

Effect of Fiber-Matrix Interface on the Mechanical Response of a Woven Carbon Fiber/PEEK Composite Material
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
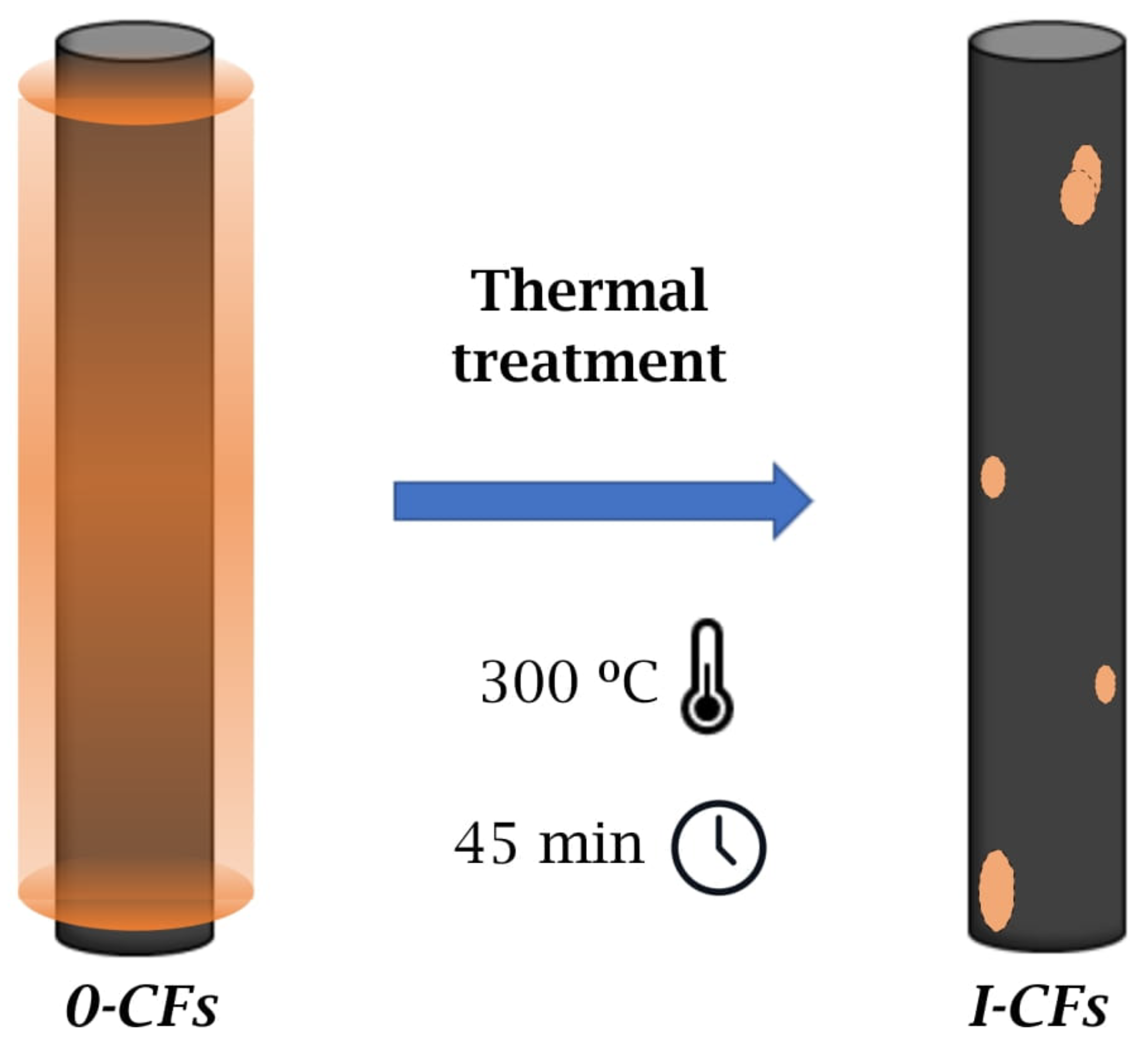
2.2. Heat Treatment of Dry Fabrics
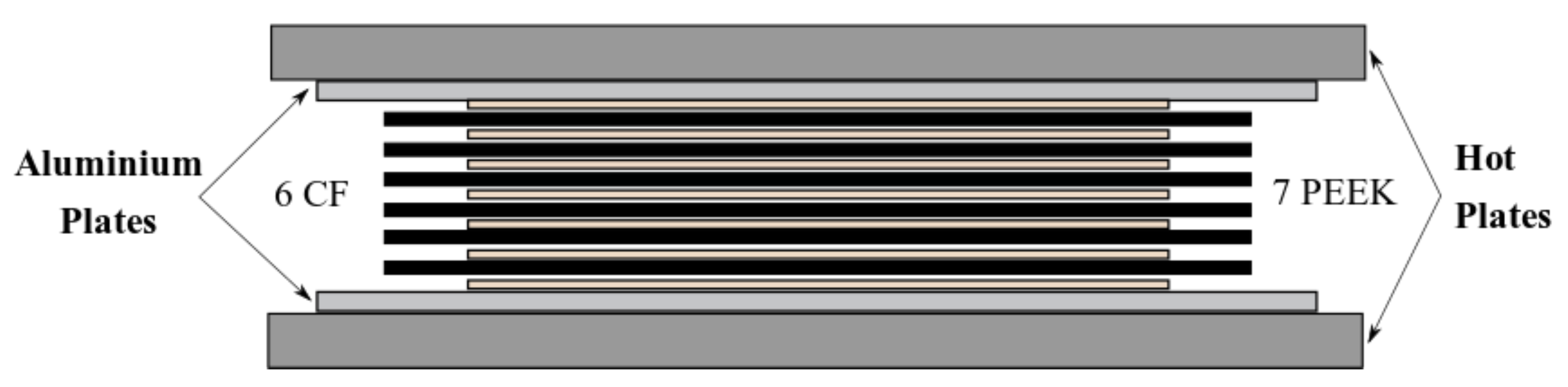
2.3. Manufacturing of Composites
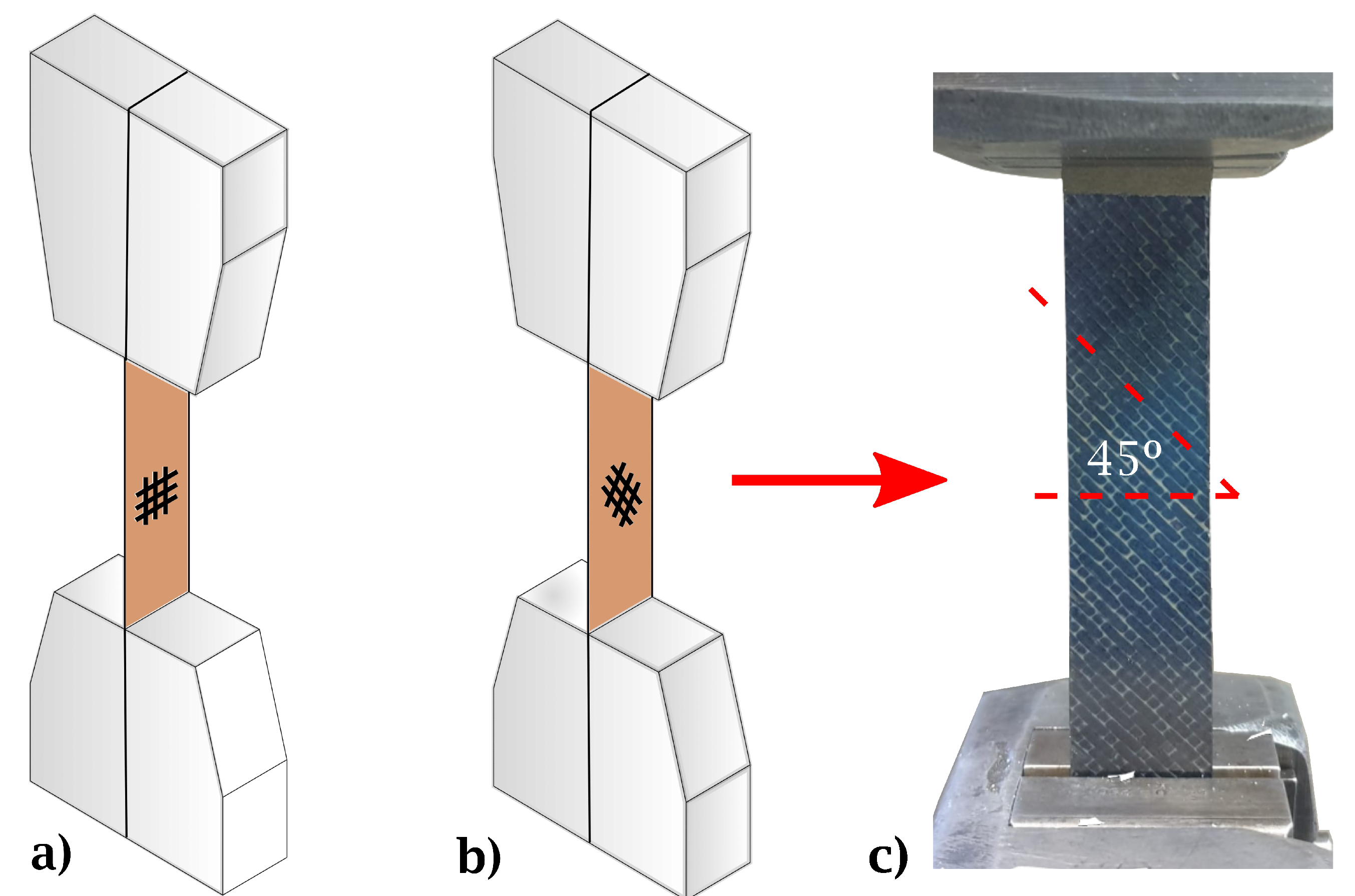
2.4. Experimental Methods
3. Results
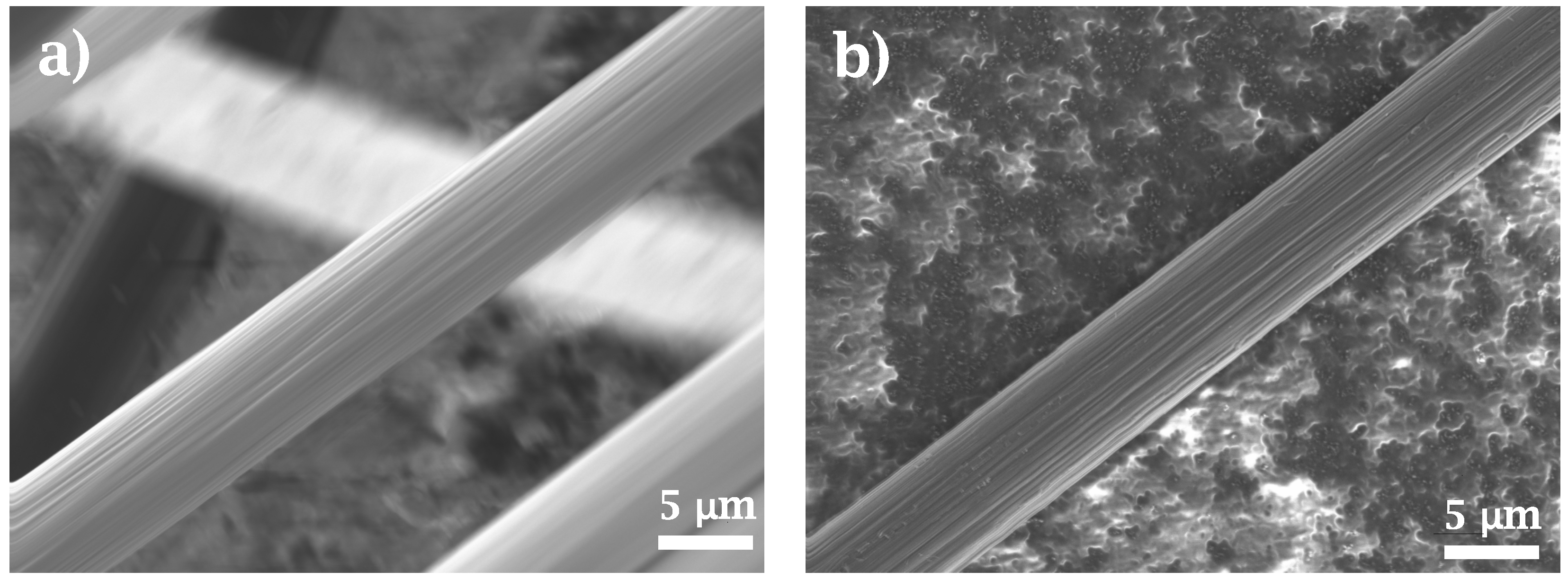
3.1. Fibers Analysis
3.2. Matrix Characterization: In-Situ and Ex-Situ PEEK Nanoindentation
3.3. Push-In Test
3.4. Laminate Inspection
3.5. Tensile Tests on Laminates
3.6. Post-Fracture Inspection
4. Discussion
5. Conclusions
- The thermal treatment applied to the fibers (45 min at 300 C in ordinary air atmosphere, followed by washing and drying) was able to remove most of the epoxydic fiber coating present in the original woven carbon fiber reinforcement. Total removal was not achieved and no significant chemical changes were detected.
