
Investigation of the Preparation, Corrosion Inhibition, and Wear Resistance of the Chromized Layer on the Surfaces of T9 and SPCC Steels

Abstract
:1. Introduction
2. Experimental Materials and Methods
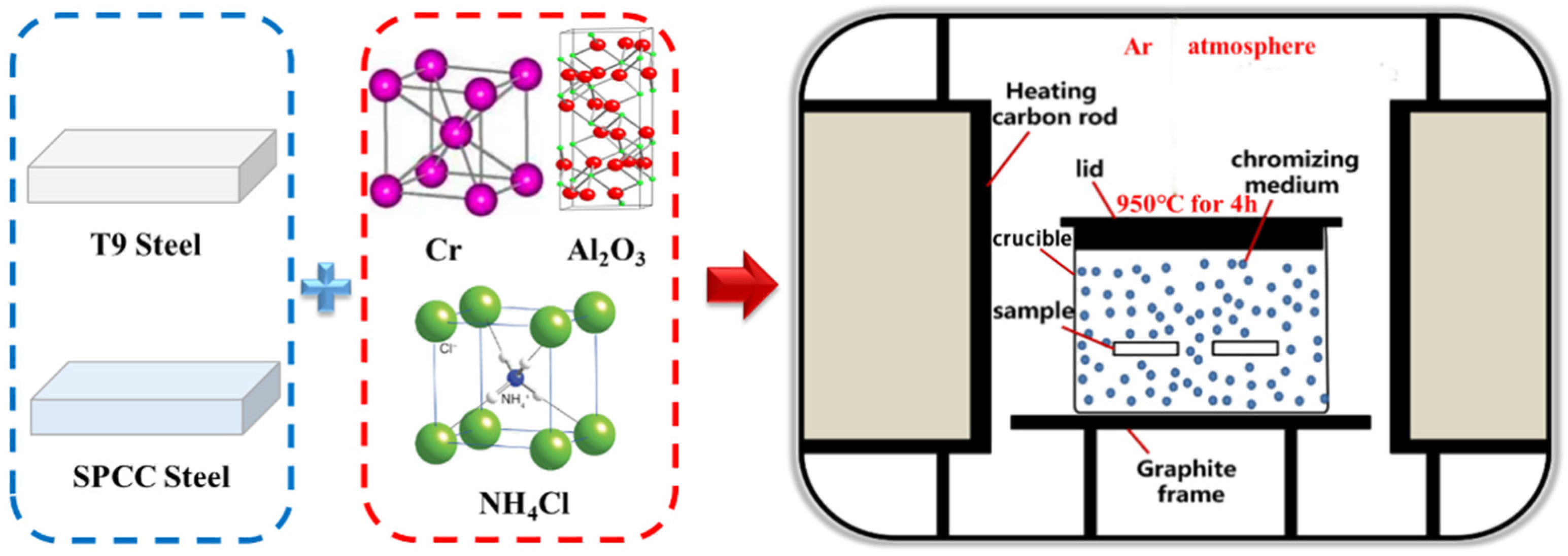
2.1. Experimental Materials
2.2. Experimental Method
2.3. Material Characterization
3. Results and Analysis
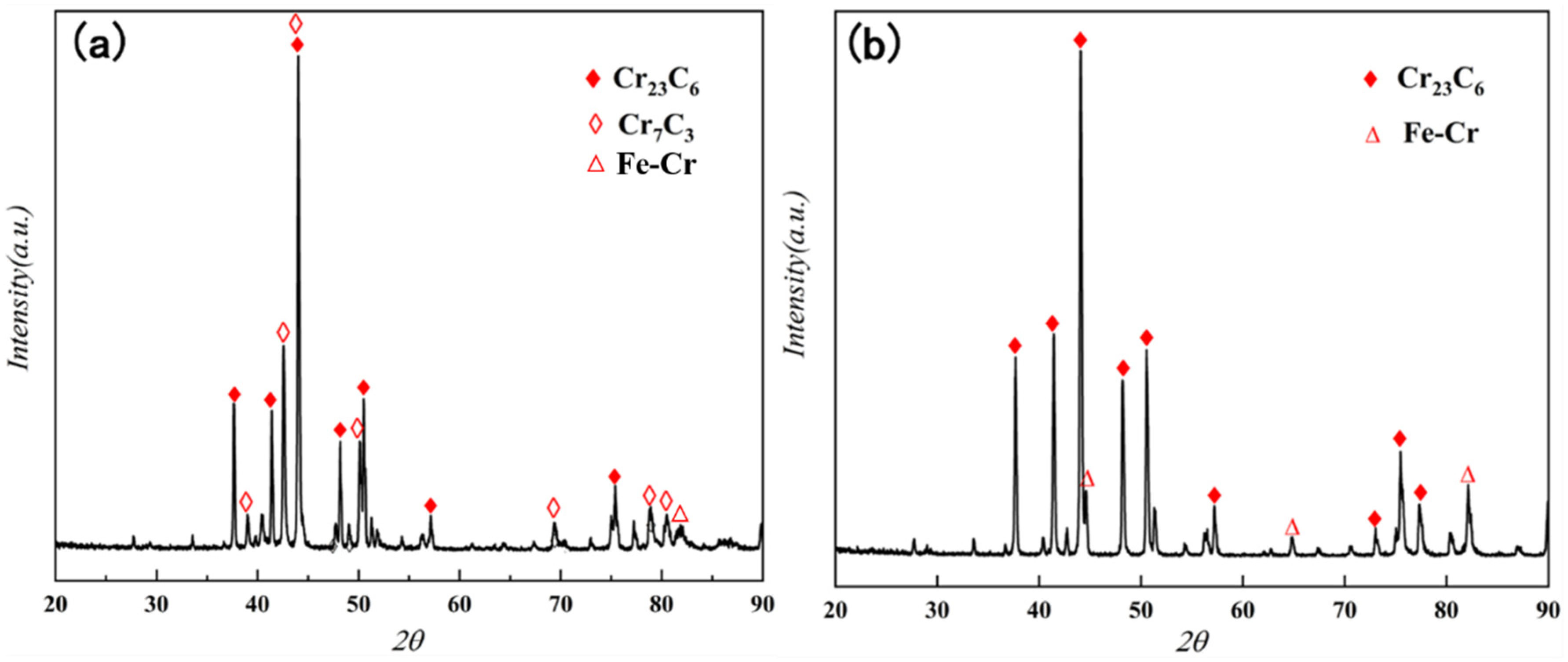
3.1. XRD Analysis
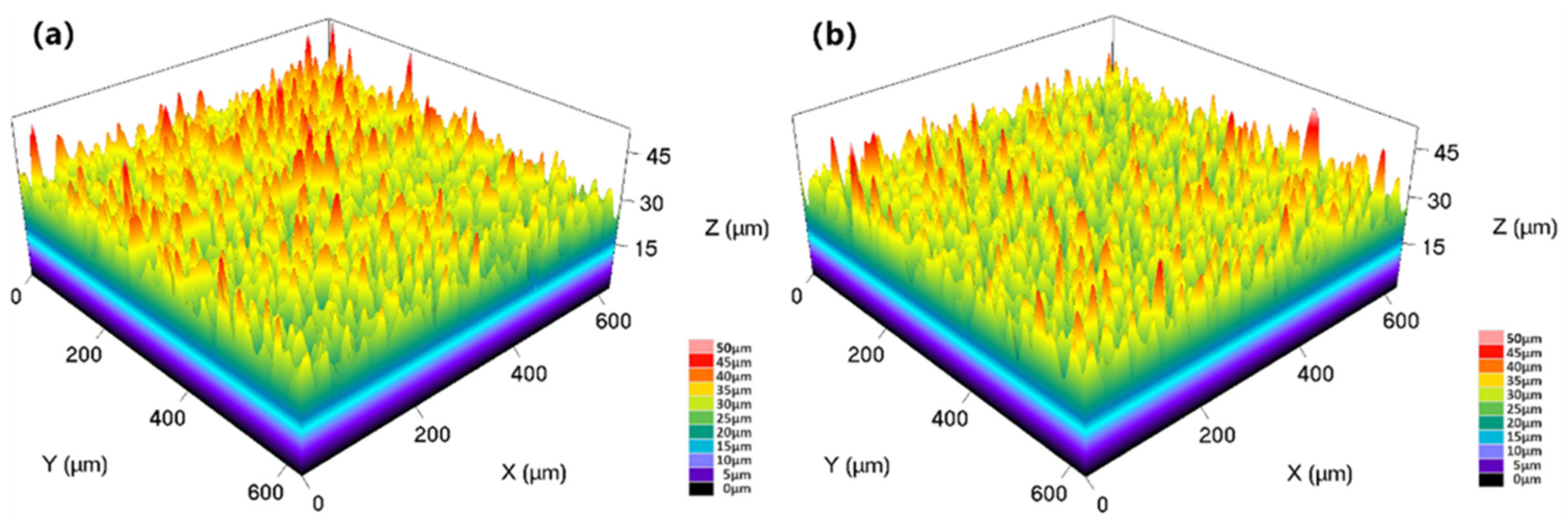
3.2. Confocal 3D Imaging Analysis
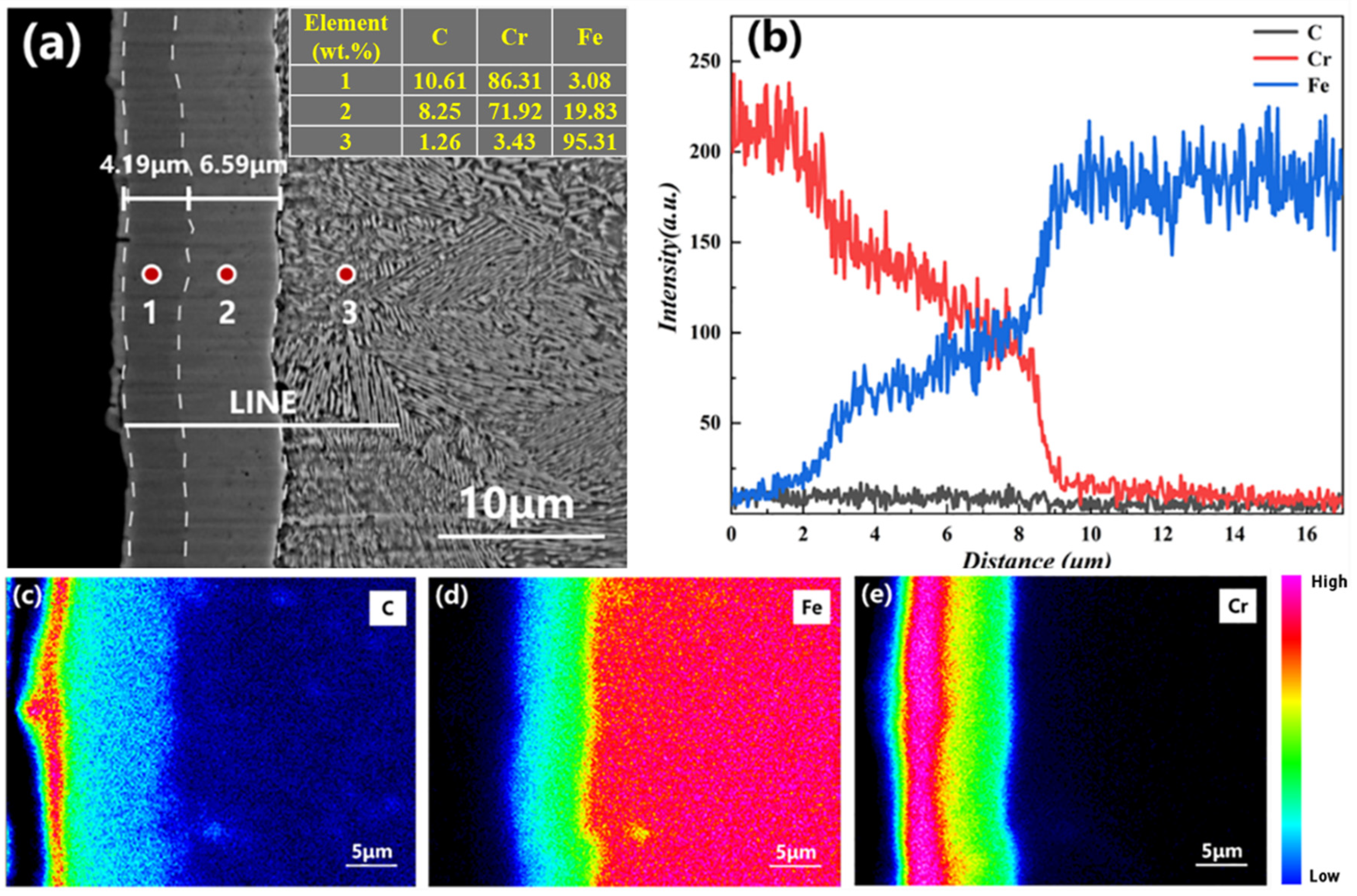
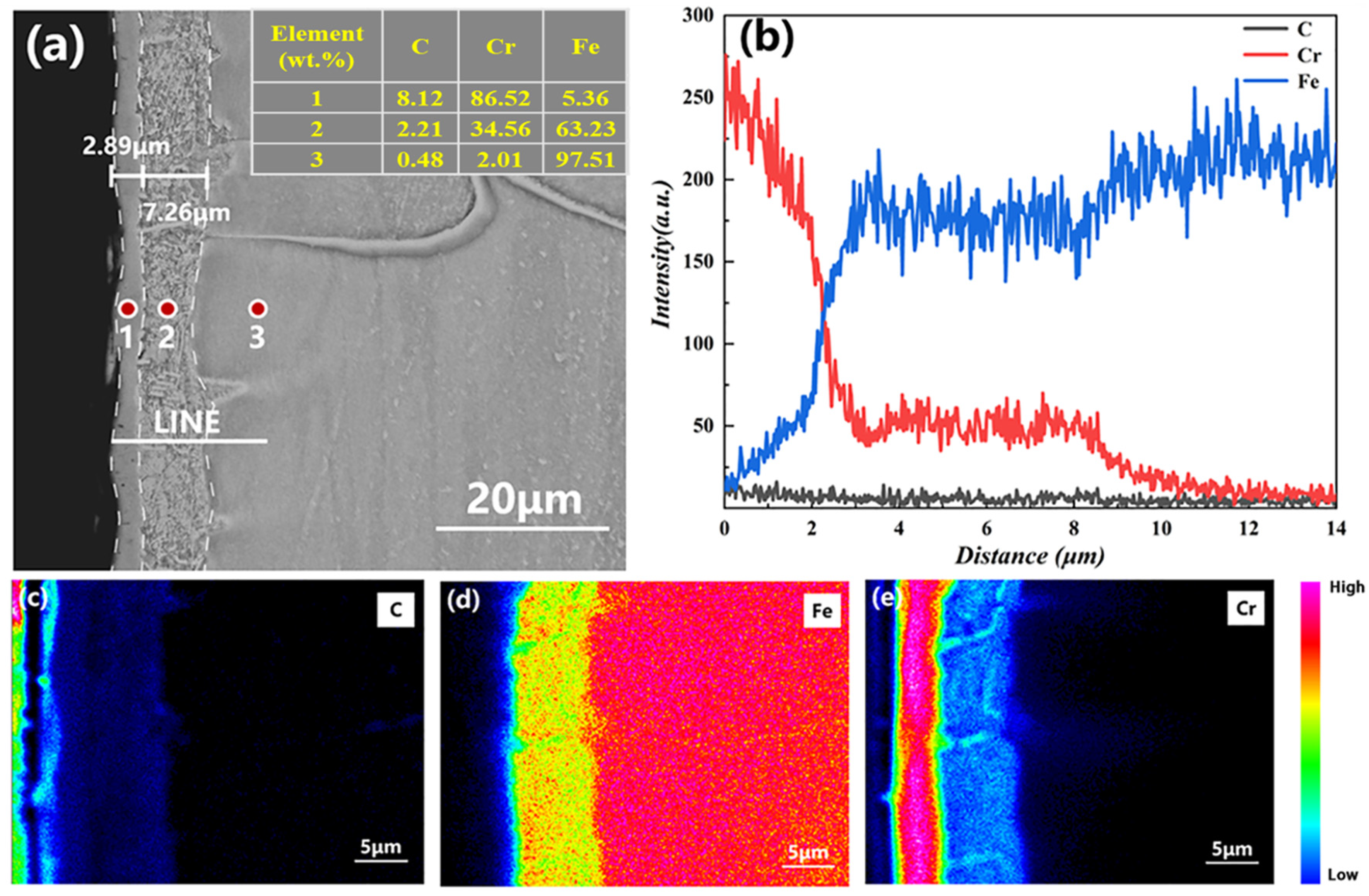
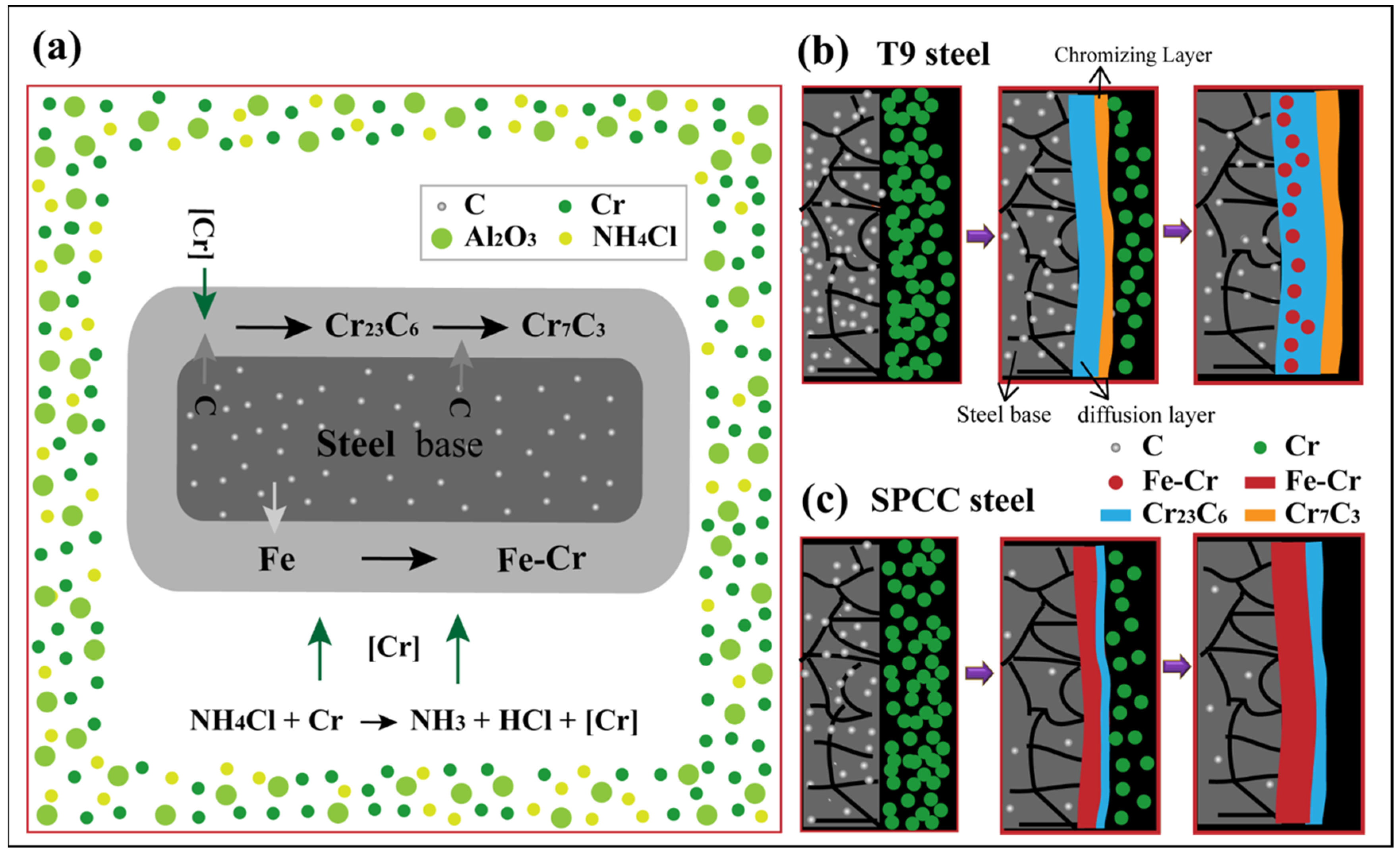
3.3. Elemental Analysis of the Infiltrating Layer
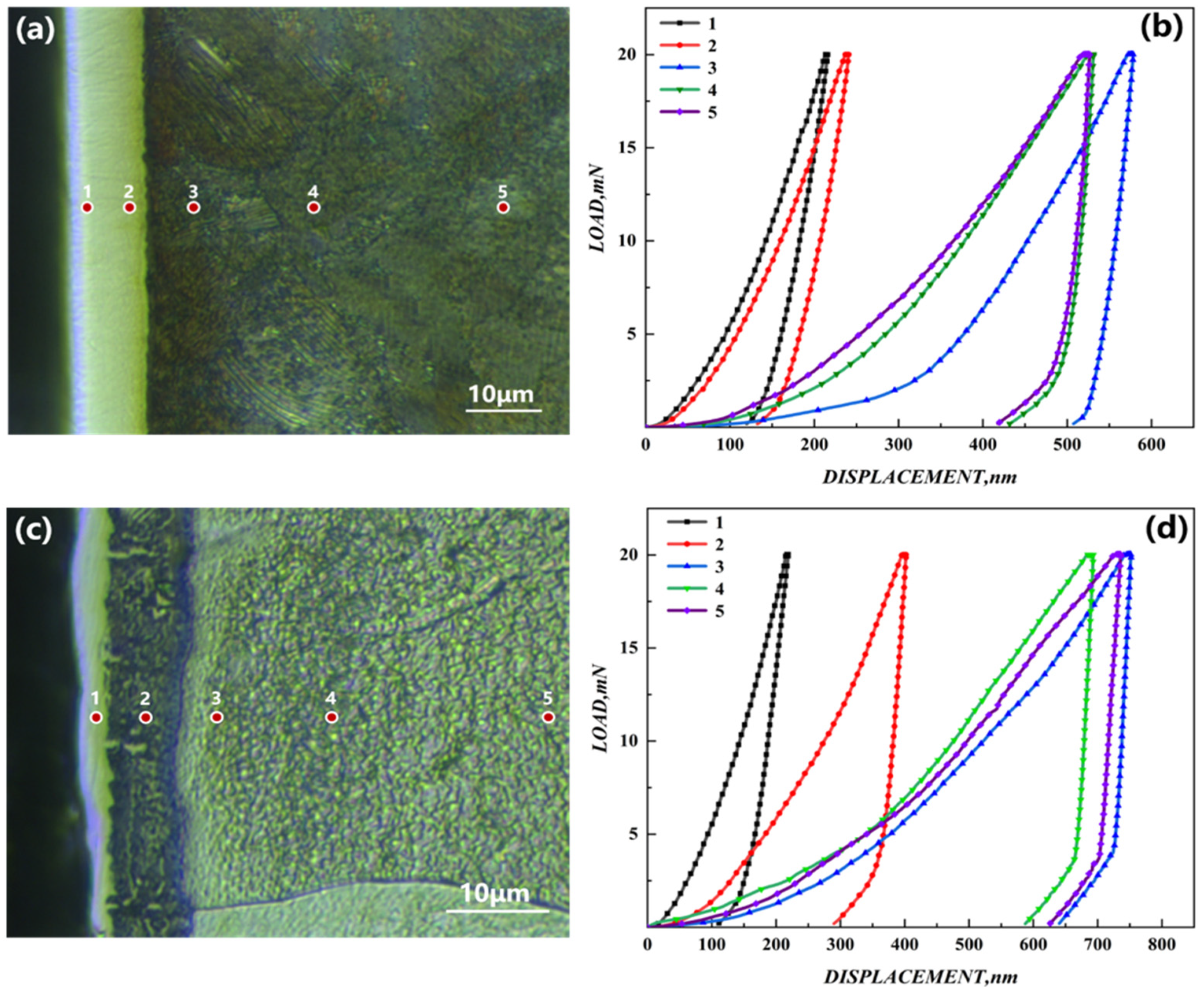
3.4. Nanoindentation Microhardness Analysis
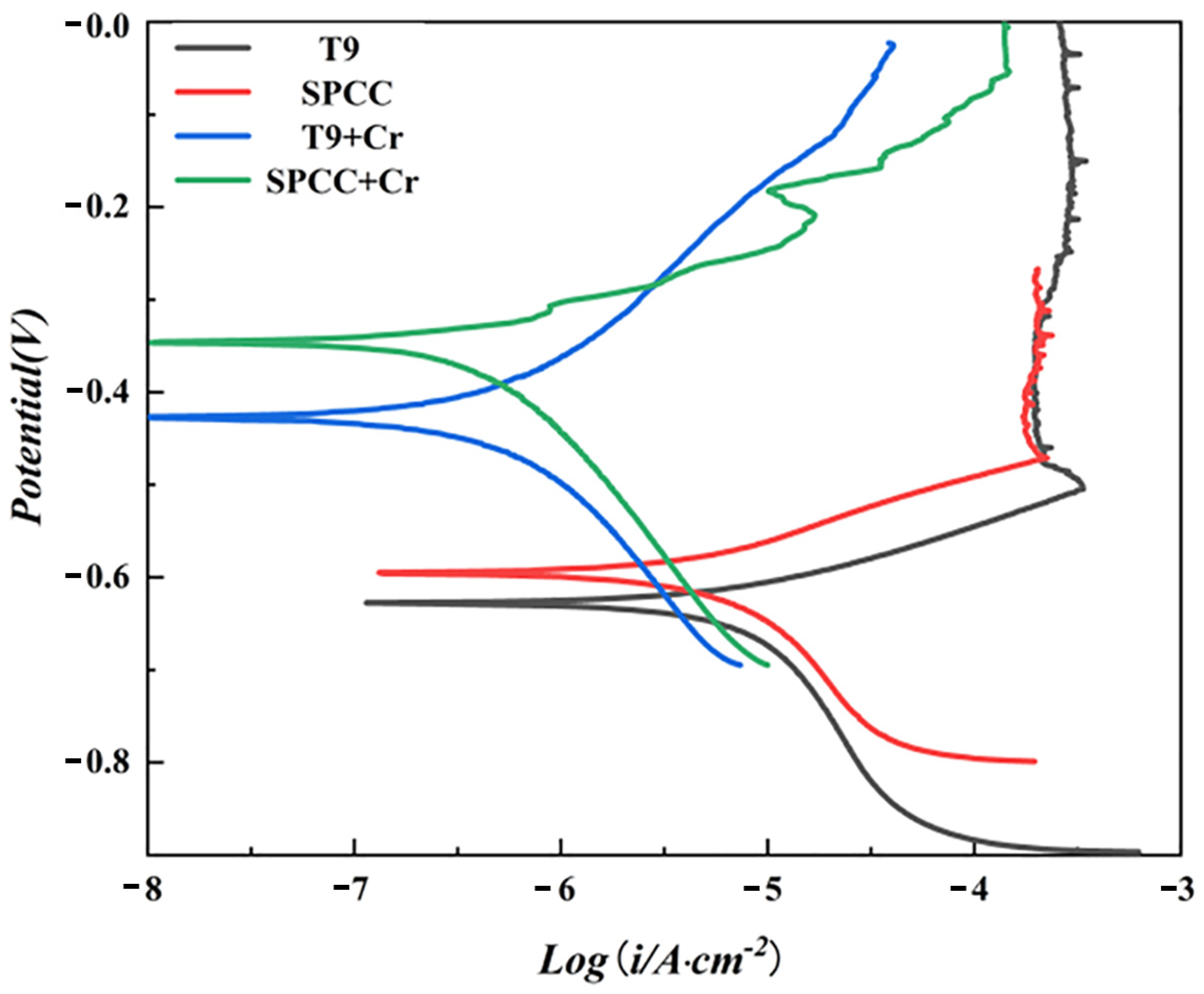
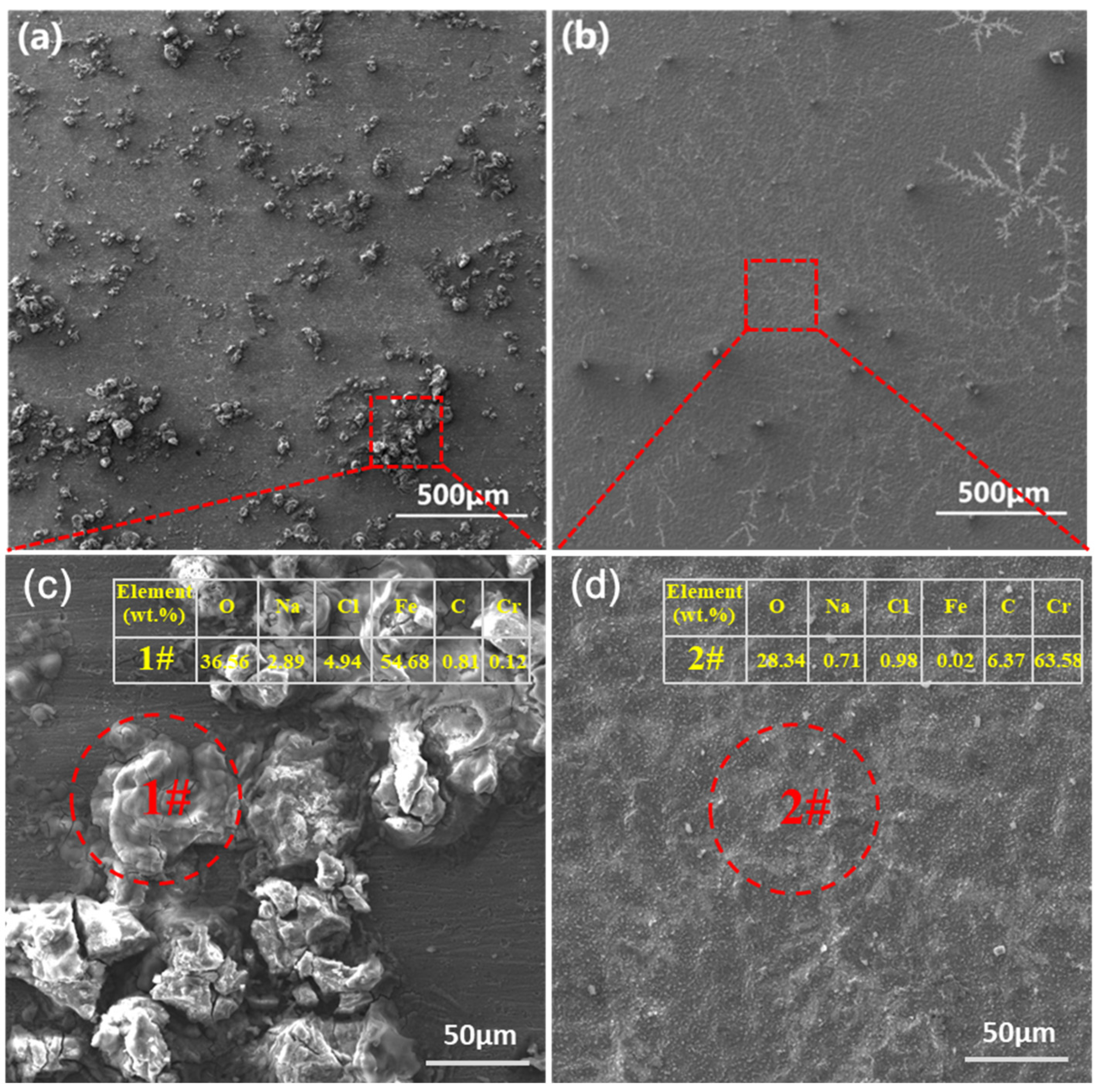
3.5. Electrochemical Corrosion Test
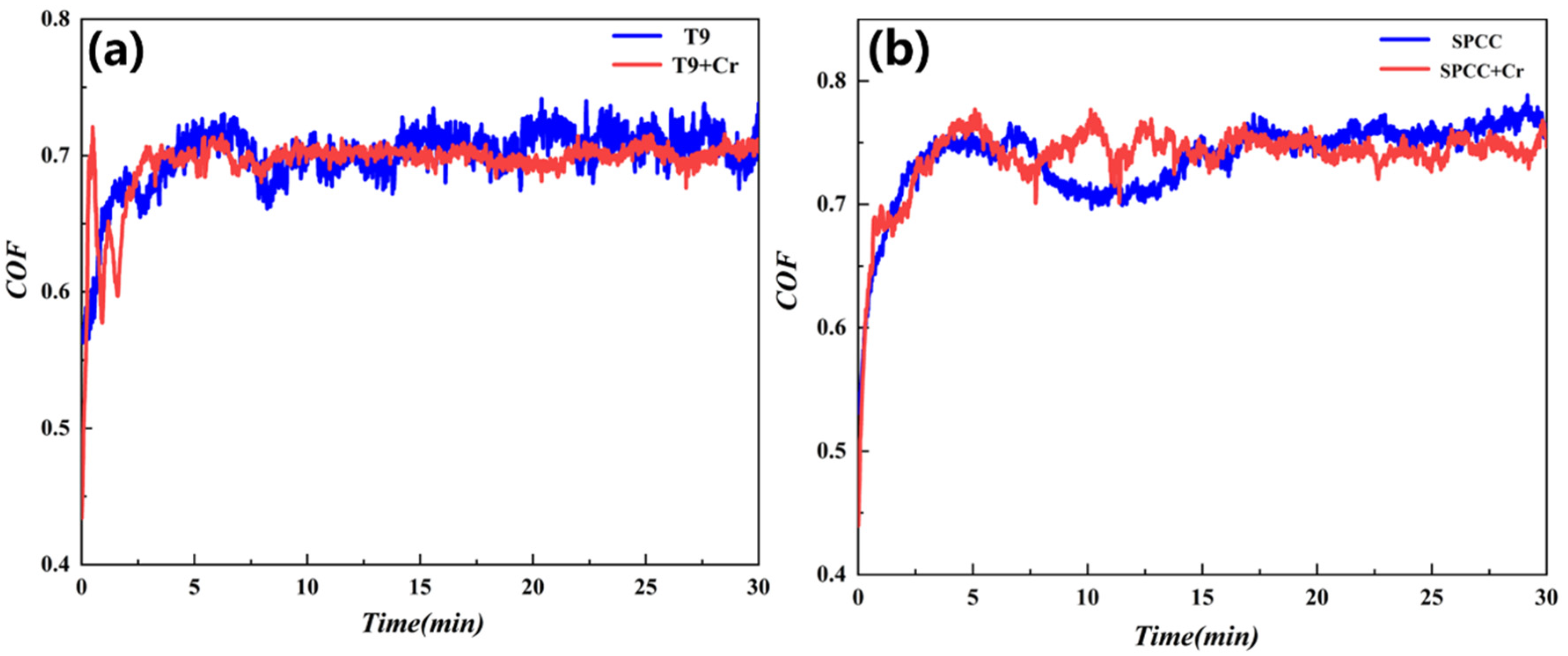
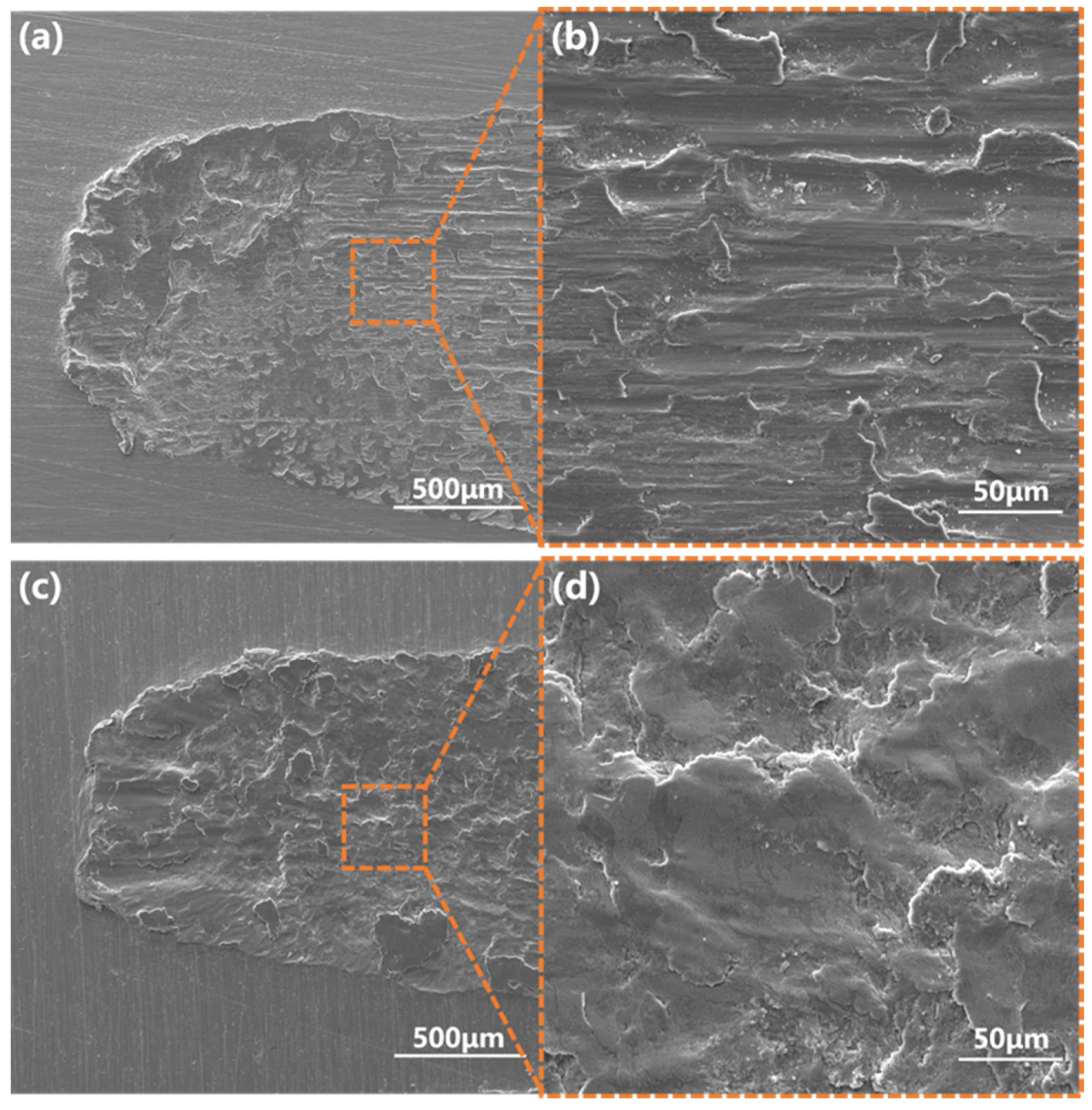
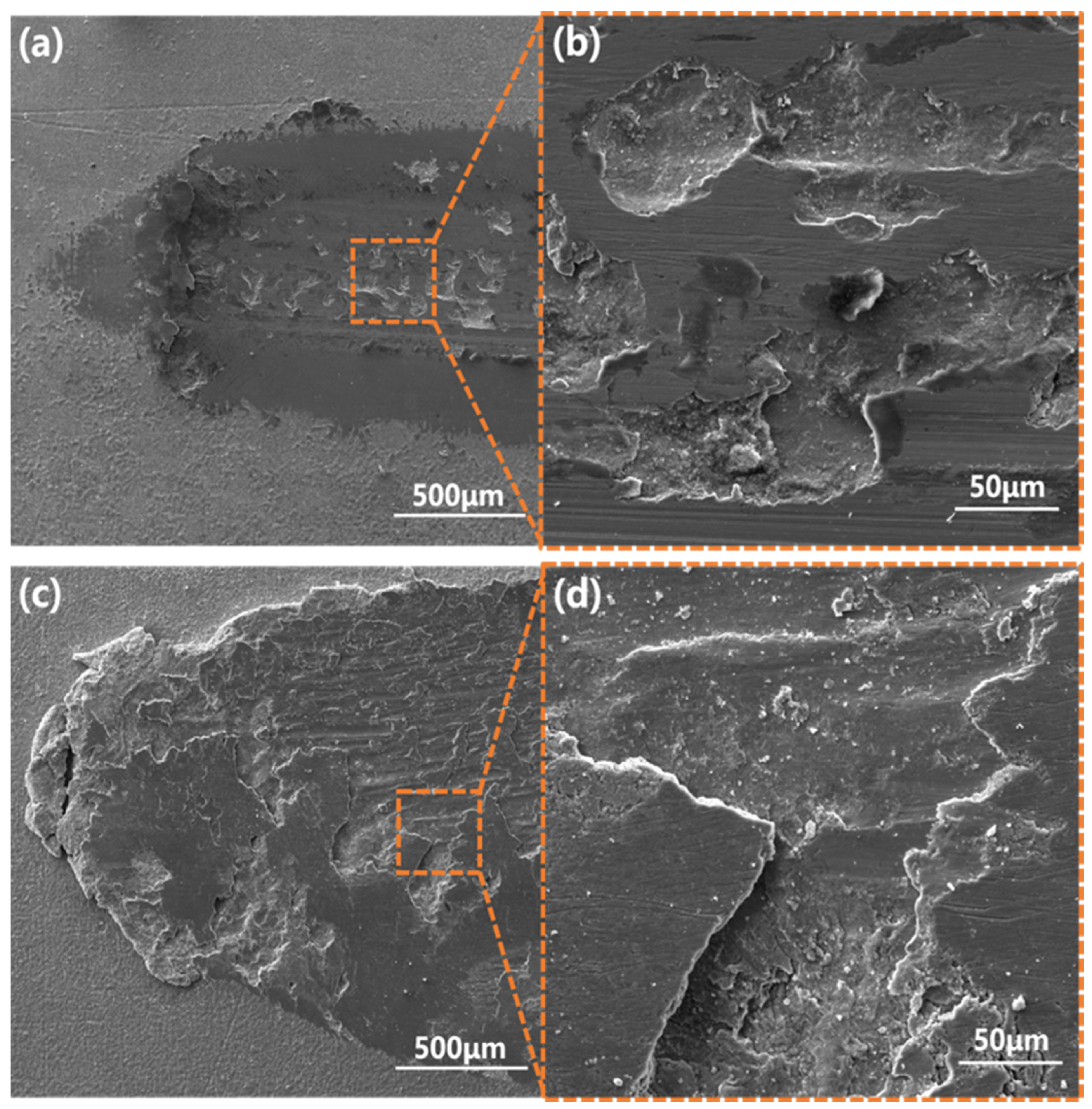
3.6. Friction and Wear Performance Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, Y.; Fujii, H.; Sato, Y.; Morisada, Y. Friction stir spot welding of SPCC low carbon steel plates at extremely low welding temperature. J. Mater. Sci. Technol. 2018, 35, 733–741. [Google Scholar] [CrossRef]
- Sun, Y.; Fujii, H. Effect of abnormal grain growth on microstructure and mechanical properties of friction stir welded SPCC steel plates. Mater. Sci. Eng. A 2017, 694, 81–92. [Google Scholar] [CrossRef]
