
Research Progress in Interfacial Characteristics and Strengthening Mechanisms of Rare Earth Metal Oxide-Reinforced Copper Matrix Composites

Abstract
:1. Introduction
2. Influence Mechanism
2.1. Purifying
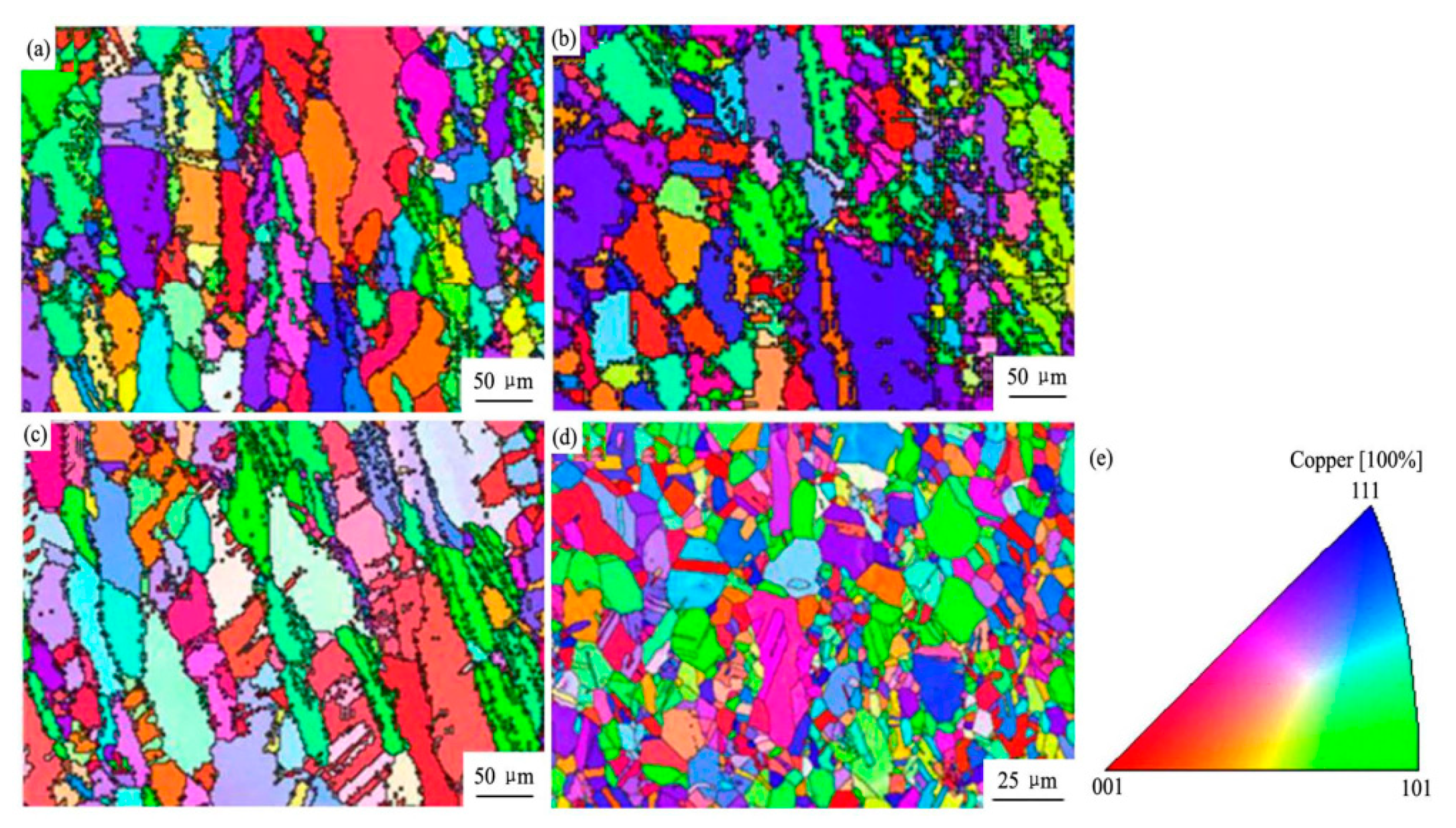
2.2. Grain Refinement
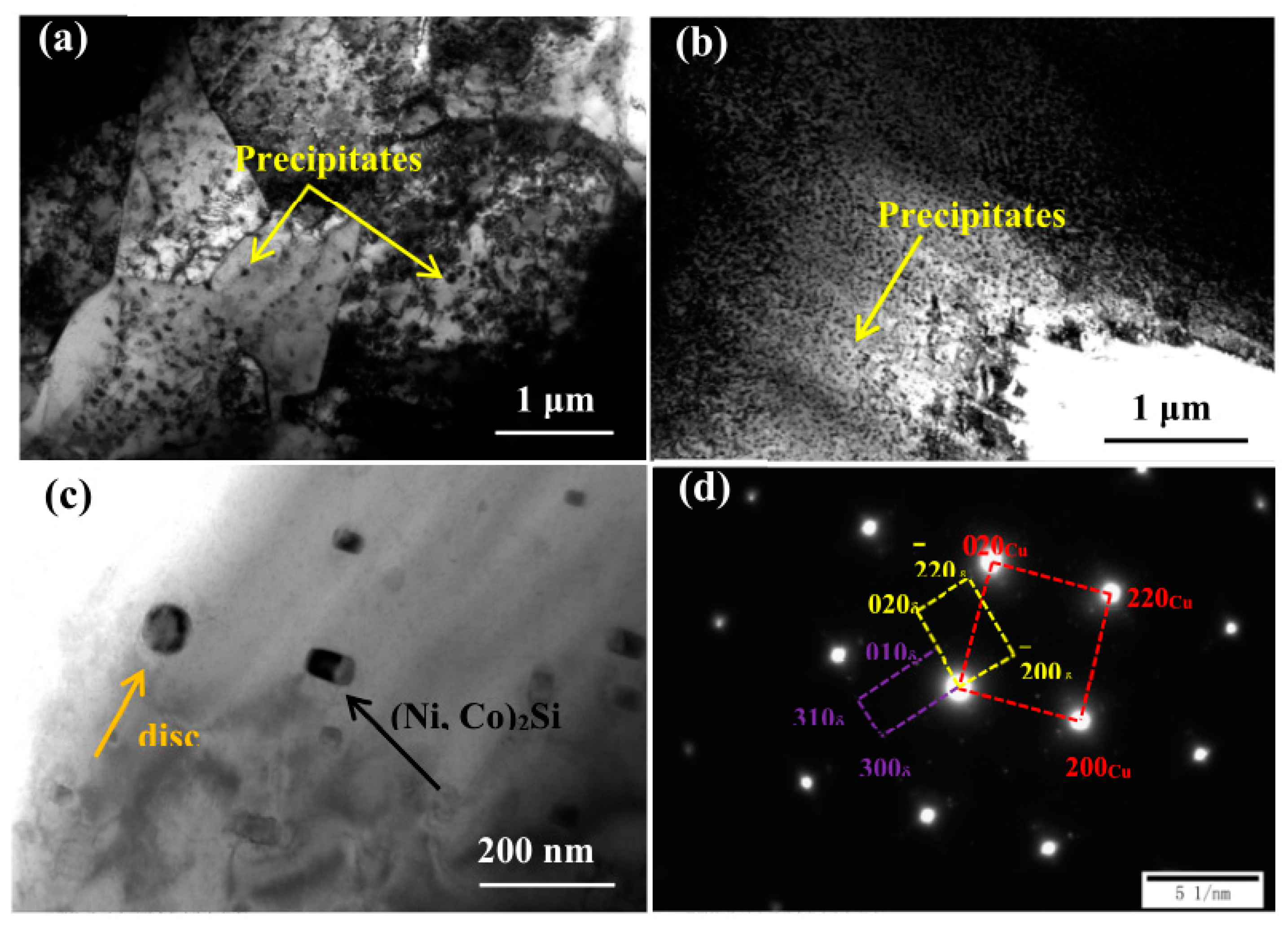
2.3. Micro-Alloying
3. Interface Characteristics
3.1. Wettability Mechanism
3.2. Sintering Mechanisms
3.3. Solidification Mechanism
4. Strengthening Mechanism
4.1. Grain Boundary Strengthening
4.2. Dispersion Strengthening
4.3. Hybrid Reinforced
5. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Janovszky, D.; Tomolya, K. Designing Amorphous/Crystalline Composites by Liquid-Liquid Phase Separation. Mater. Sci. Forum 2014, 790–791, 473–478. [Google Scholar] [CrossRef]
- Huang, F.; Wang, H.; Chen, J.-S.; Yang, B. Dry ball milling and wet ball milling for fabricating copper–yttria composites. Rare Met. 2018, 37, 859–867. [Google Scholar] [CrossRef]
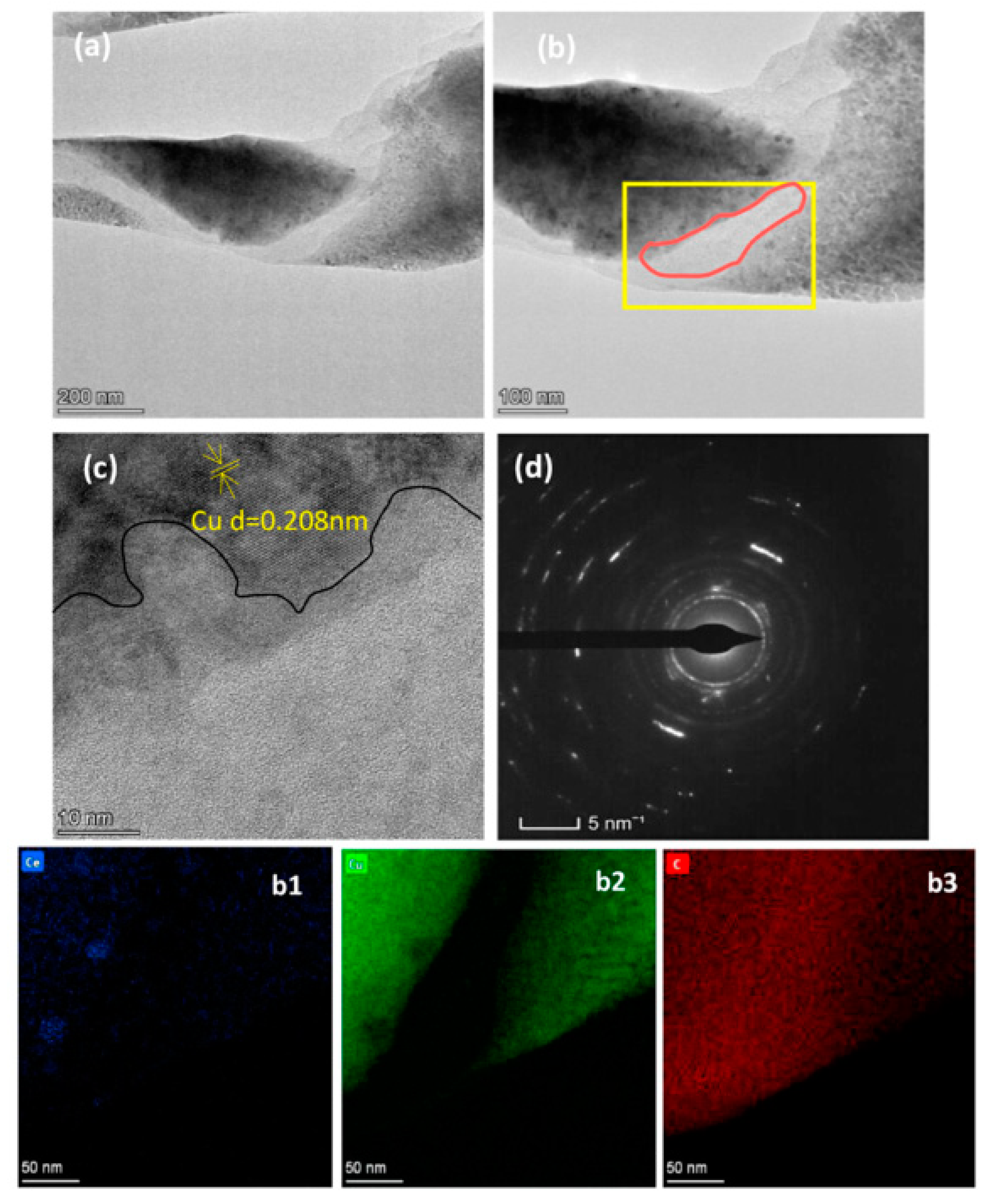
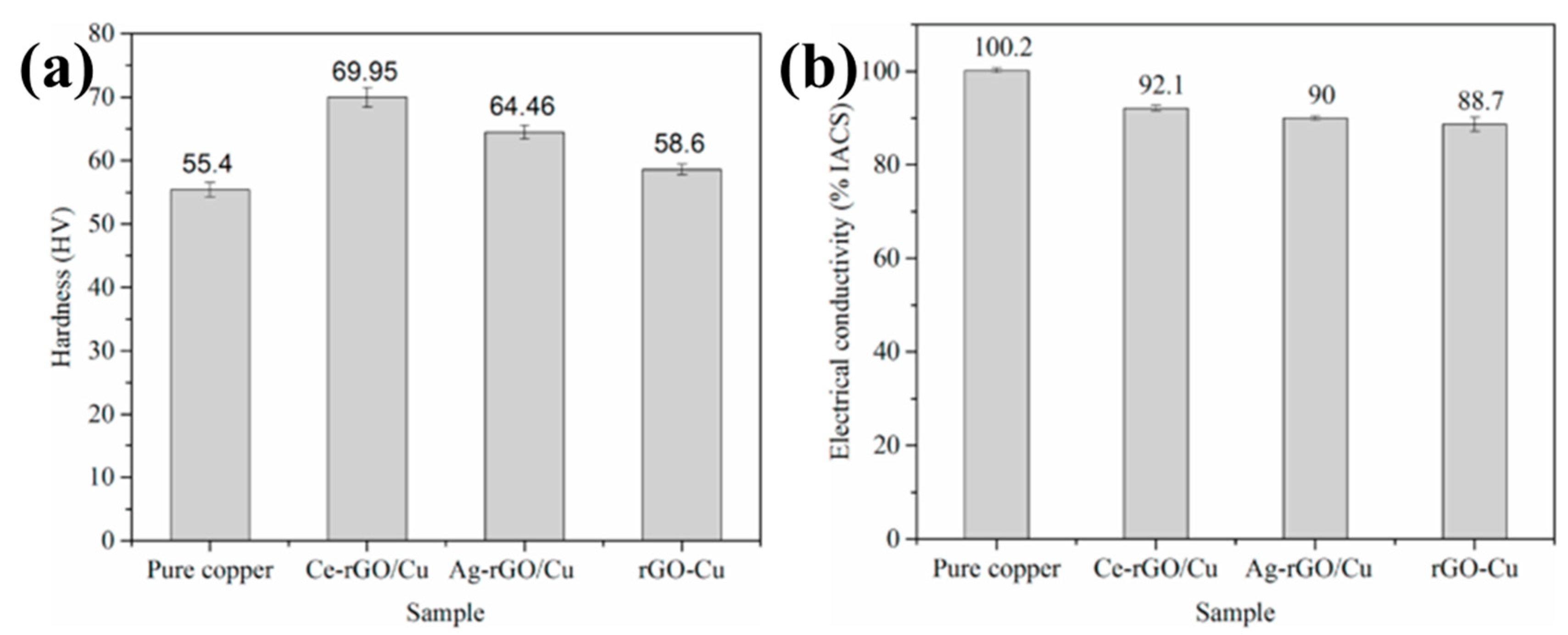
- Yang, T.; Chen, W.; Yan, F.; Lv, H.; Fu, Y.Q. Effect of reduced graphene oxides decorated by Ag and Ce on mechanical properties and electrical conductivity of copper matrix composites. Vacuum 2021, 183, 109861. [Google Scholar] [CrossRef]
- Hao, Z.; Xie, G.; Liu, X.; Tan, Q.; Wang, R. The precipitation behaviours and strengthening mechanism of a Cu-0.4 wt% Sc alloy. J. Mater. Sci. Technol. 2022, 98, 1–13. [Google Scholar] [CrossRef]