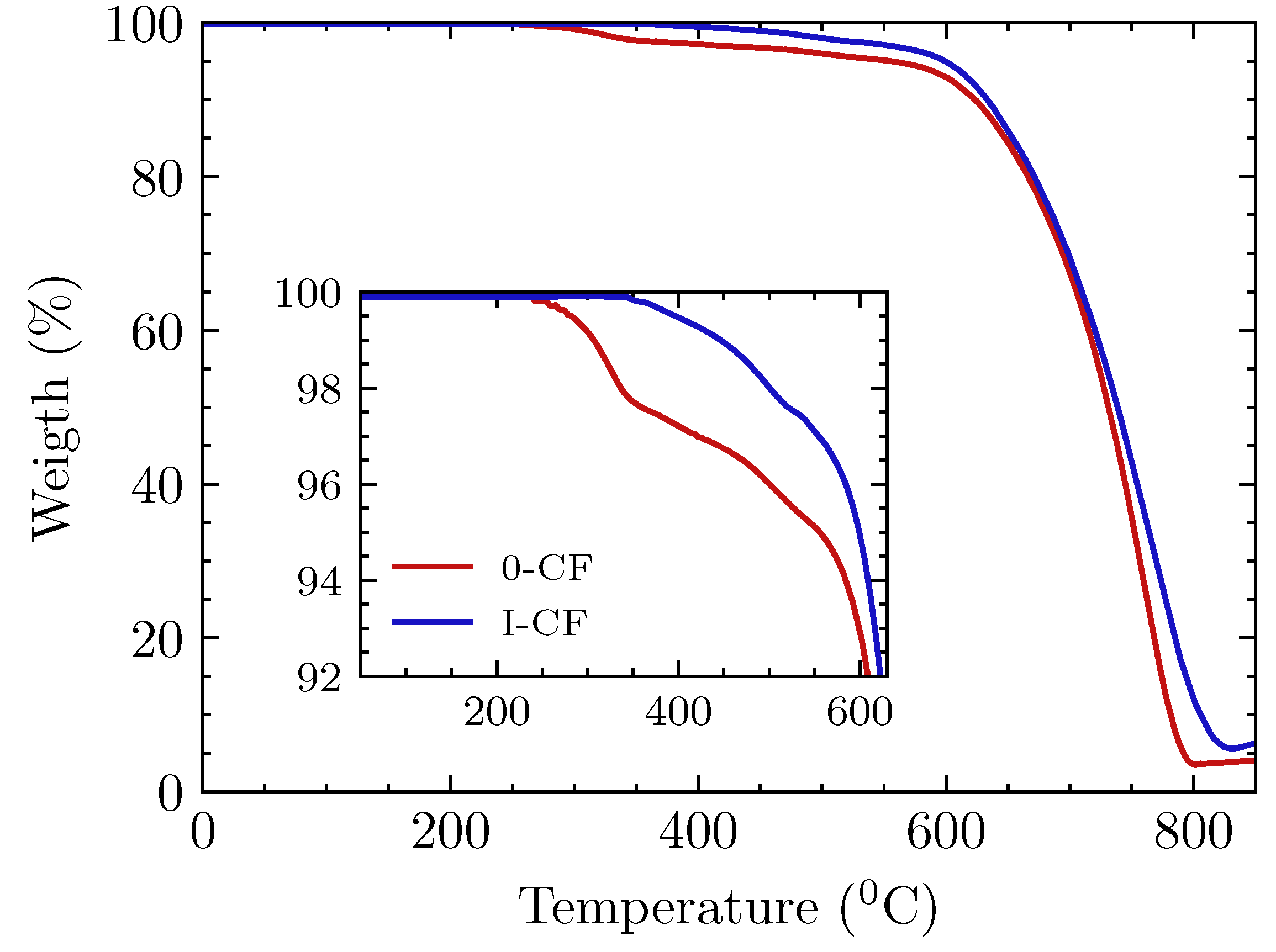
- Carbon fibers were undamaged by the thermal treatment
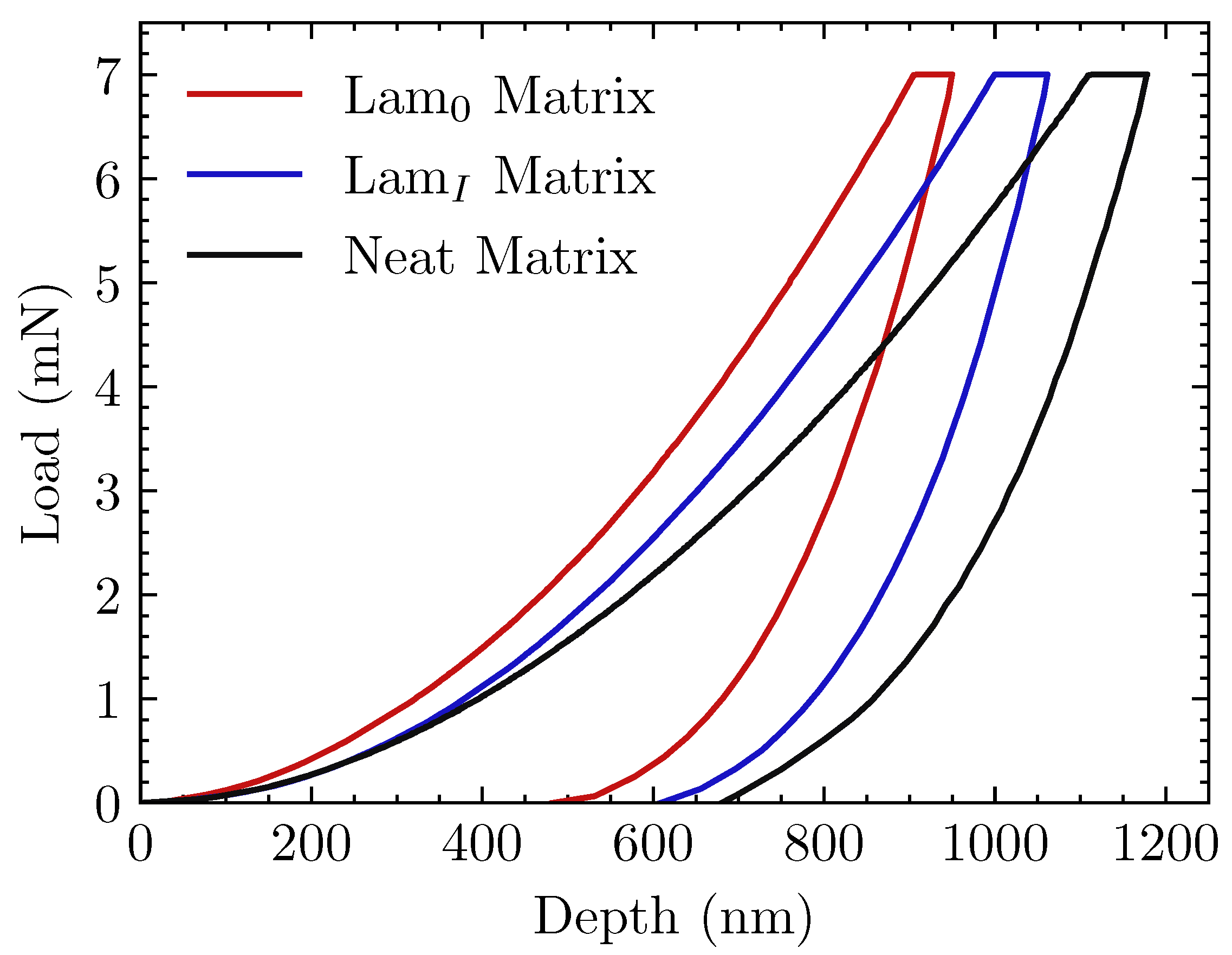
- In untreated specimens, a degradated form of the sizing agent diffused into molten PEEK, causing a noticeable hardening of the final matrix (above 30% with respect to reported values of elastic modulus of the neat resin)
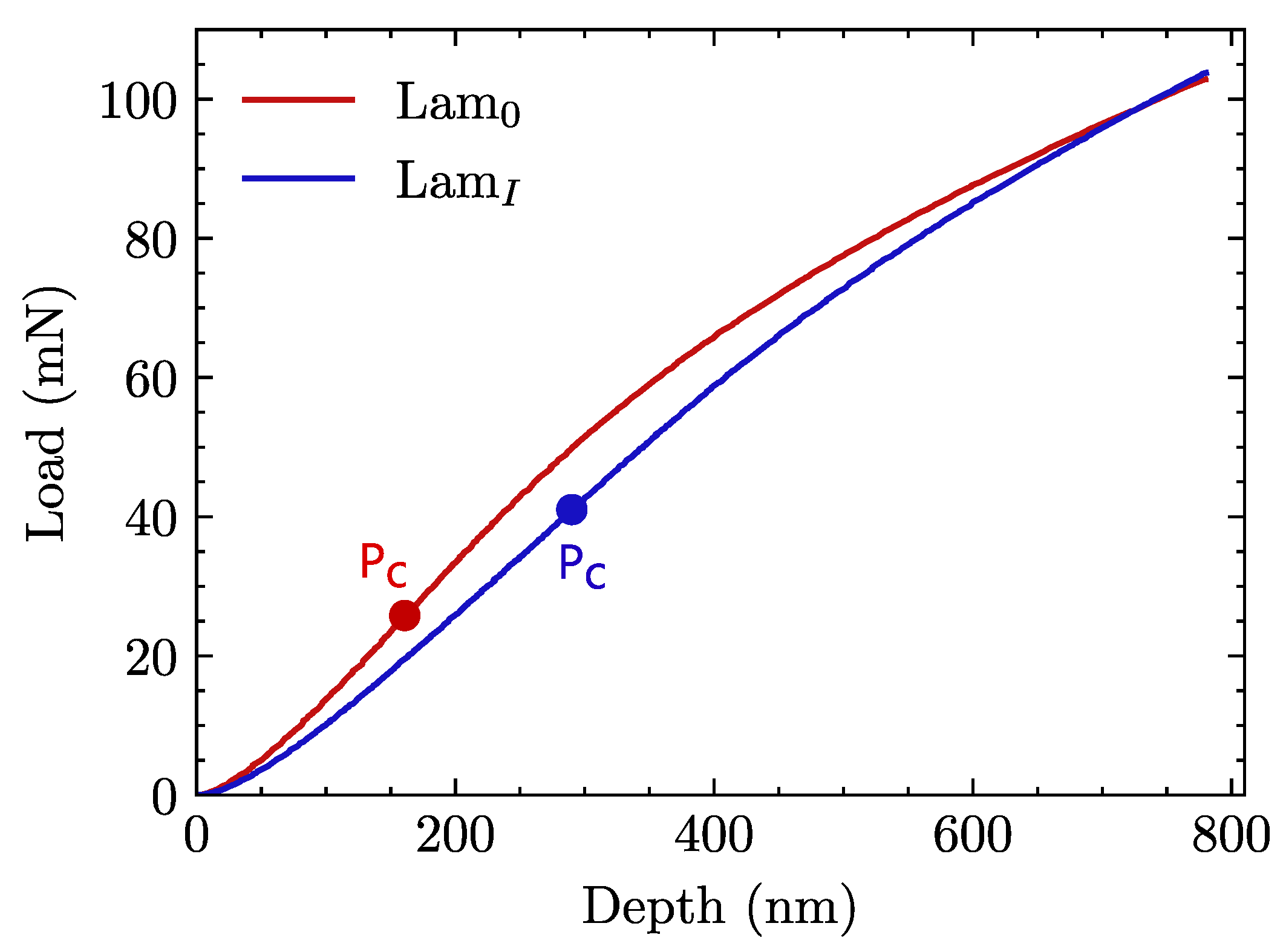
- Push-in tests showed that the interfacial shear strength of thermally treated specimens increased by 24% compared with their untreated counterparts
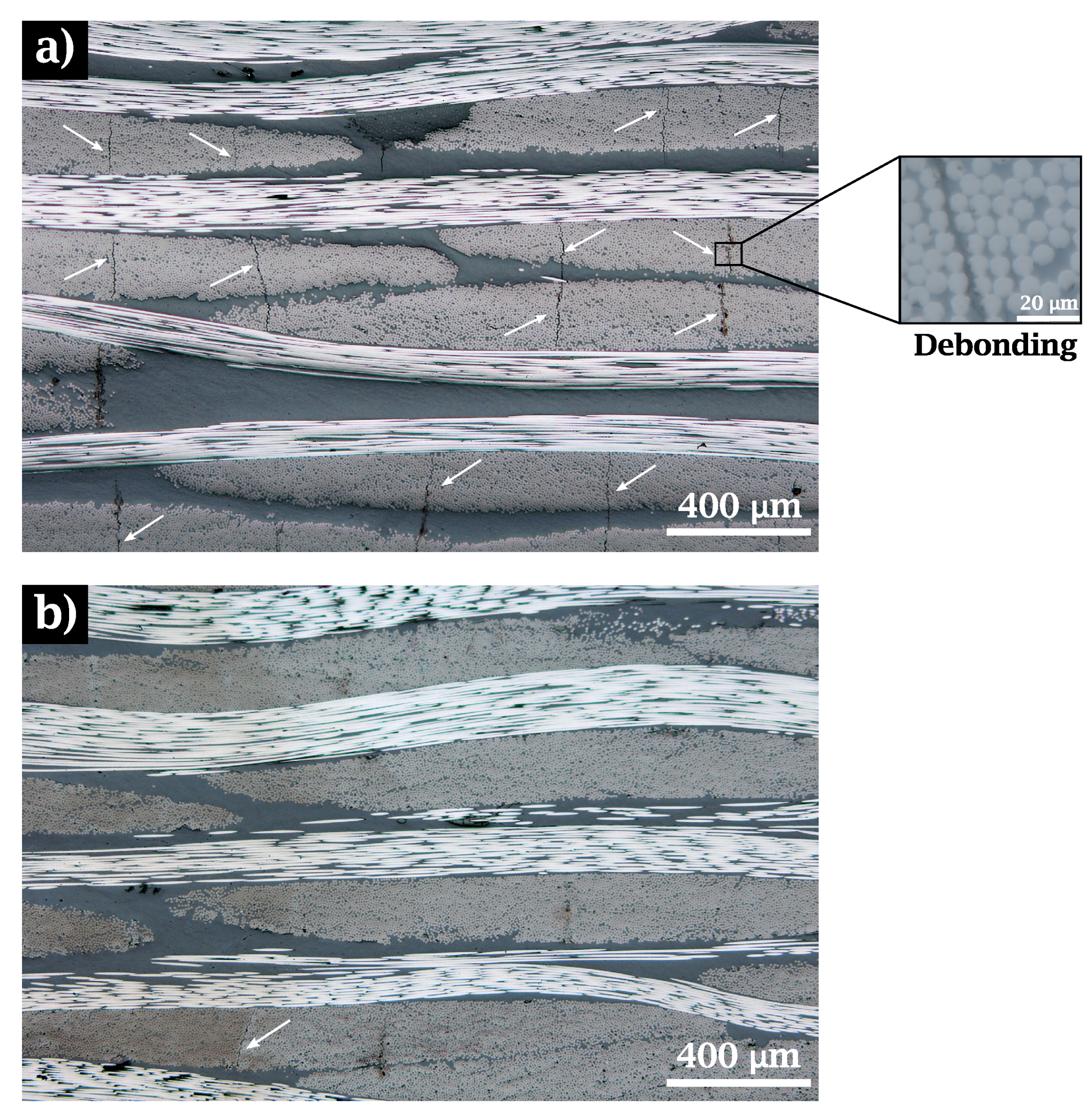
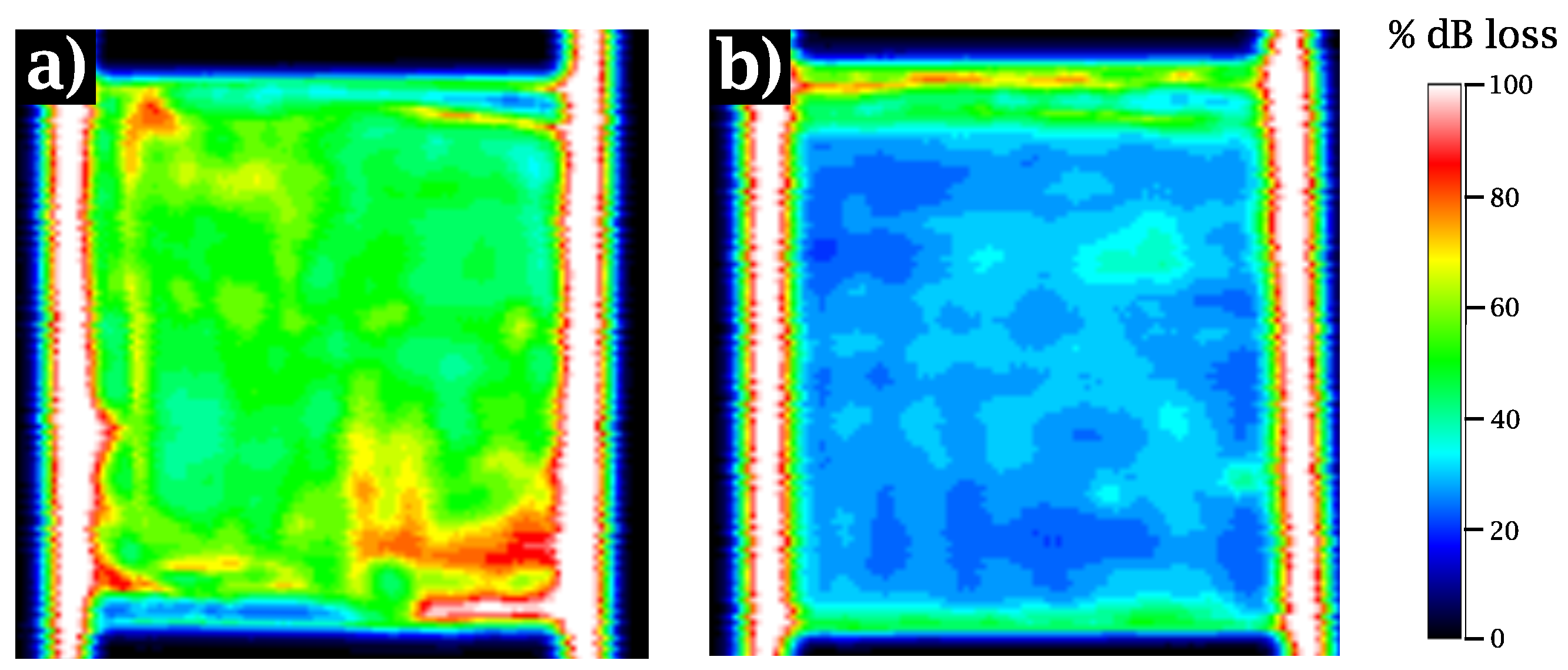
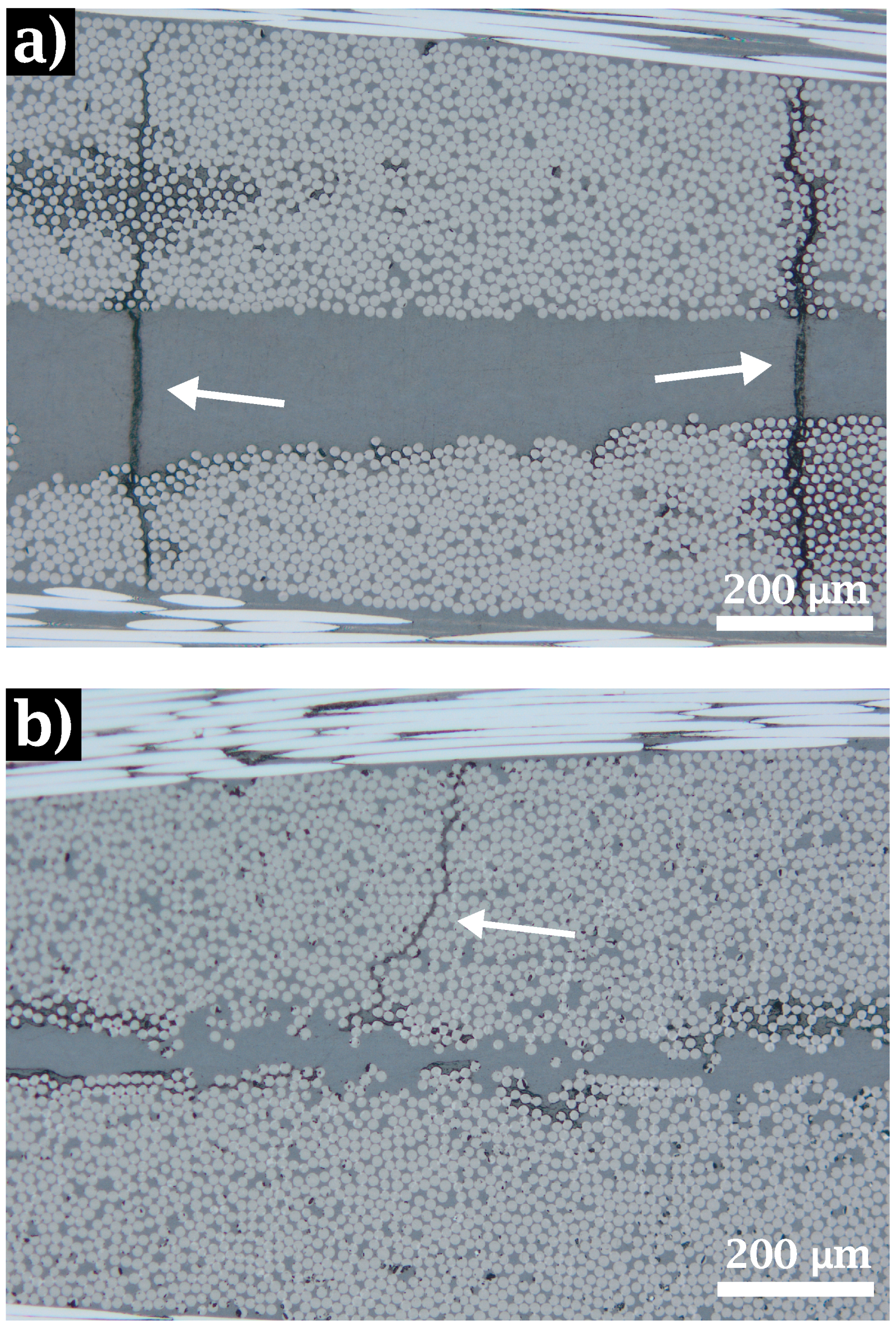
- Further evidence of a weak fiber-matrix interface and early debonding of the untreated specimens was provided by the higher attenuation of ultrasonic waves, due to increased scattering by internal defects and as residual cooling stresses produced a density of transverse microcracks ten times as high as in the laminates manufactured with thermally treated fibers
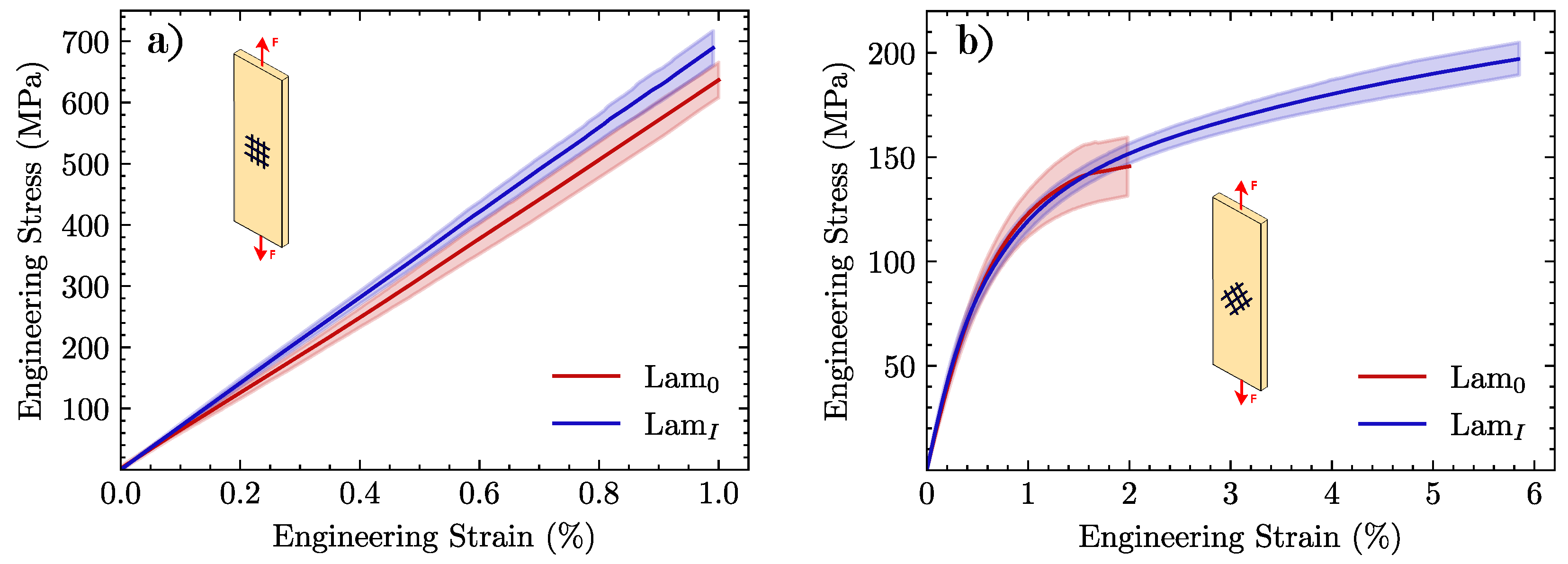
- The improved fiber-matrix interface of the desized laminates is best appreciated through the macroscopic mechanical properties. When these specimens were subjected to tensile tests with the reinforcement at ±45 with respect to the loading axis and compared with the untreated ones, strength increased by 37%, strain to failure by 190% and energy per unit volume absorbed by 230% ( 0.77 MJ/m vs. 2.54 MJ/m )
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ribeiro, F.R.C.; Modolo, R.C.E.; Kulakowski, M.P.; Brehm, F.A.; Moraes, C.A.M.; Ferreira, V.M.; Mesquita, E.F.T.; de Azevedo, A.R.G.; Monteiro, S.N. Production of belite based clinker from ornamental stone processing sludge and calcium carbonate sludge with lower CO2 emissions. Materials 2022, 15, 2352. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; An, L.; Li, C.; Zhang, L.; Jiang, J.; Li, Y. Environment-friendly recycling of CFRP composites via gentle solvent system at atmospheric pressure. Compos. Sci. Technol. 2022, 224, 109461. [Google Scholar] [CrossRef]
