
Concrete Performance Produced Using Recycled Construction and By-Product Industrial Waste Coarse Aggregates


Abstract
:1. Introduction
2. Experimental Program
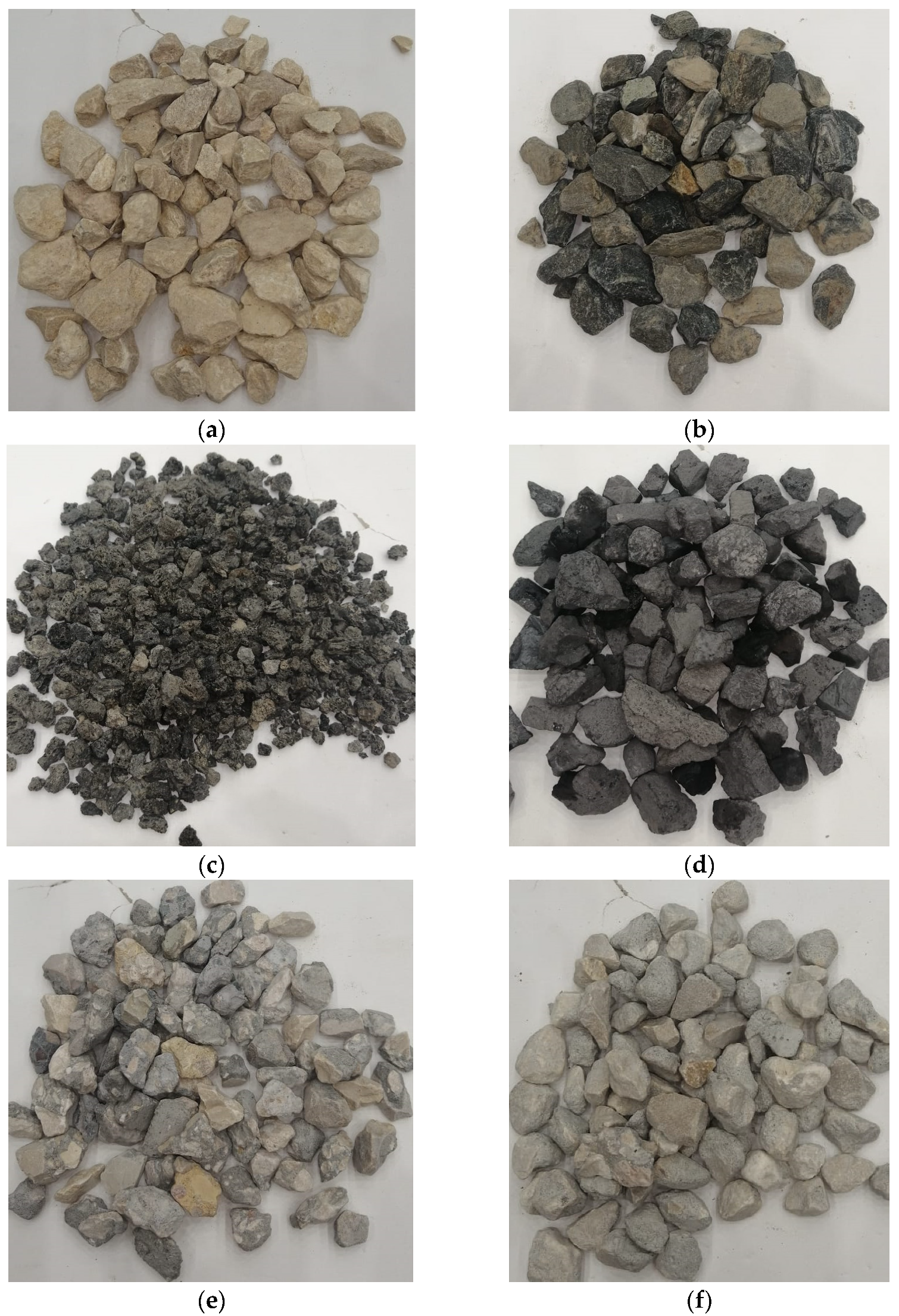
2.1. Material Properties
2.2. Concrete Mixture Proportions
2.3. Specimen Preparation and Testing
3. Test Results and Discussion
