
A Review of the Intelligent Optimization and Decision in Plastic Forming
Abstract
:1. Introduction
2. The State of the Art of Intelligent Optimization in the Plastic Forming Process
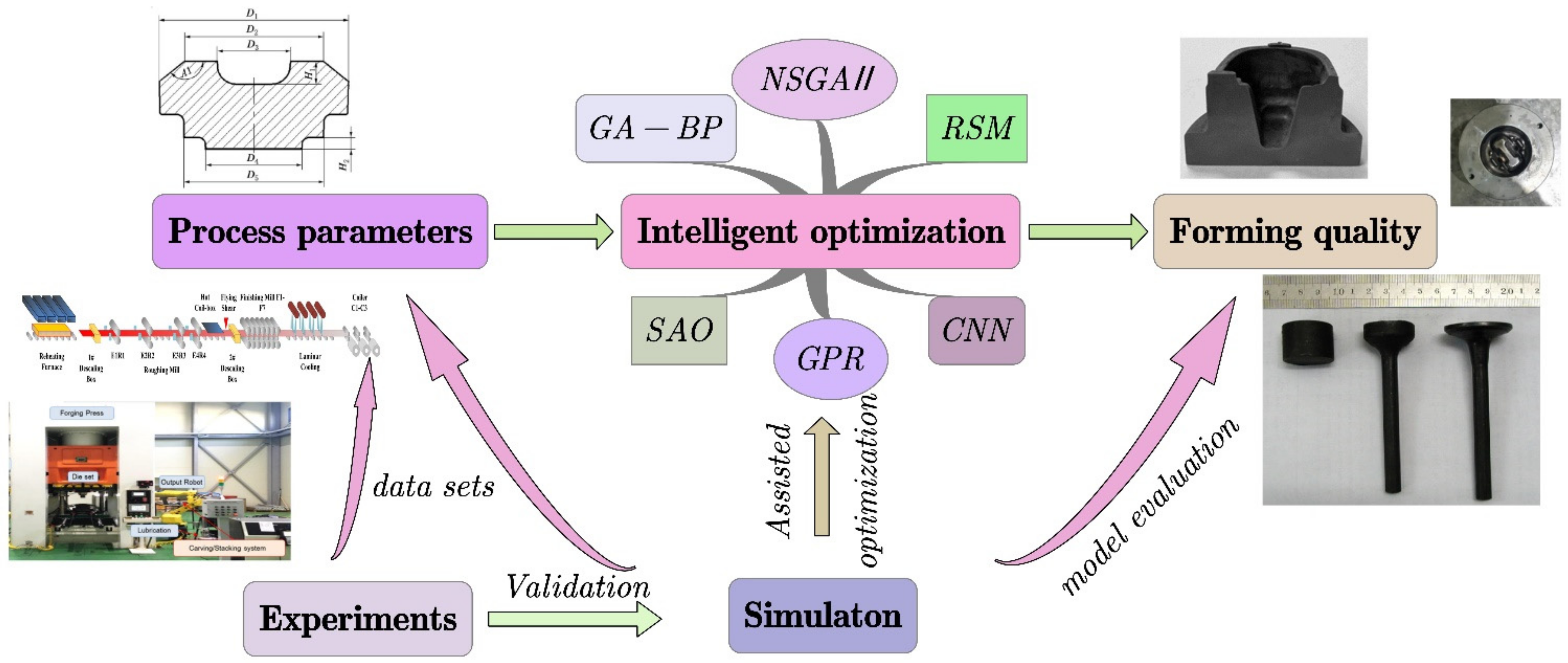
2.1. Optimization of Forming Quality and Performance
2.1.1. Stamping
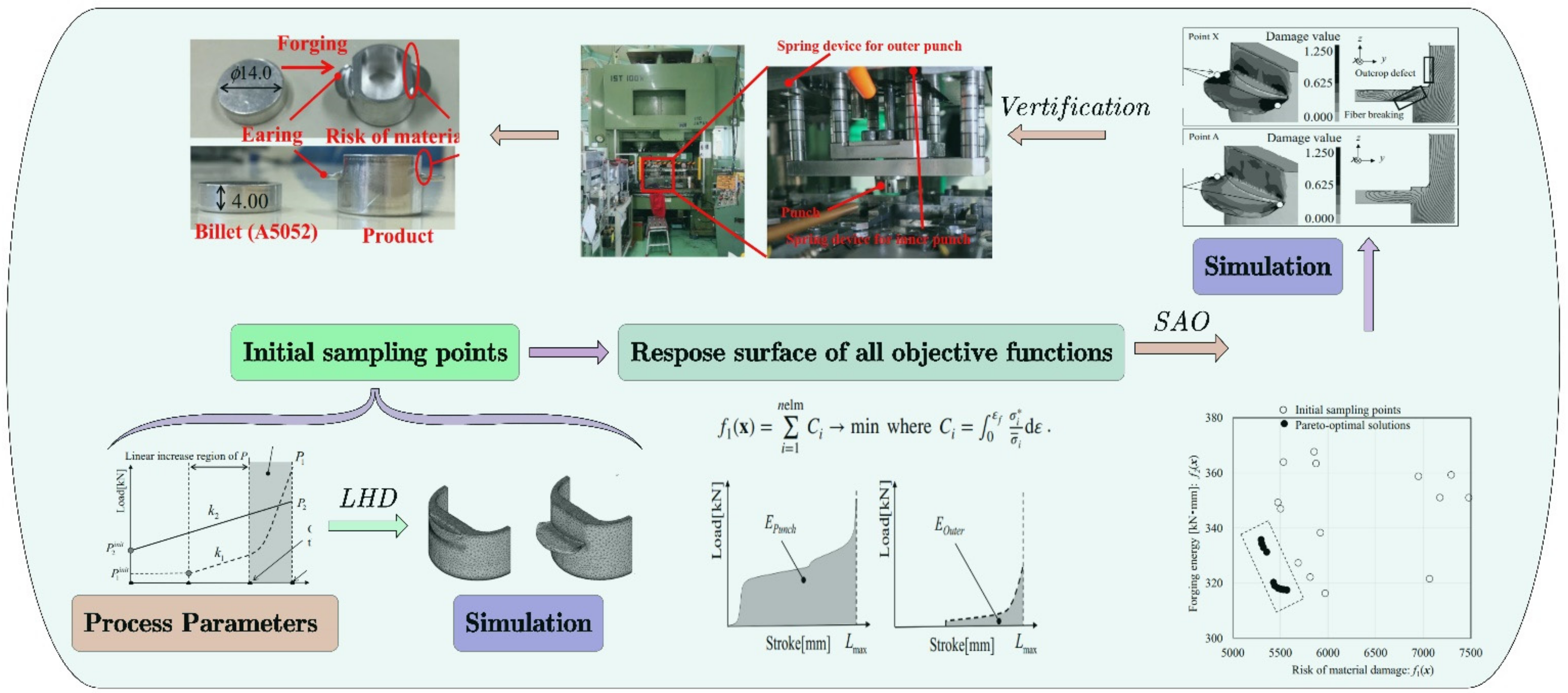
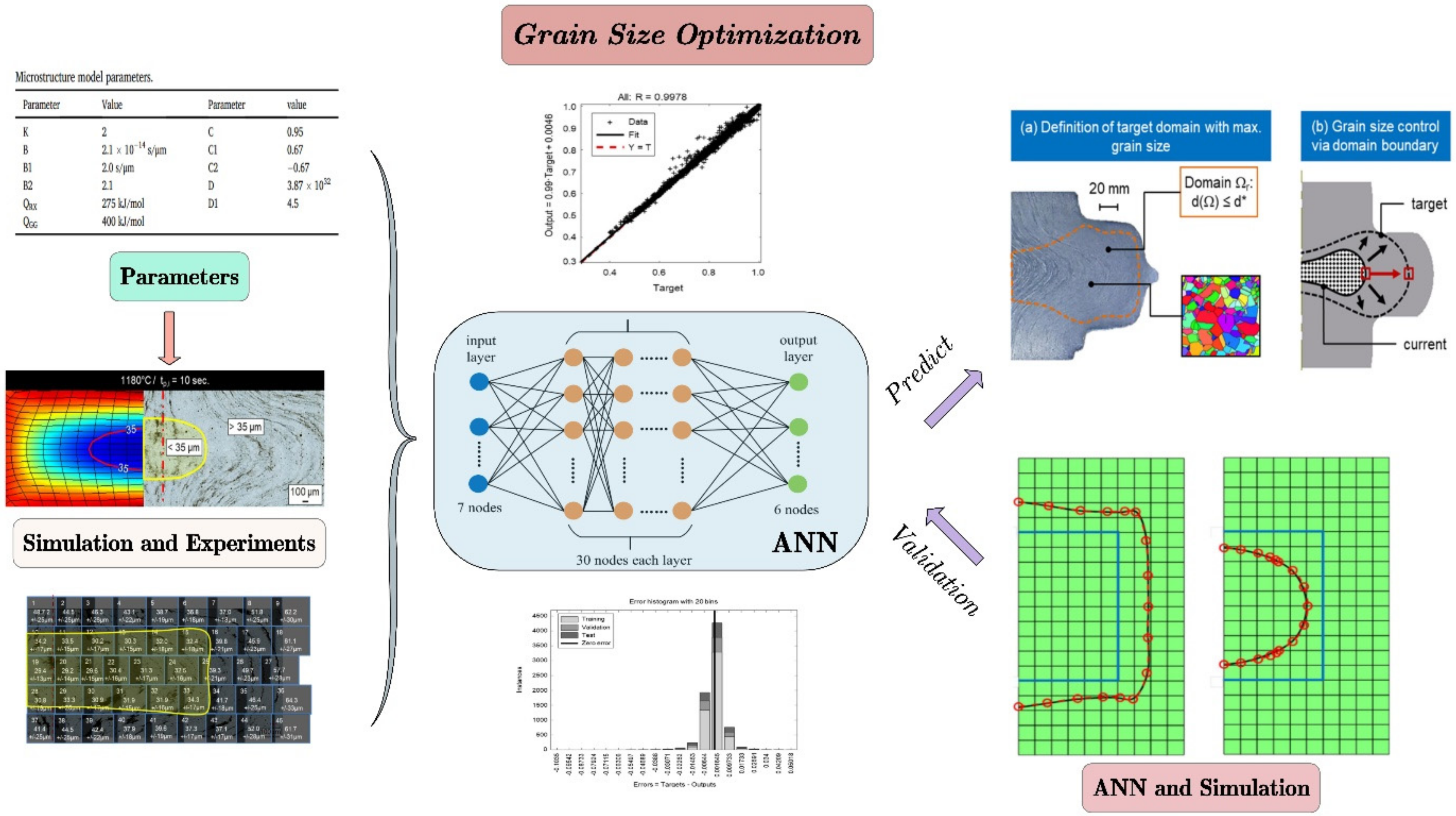
2.1.2. Forging
