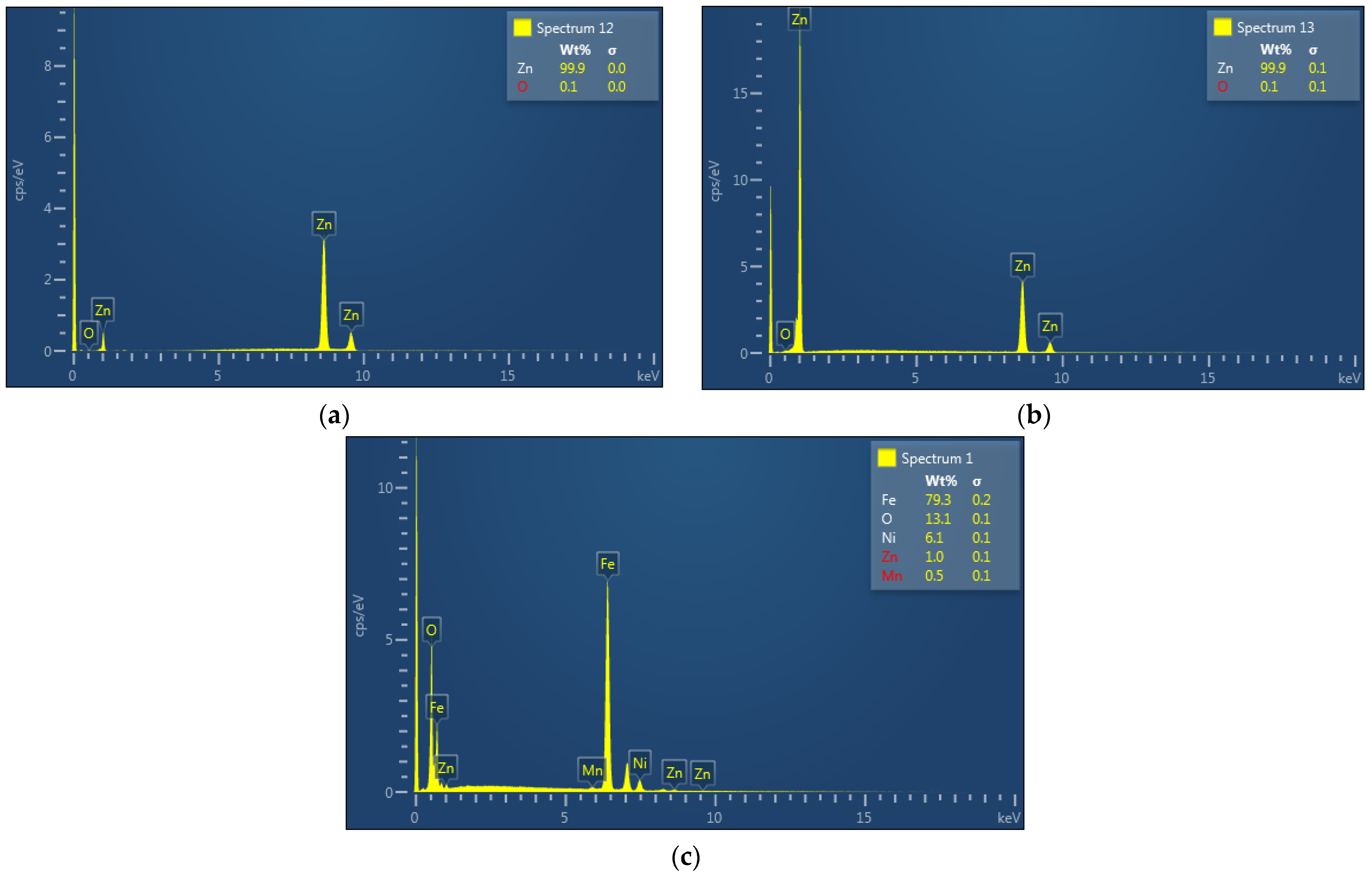
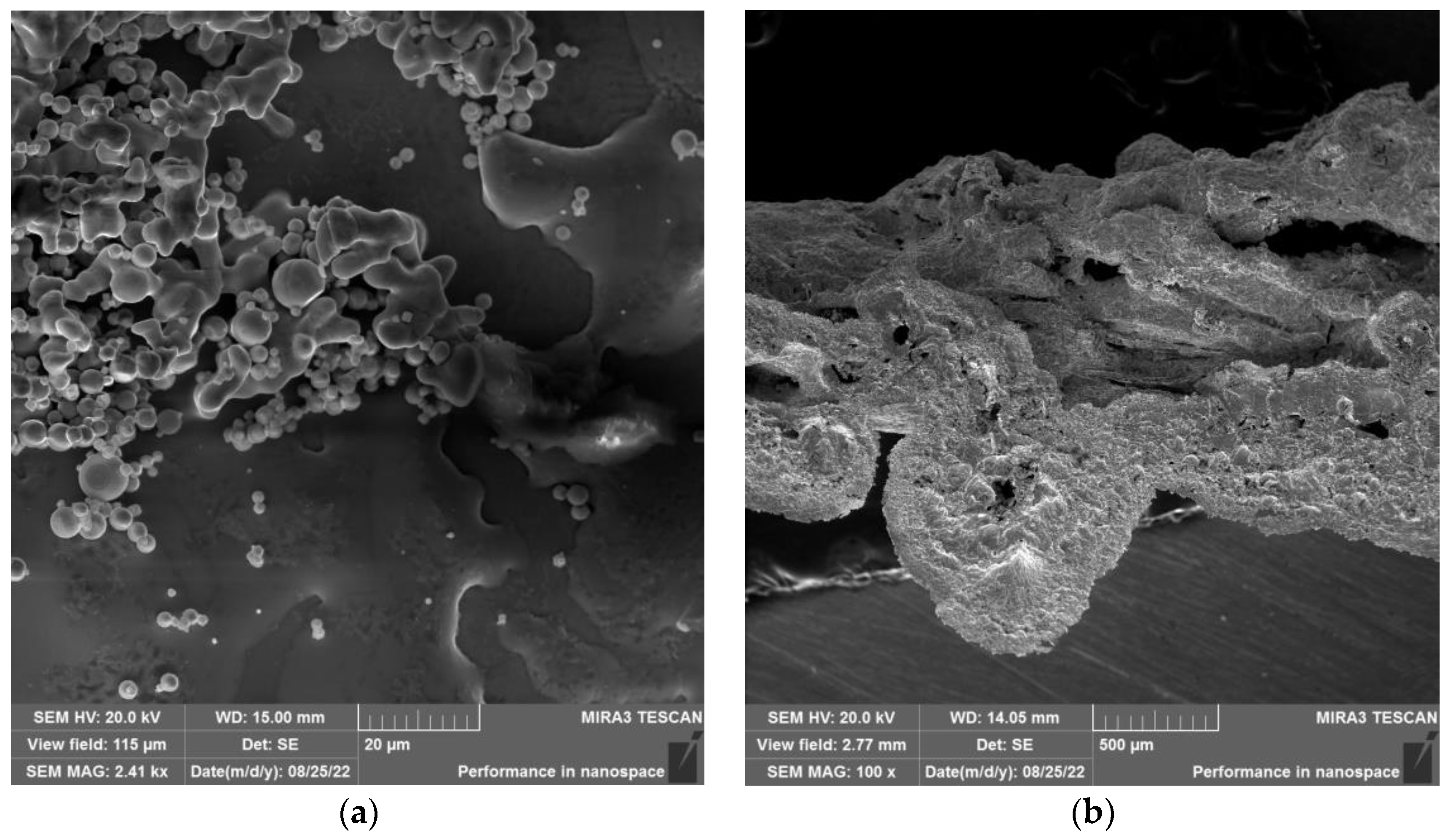
3.2. Experimental Part
4. Conclusions
- The thermodynamic study pointed to the choice of zinc evaporation temperature due to argon consumption (700 °C and 800 °C, respectively);
- Based on theoretical calculation, the argon consumption at a temperature of 800 °C is four times lower (2.97 L of Ar(g)) than that at a temperature of 700 °C (12.4 L of Ar(g));
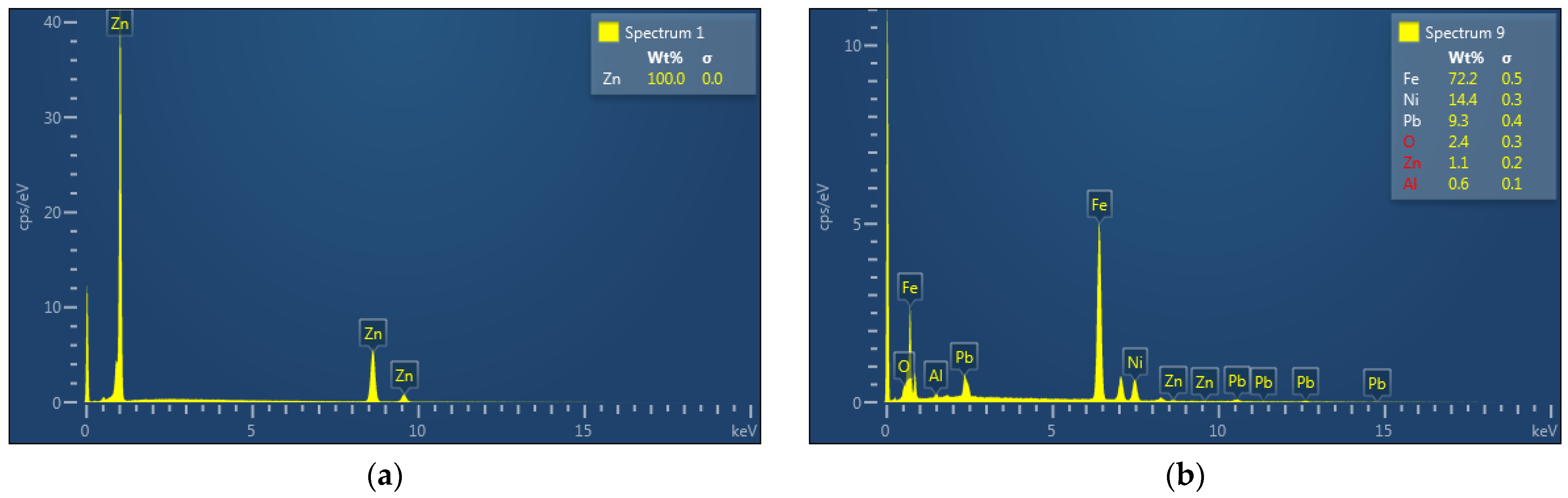
- A high purity zinc product (100% of zinc) can condense in the form of “foil” or “drop” based on the argon flow rate;
- Argon consumption during the experimental procedure was significantly lower than theoretically calculated due to the dynamic regime. Real argon consumption at a temperature of 800 °C was 0.9 L and at a temperature of 700 °C was 1.8 L, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Trpčevská, J. Zinok, Jeho Aplikácia, Výroba a Recyklácia; Fakulta Materiálov, Metalurgie a Recyklácie, Technická Univerzita v Košiciach: Košice, Slovakia, 2018; ISBN 978-80-553-2997-0. [Google Scholar]