3.1. Aggregate Characteristics
3.2. Compressive Strength
3.3. Splitting Tensile Strength
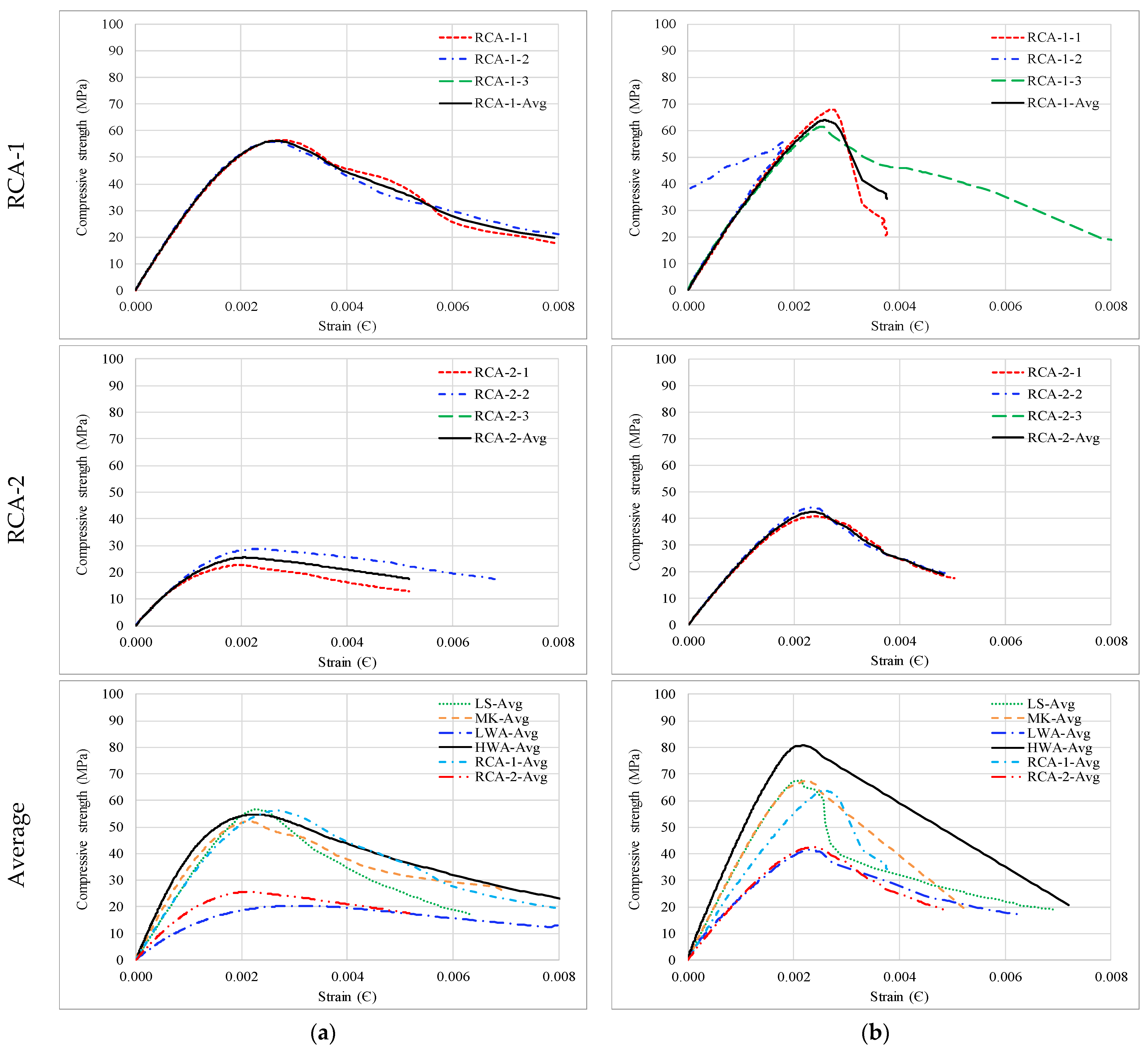
3.4. Stress–Strain Relationship
3.5. Strain at Peak Stress
3.6. Modulus of Elasticity
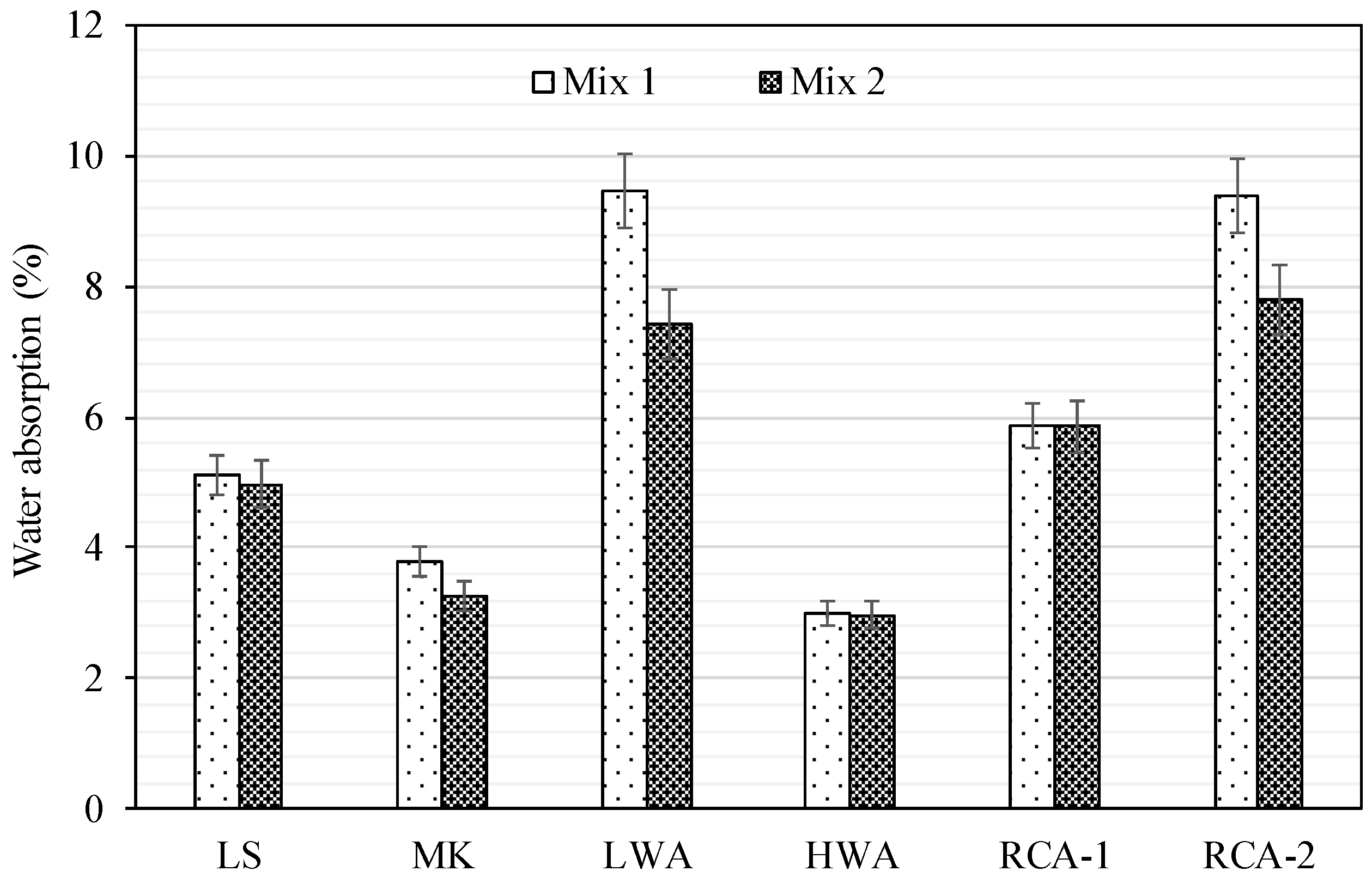
3.7. Water Absorption
4. Conclusions
- The contribution of coarse aggregate towards the concrete strength is more pronounced for Mix 2 as the coarse aggregate characteristics controlled the failure mechanics. While the LS, MK, HWA, and RCA-1 had comparable compressive and tensile strengths for Mix 1, the elastic modulus was greatly influenced by the abrasion resistance and strength of coarse aggregates.
