
Low-Energy Pulsed-Laser Welding as a Root Pass in a GMAW Joint: An Investigation on the Microstructure and Mechanical Properties
 , ,
, ,
Abstract
:1. Introduction
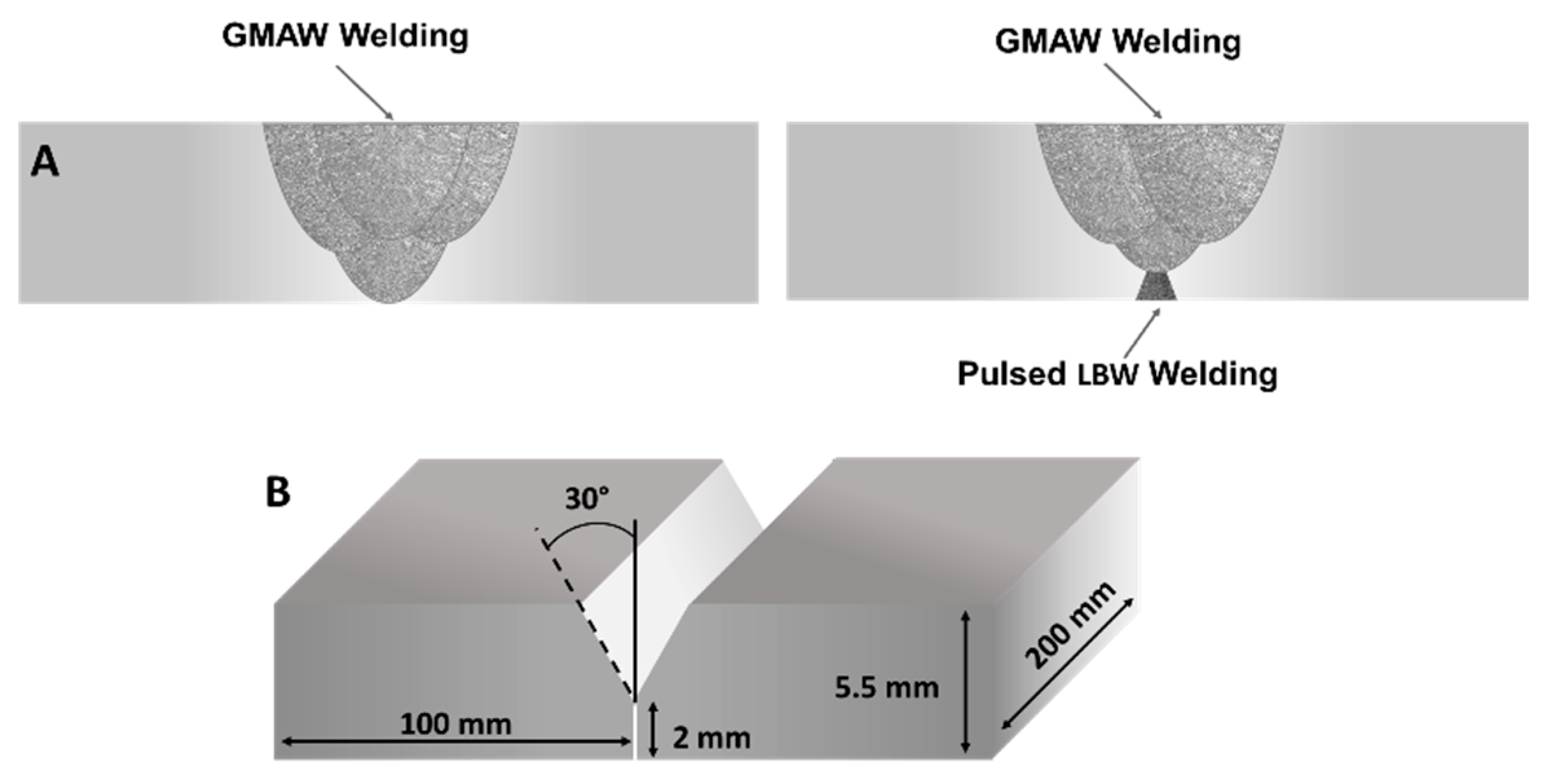
2. Materials and Methods
3. Results and Discussion
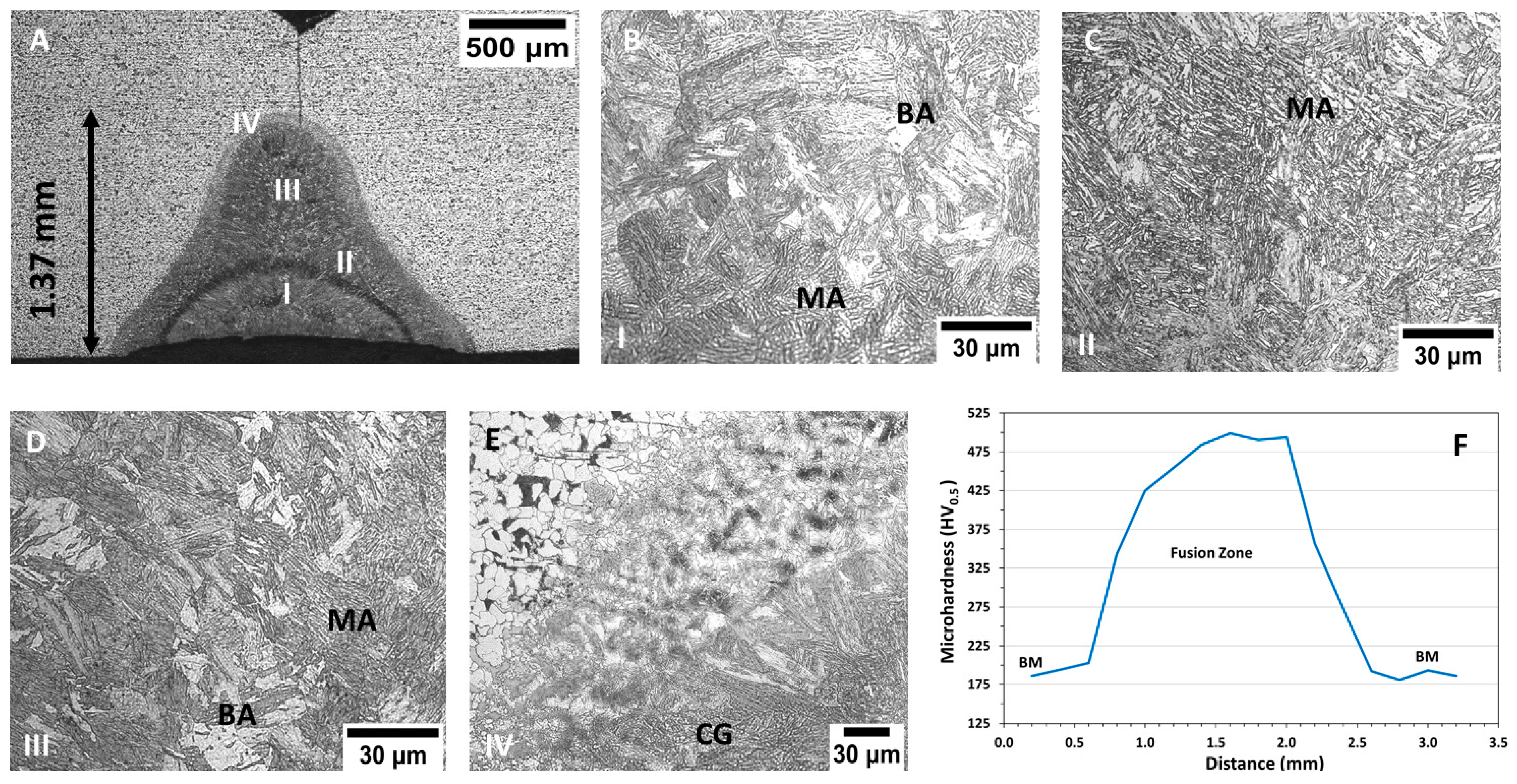
3.1. Pulsed Laser Analysis
3.2. PL + GMAW and GMAW Butt Joints
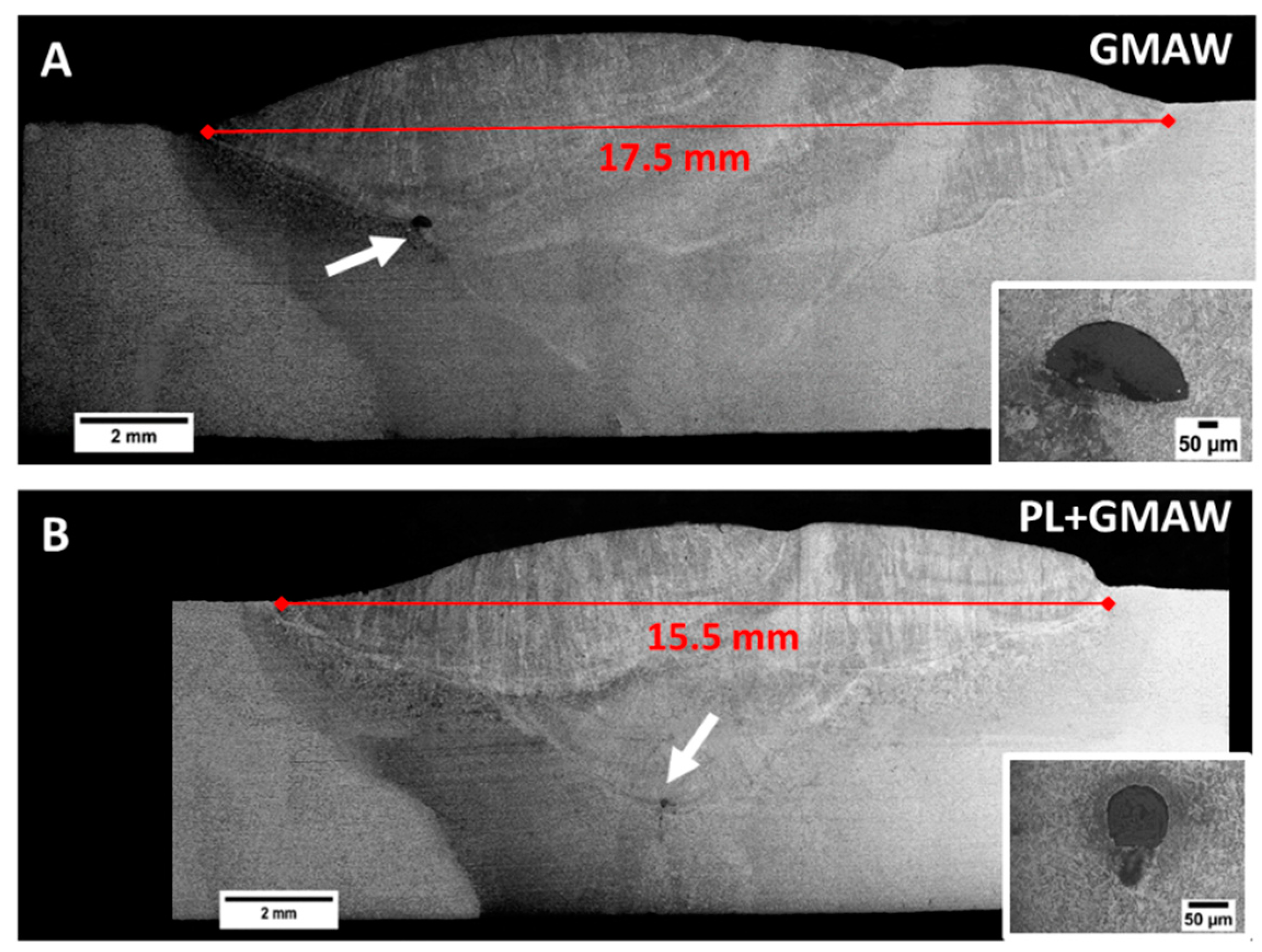
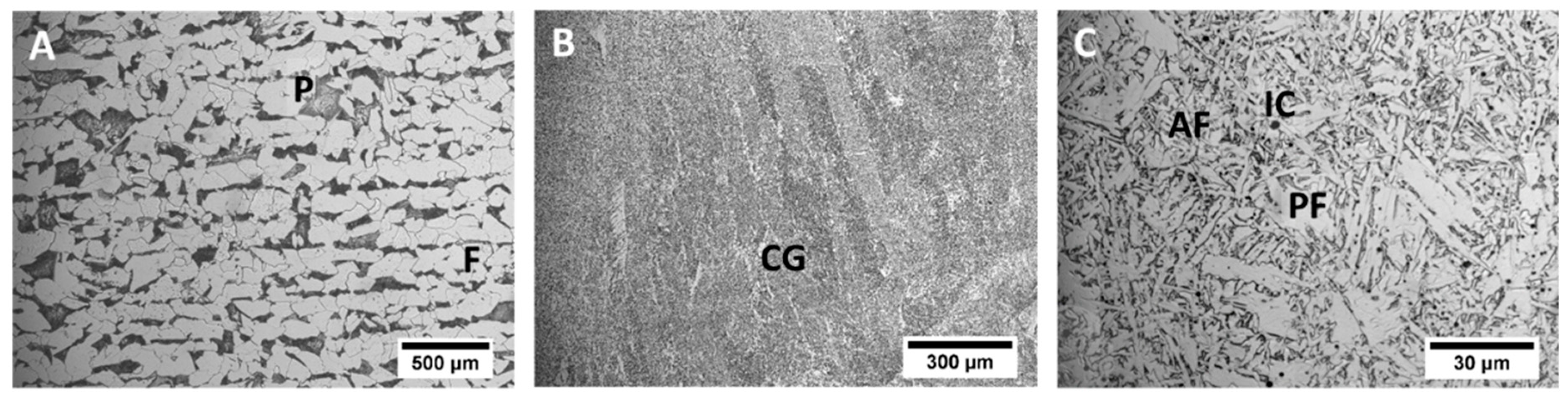
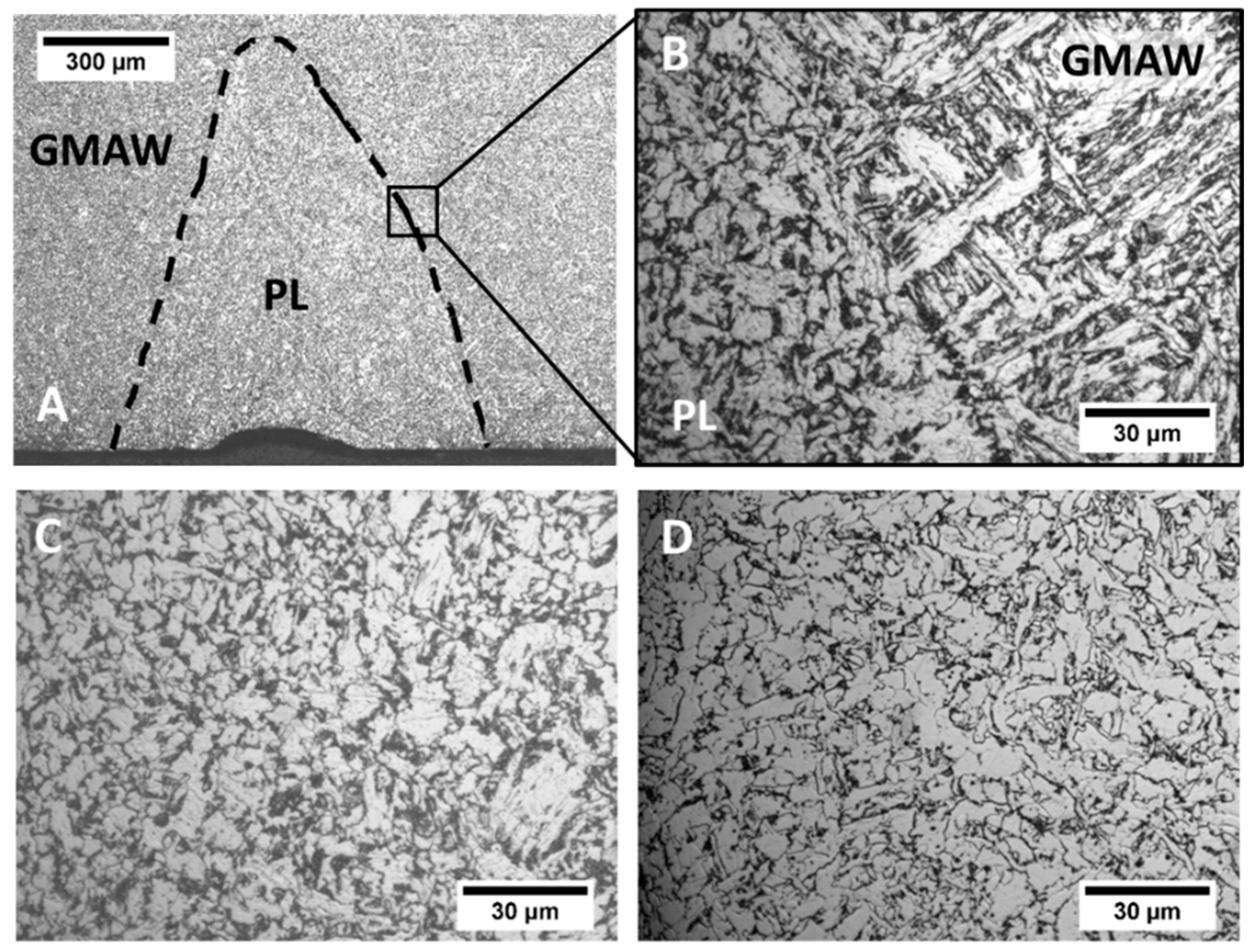
3.2.1. Macro- and Microstructure
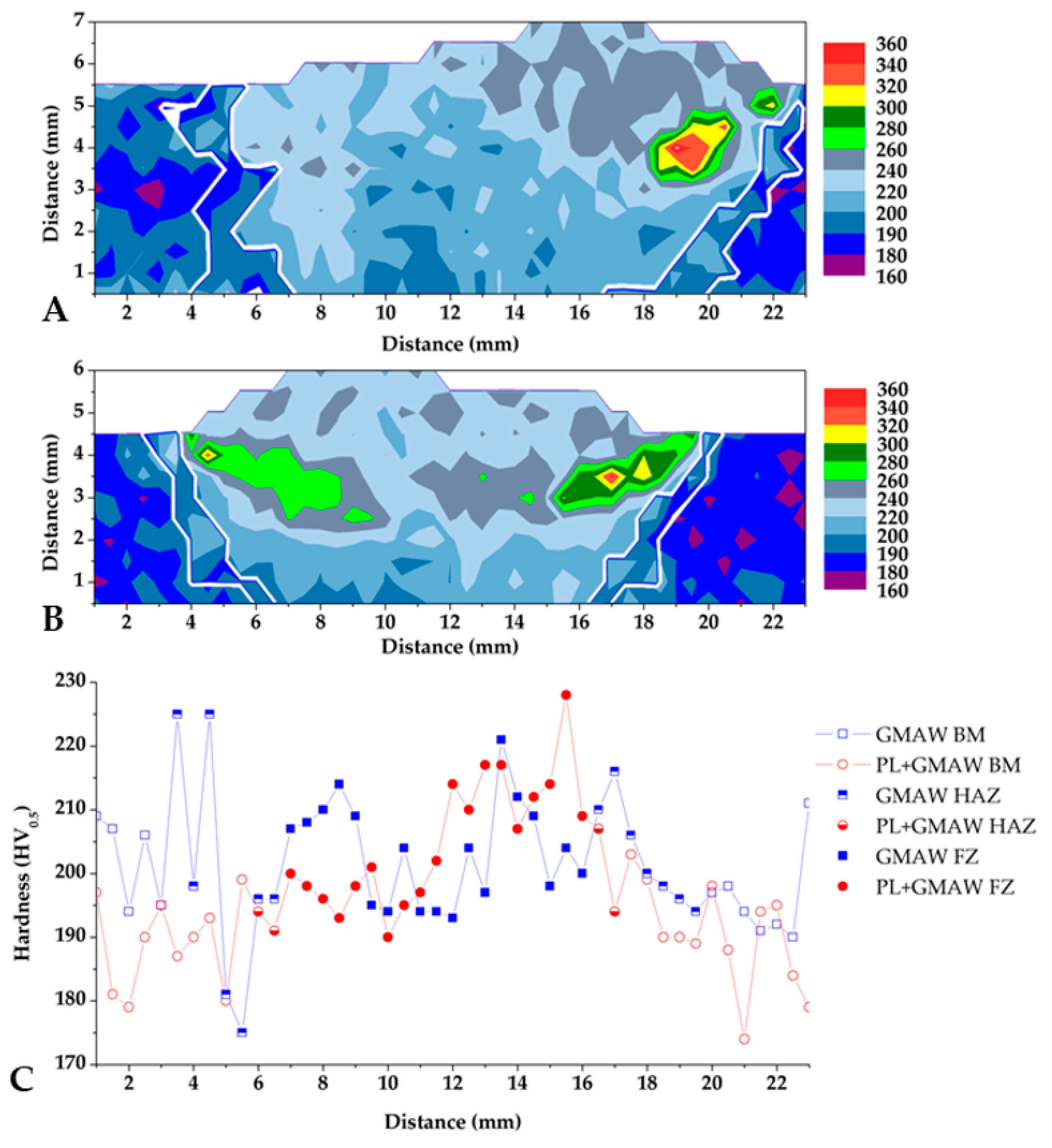
3.2.2. Microhardness
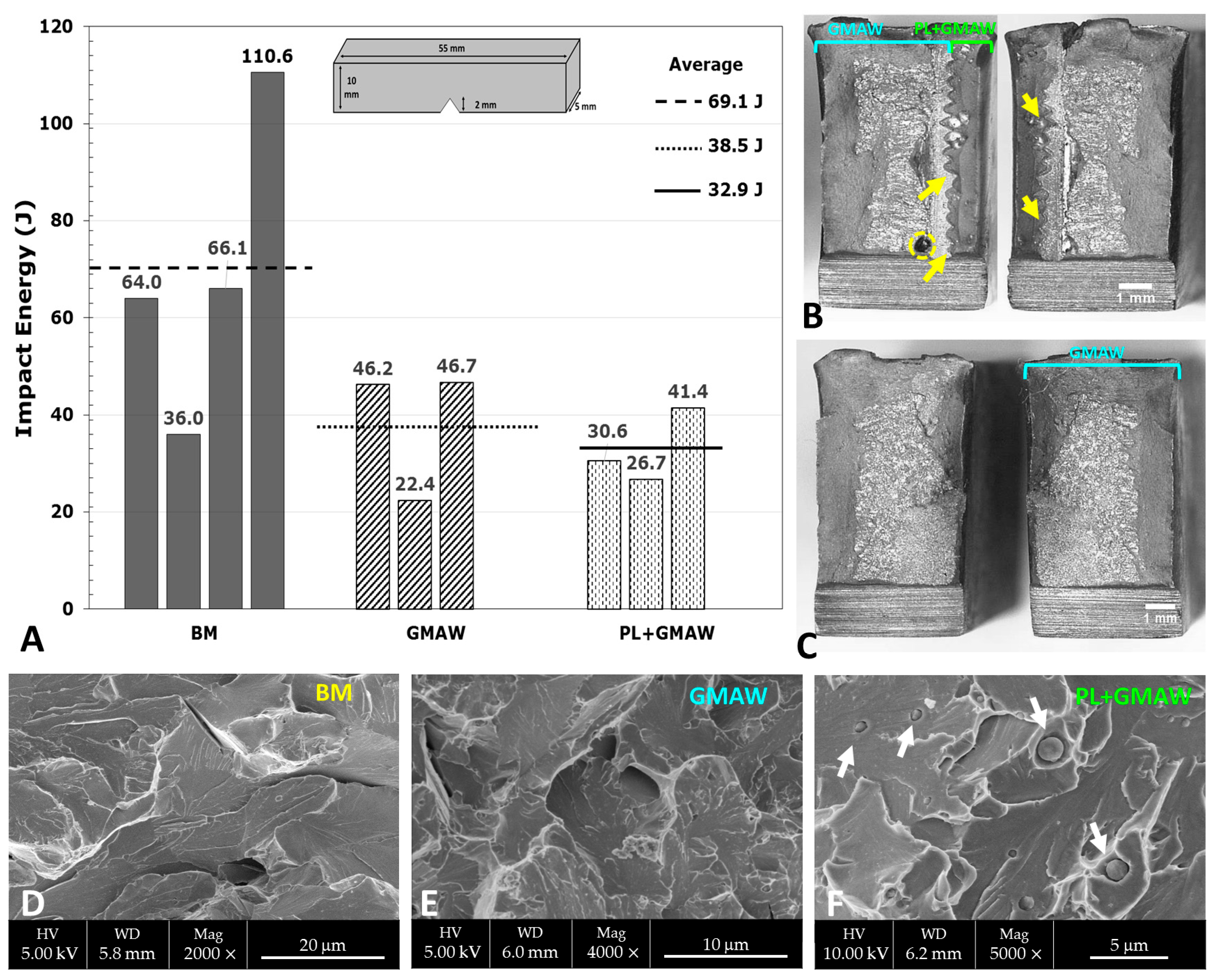
3.2.3. Charpy Impact Testing
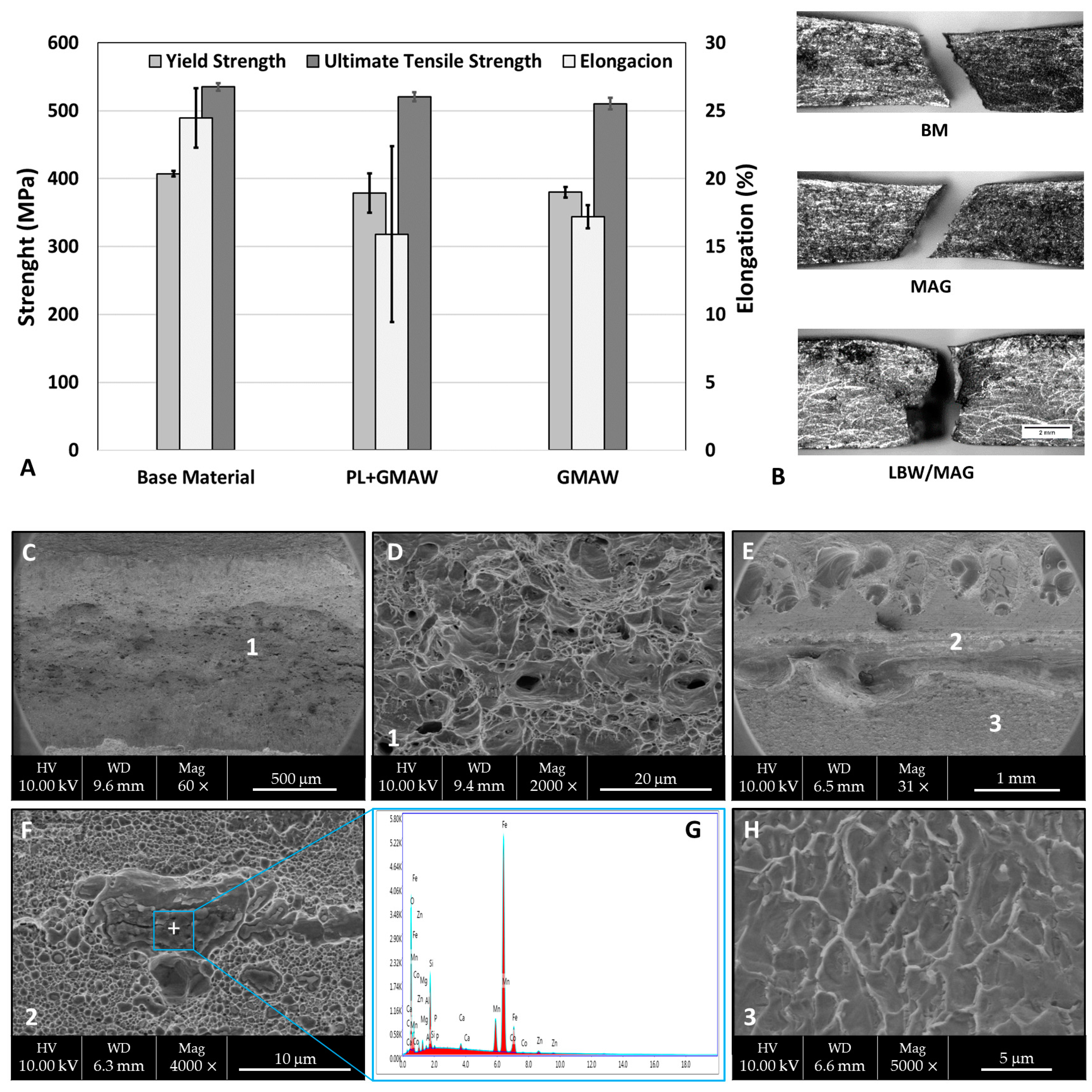
3.2.4. Tensile Testing
4. Conclusions
- The weld seams produced with GMAW and PL + GMAW displayed similar macrostructure characteristics; however, the HAZ of the arc condition was larger. The depth of laser influence was about 1 mm.