- Cong, D.; Huimin, L.; Shan, F.; Yuan, Q.; Qilong, H.; Jiachen, J. Effect of La2O3 addition on copper matrix composites reinforced with Al2O3 ceramic particles. Mater. Res. Express 2019, 6, 106312. [Google Scholar] [CrossRef]
- Wang, S.; Xie, M.; Zhang, J.; Chen, Y. Synthesis and properties of 0.3%Y2O3/0.3%La2O3/0.3%Al2O3/Cu composite. Sci. Eng. Compos. Mater. 2014, 21, 517–520. [Google Scholar] [CrossRef]
- Wu, Z.W.; Chen, Y.; Meng, L. Effects of rare earth elements on annealing characteristics of Cu–6wt.% Fe composites. J. Alloys Compd. 2009, 477, 198–204. [Google Scholar] [CrossRef]
- An, B.; Xin, Y.; Niu, R.; Xiang, Z.; Su, Y.; Lu, J.; Wang, E.; Han, K. Stacking fault formation and Ag precipitation in Cu-Ag-Sc alloys. Mater. Charact. 2022, 189, 111965. [Google Scholar] [CrossRef]
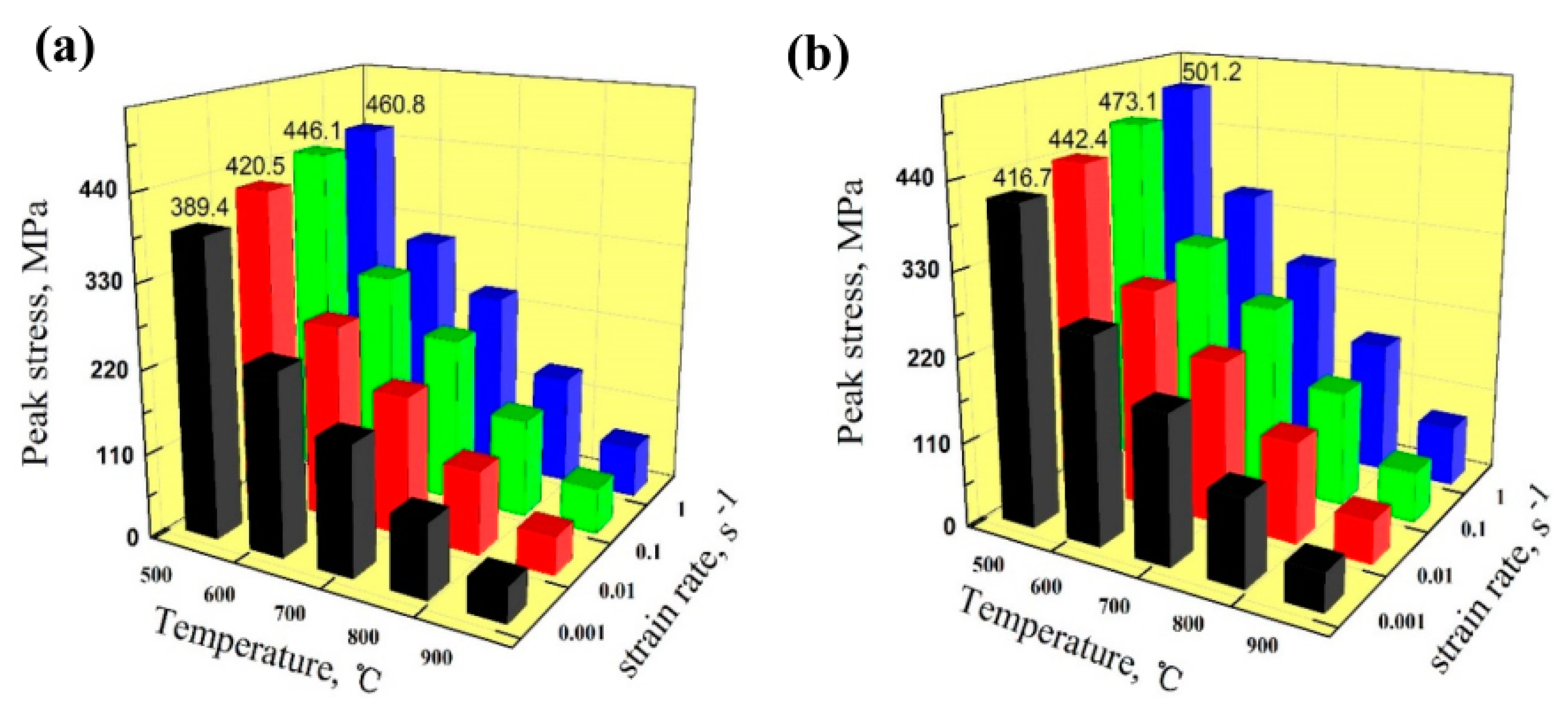
- Hua, S.; Zhang, P.; Liu, Z.; Yang, L. Hot Deformation Behavior of Cu-Sn-La Polycrystalline Alloy Prepared by Upcasting. Materials 2020, 13, 3739. [Google Scholar] [CrossRef] [PubMed]
- Qian, K.; Liang, S.; Xiao, P.; Wang, X. In situ synthesis and electrical properties of CuW–La2O3 composites. Int. J. Refract. Met. Hard Mater. 2012, 31, 147–151. [Google Scholar] [CrossRef]
- Zhao, M.; Xu, B.; Zhang, P.; Xu, J.; Jiang, Y.; Liu, F.; Yan, Y. Microstructure development of Y–Ti–O dispersion strengthened Cu alloys fabricated by mechanical alloying. Mater. Charact. 2022, 186, 111808. [Google Scholar] [CrossRef]
- Zhuo, H.; Tang, J.; Ye, N. A novel approach for strengthening Cu–Y2O3 composites by in situ reaction at liquidus temperature. Mater. Sci. Eng. A 2013, 584, 1–6. [Google Scholar] [CrossRef]