- Zinc Alloys: Properties, Production, Processing and Applications. Available online: https://matmatch.com/learn/material/zinc-alloy (accessed on 4 December 2022).
- Rostek, L.; Espinoya, L.T.; Goldman, D.; Loibl, A. A dynamic material flow analysis of the global anthropogenic zinc cycle: Providing a quantitative basis for circularity discussions. Resour. Conserv. Recycl. 2022, 180, 106154. [Google Scholar] [CrossRef]
- Grégoire, M.; Barbara, R.K. The anthropogenic cycle of zinc: Status quo and perspectives. Resour. Conserv. Recycl. 2017, 123, 1–10. [Google Scholar]
- Garside, M. Global Zinc Reserves by Country 2021. Statista, April 2022. Zinc Reserves Worldwide by Country 2021. Statista. Available online: https://www.statista.com/statistics/273639/global-zinc-reserves-by-country/ (accessed on 15 October 2022).
- Zinc Metal Production Volume Worldwide 2005–2021. Zinc: Global Metal Production. 2021. Available online: https://www.statista.com/statistics/264878/world-production-of-zinc-metal/ (accessed on 3 December 2022).
- Garside, M. Global Zinc Consumption 2005–2021. Statista, July 2022. Zinc Metal Consumption 2021. Statista. Available online: https://www.statista.com/statistics/264884/world-zinc-usage/ (accessed on 15 October 2022).
- International Zinc Association. Zinc Recycling, Closing the Loop. Available online: https://sustainability.zinc.org/wp-content/uploads/sites/17/2022/03/Closing-the-Loop_VF_3_22.pdf (accessed on 18 October 2022).
- International Zinc Association. Recycling, Zinc Sustainability. Recycling—ZINC Sustainability. Available online: https://sustainability.zinc.org/recycling/ (accessed on 25 October 2022).
- Encore Recycling. Recycling Zinc. Available online: https://encorerecyclers.com/2017/10/26/recycling-zinc/ (accessed on 26 October 2022).
- American Galvanizers Association. Zinc Recycling. Available online: galvanizeit.org (accessed on 26 October 2022).