- The combined effect of reducing the ratio of w/c and increasing the quantity of cement improved (Mix 2 vs. Mix 1) the mechanical performance of concrete irrespective of the coarse aggregate type. The rate of increase in compressive strength for Mix 2 relative to Mix 1 was more pronounced than splitting tensile strength and the modulus of elasticity.
- The density of coarse aggregate was found to have an influence on the concrete mechanical properties. It should also be noted that the stiffer the aggregate, the more likely to enhance concrete performance.
- The mechanical characteristics of concrete with recycled aggregates were greatly dependent on the quality of attached mortar on the surface of coarse aggregate. However, the existence of attached mortar may have some impact on its mechanical properties.
- The LWA resulted in lower mechanical performance than LS, MK, HWA, and RCA-1 due to the higher volume of porosity, higher mass loss, and weaker mechanical strength of coarse aggregate. While the rich mix (Mix 2) improved the matrix and ITZ characteristics, the strength of the concrete reached a ceiling limit beyond which no further increase would be expected.
- The low quality of adhered mortar significantly resulted in a drop in the concrete performance. The drop in RCA-2 compressive strength compared to RCA-1 was 49% for Mix 1 and 31% for Mix 2.
- The experimentally measured modulus of elasticity was compared with available formulas of design codes. ACI 363 R-92 and CSA A23.3-04 were the best prediction models, followed by the density-based formulas of ACI-318-19 and AS-3600-09.
- Irrespective of w/c ratios, the water absorption of concrete was high for concrete whose coarse aggregates had high water absorption.
- While the density of concrete is considered an essential factor in predicting the modulus of elasticity, the mechanical characteristics of coarse aggregate also appear to have a great influence. Although a majority of design codes impose an upper limit on the density of concrete (2500 kg/m3), the modulus of elasticity of HWA concrete correlates well with the design equations of ACI 363R-92 and CSA A23.3-04. Thus, the modulus of elasticity of HWA concrete can be appropriately computed using the equations of these codes.
- Future research is needed to evaluate the effect of steel and synthetic fibers on the performance of concrete with recycled construction and by-product industrial waste coarse aggregates.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Collivignarelli, M.C.; Cillari, G.; Ricciardi, P.; Miino, M.C.; Torretta, V.; Rada, E.C.; Abbà, A. The Production of Sustainable Concrete with the Use of Alternative Aggregates: A Review. Sustainability 2020, 12, 7903. [Google Scholar] [CrossRef]
- Tiwari, A.; Singh, S.; Nagar, R. Feasibility assessment for partial replacement of fine aggregate to attain cleaner production perspective in concrete: A review. J. Clean. Prod. 2016, 135, 490–507. [Google Scholar] [CrossRef]
- Giaccio, G.; Zerbino, R. Failure mechanism of concrete: Combined effects of coarse aggregates and strength level. Adv. Cem. Based Mater. 1998, 7, 41–48. [Google Scholar] [CrossRef]
- Ozturan, T.; Çeçen, C. Effect of coarse aggregate type on mechanical properties of concretes with different strengths. Cem. Concr. Res. 1997, 27, 165–170. [Google Scholar] [CrossRef]
- Kockal, N.U.; Ozturan, T. Strength and elastic properties of structural lightweight concretes. Mater. Des. 2011, 32, 2396–2403. [Google Scholar] [CrossRef]
- Baalbaki, W.; Benmokrane, B.; Chaallal, O.; Aitcin, P.C. Influence of coarse aggregate on elastic properties of high-performance concrete. Mater. J. 1991, 88, 499–503. [Google Scholar]
- Aïtcin, P.C.; Mehta, P.K. Effect of coarse aggregate characteristics on mechanical properties of high-strength concrete. Mater. J. 1990, 87, 103–107. [Google Scholar]