- Ding, N.; Xu, N.; Guo, W.; Shi, J.; Zang, Q.; Wu, C.-M.L. Liquid metal induced embrittlement of a nitrided clutch shell of a motorbike. Eng. Fail. Anal. 2016, 61, 54–61. [Google Scholar] [CrossRef]
- Lin, C.-H. Characterization of SPCC Steel Stress Behaviour in Brine Water Environment. Int. J. Electrochem. Sci. 2019, 14, 2321–2332. [Google Scholar] [CrossRef]
- Sun, Y.; Liang, Y.; Zhao, O. Local–flexural interactive buckling behaviour and resistances of high-chromium stainless steel slender welded I-section columns. Eng. Struct. 2020, 220, 111022. [Google Scholar] [CrossRef]
- Skripnyak, N.V.; Emelyanova, E.S.; Skripnyak, V.A.; Skripnyak, E.G.; Panin, V.E.; Psakhie, S.G.; Fomin, V.M. Damage of High-Chromium Steels Under Deformation in a Wide Temperature Range. AIP Conf. Proc. 2017, 1909, 020200. [Google Scholar]
- Liu, Y.; Sun, Y.-H.; Wu, H.-T. Effects of chromium on the microstructure and hot ductility of Nb-microalloyed steel. Int. J. Miner. Metall. Mater. 2021, 28, 1011–1021. [Google Scholar] [CrossRef]
- Duan, Y.; Qu, S.; Jia, S.; Li, X. Evolution of wear damage in gross sliding fretting of a nitrided high-carbon high-chromium steel. Wear 2020, 464–465, 203548. [Google Scholar] [CrossRef]
- Haye, E.; Deschamps, F.; Caldarella, G.; Piedboeuf, M.-L.; Lafort, A.; Cornil, H.; Colomer, J.-F.; Pireaux, J.-J.; Job, N. Formable chromium nitride coatings for proton exchange membrane fuel cell stainless steel bipolar plates. Int. J. Hydrogen Energy 2020, 45, 15358–15365. [Google Scholar] [CrossRef]