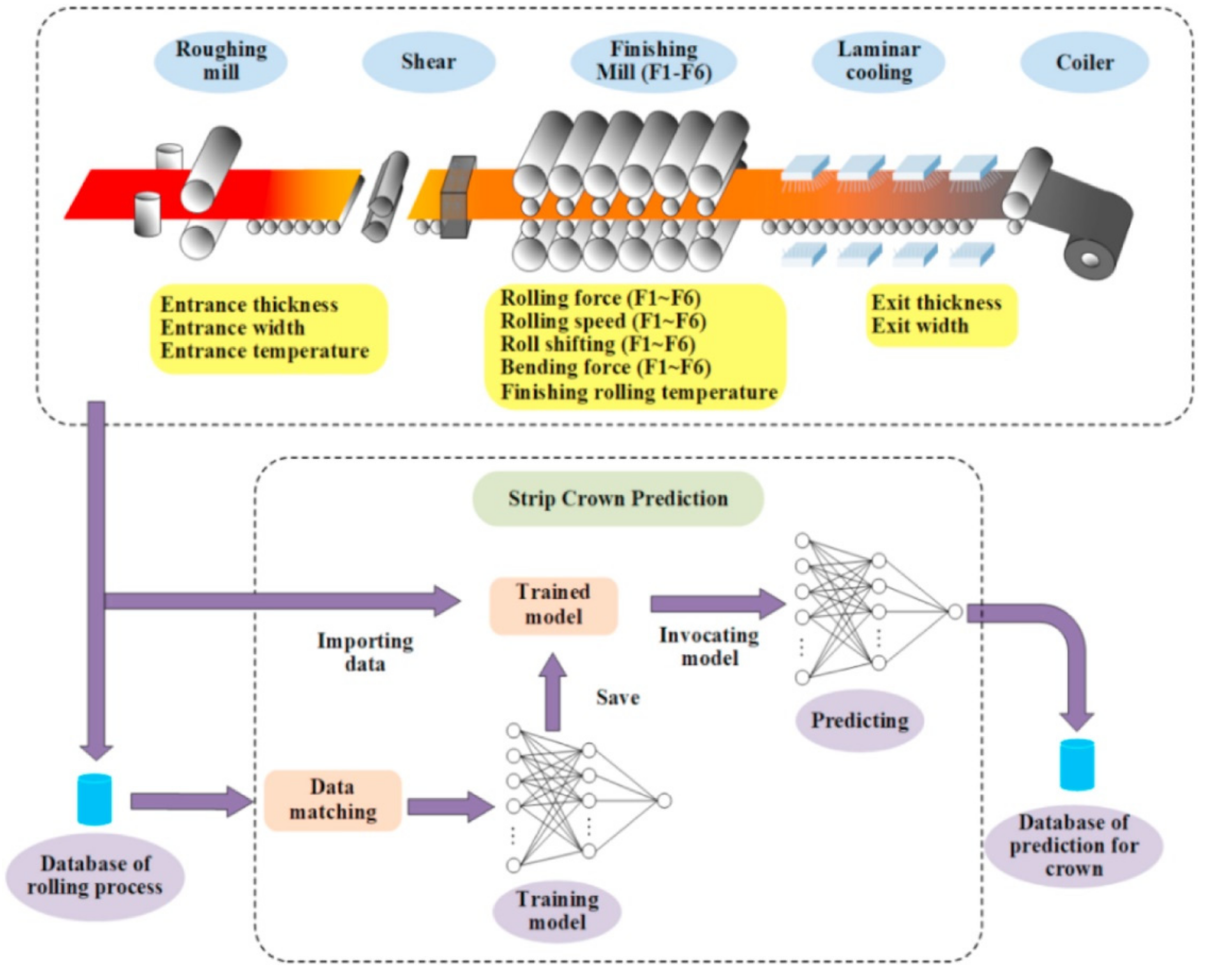
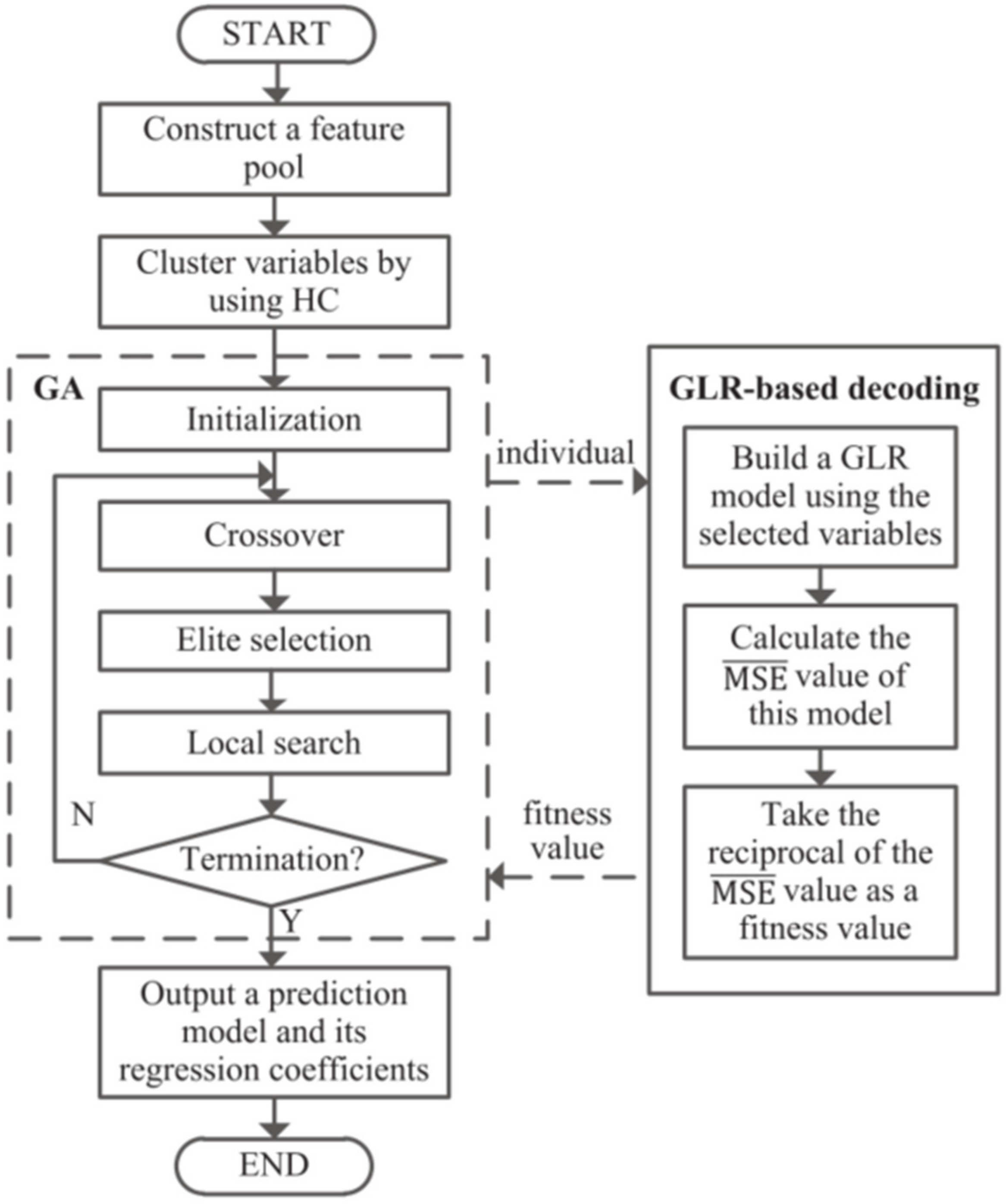
2.1.3. Rolling
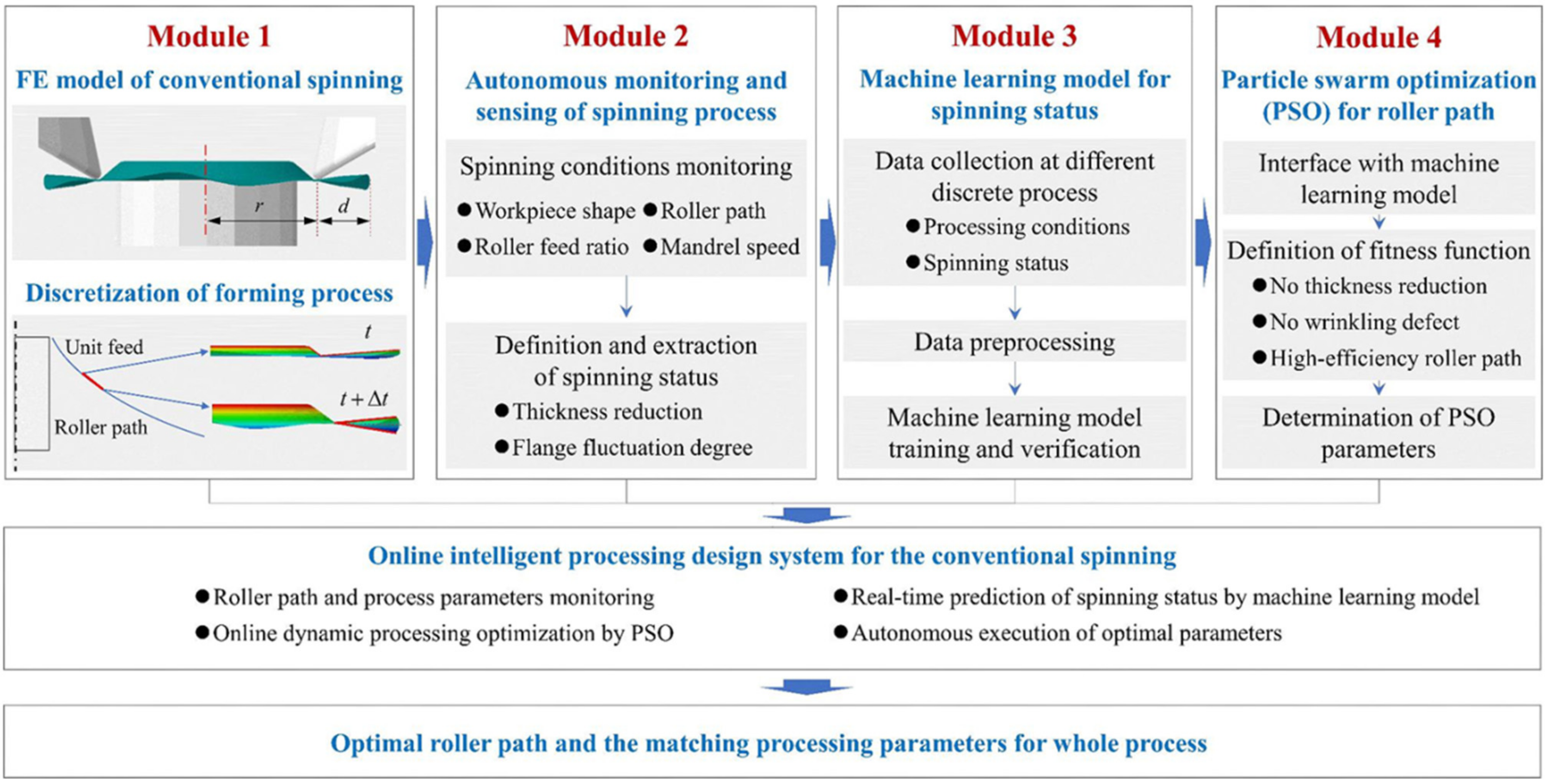
2.1.4. Spinning
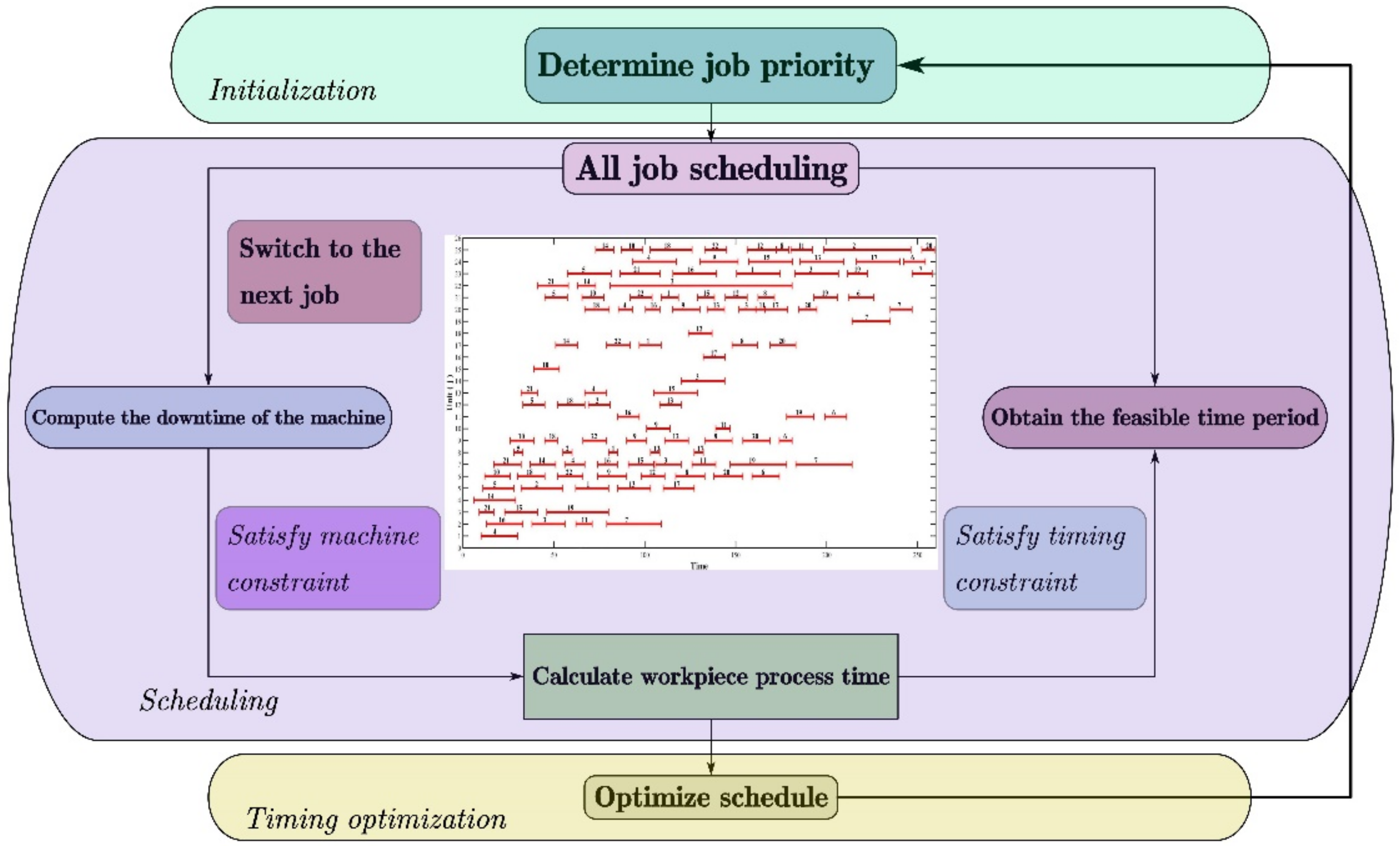
2.2. Workshop Scheduling Optimization
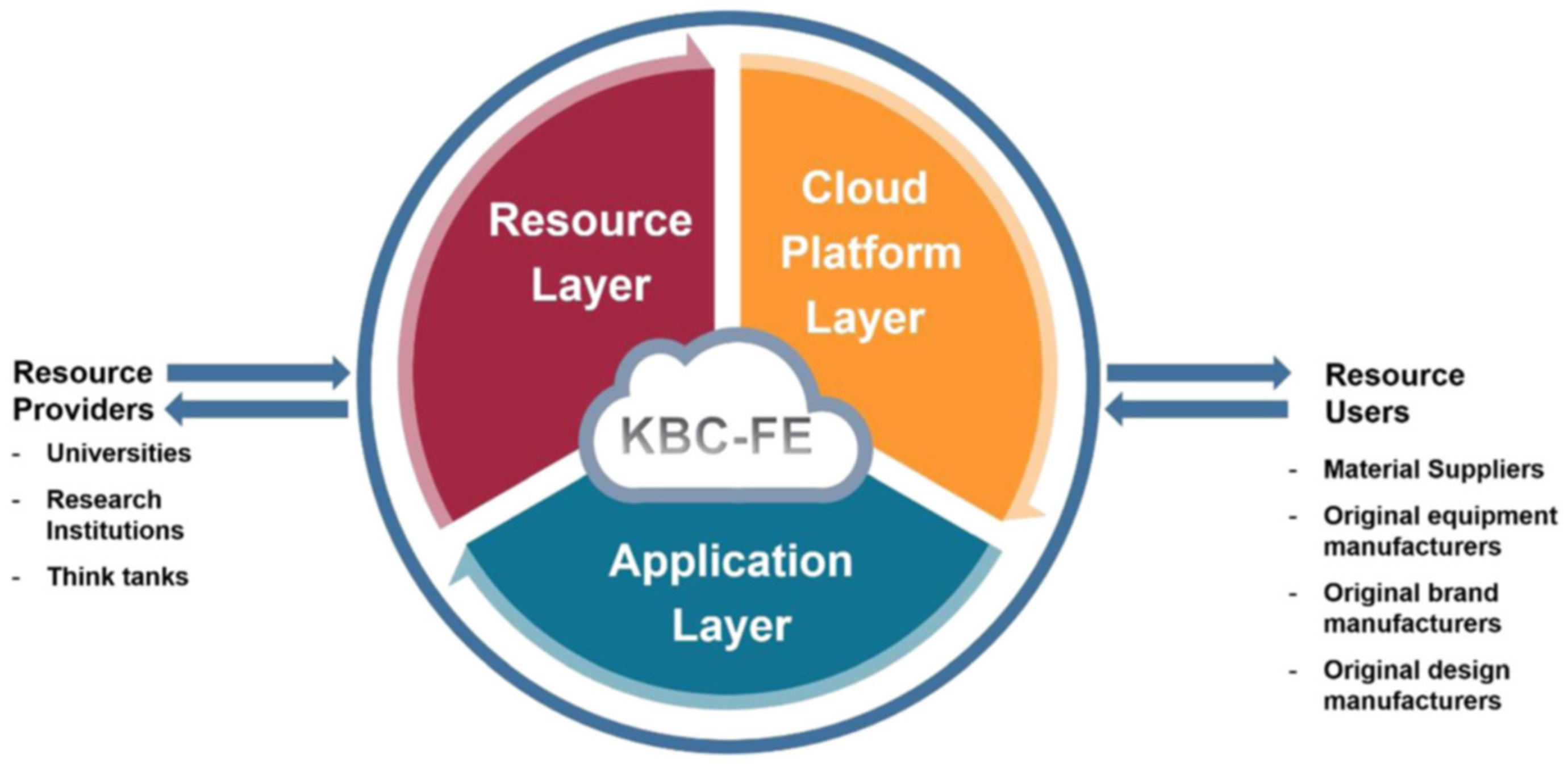
2.3. Cloud Computing for Optimization of Plastic Forming
2.4. Hybrid Physics-Informed and Data-Driven Modeling