- Giaccio, G.; Rocco, C.; Violini, D.; Zappitelli, J.; Zerbino, R. High-strength concretes incorporating different coarse aggregates. Mater. J. 1992, 89, 242–246. [Google Scholar]
- Beshr, H.; Almusallam, A.A.; Maslehuddin, M. Effect of coarse aggregate quality on the mechanical properties of high strength concrete. Constr. Build. Mater. 2003, 17, 97–103. [Google Scholar] [CrossRef]
- Hooton, R.D. Influence of silica fume replacement of cement on physical properties and resistance to sulfate attack, freezing and thawing, and alkali-silica reactivity. Mater. J. 1993, 90, 143–151. [Google Scholar]
- Cui, H.Z.; Lo, T.Y.; Memon, S.A.; Xing, F.; Shi, X. Analytical model for compressive strength, elastic modulus and peak strain of structural lightweight aggregate concrete. Constr. Build. Mater. 2012, 36, 1036–1043. [Google Scholar] [CrossRef]
- He, Y.; Zhang, X.; Zhang, Y.; Zhou, Y. Effects of particle characteristics of lightweight aggregate on mechanical properties of lightweight aggregate concrete. Constr. Build. Mater. 2014, 72, 270–282. [Google Scholar] [CrossRef]
- Nguyen, L.H.; Beaucour, A.L.; Ortola, S.; Noumowé, A. Influence of the volume fraction and the nature of fine lightweight aggregates on the thermal and mechanical properties of structural concrete. Constr. Build. Mater. 2014, 51, 121–132. [Google Scholar] [CrossRef]
- ACI 213R–03; Guide for Structural Lightweight-Aggregate Concrete. American Concrete Institute (ACI): Farmington Hills, MI, USA, 2003.
- Bogas, J.A.; Gomes, A.; Pereira, M.F.C. Self-compacting lightweight concrete produced with expanded clay aggregate. Constr. Build. Mater. 2012, 35, 1013–1022. [Google Scholar] [CrossRef]
- Akkurt, I.; Başyigit, C.; Akkaş, A.; Kilingarslan, Ş.; Mavi, B.; Giinoglu, K. Determination of some heavyweight aggregate half value layer thickness used for radiation shielding. Acta Phys. Pol. -Ser. A Gen. Phys. 2012, 121, 138. [Google Scholar] [CrossRef]
- Gencel, O.; Bozkurt, A.; Kam, E.; Korkut, T. Determination and calculation of gamma and neutron shielding characteristics of concretes containing different hematite proportions. Ann. Nucl. Energy 2011, 38, 2719–2723. [Google Scholar] [CrossRef]
- Khalaf, M.A.; Ban, C.C.; Ramli, M. The constituents, properties and application of heavyweight concrete: A review. Constr. Build. Mater. 2019, 215, 73–89. [Google Scholar] [CrossRef]
- De Domenico, D.; Faleschini, F.; Pellegrino, C.; Ricciardi, G. Structural behavior of RC beams containing EAF slag as recycled aggregate: Numerical versus experimental results. Constr. Build. Mater. 2018, 171, 321–337. [Google Scholar] [CrossRef]
- Ahmad, J.; Kontoleon, K.J.; Majdi, A.; Naqash, M.T.; Deifalla, A.F.; Ben Kahla, N.; Isleem, H.F.; Qaidi, S.M. A comprehensive review on the ground granulated blast furnace slag (GGBS) in concrete production. Sustainability 2022, 14, 8783. [Google Scholar] [CrossRef]
- Kwan, W.H.; Ramli, M.; Kam, K.J.; Sulieman, M.Z. Influence of the amount of recycled coarse aggregate in concrete design and durability properties. Constr. Build. Mater. 2012, 26, 565–573. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Mari, A. Microstructure analysis of hardened recycled aggregate concrete. Mag. Concr. Res. 2006, 58, 683–690. [Google Scholar] [CrossRef]
- Hansen, T.C.; Narud, H. Strength of recycled concrete made from crushed concrete coarse aggregate. Concr. Int. 1983, 5, 79–83. [Google Scholar]
- Li, J. Study on Mechanical Behavior of Recycled Aggregate Concrete. Master’s Thesis, Tongji University, Shanghai, China, 2004. [Google Scholar]
- ASTM C150/C150M-20; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C127-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- ACI Committee 211. 211.1-91; Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete (Reapproved 2009). Technical Documents. ACI: Detroit, MI, USA, 1991.