- A significant influence of the GMAW process was observed in the PL root microstructure. The thermal cycle of the GMAW passes transformed the martensite and bainite into polygonal ferrite with carbides agglomerates.
- In terms of mechanical properties, both welding conditions displayed similar tensile strength performance and hardness results, though the Charpy impact values of the PL + GMAW were around 15% lower than the GMAW.
- From this study, it can be stated that GMAW welding passes smoothed the microstructure of previous root laser welding processes, reducing, therefore, the hardness of the PL zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, S.; Wang, B.; Li, X.; Zheng, P.; Mourtzis, D.; Wang, L. Industry 5.0 and Society 5.0—Comparison, Complementation and Co-Evolution. J. Manuf. Syst. 2022, 64, 424–428. [Google Scholar] [CrossRef]
- Kumar, P.; Sinha, A.N. Microstructure and Mechanical Properties of Pulsed Nd:YAG Laser Welding of St37 Carbon Steel. Procedia Comput. Sci. 2018, 133, 733–739. [Google Scholar] [CrossRef]
- Gobbi, S.L.; Li, Z. Laser Welding for Lightweight Structures. J. Mater. Process. Technol. 1997, 70, 137–144. [Google Scholar]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-Weight Structures Produced by Laser Beam Joining for Future Applications in Automobile and Aerospace Industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Katayama, S. Handbook of Laser Welding Technologies; Woodhead Publishing Limited: Sawston, UK, 2013; ISBN 9788578110796. [Google Scholar]
- Chludzinski, M.; Eugenio, R.; Churiaque, C.; Sánchez-Amaya, J.M.; Ortega-iguña, M. Pulsed Laser Welding Applied to Metallic Materials—A Material Approach. Metals 2021, 11, 640. [Google Scholar] [CrossRef]
- Assuncao, E.; Williams, S. Comparison of Continuous Wave and Pulsed Wave Laser Welding Effects. Opt. Lasers Eng. 2013, 51, 674–680. [Google Scholar] [CrossRef]