- Ban, Y.; Zhang, Y.; Tian, B.; Jia, Y.; Song, K.; Li, X.; Zhou, M.; Liu, Y.; Volinsky, A.A. Microstructure Evolution in Cu-Ni-Co-Si-Cr Alloy During Hot Compression by Ce Addition. Materials 2020, 13, 3186. [Google Scholar] [CrossRef]
- Liang, D.; Wang, N.; Wang, Y.; Liu, Z.; Fu, Y. Effects of Zr, Y on the Microstructure and Properties of As-Cast Cu-0.5Y-xZr (wt.%) Alloys. Metals 2019, 9, 1084. [Google Scholar] [CrossRef] [Green Version]
- Chang, L.; Jia, B.; Li, S.; Zhu, X.; Feng, R.; Shang, X. Influence of cerium on solidification, recrystallization and strengthening of Cu-Ag alloys. J. Rare Earths 2017, 35, 1029–1034. [Google Scholar] [CrossRef]
- Qian, S.Y.; Xu, Z.H.; Xie, H.N.; Shi, C.S.; Zhao, N.Q.; He, C.N.; Liu, E.Z. Effect of rare metal element interfacial modulation in graphene/Cu composite with high strength, high ductility and good electrical conductivity. Appl. Surf. Sci. 2020, 533, 147489. [Google Scholar] [CrossRef]
- Zheng, R.; Li, N.; Zhan, Z. Friction and wear behavior of Cu-La2O3 composite sliding against 52100 bearing steel in vacuum. Vacuum 2019, 161, 55–62. [Google Scholar] [CrossRef]
- Zhang, X.-Y.; Xu, M.; Cao, S.-Z.; Chen, W.-B.; Yang, W.-Y.; Yang, Q.-Y. Enhanced thermal conductivity of diamond/copper composite fabricated through doping with rare-earth oxide Sc2O3. Diam. Relat. Mater. 2020, 104, 107755. [Google Scholar] [CrossRef]