- Fernández, A.; Santangelo-Muro, M.; Fernández-Blázquez, J.P.; Lopes, C.S.; Molina-Aldareguia, J.M. Processing and properties of long recycled-carbon-fibre reinforced polypropylene. Compos. Part B Eng. 2021, 211, 108653. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48, 593–608. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Díez-Pascual, A.M.; Naffakh, M.; González-Domínguez, J.M.; Ansón, A.; Martínez-Rubi, Y.; Martínez, M.T.; Simard, B.; Gómez, M.A. High performance PEEK/carbon nanotube composites compatibilized with polysulfones-I. Structure and thermal properties. Carbon 2010, 48, 3485–3499. [Google Scholar] [CrossRef] [Green Version]
- Diez-Pascual, A.M.; Ashrafi, B.; Naffakh, M.; González-Domínguez, J.M.; Johnston, A.; Simard, B.; Martinez, M.T.; Gómez-Fatou, M.A. Influence of carbon nanotubes on the thermal, electrical and mechanical properties of poly (ether ether ketone)/glass fiber laminates. Carbon 2011, 49, 2817–2833. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Tao, W.; Zhang, Y.; Tang, L.; Gu, J.; Jiang, Z. Continuous carbon fiber/crosslinkable poly (ether ether ketone) laminated composites with outstanding mechanical properties, robust solvent resistance and excellent thermal stability. Compos. Sci. Technol. 2018, 165, 148–153. [Google Scholar] [CrossRef]
- Panda, S.; Sarangi, M.; Chowdhury, S.R. Examinations on PEEK wear debris accumulation over counter surfaces in room and vacuum sliding environments. Polym. Test. 2019, 77, 105880. [Google Scholar] [CrossRef]
- Tardif, X.; Pignon, B.; Boyard, N.; Schmelzer, J.W.; Sobotka, V.; Delaunay, D.; Schick, C. Experimental study of crystallization of PolyEtherEtherKetone (PEEK) over a large temperature range using a nano-calorimeter. Polym. Test. 2014, 36, 10–19. [Google Scholar] [CrossRef]
- Rattan, R.; Bijwe, J. Carbon fabric reinforced polyetherimide composites: Influence of weave of fabric and processing parameters on performance properties and erosive wear. Mater. Sci. Eng. A 2006, 420, 342–350. [Google Scholar] [CrossRef]
- Ivanov, S.G.; Beyens, D.; Gorbatikh, L.; Lomov, S.V. Damage development in woven carbon fibre thermoplastic laminates with PPS and PEEK matrices: A comparative study. J. Compos. Mater. 2017, 51, 637–647. [Google Scholar] [CrossRef]