- ASTM C494/C494M-19; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C143/C143M-12; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C127-12; Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C131/C131M-20; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C39/C39M-20; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C469/C469M-14e1; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C1585-20; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2020.
- ACI Committee. ACI 318-19: Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute: Farmington Hills, MI, USA, 2019. [Google Scholar]
- American Concrete Institute (ACI) Committee 363. Report on High-Strength Concrete; ACI 363R-92; ACI: Detroit, MI, USA, 1992; Volume 55. [Google Scholar]
- A23. 3-04; Design of Concrete Structures. Canadian Standards Association: Toronto, ON, Canada, 2004.
- Comité Euro-International du Béton. CEB-FIP Model Code 1990: Design Code; Thomas Telford Publishing: London, UK, 1993. [Google Scholar]
- BS EN 1992; Design of Concrete Structures. Part 1-1: General Rules and Rules for Buildings. British Standards Institution: London, UK, 2004.
- AS3600-2009; Concrete Structures. Australian Standard for Concrete Structures: Sydney, Australia, 2009.
- BS 8110-2: 1985; Structural Use of Concrete-Part 2: Code of Practice for Special Circumstances. British Standard Institution: London, UK, 1985.
- Yang, K.H.; Mun, J.H.; Cho, M.S.; Kang, T.H. Stress-strain model for various unconfined concretes in compression. ACI Struct. J. 2014, 111, 819. [Google Scholar] [CrossRef]
- Tasnimi, A.A. Mathematical model for complete stress–strain curve prediction of normal, light-weight and high-strength concretes. Mag. Concr. Res. 2004, 56, 23–34. [Google Scholar] [CrossRef]
- Gao, J.; Sun, W.; Morino, K. Mechanical properties of steel fiber-reinforced, high-strength, lightweight concrete. Cem. Concr. Compos. 1997, 19, 307–313. [Google Scholar] [CrossRef]
- Noguchi, T.; Tomosawa, F.; Nemati, K.M.; Chiaia, B.M.; Fantilli, A.P. A practical equation for elastic modulus of concrete. ACI Struct. J. 2009, 106, 690–696. [Google Scholar]
- Somna, R.; Jaturapitakkul, C.; Chalee, W.; Rattanachu, P. Effect of the water to binder ratio and ground fly ash on properties of recycled aggregate concrete. J. Mater. Civ. Eng. 2012, 24, 16–22. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aggregate Type | Specific Gravity | Water Absorption (%) | Density of Aggregate (kg/m3) | Los Angeles Abrasion (%) |
|---|---|---|---|---|
| Fine aggregate (FA) | 2.60 | 1.30 | 1645 | - |
| LS | 2.61 | 1.20 | 1575 | 23.1 |
| MK | 2.72 | 1.25 | 1487 | 19.8 |
| LWA | 1.72 | 10.60 | 860 | 45.0 |
| HWA | 3.70 | 1.17 | 2300 | 13.3 |