3. Data-Driven Process Planning and Decision-Making System
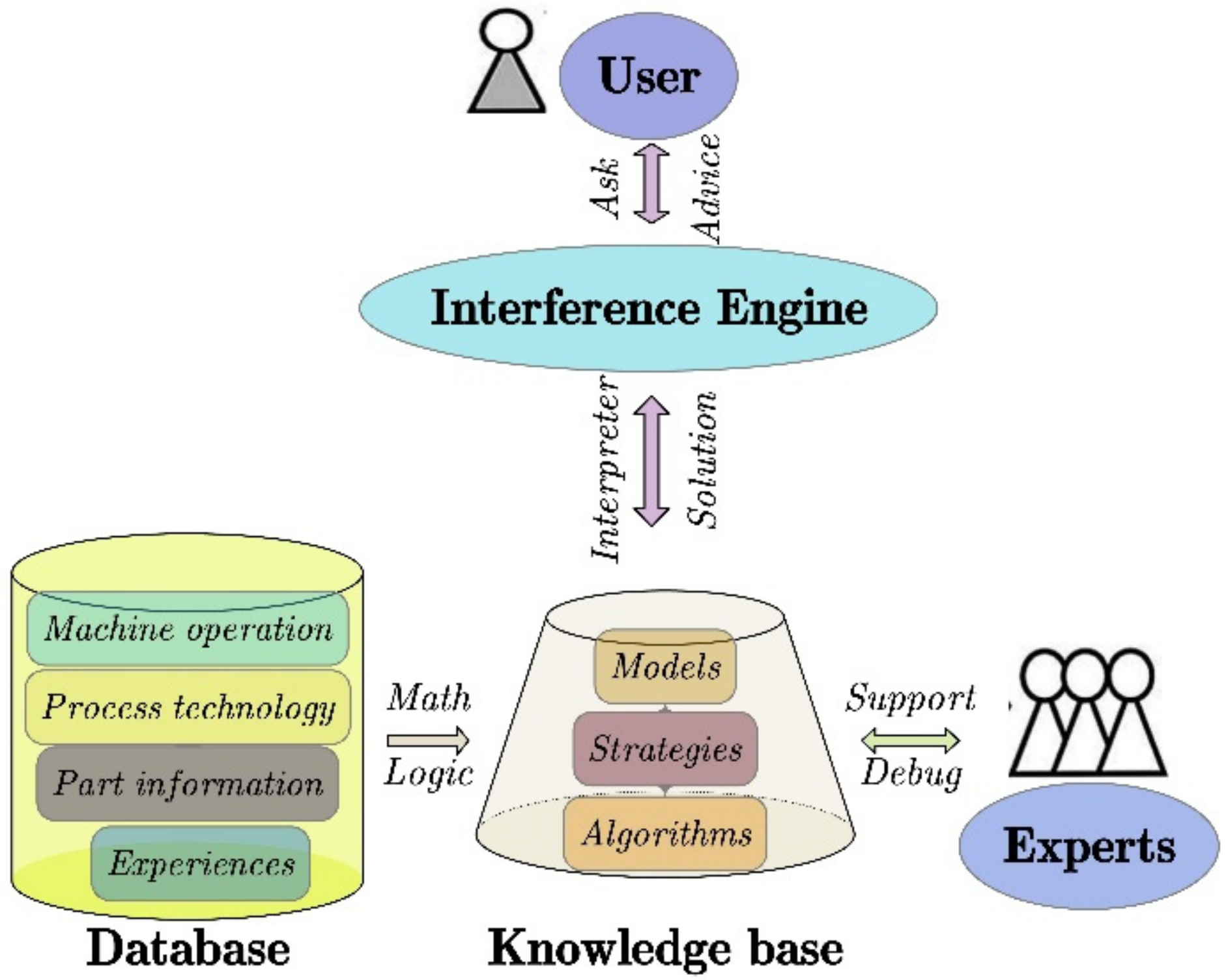
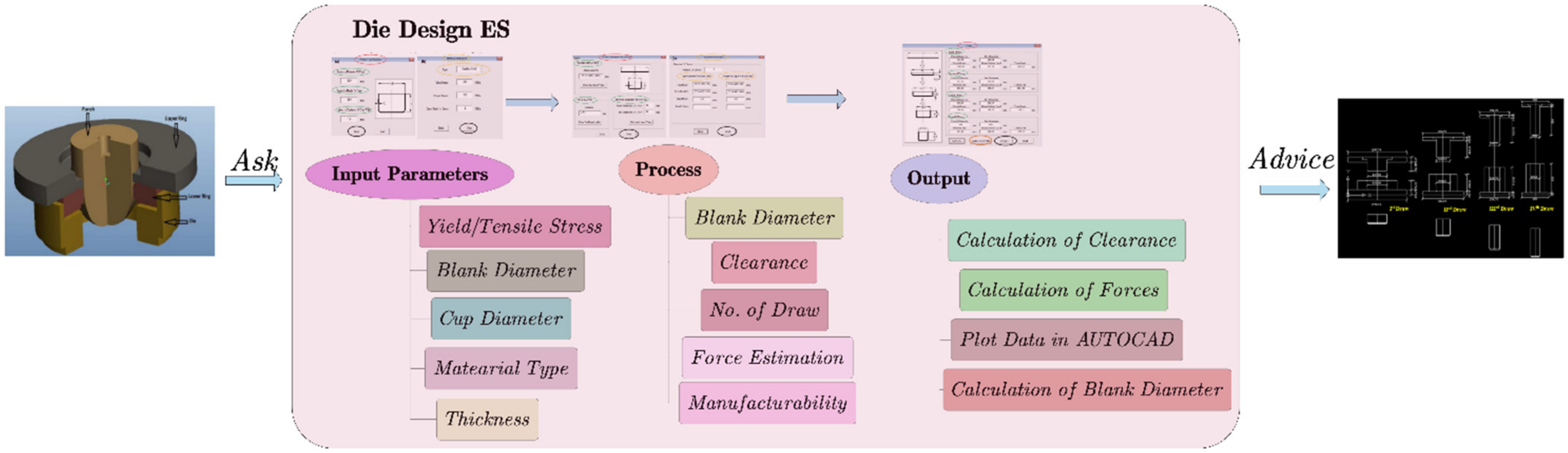
3.1. Expert System (ES)
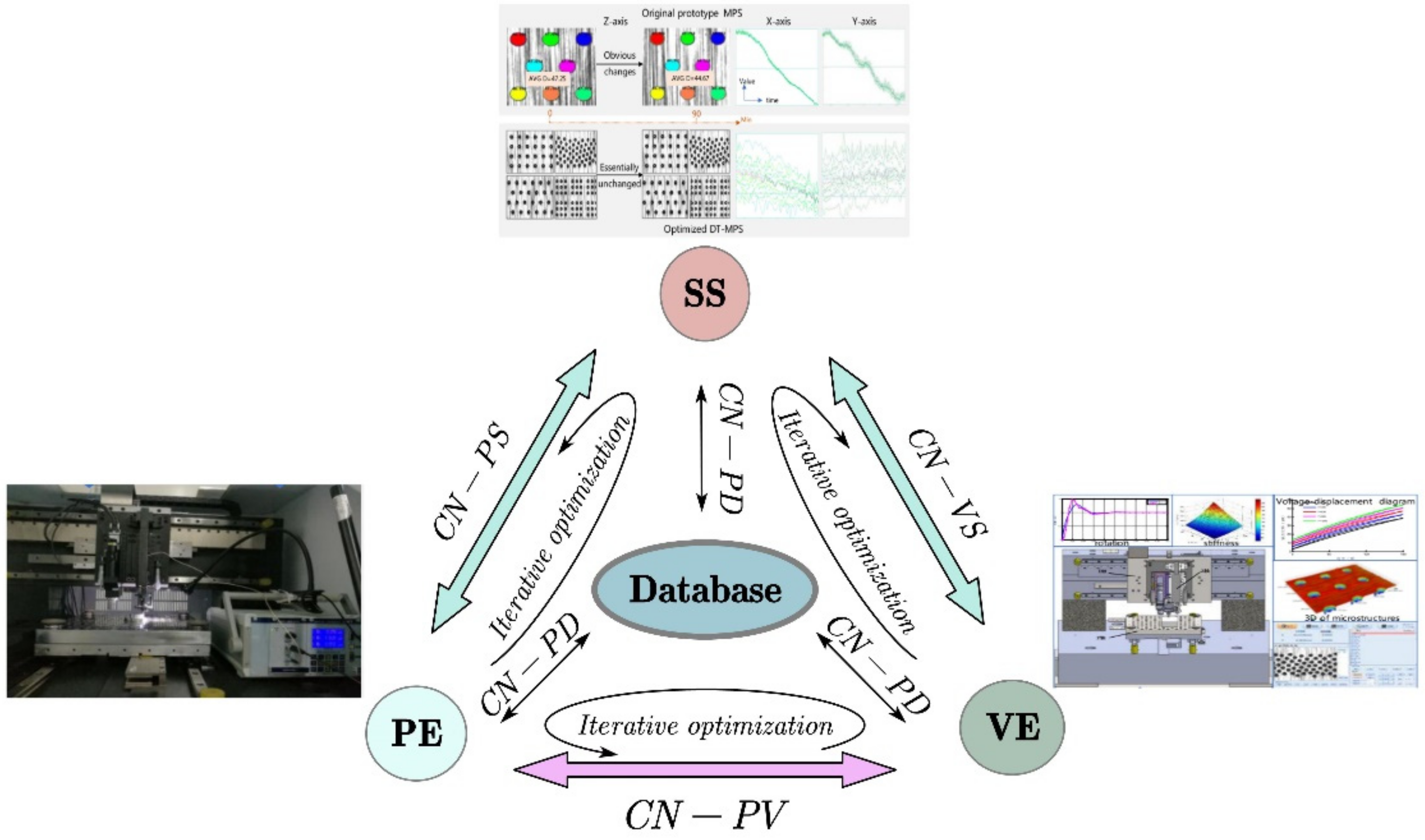
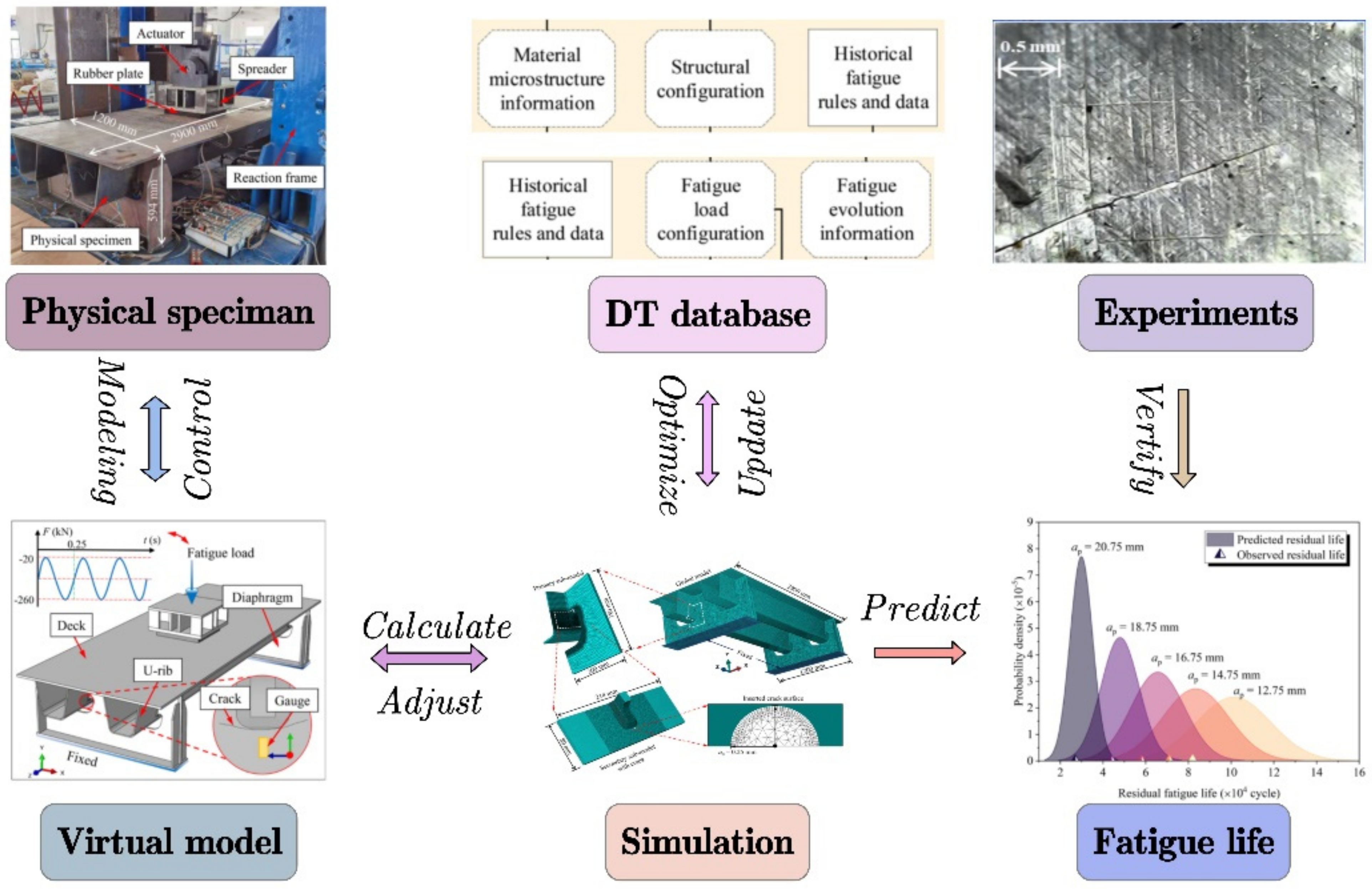
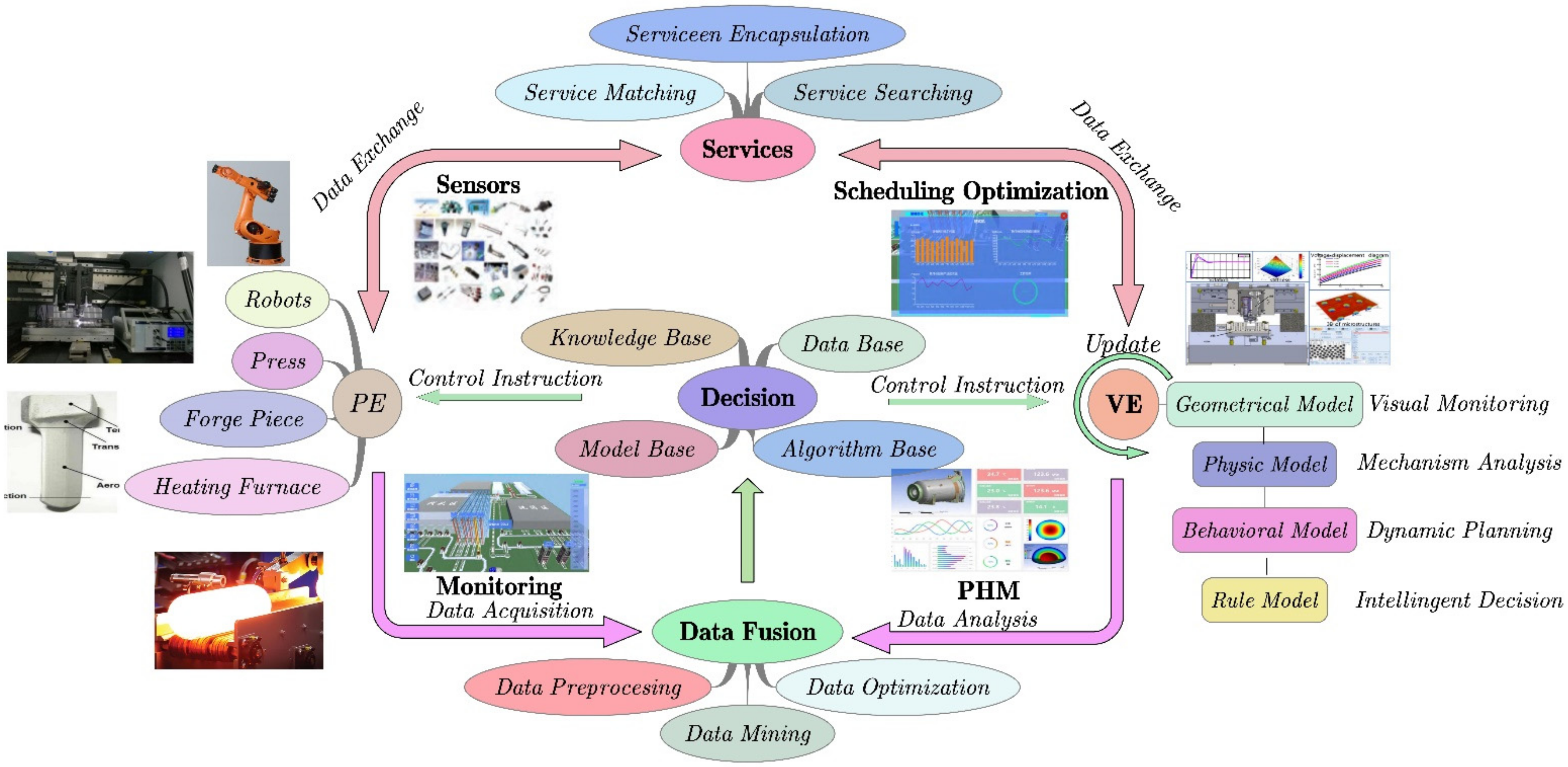
3.2. Digital Twin (DT) System
4. Conclusions and Outlook
4.1. Conclusions
- For some complex processes, the SAO method is widely used, and the optimization is gradually moving towards a diversified intelligent design with a multi-objective combination of multiple optimization algorithms and multiple optimization models. These methods complement each other and have been paid more and more attention to and applied in the field of forming process optimization design in recent years.