- Shekar, R.I.; Kotresh, T.; Rao, P.D.; Kumar, K. Properties of high modulus PEEK yarns for aerospace applications. J. Appl. Polym. Sci. 2009, 112, 2497–2510. [Google Scholar] [CrossRef]
- Gao, X.; Huang, Z.; Zhou, H.; Li, D.; Li, Y.; Wang, Y. Higher mechanical performances of CF/PEEK composite laminates via reducing interlayer porosity based on the affinity of functional s-PEEK. Polym. Compos. 2019, 40, 3749–3757. [Google Scholar] [CrossRef]
- Pukanszky, B. Influence of interface interaction on the ultimate tensile properties of polymer composites. Composites 1990, 21, 255–262. [Google Scholar] [CrossRef]
- Blassiau, S.; Thionnet, A.; Bunsell, A.R. Three-dimensional analysis of load transfer micro-mechanisms in fibre/matrix composites. Compos. Sci. Technol. 2009, 69, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Rosen, B.W. Tensile failure of fibrous composites. AIAA J. 1964, 2, 1985–1991. [Google Scholar] [CrossRef]
- Qiu, B.; Sun, T.; Li, M.; Chen, Y.; Zhou, S.; Liang, M.; Zou, H. High micromechanical interlocking graphene oxide/carboxymethyl cellulose composite architectures for enhancing the interface adhesion between carbon fiber and epoxy. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106092. [Google Scholar] [CrossRef]
- Yang, L.; Thomason, J. Development and application of micromechanical techniques for characterising interfacial shear strength in fibre-thermoplastic composites. Polym. Test. 2012, 31, 895–903. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.F.; Wagner, H.; Nutt, S. Interfacial properties of polymer composites measured by push-out and fragmentation tests. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1543–1551. [Google Scholar] [CrossRef]
- Chandra, N.; Ghonem, H. Interfacial mechanics of push-out tests: Theory and experiments. Compos. Part A Appl. Sci. Manuf. 2001, 32, 575–584. [Google Scholar] [CrossRef]
- Naya, F.; Molina-Aldareguia, J.; Lopes, C.; González, C.; LLorca, J. Interface characterization in fiber-reinforced polymer–matrix composites. JOM 2017, 69, 13–21. [Google Scholar] [CrossRef]
- Rodríguez, M.; Molina-Aldareguía, J.M.; González, C.; LLorca, J. A methodology to measure the interface shear strength by means of the fiber push-in test. Compos. Sci. Technol. 2012, 72, 1924–1932. [Google Scholar] [CrossRef] [Green Version]