- Zheng, R.; Li, N. Mechanical properties and electrical conductivity of nano-La2O3 reinforced copper matrix composites fabricated by spark plasma sintering. Mater. Res. Express 2019, 6, 106527. [Google Scholar] [CrossRef]
- Pan, Z.-Y.; Chen, J.-B.; Li, J.-F. Microstructure and properties of rare earth-containing Cu–Cr–Zr alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 1206–1214. [Google Scholar] [CrossRef]
- Huang, B.; Ma, B.; Hishinuma, Y.; Noto, H.; Muroga, T. Investigations on the formation of multi-modal size distribution of mechanochemically processed Cu-Y-CuO powders. Fusion Eng. Des. 2020, 158, 111852. [Google Scholar] [CrossRef]
- Zhao, L.; Chen, X.; Liu, P.; Li, W.; Ma, F.; He, D.; Li, J. Effect of yttrium on the electrical and mechanical properties of in situ synthesized CNTs/CuCr composites. J. Mater. Res. 2019, 34, 2590–2599. [Google Scholar] [CrossRef]
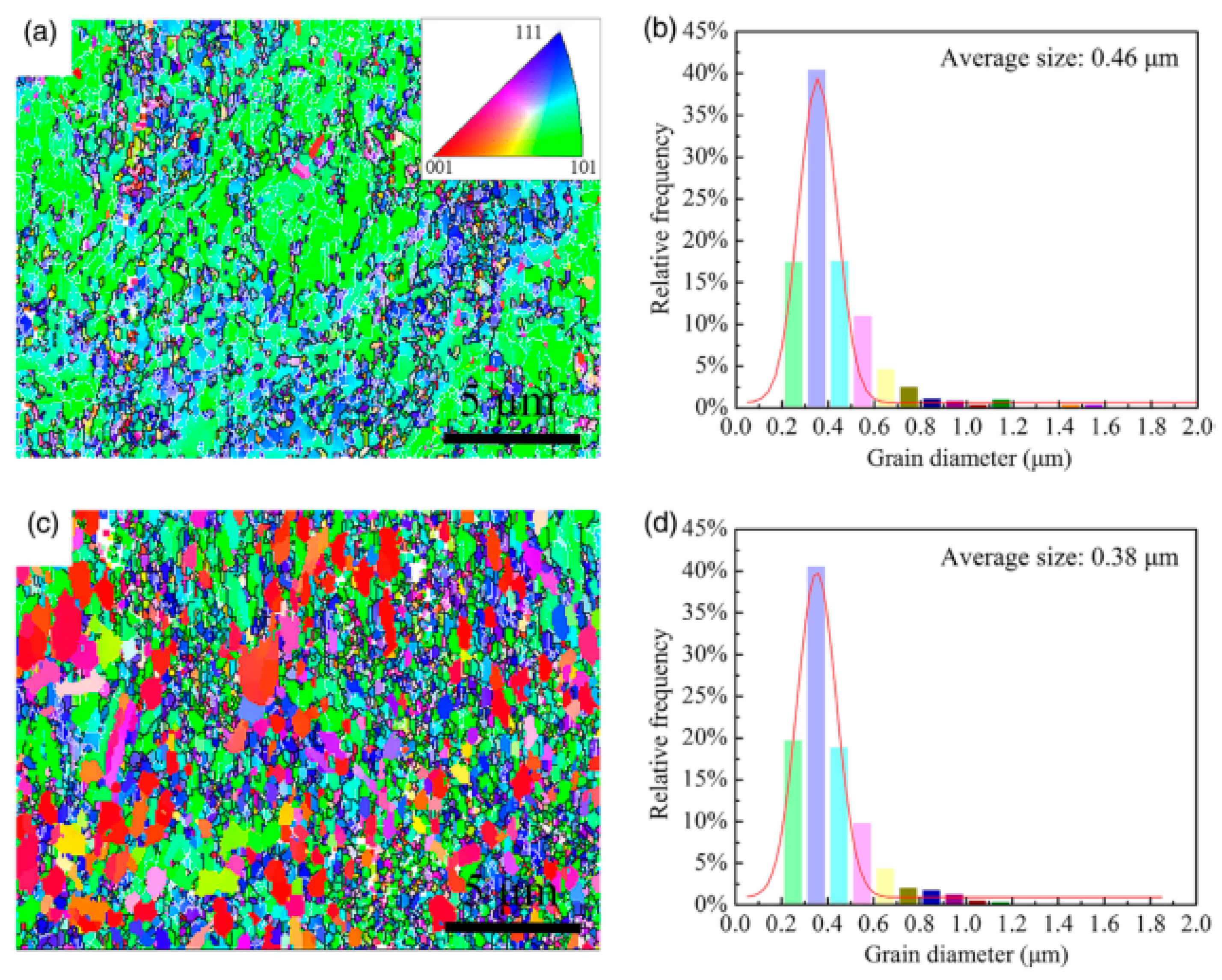
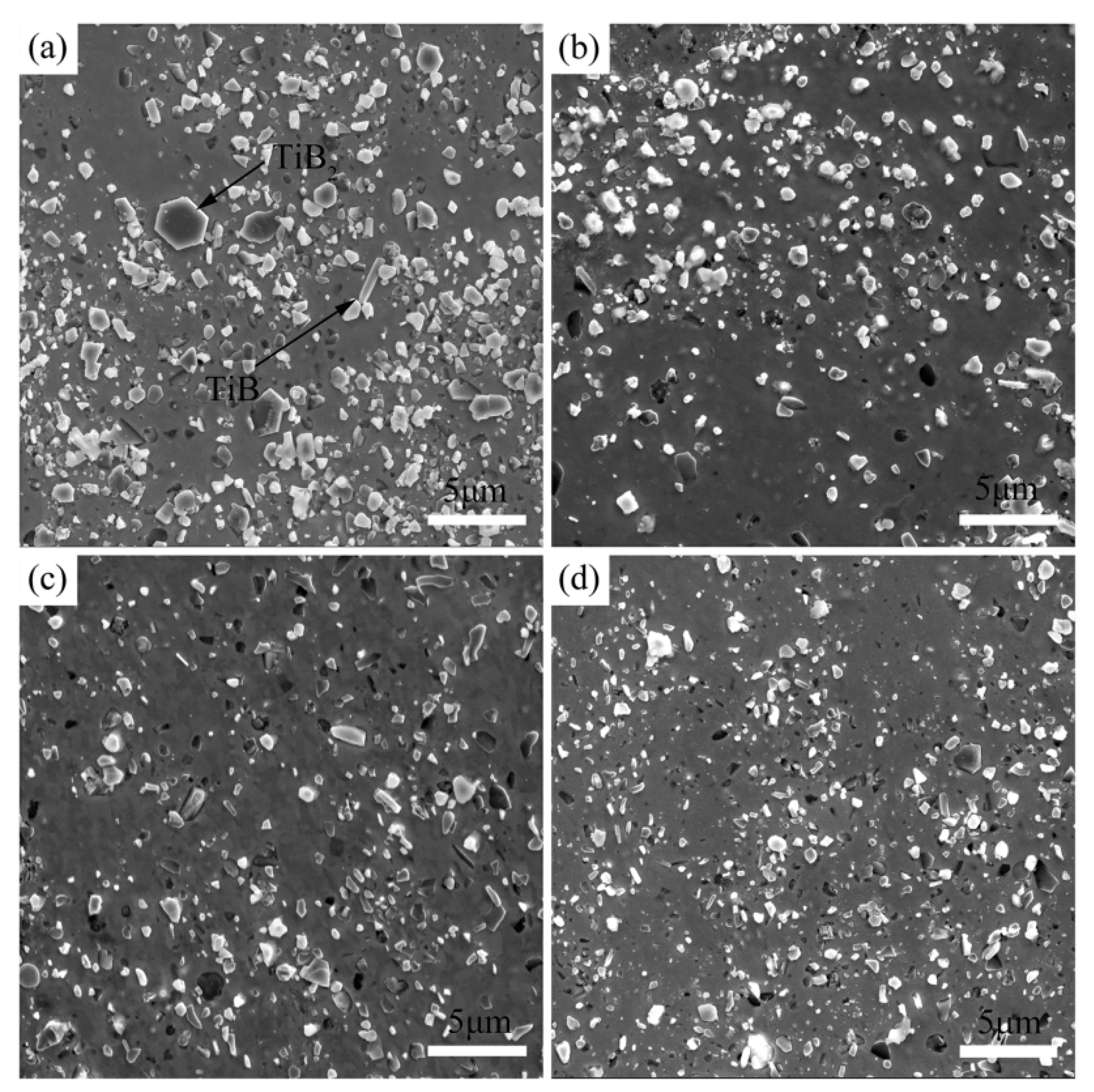
- Cao, F.; Dong, G.; Jiang, Y.; Xiao, P.; Wang, T.; Liang, S. Effect of La addition on microstructures and properties of TiB2(-TiB)/Cu hybrid composites prepared by in situ reaction. Mater. Sci. Eng. A 2020, 789, 111624. [Google Scholar] [CrossRef]
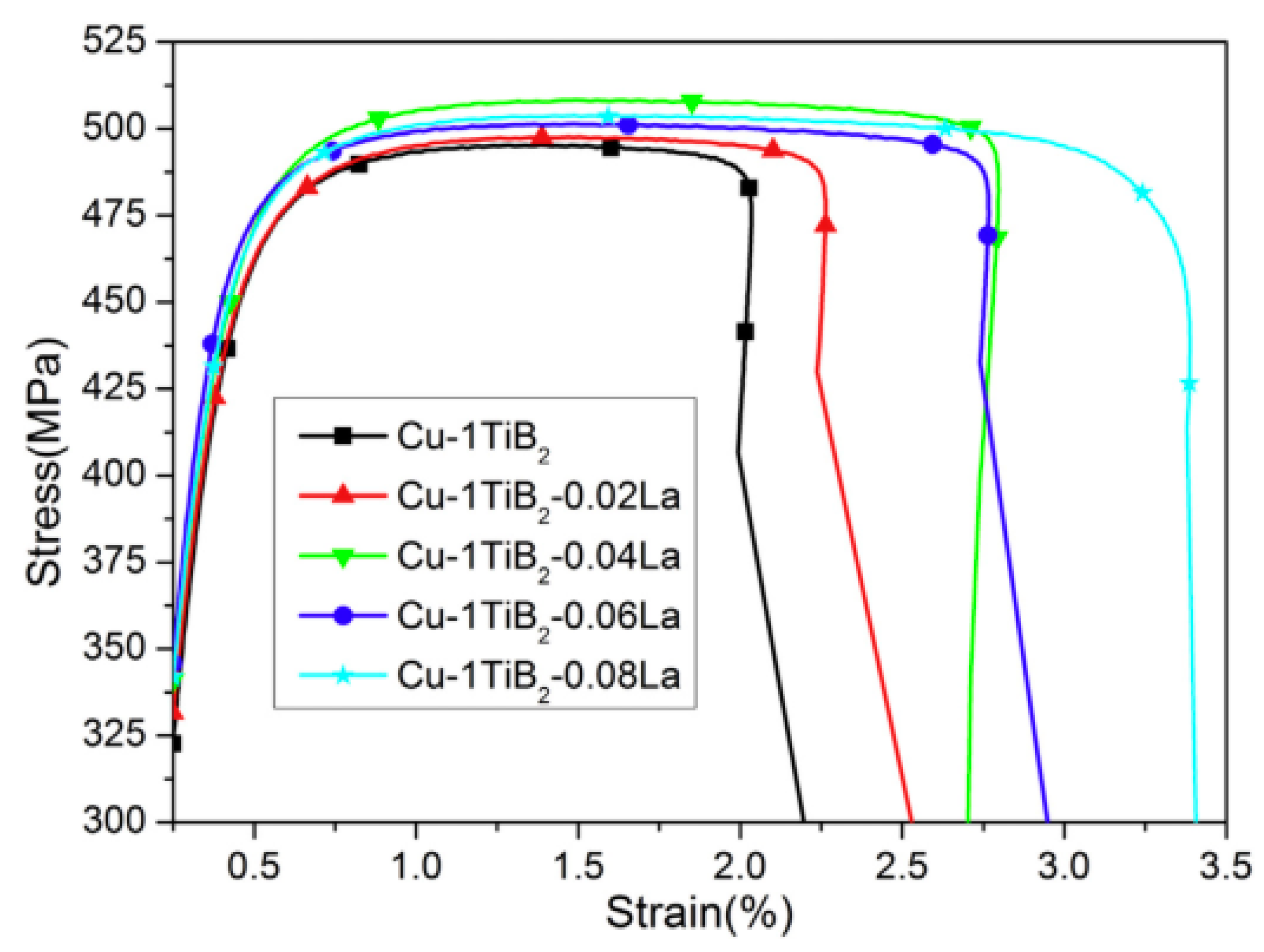
- Zou, C.; Kang, H.; Wang, W.; Chen, Z.; Li, R.; Gao, X.; Li, T.; Wang, T. Effect of La addition on the particle characteristics, mechanical and electrical properties of in situ Cu-TiB2 composites. J. Alloys Compd. 2016, 687, 312–319. [Google Scholar] [CrossRef]