- The combination of RL and DL has become the current trend of optimal design due to their excellent decision-making performance and feature extraction performance. Meanwhile, the optimization design of the whole plastic forming process is changing to universality, integrity, rapidity, and user operability. The development based on ES and DT system is the outstanding performance of this characteristic.
- The DT system has shown great potential in production design and PHM. It enables the online detection of parts and the online observation of microstructure evolution by establishing a multi-scale model. However, the DT systems for plastic forming are very limited, especially for the overall process optimization and decision.
4.2. Outlook
- Intelligent optimization combining machine learning and global searching algorithms lacks intrinsic mechanisms and interpretability. It is then difficult to generate universal knowledge that can be transferred to guide the forming process design of other products. It is essential to couple the physical rules into the optimization method and develop an interpretable approach to process modeling and optimization, changing the optimization process from a black box to a glass box.
- The optimization of the plastic forming process is closely related to the implicit relationship between material composition, process, microstructure, and properties. All the optimization design of material composition and process schemes aiming at performance must be closely combined with microstructures to truly grasp the essential law of process optimization. This means that the objective of design optimization has changed from macro parameters to macro micro coupling parameters, the dimension of design optimization has increased sharply, the response of the objective is highly nonlinear, and the difficulty of modeling and calculation has increased greatly. Therefore, with the increasing demand for intelligent optimization design of plastic forming, the field of multi-scale design optimization urgently needs to be studied.
- With the development of plastic forming technology, the contradiction between the accuracy and efficiency of design optimization has become increasingly prominent. Various results can be obtained in terms of efficiency and accuracy using different optimization methods, combined with diverse sample selection, numerical simulation, and optimization algorithms. In order to achieve an efficient optimization design of the forming process, it is urgent to develop alternative models for simplifying sequential modeling and large-scale parallel computing.
- Although some knowledge-based automatic design optimization methods and integrated computing platforms have been developed to integrate sample selection, numerical modeling, and optimization algorithms, most methods are still based on manual operation and model-driven optimization. There are substantial data, rules, and various knowledge in the forming production, which is far from meeting the urgent requirements for online real-time design optimization. Therefore, there is an urgent need to develop general expert systems based on emerging AI technologies such as big data, cloud computing, and machine learning to promote the development of digital twins, from model-driven to data-driven [106,107,108].
- The critical technology for the DT system is still at a premature stage. To establish a high-fidelity digital model of workpiece and forming equipment, and realize the real-time control of PE and VE, the following key technologies should be developed: (1) intelligent detection accompanied by the fast intelligent reconstruction of macro and micro physical field (i.e., temperature, stress field, grain size, mechanical property, etc.); (2) data fusion technology for multi-source and heterogenous data; (3) fieldbus technology for the real-time communication between each module of DT system; (4) a hybrid prediction model driven by data and intrinsic mechanism multi-filed for accurate and fast simulation of multi-field and whole process simulation of plastic forming.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngaile, G.; Kinsey, B. Advances in Plastic Forming of Metals. J. Manuf. Sci. Eng. 2011, 133, 060301. [Google Scholar] [CrossRef]
- Lee, M.-G.; Korkolis, Y. Advances in Plastic Forming of Metals. Metals 2018, 8, 272. [Google Scholar] [CrossRef] [Green Version]
- Jiang, P.; He, X.M.; Yang, Y.; Zhou, L.Y. Development of domestic precision plastic forming technology and its application in industrial production. Die Mould Ind. 2020, 46, 11–16. [Google Scholar] [CrossRef]
- Li, H.; Yang, J.; Chen, G.; Liu, X.; Zhang, Z.; Li, G.; Liu, W. Towards intelligent design optimization: Progress and challenge of design optimization theories and technologies for plastic forming. Chin. J. Aeronaut. 2021, 34, 104–123. [Google Scholar] [CrossRef]
- Liu, R.J.; Zhang, Y.W.; Wen, C.W.; Tang, J. Study on the design and analysis methods of orthogonal experiment. Exp. Technol. Manag. 2010, 27, 52–55. [Google Scholar] [CrossRef]
- Chen, C.T.; Gu, G.X. Generative Deep Neural Networks for Inverse Materials Design Using Backpropagation and Active Learning. Adv. Sci. 2020, 7, 1902607. [Google Scholar] [CrossRef] [Green Version]
- Tagade, P.M.; Adiga, S.P.; Pandian, S.; Park, M.S.; Hariharan, K.S.; Kolake, S.M. Attribute driven inverse materials design using deep learning Bayesian framework. NPJ Comput. Mater. 2019, 5, 127. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Q.; Lu, S.; Wu, Y.; Wang, J. Property-Oriented Material Design Based on a Data-Driven Machine Learning Technique. J. Phys. Chem. Lett. 2020, 11, 3920–3927. [Google Scholar] [CrossRef]
- Senthilkumar, K.M.; Thirumalai, R.; Selvam, T.A.; Natarajan, A.; Ganesan, T. Multi objective optimization in machining of Inconel 718 using taguchi method. Mater. Today Proc. 2021, 37, 3466–3470. [Google Scholar] [CrossRef]
- Thirumalai, R.; Seenivasan, M.; Panneerselvam, K. Experimental investigation and multi response optimization of turning process parameters for Inconel 718 using TOPSIS approach. Mater. Today Proc. 2021, 45, 467–472. [Google Scholar] [CrossRef]
- Thirumalai, R.; Techato, K.; Chandrasekaran, M.; Venkatapathy, K.; Seenivasan, M. Experimental investigation during turning process of titanium material for surface roughness. Mater. Today Proc. 2021, 45, 1423–1426. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Intelligent process modeling and optimization of die-sinking electric discharge machining. Appl. Soft Comput. 2011, 11, 2743–2755. [Google Scholar] [CrossRef]
- Wang, X.; Yan, Y.; Gu, X. Spot welding robot path planning using intelligent algorithm. J. Manuf. Process. 2019, 42, 1–10. [Google Scholar] [CrossRef]
- Choudhary, A.; Kumar, M.; Gupta, M.K.; Unune, D.K.; Mia, M. Mathematical modeling and intelligent optimization of submerged arc welding process parameters using hybrid PSO-GA evolutionary algorithms. Neural Comput. Appl. 2019, 32, 5761–5774. [Google Scholar] [CrossRef]
- Medhi, T.; Hussain, S.A.I.; Roy, B.S.; Saha, S.C. An intelligent multi-objective framework for optimizing friction-stir welding process parameters. Appl. Soft Comput. 2021, 104, 107190. [Google Scholar] [CrossRef]
- Yifei, T.; Meng, Z.; Jingwei, L.; Dongbo, L.; Yulin, W. Research on Intelligent Welding Robot Path Optimization Based on GA and PSO Algorithms. IEEE Access 2018, 6, 65397–65404. [Google Scholar] [CrossRef]
- Wei, L.; Yuying, Y. Multi-objective optimization of sheet metal forming process using Pareto-based genetic algorithm. J. Mater. Process. Technol. 2008, 208, 499–506. [Google Scholar] [CrossRef]
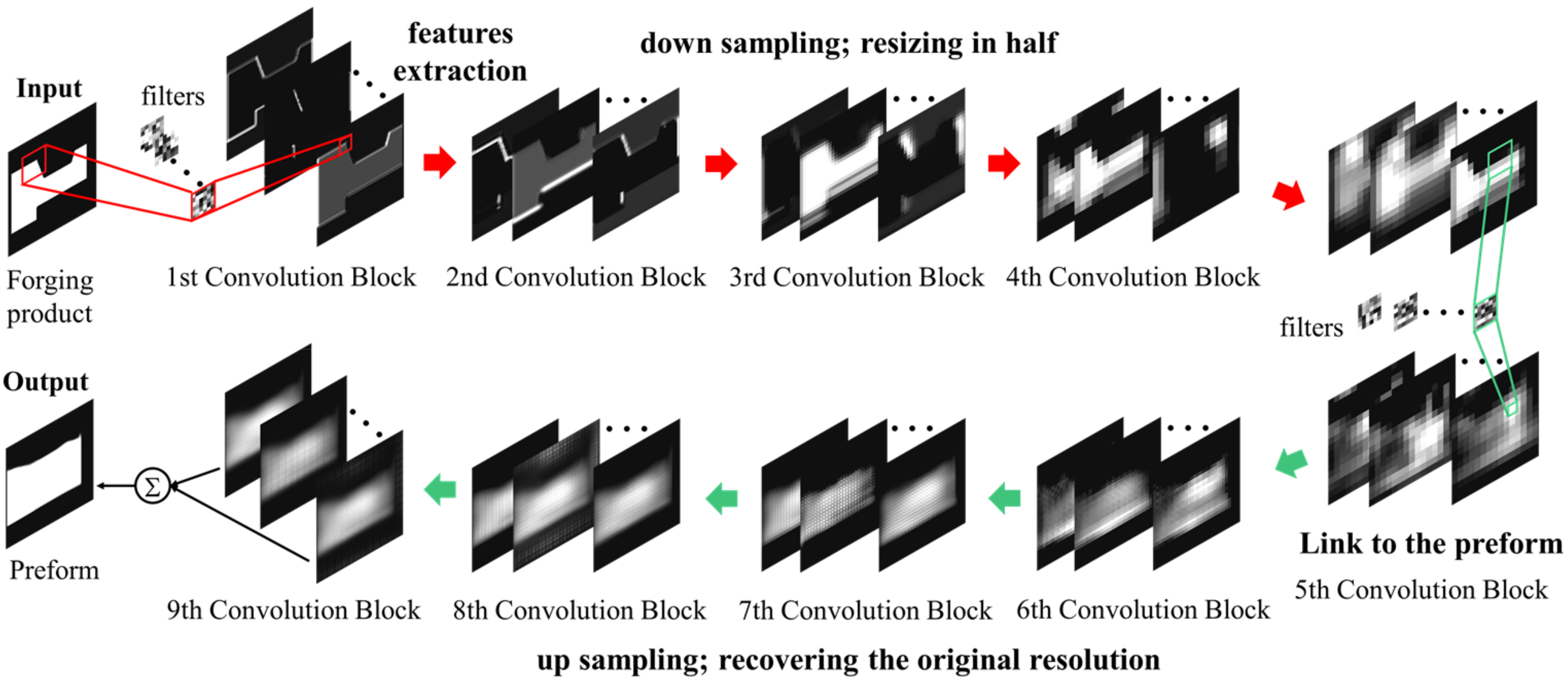
- Lee, S.; Quagliato, L.; Park, D.; Kwon, I.; Sun, J.; Kim, N. A New Approach to Preform Design in Metal Forging Processes Based on the Convolution Neural Network. Appl. Sci. 2021, 11, 7948. [Google Scholar] [CrossRef]