- Zhang, P.; Jia, Z.; Yu, Z.; Shi, H.; Li, S.; Wu, D.; Yan, H.; Ye, X.; Chen, J.; Wang, F.; et al. A Review on the Effect of Laser Pulse Shaping on the Microstructure and Hot Cracking Behavior in the Welding of Alloys. Opt. Laser Technol. 2021, 140, 107094. [Google Scholar] [CrossRef]
- Cavilha Neto, F.; Pereira, M.; dos Santos Paes, L.E.; Fredel, M.C. Assessment of Power Modulation Formats on Penetration Depth for Laser Welding. J. Brazilian Soc. Mech. Sci. Eng. 2021, 43, 1–12. [Google Scholar] [CrossRef]
- Chludzinski, M.; dos Santos, R.E.; Churiaque, C.; Ortega-Iguña, M.; Sánchez-Amaya, J.M. Effect of Process Parameters on Pulsed Laser Welding of AA5083 Alloy Using Response Surface Methodology and Pulse Shape Variation. Int. J. Adv. Manuf. Technol. 2022, 120, 4635–4646. [Google Scholar] [CrossRef]
- Mirak, A.; Shams, B.; Bakhshi, S. Dissimilar Welding of Inconel 713 Superalloy and AISI 4140 Steel Using Nd:YAG Pulse Laser: An Investigation on the Microstructure and Mechanical Properties. Opt. Laser Technol. 2022, 152, 108143. [Google Scholar] [CrossRef]