- Lee, H.-Y.; He, C.-W.; Lee, Y.-C.; Wu, D.-C. A Study on the Characteristics of Cu–Mn–Dy Alloy Resistive Thin Films. Coatings 2019, 9, 118. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Lin, G.; Zhang, S.; Zhou, J. Effects of Ce on microstructure and mechanical properties of pure copper. Mater. Sci. Eng. A 2007, 457, 313–318. [Google Scholar] [CrossRef]
- Zhang, Y.; Ji, Z.; Jia, C.; Liu, G.; Wan, F.; Zhan, Q. Influence of lanthanum on enhancement of mechanical and electrical properties of Cu-Al2O3 composites. J. Rare Earths 2019, 37, 534–540. [Google Scholar] [CrossRef]
- Qin, Y.-Q.; Tian, Y.; Zhuang, Y.; Luo, L.-M.; Zan, X.; Wu, Y.-C. Effects of solid–liquid doping and spark plasma sintering on the microstructure and mechanical properties of Y2O3-doped copper matrix composites. Vacuum 2021, 192, 110436. [Google Scholar] [CrossRef]
- Huang, F.; Wang, H.; Yang, B.; Liao, T.; Wang, Z. Uniformly dispersed Y2O3 nanoparticles in nanocrystalline copper matrix via multi-step ball milling and reduction process. Mater. Lett. 2019, 242, 119–122. [Google Scholar] [CrossRef]
- Joshi, P.B.; Rehani, B.; Naik, P.; Patel, S.; Khanna, P.K. Studies on copper-yttria nanocomposites: High-energy ball milling versus chemical reduction method. J. Nanosci. Nanotechnol. 2012, 12, 2591–2597. [Google Scholar] [CrossRef]
- Maharana, H.S.; Bishoyi, B.; Panda, S.; Basu, A. Electron Backscattered Diffraction Study of Pulse Electrodeposited Cu-Y2O3 Composite Coating. J. Mater. Eng. Perform. 2018, 27, 3488–3497. [Google Scholar] [CrossRef]
- Saha, G.; Ghosh, M.; Antony, A.; Biswas, K. Ageing Behaviour of Sc-Doped Cu–Zn–Al Shape Memory Alloys. Arab. J. Sci. Eng. 2018, 44, 1569–1581. [Google Scholar] [CrossRef]