- Medina M, C.; Molina-Aldareguía, J.M.; González, C.; Melendrez, M.F.; Flores, P.; LLorca, J. Comparison of push-in and push-out tests for measuring interfacial shear strength in nano-reinforced composite materials. J. Compos. Mater. 2016, 50, 1651–1659. [Google Scholar] [CrossRef] [Green Version]
- Hassan, E.A.; Elagib, T.H.; Memon, H.; Yu, M.; Zhu, S. Surface modification of carbon fibers by grafting peek-nh2 for improving interfacial adhesion with polyetheretherketone. Materials 2019, 12, 778. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yuan, C.; Li, D.; Yuan, X.; Liu, L.; Huang, Y. Preparation of semi-aliphatic polyimide for organic-solvent-free sizing agent in CF/PEEK composites. Compos. Sci. Technol. 2021, 201, 108490. [Google Scholar] [CrossRef]
- Ren, T.; Zhu, G.; Hou, X.; Li, B.; Hao, Y. Improvement of interfacial interactions in CF/PEEK composites by an s-PSF/graphene oxide compound sizing agent. J. Appl. Polym. Sci. 2021, 138, 51327. [Google Scholar] [CrossRef]
- Lyu, H.; Jiang, N.; Hu, J.; Li, Y.; Zhou, N.; Zhang, D. Preparing water-based phosphorylated PEEK sizing agent for CF/PEEK interface enhancement. Compos. Sci. Technol. 2022, 217, 109096. [Google Scholar] [CrossRef]
- Hassan, E.A.; Yang, L.; Elagib, T.H.; Ge, D.; Lv, X.; Zhou, J.; Yu, M.; Zhu, S. Synergistic effect of hydrogen bonding and π-π stacking in interface of CF/PEEK composites. Compos. Part B Eng. 2019, 171, 70–77. [Google Scholar] [CrossRef]
- Hassan, E.A.; Ge, D.; Zhu, S.; Yang, L.; Zhou, J.; Yu, M. Enhancing CF/PEEK composites by CF decoration with polyimide and loosely-packed CNT arrays. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105613. [Google Scholar] [CrossRef]
- Lyu, H.; Jiang, N.; Li, Y.; Zhang, D. Enhancing CF/PEEK interfacial adhesion by modified PEEK grafted with carbon nanotubes. Compos. Sci. Technol. 2021, 210, 108831. [Google Scholar] [CrossRef]
- Silvestro, L.; Ruviaro, A.; Lima, G.; de Matos, P.; de Azevedo, A.R.; Monteiro, S.N.; Gleize, P. Influence of ultrasonication of functionalized carbon nanotubes on the rheology, hydration, and compressive strength of portland cement pastes. Materials 2021, 14, 5248. [Google Scholar] [CrossRef]