- Bhatt, D.; Goyal, A. Effect of Parameters of Nd YAG Laser Welding on AISI 316 Stainless Steel and Brass. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 012118. [Google Scholar] [CrossRef]
- Sun, Q.; Di, H.; Li, J.; Wang, X. Effect of Pulse Frequency on Microstructure and Properties of Welded Joints for Dual Phase Steel by Pulsed Laser Welding. Mater. Des. 2016, 105, 201–211. [Google Scholar] [CrossRef]
- Chludzinski, M.; dos Santos, R.E.; Churiaque, C.; Fernández-Vidal, S.R.; Ortega-Iguña, M.; Sánchez-Amaya, J.M. Pulsed Laser Butt Welding of AISI 1005 Steel Thin Plates. Opt. Laser Technol. 2021, 134, 106583. [Google Scholar] [CrossRef]
- Sánchez-Amaya, J.M.; Boukha, Z.; Amaya-Vázquez, M.R.; Botana, F.J. Weldability of Aluminum Alloys with High-Power Diode Laser. Weld. J. 2012, 91, 155–161. [Google Scholar]
- Katayama, S. Understanding and Improving Process Control in Pulsed and Continuous Wave Laser Welding. In Advances in Laser Materials Processing; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; pp. 181–210. ISBN 9781845694746. [Google Scholar]