- Lv, L.; Jiang, X.-S.; Zhang, M.-M.; Sun, H.-L.; Shao, Z.-Y.; Fu, N.-N.; Jin, W.-T. Effect of La on microstructures and mechanical properties of Cu/Ti3SiC2/C nanocomposites sintered by vacuum hot-pressing and hot isostatic pressing. Mater. Res. Express 2020, 7, 026543. [Google Scholar] [CrossRef]
- Shu, R.; Jiang, X.; Shao, Z.; Sun, D.; Zhu, D.; Luo, Z. Fabrication and mechanical properties of MWCNTs and graphene synergetically reinforced Cu–graphite matrix composites. Powder Technol. 2019, 349, 59–69. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, X.; Dong, G.; Jiang, Y.; Gao, F.; Cai, P.; Wang, T.; Liang, S. Microstructures and Properties of In Situ (TiB2p + TiBw)/Cu Composites with Different Ce Content. Adv. Eng. Mater. 2022, 2200251. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, X.; Jiang, Y.; Cai, P.; Li, Q.; Wang, T.; Dong, G.; Gao, F.; Liang, S. Effect of different rare earths on microstructures and tensile strength of in situ hybrid reinforced (TiB2p + TiBw)/Cu composites. Mater. Charact. 2022, 184, 111624. [Google Scholar] [CrossRef]
- Lin, C.-M.; Hsins, T.-P. Facilitating low-temperature diffusion bonding between oxygen-free Al2O3 ceramic and pure Cu through inclusion of 0.8 La (wt.%) to Ti pre-metallized interlayer: Microstructural evolution, metallurgical reactions, and mechanical properties. Surf. Interfaces 2020, 21, 100738. [Google Scholar] [CrossRef]