- Cai, X.; Xu, Y.; Liu, M.; Cao, B.; Li, X. Characterization of Iron-Based Surface Multilayer-Structured Tungsten Carbide Com-posite Layers by EBSD and FIB/TEM. Surf. Coat. Technol. 2020, 403, 126365. [Google Scholar] [CrossRef]
- Bensalah, B.; Omar, A.; Elamine, D.M.; Dziarski, P.; Makuch, N.; Tulinski, M. Microstructure and Mechanical Properties of the 55CrMoV4 Steel Exposed to Boriding and Nitriding Treatments. Ann. Chim.-Sci. Matériaux 2021, 45, 291–295. [Google Scholar] [CrossRef]
- Zheng, L.; Yuan, X. An investigation on the performance of gold layer based cyanide-free HAuCl4 electroplating process under different power conditions. Mater. Today Commun. 2022, 31, 103711. [Google Scholar] [CrossRef]
- Huang, C.A.; Shen, C.H.; Li, P.Y.; Lai, P.L. Effect of fabrication parameters on grinding performances of electroplated Ni-B-diamond tools with D150-diamond particles. J. Manuf. Process. 2022, 80, 374–381. [Google Scholar] [CrossRef]
- Curry, N.; Mahade, S.; Venkat, A.; Joshi, S. Erosion performance of suspension plasma spray thermal barrier coatings—A comparison with state of art coatings. Surf. Coat. Technol. 2022, 437, 128311. [Google Scholar] [CrossRef]
- Fali, C.; Junling, C. Property comparison of vacuum and air plasma sprayed tungsten coatings. J. Alloys Compd. 2021, 861, 158422. [Google Scholar] [CrossRef]
- Singh, S.; Naveen, C.; Sai, Y.V.; Satish, U.; Bandhavi, C.; Subbiah, R. Experimental Study on Wear Resistance of AISI 347 Treated with Salt Bath Nitriding and Gas Nitriding Processes-A Review. Mater. Today Proc. 2019, 18, 2717–2722. [Google Scholar] [CrossRef]