- Gillner, A.; Holtkamp, J.; Hartmann, C.; Olowinsky, A.; Gedicke, J.; Klages, K.; Bosse, L.; Bayer, A. Laser Applications in Microtechnology. J. Mater. Process. Technol. 2005, 167, 494–498. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Salminen, A.; Unt, A. Fiber Laser-MIG Hybrid Welding of 5 Mm 5083 Aluminum Alloy. J. Mater. Process. Technol. 2016, 233, 107–114. [Google Scholar] [CrossRef]
- Li, C.; Muneharua, K.; Takao, S.; Kouji, H. Fiber Laser-GMA Hybrid Welding of Commercially Pure Titanium. Mater. Des. 2009, 30, 109–114. [Google Scholar] [CrossRef]
- Bunaziv, I.; Akselsen, O.M.; Frostevarg, J.; Kaplan, A.F.H. Deep Penetration Fiber Laser-Arc Hybrid Welding of Thick HSLA Steel. J. Mater. Process. Technol. 2018, 256, 216–228. [Google Scholar] [CrossRef]
- Üstündağ, Ö.; Gook, S.; Gumenyuk, A.; Rethmeier, M. Hybrid Laser Arc Welding of Thick High-Strength Pipeline Steels of Grade X120 with Adapted Heat Input. J. Mater. Process. Technol. 2020, 275, 116358. [Google Scholar] [CrossRef]
- Rethmeier, M.; Sergej, G.; Marco, L.; Andrey, G. Laser-Hybrid Welding of Thick Plates up to 32 Mm Using a 20 KW Fibre Laser. Q. J. Jpn. Weld. Soc. 2009, 27, 74–79. [Google Scholar] [CrossRef] [Green Version]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; ISBN 0471434914. [Google Scholar]
- Churiaque, C.; Chludzinski, M.; Porrua-Lara, M.; Dominguez-Abecia, A.; Abad-Fraga, F.; Sánchez-Amaya, J.M. Laser Hybrid Butt Welding of Large Thickness Naval Steel. Metals 2019, 9, 100. [Google Scholar] [CrossRef] [Green Version]
- BV NR 216 DT R07 E BV Rules on Materials and Welding for the Classification of Marine Units. Bur. Verit. 2018, 33, 240.
- Lloyd’s Register Rules for the Manufacture, Testing and Certification of Materials; Lloyd’s Regist: London, UK, 2018; p. 348.
- DNVGL- CG-287 DNVGL Hybrid Laser-Arc Welding; Guidelines. DET NORSKE VERITAS: Oslo, Norway, 2015.