- Jongvivatsakul, P.; Thongchom, C.; Mathuros, A.; Prasertsri, T.; Adamu, M.; Orasutthikul, S.; Lenwari, A.; Charainpanitkul, T. Enhancing bonding behavior between carbon fiber-reinforced polymer plates and concrete using carbon nanotube reinforced epoxy composites. Case Stud. Constr. Mater. 2022, 17, e01407. [Google Scholar] [CrossRef]
- Dai, Z.; Shi, F.; Zhang, B.; Li, M.; Zhang, Z. Effect of sizing on carbon fiber surface properties and fibers/epoxy interfacial adhesion. Appl. Surf. Sci. 2011, 257, 6980–6985. [Google Scholar] [CrossRef]
- Li, N.; Chen, J.; Liu, H.; Dong, A.; Wang, K.; Zhao, Y. Effect of preheat treatment on carbon fiber surface properties and fiber/PEEK interfacial behavior. Polym. Compos. 2019, 40, E1407–E1415. [Google Scholar] [CrossRef]
- Wenbo, L.; Shu, Z.; Lifeng, H.; Weicheng, J.; Fan, Y.; Xiaofei, L.; Rongguo, W. Interfacial shear strength in carbon fiber-reinforced poly (phthalazinone ether ketone) composites. Polym. Compos. 2013, 34, 1921–1926. [Google Scholar] [CrossRef]
- Denault, J.; Vu-Khanh, T. Fiber/matrix interaction in carbon/PEEK composites. J. Thermoplast. Compos. Mater. 1993, 6, 190–204. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Samadi-Dooki, A.; Malekmotiei, L. Nanoindentation of high performance semicrystalline polymers: A case study on PEEK. Polym. Test. 2017, 61, 57–64. [Google Scholar] [CrossRef]
- Hardiman, M.; Vaughan, T.; McCarthy, C. The effect of fibre constraint in the nanoindentation of fibrous composite microstructures: A finite element investigation. Comput. Mater. Sci. 2012, 64, 162–167. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Cox, H. The elasticity and strength of paper and other fibrous materials. Br. J. Appl. Phys. 1952, 3, 72. [Google Scholar] [CrossRef]
- Molina-Aldareguía, J.M.; Rodríguez, M.; González, C.; LLorca, J. An experimental and numerical study of the influence of local effects on the application of the fibre push-in test. Philos. Mag. 2011, 91, 1293–1307. [Google Scholar] [CrossRef]
- Okabe, Y.; Mizutani, T.; Yashiro, S.; Takeda, N. Detection of microscopic damages in composite laminates. Compos. Sci. Technol. 2002, 62, 951–958. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-08; Standard tEst Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2008.