- Wei, C.; Xu, X.; Wei, B.; Chen, P.; Cheng, J. Titanium coating on the surface of diamond particles by a novel rapid low-temperature salt bath plating method. Chem. Phys. Lett. 2020, 761, 138091. [Google Scholar] [CrossRef]
- Sidelev, D.; Poltronieri, C.; Bestetti, M.; Krinitcyn, M.; Grudinin, V.; Kashkarov, E. A comparative study on high-temperature air oxidation of Cr-coated E110 zirconium alloy deposited by magnetron sputtering and electroplating. Surf. Coat. Technol. 2022, 433, 128134. [Google Scholar] [CrossRef]
- Gudmundsson, J.T. Physics and technology of magnetron sputtering discharges. Plasma Sources Sci. Technol. 2020, 29, 113001. [Google Scholar] [CrossRef]
- Ge, M.; Tang, Y.; Zhang, Y.; Wang, Y. Enhancement in fatigue property of Ti-6Al-4V alloy remanufactured by combined laser cladding and laser shock peening processes. Surf. Coat. Technol. 2022, 444, 128671. [Google Scholar] [CrossRef]
- Yuan, W.; Li, R.; Chen, Z.; Gu, J.; Tian, Y. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 2020, 405, 126582. [Google Scholar] [CrossRef]
- Meng, L.; Zhu, B.; Hu, Q.; Zeng, X.; Wang, D. Laser-Induction Hybrid Cladding of Different Coatings on Rail Surface: Mi-crostructure, Wear Properties and Contact Fatigue Behaviors. Appl. Surf. Sci. 2021, 566, 150678. [Google Scholar] [CrossRef]
- Zhang, B.; Guo, Q.; Dai, B.; Wang, N.; Dai, Y.; Qi, Y. Dependence of the structure of Bi-2212 superconducting thin film prepared by sol-gel method on different complexing agents. Ceram. Int. 2022, 48, 23740–23747. [Google Scholar] [CrossRef]