- ASTM 131; Standard Specification for Structural Steel for Ships, 676. ASTM: West Conshohocken, PA, USA, 2013.
- AWS A5.20/A5.20M; Specification for Carbon Steel Electrodes for Flux Cored Arc Welding. American Welding Society: Danvers, MA, USA, 2005; ISBN 087171003X.
- ASTM E 23-12c; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2013; Volume i, pp. 1–25. [CrossRef]
- DNV-OS-F101 Submarine Pipeline Systems; Guidelines. DET NORSKE VERITAS: Oslo, Norway, 2013.
- ASTM E 8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM: West Conshohocken, PA, USA, 2013; Volume 2, pp. 1–28. [CrossRef]
- Xue, X.; Pereira, A.B.; Amorim, J.; Liao, J. Effects of Pulsed Nd: YAG Laser Welding Parameters on Penetration and Microstructure Characterization of a DP1000 Steel Butt Joint. Metals 2017, 7, 292. [Google Scholar] [CrossRef]
- Yaakob, K.I.; Ishak, M.; Quazi, M.M.; Salleh, M.N.M. Optimizing the Pulse Wave Mode Low Power Fibre Laser Welding Parameters of 22Mnb5 Boron Steel Using Response Surface Methodology. Meas. J. Int. Meas. Confed. 2019, 135, 452–466. [Google Scholar] [CrossRef]
- Chen, L.; Nie, P.; Qu, Z.; Ojo, O.A.; Xia, L.; Li, Z.; Huang, J. Influence of Heat Input on the Changes in the Microstructure and Fracture Behavior of Laser Welded 800MPa Grade High-Strength Low-Alloy Steel. J. Manuf. Process. 2020, 50, 132–141. [Google Scholar] [CrossRef]
- Ikram, A.; Raza, A.; Chung, H. Investigation of Single Pass Welding of Thick AH36 Steel Plates in a Square Groove Butt Joint Configuration During AC-GMAW. J. Weld. Join. 2020, 38, 254–262. [Google Scholar] [CrossRef]
- Pazooki, A.M.A.; Hermans, M.J.M.; Richardson, I.M. Control of Welding Distortion during Gas Metal Arc Welding of AH36 Plates by Stress Engineering. Int. J. Adv. Manuf. Technol. 2017, 88, 1439–1457. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, A.F.; Gunay, M. Investigation of Mechanical Strength and Distortion in Submerged Arc Welding of AH36 Ship Steel Plate. J. Ship Prod. Des. 2017, 33, 335–341. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Composition (max.) | C | Mn | Si | P | S | Cr | Al | V | Nb | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| AH36 [28] | 0.18 | 0.90–1.60 | 0.10–0.50 | 0.035 | 0.035 | 0.20 | 0.015 | 0.05–0.10 | 0.05–0.05 | - |
| Filler Wire [29] | 0.12 | 1.75 | 0.9 | 0.03 | 0.03 | 0.20 | - | 0.08 | - | 0.5 |
| Pulse Laser Parameters | ||
| Characteristics | Values | |
| Pulse duration | 14 ms | |
| Peak power | 5.04 kW | |
| Spot diameter | 1.2 mm | |
| Frequency | 0.5 Hz | |
| Focus position | Upper surface | |
| Shielding gas | Argon, 15 L/min, 180 bars, 45° | |
| Frequency | 0.5 Hz | |
| Overlap | 0.5 mm | |
| Welding speed | 0.25 mm/s | |
| GMAW parameters | ||
| Condition | PL + GMAW | GMAW |
| Run | 1/2/3 | 1/2/3/4 |
| Amplitude (A) | 190/189/192 | 186/186/187/191 |
| Voltage (V) | 20.8/20.6/20.6 | 20.8/20.9/19.9/20.2 |
| Weld speed(cm/min) | 52.6/34.3/37.7 | 36.3/35.7/33.3/34.4 |
| Heat Input(kJ/mm) | 0.36/0.54/0.5 | 0.51/0.50/0.53/0.54 |
| Interpass temp. (°C) | 22.5/85.6/88.2 | 32.0/86.0/84.4/85.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chludzinski, M.; dos Santos, R.E.; Ortega-Iguña, M.; Churiaque, C.; Porrúa-Lara, M.; Sánchez-Amaya, J.M. Low-Energy Pulsed-Laser Welding as a Root Pass in a GMAW Joint: An Investigation on the Microstructure and Mechanical Properties. Materials 2022, 15, 7741. https://doi.org/10.3390/ma15217741
Chludzinski M, dos Santos RE, Ortega-Iguña M, Churiaque C, Porrúa-Lara M, Sánchez-Amaya JM. Low-Energy Pulsed-Laser Welding as a Root Pass in a GMAW Joint: An Investigation on the Microstructure and Mechanical Properties. Materials. 2022; 15(21):7741. https://doi.org/10.3390/ma15217741
Chicago/Turabian StyleChludzinski, Mariane, Rafael Eugenio dos Santos, Marta Ortega-Iguña, Cristina Churiaque, Manuel Porrúa-Lara, and José María Sánchez-Amaya. 2022. "Low-Energy Pulsed-Laser Welding as a Root Pass in a GMAW Joint: An Investigation on the Microstructure and Mechanical Properties" Materials 15, no. 21: 7741. https://doi.org/10.3390/ma15217741