- Bambach, M.; Imran, M.; Sizova, I.; Buhl, J.; Gerster, S.; Herty, M. A soft sensor for property control in multi-stage hot forming based on a level set formulation of grain size evolution and machine learning. Adv. Ind. Manuf. Eng. 2021, 2, 100041. [Google Scholar] [CrossRef]
- Xie, Q.; Suvarna, M.; Li, J.; Zhu, X.; Cai, J.; Wang, X. Online prediction of mechanical properties of hot rolled steel plate using machine learning. Mater. Des. 2021, 197, 109201. [Google Scholar] [CrossRef]
- Gondo, S.; Arai, H. Data-driven metal spinning using neural network for obtaining desired dimensions of formed cup. CIRP Ann. 2022, 71, 229–232. [Google Scholar] [CrossRef]
- Xie, Y.; Du, L.; Zhao, J.; Liu, C.; Li, W. Multi-objective optimization of process parameters in stamping based on an improved RBM–BPNN network and MOPSO algorithm. Struct. Multidiscip. Optim. 2021, 64, 4209–4235. [Google Scholar] [CrossRef]
- Spathopoulos, S.; Stavroulakis, G. Springback Prediction in Sheet Metal Forming, Based on Finite Element Analysis and Artificial Neural Network Approach. Appl. Mech. 2020, 1, 97–110. [Google Scholar] [CrossRef] [Green Version]
- Cai, H.; Xiao, W.; Zheng, K. The prediction of part thickness using machine learning in aluminum hot stamping process with partition temperature control. Int. J. Adv. Manuf. Technol. 2022, 119, 3891–3902. [Google Scholar] [CrossRef]
- Gantar, G.; Kuzman, K. Optimization of stamping processes aiming at maximal process stability. J. Mater. Process. Technol. 2005, 167, 237–243. [Google Scholar] [CrossRef]
- Marretta, L.; Ingarao, G.; Di Lorenzo, R. Design of sheet stamping operations to control springback and thinning: A multi-objective stochastic optimization approach. Int. J. Mech. Sci. 2010, 52, 914–927. [Google Scholar] [CrossRef]
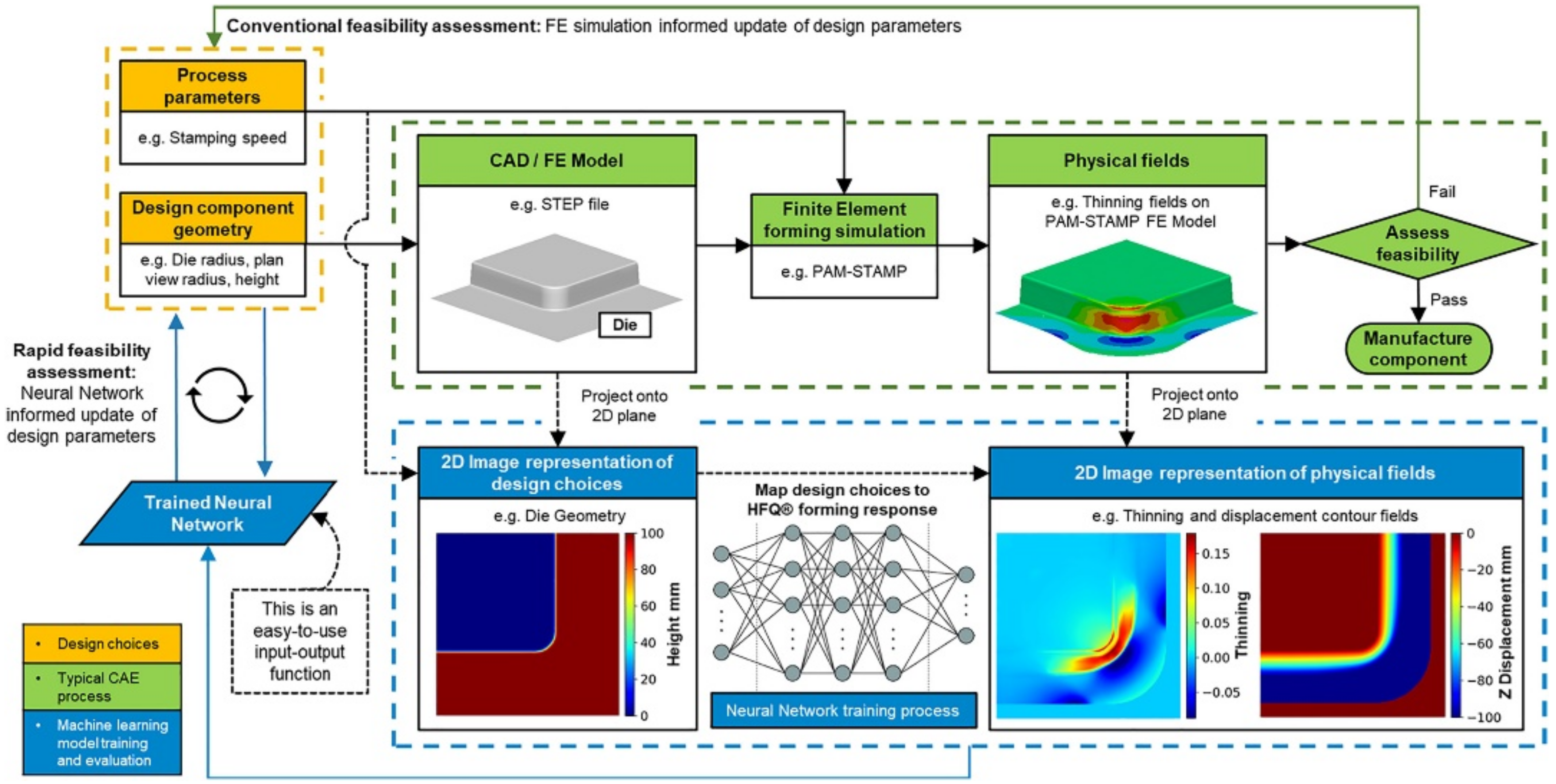
- Attar, H.R.; Zhou, H.; Foster, A.; Li, N. Rapid feasibility assessment of components to be formed through hot stamping: A deep learning approach. J. Manuf. Process. 2021, 68, 1650–1671. [Google Scholar] [CrossRef]
- Zhou, H.; Xu, Q.; Nie, Z.; Li, N. A Study on Using Image-Based Machine Learning Methods to Develop Surrogate Models of Stamp Forming Simulations. J. Manuf. Sci. Eng. 2021, 144, 1–41. [Google Scholar] [CrossRef]
- Chokshi, P.; Dashwood, R.; Hughes, D.J. Artificial Neural Network (ANN) based microstructural prediction model for 22MnB5 boron steel during tailored hot stamping. Comput. Struct. 2017, 190, 162–172. [Google Scholar] [CrossRef] [Green Version]
- Hu, F.K.; Zhu, Z.J.; Wang, K.; Zhu, B.; Zhang, Y.S. Identification of hot stamping fully martenstic microstructure SEM photograph with support vector machine. In Advanced High Strength Steel and Press Hardening, Proceedings of the 4th International Conference on Advanced High Strength Steel and Press Hardening, Hefei, China, 20–22 August 2018; World Scientific: Singapore, 2019; pp. 272–278. [Google Scholar] [CrossRef]
- Hart-Rawung, T.; Buhl, J.; Bambach, M. A Fast Approach for Optimization of Hot Stamping Based on Machine Learning of Phase Transformation Kinetics. Procedia Manuf. 2020, 47, 707–712. [Google Scholar] [CrossRef]
- Cheng, M.; Fang, F.; Pain, C.C.; Navon, I.M. Data-driven modelling of nonlinear spatio-temporal fluid flows using a deep convolutional generative adversarial network. Comput. Methods Appl. Mech. Eng. 2020, 365, 113000. [Google Scholar] [CrossRef] [Green Version]
- Hao, P.; Liu, D.; Zhang, K.; Yuan, Y.; Wang, B.; Li, G.; Zhang, X. Intelligent layout design of curvilinearly stiffened panels via deep learning-based method. Mater. Des. 2021, 197, 109180. [Google Scholar] [CrossRef]
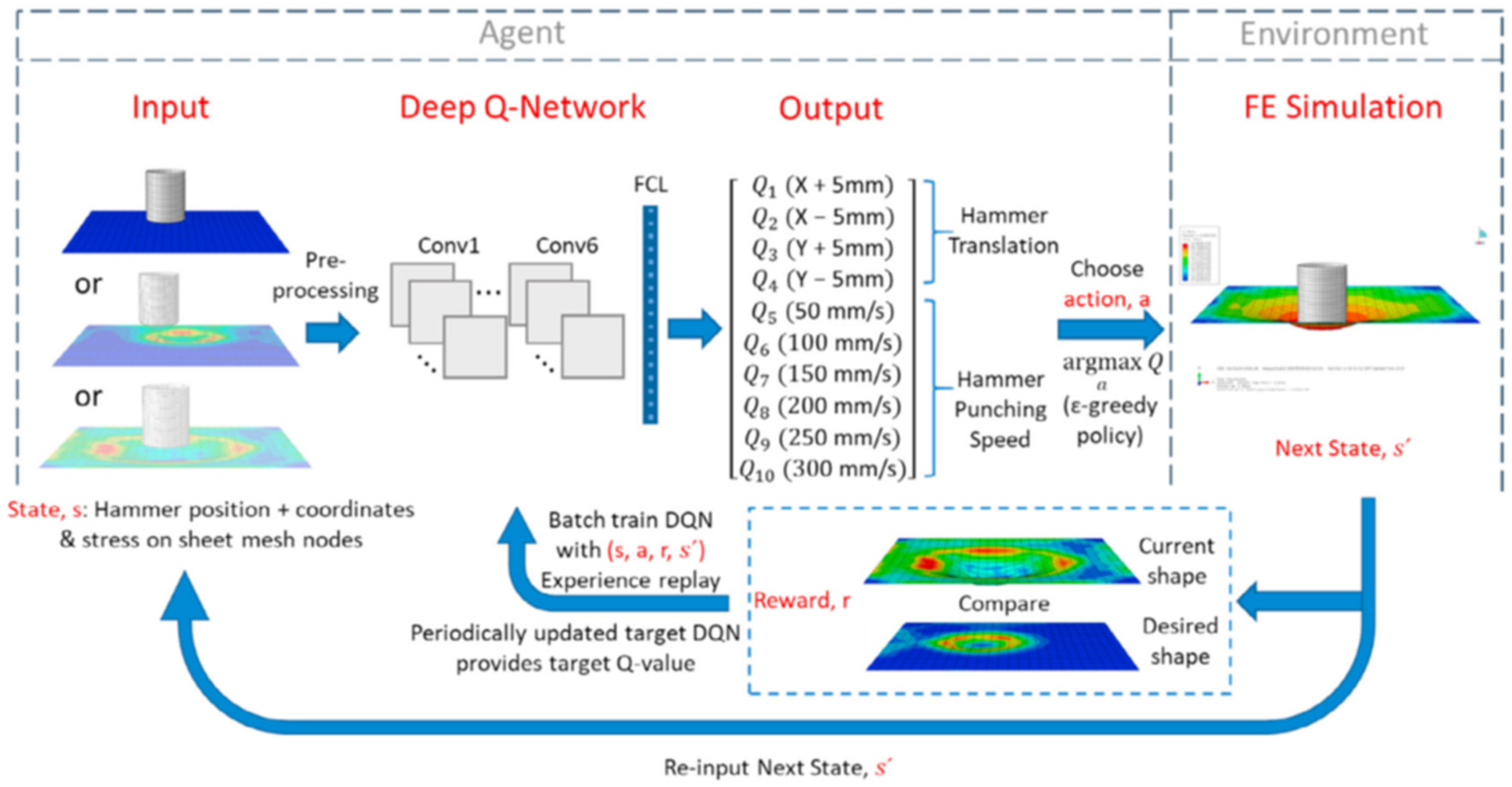
- Liu, S.; Shi, Z.; Lin, J.; Li, Z. Reinforcement learning in free-form stamping of sheet-metals. Procedia Manuf. 2020, 50, 444–449. [Google Scholar] [CrossRef]
- Zimmerling, C.; Poppe, C.; Stein, O.; Kärger, L. Optimisation of manufacturing process parameters for variable component geometries using reinforcement learning. Mater. Des. 2022, 214, 110423. [Google Scholar] [CrossRef]
- Lockner, Y.; Hopmann, C. Induced network-based transfer learning in injection molding for process modelling and optimization with artificial neural networks. Int. J. Adv. Manuf. Technol. 2021, 112, 3501–3513. [Google Scholar] [CrossRef]
- Zhang, H.W.; Zheng, X.T. Blank Holder Force Prediction of Tailor Welded Blank Based on Neural Network Optimized by Genetic. J. Northeast. Univ. (Nat. Sci.) 2020, 41, 241–245. [Google Scholar] [CrossRef]
- Liew, K.M.; Ray, T.; Tan, H.; Tan, M.J. Evolutionary Optimization and Use of Neural Network for Optimum Stamping Process Design for Minimum Springback. J. Comput. Inf. Sci. Eng. 2002, 2, 38–44. [Google Scholar] [CrossRef]
- El Mrabti, I.; Touache, A.; El Hakimi, A.; Chamat, A. Springback optimization of deep drawing process based on FEM-ANN-PSO strategy. Struct. Multidiscip. Optim. 2021, 64, 321–333. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Z.; Xu, B. Prediction of Spherical Sheet Springback Based on a Sparrow-Search-Algorithm-Optimized BP Neural Network. Metals 2022, 12, 1377. [Google Scholar] [CrossRef]
- Li, J.J.; Huang, M.l.; Peng, Q.Z. Development Status and Trends of Forging Technology. Heat Treat. Technol. Equip. 2015, 36, 57–62. [Google Scholar] [CrossRef]
- Zhang, M.Y.; Wang, X.Y.; Xia, J.C.; Ji, G. Multiple-target optimization design of pre-forging for gear blank using back propagation neural network and genetic algorithm. Forg. Stamp. Technol. 2010, 35, 22–26. [Google Scholar]
- Torabi, S.H.R.; Alibabaei, S.; Bonab, B.B.; Sadeghi, M.H.; Faraji, G. Design and optimization of turbine blade preform forging using RSM and NSGA II. J. Intell. Manuf. 2015, 28, 1409–1419. [Google Scholar] [CrossRef]
- Wu, Y.J.; Zhao, Z.; Liang, Y.Q.; Hu, C.L.; Gao, C.H. Optimization of preform of high-speed multi-stage forging based on surrogate model methodology. J. Plast. Eng. 2009, 16, 79–84. [Google Scholar]
- Kitayama, S.; Kadoya, S.; Takano, M.; Kobayashi, A. Multi-objective optimization of process parameters in cold forging minimizing risk of crack and forging energy. Arch. Civ. Mech. Eng. 2021, 21, 132. [Google Scholar] [CrossRef]
- Hu, F.; Wu, Z.P.; Wang, D.H.; Zhang, W.H. Sequential approximate optimization method. J. Natl. Univ. Def. Technol. 2017, 39, 092–101. [Google Scholar]
- Xu, F.; Dong, X.H.; Wang, X.B.; Li, Z.D.; Liu, Q. Optimization on radial forging process of rectangular cross-section billet. Forg. Stamp. Technol. 2019, 44, 1–9. [Google Scholar] [CrossRef]
- Wang, J.M. Research on Optimization Decision Theory and Application of Multi-Objective Fuzzy Recognition. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2004. [Google Scholar]
- Mori, T.; Uchihira, N. Balancing the trade-off between accuracy and interpretability in software defect prediction. Empir. Softw. Eng. 2019, 24, 779–825. [Google Scholar] [CrossRef]
- Chen, M.-S.; Yuan, W.-Q.; Li, H.-B.; Zou, Z.-H. New insights on the relationship between flow stress softening and dynamic recrystallization behavior of magnesium alloy AZ31B. Mater. Charact. 2018, 147, 173–183. [Google Scholar] [CrossRef]
- Shu, D.; Wang, J.; Jiang, M.; Chen, G.; Lu, L.; Zhang, H. Modeling of Dynamic Recrystallization Behavior of As-Extruded AM50 Magnesium Alloy during Hot Compression by a Cellular Automaton Method. Metals 2021, 11, 75. [Google Scholar] [CrossRef]
- Chen, D.-D.; Lin, Y.-C.; Chen, X.-M. A strategy to control microstructures of a Ni-based superalloy during hot forging based on particle swarm optimization algorithm. Adv. Manuf. 2019, 7, 238–247. [Google Scholar] [CrossRef]
- Ponnusami, S.A. From microstructural images to properties—An interpretable deep learning approach to predict elastic-plastic properties of fiber composites. 2021. [Google Scholar]
- Ciancio, C.; Citrea, T.; Ambrogio, G.; Filice, L.; Musmanno, R. Design of a High Performance Predictive Tool for Forging Operation. Procedia CIRP 2015, 33, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Zhu, F.; Wang, Z.; Lv, M. Multi-objective optimization method of precision forging process parameters to control the forming quality. Int. J. Adv. Manuf. Technol. 2016, 83, 1763–1771. [Google Scholar] [CrossRef]