- Xiang, D.; Zhao, A.; Li, B.; Peng, Z.; Yuan, Y.; Xing, Y.; Yao, L.; Bi, J.; Li, W.; Zhang, X. Electrodeposition assisted sol-gel process to prepare CZTS thin films. Mater. Sci. Semicond. Process. 2022, 148, 106784. [Google Scholar] [CrossRef]
- Du, Z.; Liu, J.; Liu, F.; Pan, F. Relationship of particle size, reaction and sticking behavior of iron ore fines toward efficient fluidized bed reduction. Chem. Eng. J. 2022, 447, 137588. [Google Scholar] [CrossRef]
- Du, Z.; Ge, Y.; Liu, F.; Fan, C.; Pan, F. Effect of different modification methods on fluidized bed hydrogen reduction of cohesive iron ore fines. Powder Technol. 2022, 400, 117226. [Google Scholar] [CrossRef]
- Dong, J.; Sun, Y.; He, F. Formation mechanism of multilayer aluminide coating on 316L stainless steel by low-temperature pack cementation. Surf. Coat. Technol. 2019, 375, 833–838. [Google Scholar] [CrossRef]
- Najafizadeh, M.; Ghasempour-Mouziraji, M.; Zhang, D. Silicon Diffusion in Silicide Coatings Deposition by the Pack Ce-mentation Method on AISI D2 Tool Steel. Silicon 2022, 14, 3349–3356. [Google Scholar] [CrossRef]
- König, T.; Galetz, M.; Albert, B. Application of the pack cementation process on SiC/SiC ceramic matrix composites. J. Eur. Ceram. Soc. 2021, 41, 101–112. [Google Scholar] [CrossRef]