| RCA-1 | 2.44 | 4.77 | 1610 | 28.4 |
| RCA-2 | 2.32 | 9.33 | 1555 | 37.5 |
| Concrete Constituents | LS | MK | LWA | HWA | RCA-1 | RCA-2 |
|---|---|---|---|---|---|---|
| w/c ratio | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Cement (kg/m3) | 300 | 300 | 300 | 300 | 300 | 300 |
| Water (kg/m3) | 150 | 150 | 150 | 150 | 150 | 150 |
| Coarse aggregate (kg/m3) | 1167 | 1232 | 692 | 1649 | 1041 | 958 |
| Fine aggregate (kg/m3) | 792 | 792 | 792 | 792 | 792 | 792 |
| Unit weight of concrete, wc (kg/m3) | 2443 | 2498 | 2025 | 2918 | 2349 | 2295 |
| Materials | LS | MK | LWA | HWA | RCA-1 | RCA-2 |
|---|---|---|---|---|---|---|
| w/c ratio | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| Cement (kg/m3) | 500 | 500 | 500 | 500 | 500 | 500 |
| Water (kg/m3) | 150 | 150 | 150 | 150 | 150 | 150 |
| Coarse aggregate (kg/m3) | 1082 | 1129 | 634 | 1509 | 955 | 875 |
| Fine aggregate (kg/m3) | 724 | 724 | 724 | 724 | 724 | 724 |
| Unit weight of concrete, wc (kg/m3) | 2467 | 2526 | 2092 | 2909 | 2390 | 2340 |
| Design Code | Code Equation for Predicting Modulus of Elasticity of Concrete, Ec | Limitations and Coefficients |
|---|---|---|
| ACI-318-19 [37] | For normal weight concrete | |
| ACI-318-19 [37] (density-based formula) | kg/m3 Higher discrepancies between measured and calculated when MPa | |
| ACI 363R-92 [38] | MPa kg/m3 | |
| CSA A23.3-04 [39] | kg/m3 | |
| CEB-FIP-1990 [40] | MPa MPa MPa kg/m3 = 0.7 for sandstone aggregates, 0.9 for limestone aggregates, 1.0 for quartzite aggregates, and 1.2 for dense limestone aggregates and basalt. | |
| BS EN 1992 [41] | = 1.2 for basalt aggregates, 1.0 for quartzite aggregates, 0.9 for limestone aggregates, 0.7 for sandstone aggregates. for LWA, multiply by | |
| AS-3600-2009 [42] | for MPa for MPa | kg/m3 |
| BS 8110-2 [43] | kN/mm2 For LWA, multiply by |
| Mix | Aggregate Types | Experimental Results (GPa) | ACI [37] (GPa) | ACI density-Based Formula [37] (GPa) | ACI 363 [38] (GPa) | CEB-FIP [40] (GPa) | BS EN 1992 [43] (GPa) | CSA A23.3 [39] (GPa) | AS-3600 [42] (GPa) | BS 8110-2 [41] (GPa) |
|---|---|---|---|---|---|---|---|---|---|---|
| Mix 1 | LS | 31.62 | 35.82 | 39.35 | 34.60 | 34.78 | 33.56 | 34.44 | 36.37 | 31.62 |
| MK | 37.10 | 34.20 | 39.06 | 34.70 | 37.47 | 36.27 | 34.53 | 36.78 | 30.59 | |
| LWA | 14.87 | - | 17.73 | 17.88 | 27.30 | 23.11 | 17.80 | 17.73 | 17.15 | |
| HWA | 44.46 | - | 50.14 | 44.38 | 45.47 | 43.96 | 44.17 | 46.90 | 30.94 | |
| RCA-1 | 31.47 | 35.25 | 36.74 | 32.42 | 34.41 | 33.24 | 32.26 | 34.17 | 31.25 | |
| RCA-2 | 22.34 | 23.86 | 24.02 | 23.39 | 26.53 | 26.30 | 23.29 | 24.02 | 25.15 | |
| Mix 2 | LS | 39.96 | 39.29 | 44.04 | 38.00 | 36.99 | 35.48 | 37.81 | 39.29 | 33.98 |