- American Galvanizers Association. Zinc Uses. Available online: https://galvanizeit.org/hot-dip-galvanizing/what-is-zinc/zinc-uses (accessed on 23 October 2022).
- Katarína, B.; Jarmila, T.; Jana, P.; Martina, L. Zinc waste treatment originated during hot-dip galvanizing. World Metall. Erzmetall 2017, 70, 223–226. [Google Scholar]
- Blašková, K.; Trpčevská, J.; Dorková, M. Characterization of the hard zinc originated from the hot-dip galvanizing. Holist. Approach Environ. 2018, 8, 107–113. [Google Scholar]
- Recylex. Zinc Recycling and Production. Available online: https://recylex.eu/en/zinc (accessed on 22 October 2022).
- Anderson, C.G. Pyrometallurgy in Book Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar] [CrossRef]
- Fathi, H. Textbook of Pyrometallurgy; Laval University: Quebec City, QC, Canada, 2002; 592p, ISBN 2-922686-05-1. [Google Scholar]
- Fathi, H. Volume 2: Hydrometallurgy; Gordon & Breach: Philadelphia, PA, USA, 1970; 468p, ISBN 0-677-01-7804. [Google Scholar]
- Havlik, T. Hydrometallurgy: Principles and Applications; Elsevier: Amsterdam, The Netherlands, 2014; 552p, ISBN 978-1845694074. [Google Scholar]
- Hesham, S.; Kamaledin, M.H. Extraction of zinc from blast-furnace dust using ammonium sulfate. J. Chem. Technol. Biotechnol. 2004. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Zhang, Z.; Zhang, G. Zinc Removal from Basic Oxygen Steelmaking Filter Cake by Leaching with Organic Acids. Met. Mater. Trans. B 2019, 50, 480–490. [Google Scholar] [CrossRef]
- KUL, M.; OSKAY, K.O.; ŞİMŞİR, M.; SÜBÜTAY, H.; KIRGEZEN, H. Optimization of selective leaching of Zn from electric arc furnace steelmaking dust using response surface methodology. Trans. Nonferrous Met. Soc. China 2015, 25, 2753–2762. [Google Scholar] [CrossRef]
- Xie, T.; Sun, C.; Li, G.; Luo, Y.; Zheng, X.; Ma, A. Zinc Extraction from Industrial Waste Residue by Conventional Acid Leaching. In Characterization of Minerals, Metals and Materials; Springer: Berlin/Heidelberg, Germany, 2021; pp. 121–129. [Google Scholar]
- Radzyminska-Lenarcik, E.; Sulewski, M.K. Recovery of Zinc from Metallurgic Waste Sludges. Pol. J. Environ. Stud. 2015, 24, 1277–1282. [Google Scholar] [CrossRef]
- Lorenzo, D.M.; Vega, J.M.R.; Nogueira, E.D. Process for the Production of Electrolytic Zinc or High Purity Zinc Salts from Secondary Zinc Raw-Materials. U.S. Patent US4401531A 1983. [Google Scholar]
- Besar, B.; Perindustrian, K. Proses ekstraksi seng oksida dari seng dross (extraction process of zinc oxide from zinc dross using siti Augustina). Proses Ekstraksi Seng Oksida Siti Augustina. J. Kim. Dan Kemasan 2016, 38, 103–108. [Google Scholar]
- Matthes, J.; Waibel, P.; Keller, H.B. A new infrared camera-based technology for the optimization of the Waelz process for zinc recycling. Miner. Eng. 2011, 24, 944–949. [Google Scholar] [CrossRef]
- Zhang, H.-N.; Li, J.-L.; Xu, A.-J.; Yang, Q.-X.; He, D.-F.; Tian, N.-Y. Carbothermic Reduction of Zinc and Iron Oxides in Electric Arc Furnace Dust. J. Iron Steel Res. Int. 2014, 21, 427–432. [Google Scholar] [CrossRef]
- Deng, X.; Huang, R.; Xiaodong, L.; Yang, J.; Yang, J. Separation and recovery of metallic zinc and iron concentrate from blast furnace dust by vacuum carbothermal reduction. Process. Saf. Environ. Prot. 2022, 162, 746–751. [Google Scholar] [CrossRef]