- Wang, Q.-Y.; Behnamian, Y.; Luo, H.; Wang, X.-Z.; Leitch, M.; Zeng, H.; Luo, J.-L. Anticorrosion performance of chromized coating prepared by pack cementation in simulated solution with H2S and CO2. Appl. Surf. Sci. 2017, 419, 197–205. [Google Scholar] [CrossRef]
- Hamashima, S.; Nishimoto, A. Effects of Nickel Screen on Active Screen Plasma Nitriding. Mater. Trans. 2022, 63, 939–947. [Google Scholar] [CrossRef]
- Panda, J.N.; Wong, B.C.; Medvedovski, E.; Egberts, P. Enhancement of tribo-corrosion performance of carbon steel through boronizing and BN-based coatings. Tribol. Int. 2021, 153, 106666. [Google Scholar] [CrossRef]
- Naeem, M.; Torres, A.; Serra, P.; Monção, R.; Junior, C.A.; Rossino, L.; Costa, T.; Costa, C.; Iqbal, J.; Sousa, R. Combined plasma treatment of AISI-1045 steel by hastelloy deposition and plasma nitriding. J. Build. Eng. 2022, 47, 103882. [Google Scholar] [CrossRef]
- Guo, J.; Cheng, C.; Li, H.; Zhao, J.; Min, X. Microstructural analysis of Cr35Ni45Nb heat-resistant steel after a five-year service in pyrolysis furnace. Eng. Fail. Anal. 2017, 79, 625–633. [Google Scholar] [CrossRef]
- Biava, G.; Siqueira, I.B.d.A.F.; Vaz, R.F.; de Souza, G.B.; Jambo, H.C.M.; Szogyenyi, A.; Pukasiewicz, A.G. Evaluation of high temperature corrosion resistance of CrN, AlCrN, and TiAlN arc evaporation PVD coatings deposited on Waspaloy. Surf. Coat. Technol. 2022, 438, 128398. [Google Scholar] [CrossRef]
- Wu, Y.; Xu, K.; Dai, X.; Zhang, M.; Jiang, G.; Zhu, H.; Liu, Y.; Zhang, Z. Effect of laser irradiation on high-temperature crystallization behavior, oxidation resistance, and corrosion performance evaluation of electrodeposited amorphous Ni-P coatings. J. Non-Cryst. Solids 2022, 689, 121647. [Google Scholar] [CrossRef]