| MK | 39.57 | 38.70 | 44.95 | 38.89 | 40.69 | 39.06 | 38.71 | 40.32 | 33.56 | |
| LWA | 23.75 | - | 26.55 | 24.26 | 34.59 | 30.52 | 24.15 | 26.30 | 21.53 | |
| HWA | 51.99 | - | 61.06 | 51.92 | 51.84 | 49.47 | 51.66 | 52.99 | 36.23 | |
| RCA-1 | 33.20 | 36.89 | 39.44 | 34.46 | 35.48 | 34.17 | 34.30 | 36.03 | 32.32 | |
| RCA-2 | 24.58 | 30.63 | 31.72 | 28.91 | 31.34 | 30.56 | 28.78 | 31.29 | 28.50 | |
| Maximum | 51.99 | 39.29 | 61.06 | 51.92 | 51.84 | 49.47 | 51.66 | 52.99 | 36.23 | |
| Minimum | 14.87 | 23.86 | 17.73 | 17.88 | 26.53 | 23.11 | 17.80 | 17.73 | 17.15 | |
| Mix | Aggregate Types | ACI/Experimental Results | ACI Density-Based Formula/Experimental Results | ACI 363/Experimental Results | CEB-FIP/Experimental Results | BS EN 1992/Experimental Results | CSA A23.3/Experimental Results | AS-3600/Experimental Results | BS 8110-2/Experimental Results |
|---|---|---|---|---|---|---|---|---|---|
| Mix 1 | LS | 1.13 | 1.24 | 1.09 | 1.10 | 1.06 | 1.09 | 1.15 | 1.00 |
| MK | 0.92 | 1.05 | 0.94 | 1.01 | 0.98 | 0.93 | 0.99 | 0.82 | |
| LWA | - | 1.19 | 1.20 | 1.84 | 1.55 | 1.20 | 1.19 | 1.15 | |
| HWA | - | 1.13 | 1.00 | 1.02 | 0.99 | 0.99 | 1.05 | 0.70 | |
| RCA-1 | 1.12 | 1.17 | 1.03 | 1.09 | 1.06 | 1.03 | 1.09 | 0.99 | |
| RCA-2 | 1.07 | 1.07 | 1.05 | 1.19 | 1.18 | 1.04 | 1.07 | 1.13 | |
| Mix 2 | LS | 0.98 | 1.10 | 0.95 | 0.93 | 0.89 | 0.95 | 0.98 | 0.85 |
| MK | 0.98 | 1.14 | 0.98 | 1.03 | 0.99 | 0.98 | 1.02 | 0.85 | |
| LWA | - | 1.12 | 1.02 | 1.46 | 1.28 | 1.02 | 1.11 | 0.91 | |
| HWA | - | 1.17 | 1.00 | 1.00 | 0.95 | 0.99 | 1.02 | 0.70 | |
| RCA-1 | 1.11 | 1.19 | 1.04 | 1.07 | 1.03 | 1.03 | 1.09 | 0.97 | |
| RCA-2 | 1.25 | 1.29 | 1.18 | 1.28 | 1.24 | 1.17 | 1.27 | 1.16 | |
| Maximum | 1.25 | 1.29 | 1.20 | 1.84 | 1.55 | 1.20 | 1.27 | 1.16 | |
| Minimum | 0.92 | 1.05 | 0.94 | 0.93 | 0.89 | 0.93 | 0.98 | 0.70 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alqarni, A.S.; Albidah, A.; Abbas, H.; Almusallam, T.; Al-Salloum, Y. Concrete Performance Produced Using Recycled Construction and By-Product Industrial Waste Coarse Aggregates. Materials 2022, 15, 8985. https://doi.org/10.3390/ma15248985
Alqarni AS, Albidah A, Abbas H, Almusallam T, Al-Salloum Y. Concrete Performance Produced Using Recycled Construction and By-Product Industrial Waste Coarse Aggregates. Materials. 2022; 15(24):8985. https://doi.org/10.3390/ma15248985
Chicago/Turabian StyleAlqarni, Ali S., Abdulrahman Albidah, Husain Abbas, Tarek Almusallam, and Yousef Al-Salloum. 2022. "Concrete Performance Produced Using Recycled Construction and By-Product Industrial Waste Coarse Aggregates" Materials 15, no. 24: 8985. https://doi.org/10.3390/ma15248985