- Equbal, M.I.; Kumar, R.; Shamim, M.; Ohdar, R.K. A Grey-based Taguchi Method to Optimize Hot Forging Process. Procedia Mater. Sci. 2014, 6, 1495–1504. [Google Scholar] [CrossRef] [Green Version]
- Alimirzaloo, V.; Biglari, F.R.; Sadeghi, M.H.; Keshtiban, P.M.; Sehat, H.R. A novel method for preform die design in forging process of an airfoil blade based on Lagrange interpolation and meta-heuristic algorithm. Int. J. Adv. Manuf. Technol. 2019, 102, 4031–4045. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, D.; Gong, D.; Peng, W. A New Data-driven Roll Force and Roll Torque Model Based on FEM and Hybrid PSO-ELM for Hot Strip Rolling. ISIJ Int. 2019, 59, 1604–1613. [Google Scholar] [CrossRef] [Green Version]
- Deng, J.; Sun, J.; Peng, W.; Hu, Y.; Zhang, D. Application of neural networks for predicting hot-rolled strip crown. Appl. Soft Comput. 2019, 78, 119–131. [Google Scholar] [CrossRef]
- Agarwal, K.; Shivpuri, R. An On-Line Hierarchical Decomposition Based Bayesian Model for Quality Prediction during Hot Strip Rolling. ISIJ Int. 2012, 52, 1862–1871. [Google Scholar] [CrossRef] [Green Version]
- Ji, Y.; Liu, S.; Zhou, M.; Zhao, Z.; Guo, X.; Qi, L. A machine learning and genetic algorithm-based method for predicting width deviation of hot-rolled strip in steel production systems. Inf. Sci. 2022, 589, 360–375. [Google Scholar] [CrossRef]
- Wang, Z.-H.; Gong, D.-Y.; Li, X.; Li, G.-T.; Zhang, D.-H. Prediction of bending force in the hot strip rolling process using artificial neural network and genetic algorithm (ANN-GA). Int. J. Adv. Manuf. Technol. 2017, 93, 3325–3338. [Google Scholar] [CrossRef]
- John, S.; Sikdar, S.; Swamy, P.K.; Das, S.; Maity, B. Hybrid neural–GA model to predict and minimise flatness value of hot rolled strips. J. Mater. Process. Technol. 2008, 195, 314–320. [Google Scholar] [CrossRef]
- Xia, Q.; Xiao, G.; Long, H.; Cheng, X.; Sheng, X. A review of process advancement of novel metal spinning. Int. J. Mach. Tools Manuf. 2014, 85, 100–121. [Google Scholar] [CrossRef]
- Gao, P.F.; Yan, X.G.; Li, F.G.; Zhan, M.; Ma, F.; Fu, M.W. Deformation mode and wall thickness variation in conventional spinning of metal sheets. Int. J. Mach. Tools Manuf. 2022, 173, 103846. [Google Scholar] [CrossRef]
- Gao, P.; Yan, X.; Wang, Y.; Li, H.; Zhan, M.; Ma, F.; Fu, M. An online intelligent method for roller path design in conventional spinning. J. Intell. Manuf. 2022. [Google Scholar] [CrossRef]
- Banerjee, P.; Hui, N.B.; Dikshit, M.K.; Laha, R.; Das, S. Modelling and optimization of mean thickness of backward flow formed tubes using regression analysis, particle swarm optimization and neural network. SN Appl. Sci. 2020, 2, 1353. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhang, L.; Ren, L.; Xie, K.G.; Wang, K.Y.; Ye, F.; Chen, Z. Brief Review on Applying Reinforcement Learning to Job Shop Scheduling Problems. J. Syst. Simul. 2021, 33, 2782–2791. [Google Scholar] [CrossRef]
- Hartmanis, J. Computers and Intractability: A Guide to the Theory of NP-Completeness (Michael R. Garey and David S. Johnson). Siam Rev. 1982, 24, 90–91. [Google Scholar] [CrossRef]
- Çaliş, B.; Bulkan, S. A research survey: Review of AI solution strategies of job shop scheduling problem. J. Intell. Manuf. 2015, 26, 961–973. [Google Scholar] [CrossRef]
- Chaudhry, I.A.; Khan, A. A Research Survey: Review of Flexible Job Shop Scheduling Techniques. Int. Trans. Oper. Res. 2016, 23, 551–591. [Google Scholar] [CrossRef]
- Seng, D.; Li, J.; Fang, X.; Zhang, X.; Chen, J. Low-Carbon Flexible Job-Shop Scheduling Based on Improved Nondominated Sorting Genetic Algorithm-II. Int. J. Simul. Model. 2018, 17, 712–723. [Google Scholar] [CrossRef]
- Wang, H.; Sheng, B.; Lu, Q.; Yin, X.; Zhao, F.; Lu, X.; Luo, R.; Fu, G. A novel multi-objective optimization algorithm for the integrated scheduling of flexible job shops considering preventive maintenance activities and transportation processes. Soft Comput. 2021, 25, 2863–2889. [Google Scholar] [CrossRef]
- Mnih, V.; Kavukcuoglu, K.; Silver, D.; Graves, A.; Antonoglou, I.; Wierstra, D.; Riedmiller, M.A. Playing Atari with Deep Reinforcement Learning. arXiv 2013, arXiv:1312.5602. [Google Scholar]
- Nazari, M.; Oroojlooy, A.; Takáč, M.; Snyder, L.V. Reinforcement learning for solving the vehicle routing problem. In Proceedings of the 32nd International Conference on Neural Information Processing Systems, Montréal, Canada, 3–8 December 2018; pp. 9861–9871. [Google Scholar]
- Bello, I.; Pham, H.; Le, Q.; Norouzi, M.; Bengio, S. Neural Combinatorial Optimization with Reinforcement Learning. arXiv 2016, arXiv:1611.09940. [Google Scholar]
- Zhang, C.; Song, W.; Cao, Z.; Zhang, J.; Tan, P.; Xu, C. Learning to Dispatch for Job Shop Scheduling via Deep Reinforcement Learning. Adv. Neural Inf. Process. Syst. 2020, 33, 1621–1632. [Google Scholar]
- Luo, Z.H.; Jiang, C.L.; Liu, L.; Zheng, X.L.; Ma, H.D. Research on deep reinforcement learning based intelligent shop scheduling method. Chin. J. Internet Things 2022, 6, 53–64. [Google Scholar]
- Luo, S. Dynamic scheduling for flexible job shop with new job insertions by deep reinforcement learning. Appl. Soft Comput. 2020, 91, 106208. [Google Scholar] [CrossRef]
- Lv, S.Y.; Yu, P. A Review of Green Flexible Job-Shop Scheduling Problem. Logist. Eng. Manag. 2022, 44, 107–111+134. [Google Scholar]
- Zhou, X.H. Research on the Integration of Artificial Intelligence, Big Data and Cloud Computing. Comput. Knowl. Technol. 2022, 18, 52–53+62. [Google Scholar] [CrossRef]
- Gui, X.Y.; Li, S.A. Computer Network Cloud Computing Technology. Yangtze River Inf. Commun. 2022, 35, 97–99. [Google Scholar]
- Wang, A.; Zheng, Y.; Liu, J.; Fakir, O.E.; Masen, M.A.; Wang, L. Knowledge Based Cloud FE simulation—Data-driven material characterization guidelines for the hot stamping of aluminium alloys. J. Phys. Conf. Ser. 2016, 734, 032042. [Google Scholar] [CrossRef] [Green Version]
- Luan, X.; Zhang, Q.; Elfakir, O.; Wang, L.; Gharbi, M.M. Uni-Form: A Pilot Production Line for Hot/Warm Sheet Metal Forming Integrated in a Cloud Based SMARTFORMING Platform. In Advanced High Strength Steel and Press Hardening: Proceedings of the 3rd International Conference on Advanced High Strength Steel and Press Hardening (ICHSU2016), Xi’an, China, 25–27 August 2016; World Scientific: Singapore, 2017; pp. 492–497. [Google Scholar]
- Wang, A.; El Fakir, O.; Liu, J.; Zhang, Q.; Zheng, Y.; Wang, L. Multi-objective finite element simulations of a sheet metal-forming process via a cloud-based platform. Int. J. Adv. Manuf. Technol. 2019, 100, 2753–2765. [Google Scholar] [CrossRef] [Green Version]
- Shu-Hsien, L. Expert system methodologies and applications—A decade review from 1995 to 2004. Expert Syst. Appl. 2005, 28, 93–103. [Google Scholar] [CrossRef]
- Yusof, Y.; Latif, K. Survey on computer-aided process planning. Int. J. Adv. Manuf. Technol. 2014, 75, 77–89. [Google Scholar] [CrossRef] [Green Version]
- Osakada, K.; Yang, G. Application of neural networks to an expert system for cold forging. Int. J. Mach. Tools Manuf. 1991, 31, 577–587. [Google Scholar] [CrossRef]
- Veera Babu, K.; Ganesh Narayanan, R.; Saravana Kumar, G. An expert system based on artificial neural network for predicting the tensile behavior of tailor welded blanks. Expert Syst. Appl. 2009, 36, 10683–10695. [Google Scholar] [CrossRef]
- Bhatt, M.R.; Buch, S.H. An Expert System of Die Design for Multi Stage Deep Drawing Process. Procedia Eng. 2017, 173, 1650–1657. [Google Scholar] [CrossRef]
- Kim, C.; Park, C.W. Development of an expert system for cold forging of axisymmetric product. Int. J. Adv. Manuf. Technol. 2006, 29, 459–474. [Google Scholar] [CrossRef]