- An, B.; Xin, Y.; Niu, R.; Lu, J.; Wang, E.; Han, K. Hardening Cu-Ag composite by doping with Sc. Mater. Lett. 2019, 252, 207–210. [Google Scholar] [CrossRef]
- Zhou, B.W.; Deng, L.; Zhang, X.G.; Zhang, W.; Kimura, H.; Makino, A. Enhancement of glass-forming ability and plasticity of Cu-rich Cu–Zr–Al bulk metallic glasses by minor addition of Dy. J. Mater. Res. 2014, 29, 1362–1368. [Google Scholar] [CrossRef]
- Zhou, B.W.; Zhang, W.; Zhang, X.G.; Kimura, H.; Makino, A.; Inoue, A. Formation and Thermal Stability of Cu-Based Metallic Glasses with High Glass-Forming Ability. Metall. Mater. Trans. A 2011, 43, 2592–2597. [Google Scholar] [CrossRef]
- Shi, R.; Qian, S.; Zhao, D.; Shi, C.; He, C.; Sha, J.; Liu, E.; Zhao, N. Interface bonding and mechanical properties of copper/graphene interface doped with rare earth elements: First principles calculations. Phys. E Low-Dimens. Syst. Nanostruct. 2022, 142, 115260. [Google Scholar] [CrossRef]
- Li, H.-Y.; Zhou, X.; Lu, X.-Q.; Wang, Y.-P. Effect of La on arc erosion behaviors and oxidation resistance of Cu alloys. Trans. Nonferrous Met. Soc. China 2017, 27, 102–109. [Google Scholar] [CrossRef]
- Carro, G.; Muñoz, A.; Monge, M.A.; Savoini, B.; Pareja, R.; Ballesteros, C.; Adeva, P. Fabrication and characterization of Y2O3 dispersion strengthened copper alloys. J. Nucl. Mater. 2014, 455, 655–659. [Google Scholar] [CrossRef]
- Huang, F.; Wang, H.; Yang, B.; Liao, T.; Wang, Z. Pinning effect of Y2O3 network on copper grain growth during high temperature annealing. Mater. Res. Express 2018, 5, 056520. [Google Scholar] [CrossRef]