- Nordström, Y.; Joffe, R.; Sjöholm, E. Mechanical characterization and application of Weibull statistics to the strength of softwood lignin-based carbon fibers. J. Appl. Polym. Sci. 2013, 130, 3689–3697. [Google Scholar] [CrossRef]
- Iqbal, T.; Briscoe, B.J.; Yasin, S.; Luckham, P.F. Nanoindentation response of poly (ether ether ketone) surfaces—A semicrystalline bimodal behavior. J. Appl. Polym. Sci. 2013, 130, 4401–4409. [Google Scholar] [CrossRef]
- Gao, S.; Gao, S.; Xu, B.; Yu, H. Effects of different pH-values on the nanomechanical surface properties of PEEK and CFR-PEEK compared to dental resin-based materials. Materials 2015, 8, 4751–4767. [Google Scholar] [CrossRef] [Green Version]
- Parlevliet, P.P.; Bersee, H.E.; Beukers, A. Residual stresses in thermoplastic composites—A study of the literature—Part I: Formation of residual stresses. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1847–1857. [Google Scholar] [CrossRef]
- Jeronimidis, G.; Parkyn, A. Residual stresses in carbon fibre-thermoplastic matrix laminates. J. Compos. Mater. 1988, 22, 401–415. [Google Scholar] [CrossRef]
- Yang, L.; Yan, Y.; Ma, J.; Liu, B. Effects of inter-fiber spacing and thermal residual stress on transverse failure of fiber-reinforced polymer–matrix composites. Comput. Mater. Sci. 2013, 68, 255–262. [Google Scholar] [CrossRef]
- Gentz, M.; Benedikt, B.; Sutter, J.; Kumosa, M. Residual stresses in unidirectional graphite fiber/polyimide composites as a function of aging. Compos. Sci. Technol. 2004, 64, 1671–1677. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.; Beukers, A. Residual stresses in thermoplastic composites–a study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Kas, Y.O.; Kaynak, C. Ultrasonic (C-scan) and microscopic evaluation of resin transfer molded epoxy composite plates. Polym. Test. 2005, 24, 114–120. [Google Scholar] [CrossRef]
- Hsu, D. Non-destructive evaluation (NDE) of aerospace composites: Ultrasonic techniques. In Non-Destructive Evaluation (NDE) of Polymer Matrix Composites; Elsevier: Amsterdam, The Netherlands, 2013; pp. 397–422. [Google Scholar]
- Jian, L. Effect of sizing agent on interfacial properties of carbon fiber-reinforced PMMA composite. Compos. Adv. Mater. 2021, 30, 2633366X20978657. [Google Scholar] [CrossRef]
- Hao, S.; He, L.; Liu, J.; Liu, Y.; Rudd, C.; Liu, X. Recovery of carbon fibre from waste prepreg via microwave pyrolysis. Polymers 2021, 13, 1231. [Google Scholar] [CrossRef]
- Giraud, I.; Franceschi-Messant, S.; Perez, E.; Lacabanne, C.; Dantras, E. Preparation of aqueous dispersion of thermoplastic sizing agent for carbon fiber by emulsion/solvent evaporation. Appl. Surf. Sci. 2013, 266, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Stier, B.; Simon, J.W.; Reese, S. Comparing experimental results to a numerical meso-scale approach for woven fiber reinforced plastics. Compos. Struct. 2015, 122, 553–560. [Google Scholar] [CrossRef]
- Daggumati, S.; De Baere, I.; Van Paepegem, W.; Degrieck, J.; Xu, J.; Lomov, S.V.; Verpoest, I. Local damage in a 5-harness satin weave composite under static tension: Part I–Experimental analysis. Compos. Sci. Technol. 2010, 70, 1926–1933. [Google Scholar] [CrossRef] [Green Version]
- Gliesche, K.; Hübner, T.; Orawetz, H. Investigations of in-plane shear properties of ±45-carbon/epoxy composites using tensile testing and optical deformation analysis. Compos. Sci. Technol. 2005, 65, 163–171. [Google Scholar] [CrossRef]
- Bergmann, T.; Heimbs, S.; Maier, M. Mechanical properties and energy absorption capability of woven fabric composites under ±45 off-axis tension. Compos. Struct. 2015, 125, 362–373. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Fiber | C (%) | O (%) | N (%) | O/C |
|---|---|---|---|---|
| 0-CFs (untreated) | 78.4 | 20.5 | 1.1 | 0.26 |
| I-CFs (desized) | 79.5 | 19.8 | 0.7 | 0.25 |
| Type of Fiber | [N] | [N] | |
|---|---|---|---|
| 0-CFs (untreated) | 0.14 ± 0.03 | 5.26 | 0.140 |
| I-CFs (desized) | 0.13 ± 0.03 | 5.42 | 0.142 |
| Material | E [GPa] | H [GPa] |
|---|---|---|
| Neat matrix | 4.4 ± 0.1 | 0.28 ± 0.01 |
| Lam matrix | 6.3 ± 0.2 | 0.44 ± 0.02 |
| Lam matrix | 5.6 ± 0.2 | 0.33 ± 0.01 |
| Laminate Interface | [m] | [mN] | [N/mm] | [MPa] |
|---|---|---|---|---|
| Lam | 3.6 ± 0.2 | 26 ± 5 | 177 ± 12 | 26 ± 5 |
| Lam | 3.6 ± 0.2 | 41 ± 4 | 170 ± 4 | 33 ± 3 |
| Material | E [GPa] | [MPa] | [%] |
|---|---|---|---|
| Lam 0/90 | 63 ± 5 | 640 ± 30 | 1.01 ± 0.15 |
| Lam 0/90 | 69 ± 3 | 690 ± 30 | 0.99 ± 0.12 |
| Lam±45 | 19 ± 2 | 144 ± 14 | 2.0 ± 0.2 |
| Lam±45 | 20 ± 2 | 197 ± 9 | 5.8 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toro, S.A.; Ridruejo, A.; González, C.; Fernández Blázquez, J.P. Effect of Fiber-Matrix Interface on the Mechanical Response of a Woven Carbon Fiber/PEEK Composite Material. Materials 2022, 15, 7340. https://doi.org/10.3390/ma15207340
Toro SA, Ridruejo A, González C, Fernández Blázquez JP. Effect of Fiber-Matrix Interface on the Mechanical Response of a Woven Carbon Fiber/PEEK Composite Material. Materials. 2022; 15(20):7340. https://doi.org/10.3390/ma15207340
Chicago/Turabian StyleToro, Sebastián Andrés, Alvaro Ridruejo, Carlos González, and Juan Pedro Fernández Blázquez. 2022. "Effect of Fiber-Matrix Interface on the Mechanical Response of a Woven Carbon Fiber/PEEK Composite Material" Materials 15, no. 20: 7340. https://doi.org/10.3390/ma15207340