- Kim, C.H.; Park, J.H.; Kim, C.; Choi, J.C. Expert system for process planning of pressure vessel fabrication by deep drawing and ironing. J. Mater. Process. Technol. 2004, 155–156, 1465–1473. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Marciniak, M.; Niechajowicz, A.; Polak, S.; Zwierzchwoski, M.; Adrian, A.; Mrzygłód, B.; Durak, J. The expert system supporting the assessment of the durability of forging tools. Int. J. Adv. Manuf. Technol. 2016, 82, 1973–1991. [Google Scholar] [CrossRef]
- Garetti, M.; Rosa, P.; Terzi, S. Life Cycle Simulation for the design of Product-Service Systems. Comput. Ind. 2012, 63, 361–369. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Shaping the digital twin for design and production engineering. CIRP Ann. 2017, 66, 141–144. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Zhang, M.; Liu, Y.; Nee, A.Y.C. Digital twin driven prognostics and health management for complex equipment. CIRP Ann. 2018, 67, 169–172. [Google Scholar] [CrossRef]
- Söderberg, R.; Wärmefjord, K.; Carlson, J.S.; Lindkvist, L. Toward a Digital Twin for real-time geometry assurance in individualized production. CIRP Ann. 2017, 66, 137–140. [Google Scholar] [CrossRef]
- Tuegel, E.J.; Ingraffea, A.R.; Eason, T.G.; Spottswood, S.M. Reengineering Aircraft Structural Life Prediction Using a Digital Twin. Int. J. Aerosp. Eng. 2011, 2011, 154798. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Mahadevan, S.; Ling, Y.; Choze, S.; Wang, L. Dynamic Bayesian Network for Aircraft Wing Health Monitoring Digital Twin. AIAA J. 2017, 55, 1–12. [Google Scholar] [CrossRef]
- Knapp, G.L.; Mukherjee, T.; Zuback, J.S.; Wei, H.L.; Palmer, T.A.; De, A.; DebRoy, T. Building blocks for a digital twin of additive manufacturing. Acta Mater. 2017, 135, 390–399. [Google Scholar] [CrossRef]
- Cerrone, A.; Hochhalter, J.; Heber, G.; Ingraffea, A. On the Effects of Modeling As-Manufactured Geometry: Toward Digital Twin. Int. J. Aerosp. Eng. 2014, 2014, 439278. [Google Scholar] [CrossRef]
- Yeratapally, S.R.; Leser, P.E.; Hochhalter, J.D.; Leser, W.P.; Ruggles, T.J. A digital twin feasibility study (Part I): Non-deterministic predictions of fatigue life in aluminum alloy 7075-T651 using a microstructure-based multi-scale model. Eng. Fract. Mech. 2020, 228, 106888. [Google Scholar] [CrossRef]
- Jiang, F.; Ding, Y.; Song, Y.; Geng, F.; Wang, Z. Digital Twin-driven framework for fatigue life prediction of steel bridges using a probabilistic multiscale model: Application to segmental orthotropic steel deck specimen. Eng. Struct. 2021, 241, 112461. [Google Scholar] [CrossRef]
- Jeschke, S.; Brecher, C.; Meisen, T.; Özdemir, D.; Eschert, T. Industrial Internet of Things and Cyber Manufacturing Systems. In Industrial Internet of Things: Cybermanufacturing Systems; Jeschke, S., Brecher, C., Song, H., Rawat, D.B., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 3–19. [Google Scholar]
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and Smart Manufacturing—A Review of Research Issues and Application Examples. Int. J. Autom. Technol. 2017, 11, 4–19. [Google Scholar] [CrossRef] [Green Version]
- Zheng, P.; Wang, H.; Sang, Z.; Zhong, R.Y.; Liu, Y.; Liu, C.; Mubarok, K.; Yu, S.; Xu, X. Smart manufacturing systems for Industry 4.0: Conceptual framework, scenarios, and future perspectives. Front. Mech. Eng. 2018, 13, 137–150. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Dataset | Optimization Parameters | Input Parameters | R2 | Reference |
|---|---|---|---|---|---|
| MOGA + RSM | 15 | Fracture, wrinkle, insufficient stretching and thickness | BHF, draw-bead restraining force | / | [17] |
| GA + ANN | 50 | BHF curve | Die parameters | 0.949 | [37] |
| Bayesian | 13 | Four springback angles of the specimen | Tool radius, BHF, sheet thickness | 0.965 | [23] |
| MOPSO + RBM-ANN | 40 | Maximum thinning rate, per- centage thickening area | BHF, die parameters | 0.966 | [22] |
| MCS + RSM | 57 | Wrinkle, maximum thinning rate | BHF, sheet and die parameters, | 0.981 | [25] |
| 15 | The maximum thinning percentage, springback measure | BHF, lubricating conditions, strain-hardening index of the material | 0.987 | [26] | |
| NSGA + ANN 2 | 70 | Springback measure | Material type, process parameters | 0.98 | [38] |
| PSO + ANN | 36 | Sewall angle, flange angle, sidewall curvature | BHF, punch velocity, die-blank, etc. | 0.98 | [39] |
| SSA + ANN 1 | 160 | Maximum springback, springback radius, thickness of the sheet | Sheet type, punch size, bending radius, etc. | 0.96 | [40] |
| CNN | 1800 | Full thinning and displacement fields | Die geometry, blank geometry, spacer thickness, etc. | / | [27] |
| Method | Dataset | Optimization Parameters | Input Parameters | R2 | References |
|---|---|---|---|---|---|
| GA + ANN | 40 | Forging force and die stress | Preform geometry parameters | 0.95 | [42] |
| 10 | Forging force | Die geometry parameters | / | [44] | |
| 25 | Forging load, energy absorbed | Billet dimensions | 0.969 | [54] | |
| NSGA-II + RSM | 46 | Maximum filling ratio of the final die, minimum flash volume, etc. | Preform geometry parameters | 0.954 | [43] |
| 25 | Deformation homogeneity and material damage | Billet rotating speed, hammer radial feed rate, etc. | 0.99 | [55] | |
| Weighted LP norm + RBF 1 | 15 | Risk of material damage, forging energy | Initial load, stiffness | / | [45] |
| ANN | 600 | Grain size | Initial temperature, transport time, pause time, strain rate | 0.998 | [19] |
| GRA + Taguchi 2 | 27 | Forging load and billet temperature loss | Flash thickness, die temperature, etc. | 0.935 | [56] |
| NSGA-II + ANN | / | Uniformity of strain distribution, flash volume, lateral forces | Geometrical dimensions of preform shape, etc. | 0.82 | [57] |
| CNN | 240 | Forging force | Preform geometry parameters | 0.989 | [18] |
| Algorithm | MSE | R2 |
|---|---|---|
| SVM (poly) | 7731.26 | 0.4(±0.02) |
| SVM (rbf) | 7769.838 | 0.465(±0.02) |
| KNN | 721.241 | 0.827(±0.01) |
| Linear regression | 765.9897 | 0.85(±0.01) |
| Random forest | 623.4395 | 0.896(±0.01) |
| DNN | 553.258 | 0.907(±0.01) |
| Method | Dataset | Optimization Parameters | Input Parameters | R2/MSE | References |
|---|---|---|---|---|---|
| GA + ANN | 1440 | Bending force | Entrance temperature and thickness, etc | 0.983 | [62] |
| 188 | Flatness value | Entrance temperature and thickness, etc | 0.79 | [63] | |
| PSO + ELM ELM PSO + SVM | 490 | Roll force and roll torque | Rolling reduction rate, roll radius, rolling speed, etc. | 0.9999 0.9991 0.9691 | [58] |
| ANN NSGA II-ANN DNN | 10,133 | Strip crown | Entrance temperature and thickness etc. | 0.9899 0.9903 0.9910 | [59] |
| MCMC + Bayesian 1 | 5000 | Quality attributes, microstructural features. | Roll Loads, temperature, speeds, etc. | 0.95 | [60] |
| GA + GLR 2 | 1994 | Width deviation | Entry surface temperature, relative reduction of thickness, etc. | 0.0177 | [61] |
| Method | Dataset | Optimization Parameters | Input Parameters | R2/MSE | References |
|---|---|---|---|---|---|
| SDM + ANN 1 | 48 | Dimensions of the formed part | Tool-path parameters, sizes of a blank disk of sheet metal, tool, die | 0.90 | [21] |
| PSO + GRP PSO + SVM PSO + DNN | 16 | Wall thickness reduction and flange fluctuation degree | Inner radius of flange, width of flange, etc. | 0.64% 1.67% 0.17% | [66] |
| PSO + ANN | 64 | Mean thickness | Axial stagger, feed speed ratio, etc. | 97.67% | [67] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, X.; Wang, Z.; Deng, L.; Wang, X.; Long, J.; Jiang, X.; Jin, J.; Xia, J. A Review of the Intelligent Optimization and Decision in Plastic Forming. Materials 2022, 15, 7019. https://doi.org/10.3390/ma15197019
Tang X, Wang Z, Deng L, Wang X, Long J, Jiang X, Jin J, Xia J. A Review of the Intelligent Optimization and Decision in Plastic Forming. Materials. 2022; 15(19):7019. https://doi.org/10.3390/ma15197019
Chicago/Turabian StyleTang, Xuefeng, Zhizhou Wang, Lei Deng, Xinyun Wang, Jinchuan Long, Xin Jiang, Junsong Jin, and Juchen Xia. 2022. "A Review of the Intelligent Optimization and Decision in Plastic Forming" Materials 15, no. 19: 7019. https://doi.org/10.3390/ma15197019