- Venkategowda, T.; Manjunatha, L.; Anilkumar, P. Adhesive and abrasive wear behavior of Kenaf long fiber reinforced epoxy composites. Mater. Today Proc. 2020, 45, 150–155. [Google Scholar] [CrossRef]
- Fabbro, S.; Araujo, L.M.; Engel, J.; Kondratiuk, J.; Kuffa, M.; Wegener, K. Abrasive and Adhesive Wear Behaviour of Metallic Bonds in a Synthetic Slurry Test for Wear Prediction in Reinforced Concrete. Wear 2021, 476, 203690. [Google Scholar] [CrossRef]
- Aghababaei, R. Effect of adhesion on material removal during adhesive wear. Phys. Rev. Mater. 2019, 3, 063604. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Klimczyk, P.; Mikli, V.; Gomon, D. Effect of cBN content and additives on sliding and surface fatigue wear of spark plasma sintered Al2O3-cBN composites. Wear 2022, 494, 204250. [Google Scholar] [CrossRef]
- Kong, W.; Zhang, D.; Tao, Q.; Chen, K.; Wang, J.; Wang, S. Wear properties of the deep gradient wear-resistant layer applied to 20CrMnTi gear steel. Wear 2019, 424–425, 216–222. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Cr | Ni | Cu | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| T9 | 0.8~0.9 | ≤0.50 | ≤0.03 | ≤0.03 | ≤0.35 | ≤0.20 | ≤0.25 | ≤0.30 | Bal. |
| SPCC | ≤0.15 | ≤0.60 | ≤0.100 | ≤0.02 | - | - | - | - | Bal. |
| Position | 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|---|
| Depth (μm) | 1.5 | 6 | 13 | 26 | 45 | |