- Gao, J.; Huang, Z.; Wang, Z.; Guo, Z. Recovery of crown zinc and metallic copper from copper smelter dust by evaporation, condensation and super-gravity separation. Sep. Purif. Technol. 2020, 231, 115925. [Google Scholar] [CrossRef]
- Zhan, L.; Ouyang, L.; Zhenming, X. Preparing nano-zinc oxide with high-added-value from waste zinc manganese battery by vacuum evaporation and oxygen-control oxidation. J. Clean. Prod. 2020, 251, 119691. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, J.; Shi, A.; Meng, L.; Guo, Z. Recovery of zinc from galvanizing dross by a method of super-gravity separation. J. Alloy. Compoungs 2018, 735, 1997–2006. [Google Scholar] [CrossRef]
- Ghayad, I.; Al Ansary, A.; Aziz, Z.A.; Al Akhar, A. Recovery of zinc from zinc dross using pyrometallurgical and electrochemical methods. Egypt. J. Chem. 2019, 62, 373–384. [Google Scholar] [CrossRef]
- Sanjay, P. Zinc powder preparation from zinc dross. Mater. Today Proc. 2022, 67, 336–341. [Google Scholar] [CrossRef]
- Shivedra, S.; Choudhari, R.; Mishra, D.; Shekhar, S.; Agrawal, A.; Sahu, K.K. Valorisation of waste galvanizing dross: Emphasis on recovery of zinc with zero effluent strategy. J. Environ. Manag. 2020, 256, 109985. [Google Scholar] [CrossRef]
- Powder Diffraction file PDF. 2. XRD Software Analysis, 2022.
- Marder, A.R. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Fe | Pb | Al | Ni |
|---|---|---|---|---|---|
| Amount [%] | >94–97 | 2.2–3.4 | 0.7–1.5 | 0.8–1 | 0.3–0.7 |
| Ref. Code | Compound Name | Chemical Formula |
|---|---|---|
| 96-901-1600 | Zinc | Zn |
| 03-065-1238 | Iron Zinc | FeZn13 |
| 96-900-8478 | Lead | Pb |
| Temperature [°C] | Equilibrium Constant of Phase Transformation Zn(l) = Zn(g) [-] | Equilibrium Partial Pressure [Pa] | Amounts of Inert Ar Gas [mol] | Volume of Ar at 25 °C [dm3] | |
|---|---|---|---|---|---|
| t | K | p(Zn) | p(Ar) | nAr | VAr (25 °C) |
| 500 | 0.00183 | 183 | 99,817 | 8.4 | 204 |
| 600 | 0.0153 | 1530 | 98,470 | 0.98 | 24 |
| 700 | 0.0814 | 8140 | 91,860 | 0.17 | 4.2 |
| 800 | 0.314 | 31,350 | 68,650 | 0.033 | 0.82 |
| 900 | 0.949 | 94,940 | 5060 | 0.0008 | 0.02 |
| Temperature [°C] | Time [min] | Initial Dose of Sample [g] | Zn Content in Dose [g] | Impurities [g] | Residue after Evaporation [g] | Efficiency [%] | Ar(g) Consumption [L] |
|---|---|---|---|---|---|---|---|
| 700 | 20 | 3.03 | 2.94 | 0.09 | 0.09 | 100 | 1.8 |
| 10 | 3.05 | 2.96 | 0.09 | 0.33 | 91.9 | 0.9 | |
| 800 | 20 | 3.09 | 2.99 | 0.1 | 0.13 | 99 | 1.8 |
| 10 | 3.08 | 2.98 | 0.1 | 0.13 | 99 | 0.9 | |
| 5 | 3.01 | 2.92 | 0.09 | 0.14 | 98.3 | 0.45 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katarína, P.; Jarmila, T.; Jaroslav, B.; Beatrice, P. Theoretical and Practical Evaluation of the Feasibility of Zinc Evaporation from the Bottom Zinc Dross as a Valuable Secondary Material. Materials 2022, 15, 8843. https://doi.org/10.3390/ma15248843
Katarína P, Jarmila T, Jaroslav B, Beatrice P. Theoretical and Practical Evaluation of the Feasibility of Zinc Evaporation from the Bottom Zinc Dross as a Valuable Secondary Material. Materials. 2022; 15(24):8843. https://doi.org/10.3390/ma15248843
Chicago/Turabian StyleKatarína, Pauerová, Trpčevská Jarmila, Briančin Jaroslav, and Plešingerová Beatrice. 2022. "Theoretical and Practical Evaluation of the Feasibility of Zinc Evaporation from the Bottom Zinc Dross as a Valuable Secondary Material" Materials 15, no. 24: 8843. https://doi.org/10.3390/ma15248843