| T9 | 1 | 1734.55 | 1374.92 | 221.43 | 252.35 | 256.89 |
| 2 | 1739.26 | 1375.26 | 219.78 | 250.69 | 254.31 | |
| 3 | 1735.35 | 1382.07 | 215.48 | 246.48 | 257.67 | |
| 4 | 1740.84 | 1380.42 | 217.52 | 253.99 | 251.44 | |
| 5 | 1738.60 | 1378.88 | 222.24 | 255.84 | 255.84 | |
| Average | 1737.72 | 1378.31 | 219.29 | 251.87 | 255.23 | |
| SPCC | 1 | 1773.65 | 445.42 | 134.83 | 154.24 | 147.73 |
| 2 | 1768.58 | 447.28 | 131.06 | 152.58 | 149.64 | |
| 3 | 1769.82 | 449.60 | 127.94 | 147.33 | 144.92 | |
| 4 | 1774.64 | 451.56 | 130.69 | 149.86 | 148.67 | |
| 5 | 1772.86 | 448.74 | 130.93 | 152.74 | 145.84 | |
| Average | 1771.91 | 448.52 | 131.09 | 151.35 | 147.36 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Yang, J.; Liang, X.; Sun, Y.; Zhao, X.; Cai, Z. Investigation of the Preparation, Corrosion Inhibition, and Wear Resistance of the Chromized Layer on the Surfaces of T9 and SPCC Steels. Materials 2022, 15, 7902. https://doi.org/10.3390/ma15227902
Liu S, Yang J, Liang X, Sun Y, Zhao X, Cai Z. Investigation of the Preparation, Corrosion Inhibition, and Wear Resistance of the Chromized Layer on the Surfaces of T9 and SPCC Steels. Materials. 2022; 15(22):7902. https://doi.org/10.3390/ma15227902
Chicago/Turabian StyleLiu, Sainan, Jing Yang, Xiao Liang, Yangyang Sun, Xiaojun Zhao, and Zhenyang Cai. 2022. "Investigation of the Preparation, Corrosion Inhibition, and Wear Resistance of the Chromized Layer on the Surfaces of T9 and SPCC Steels" Materials 15, no. 22: 7902. https://doi.org/10.3390/ma15227902