- Xiao, Z.; Geng, H.; Sun, C.; Jia, P.; Luo, H. Effect of yttrium on properties of copper prepared by powder metallurgy. Adv. Powder Technol. 2015, 26, 1079–1086. [Google Scholar] [CrossRef]
- Carro, G.; Muñoz, A.; Savoini, B.; Monge, M.A. Fabrication and characterization of dispersion strengthened Cu-0.8%Y. Fusion Eng. Des. 2020, 154, 111548. [Google Scholar] [CrossRef]
- Ke, J.; Xie, Z.; Liu, R.; Jing, K.; Cheng, X.; Wang, H.; Wang, X.; Wu, X.; Fang, Q.; Liu, C. Development of Y2O3 Dispersion-Strengthened Copper Alloy by Sol-Gel Method. Materials 2022, 15, 2416. [Google Scholar] [CrossRef] [PubMed]
- Yu, F.; Cheng, J.; Ao, X. Aging characteristic of Cu-0.6Cr-0.15Zr-0.05Mg-0.02Si alloy containing trace rare earth yttrium. Rare Met. 2011, 30, 539–543. [Google Scholar] [CrossRef]
- Ma, M.; Li, Z.; Xiao, Z.; Zhu, H.; Zhang, X.; Zhao, F. Microstructure and properties of a novel Cu-Cr-Yb alloy with high strength, high electrical conductivity and good softening resistance. Mater. Sci. Eng. A 2020, 795, 140001. [Google Scholar] [CrossRef]
- Mao, X.; Fang, F.; Jiang, J.; Tan, R. Effect of rare earth on the microstructure and mechanical properties of as-cast Cu-30Ni alloy. Rare Met. 2009, 28, 590–595. [Google Scholar] [CrossRef]
- Shijie, Z.; Bingjun, Z.; Zhen, Z.; Xin, J. Application of Lanthanum in High Strength and High Conductivity Copper Alloys. J. Rare Earths 2006, 24, 385–388. [Google Scholar] [CrossRef]
- Maharana, H.S.; Basu, A. Surface-mechanical and oxidation behavior of electro-co-deposited Cu-Y2O3 composite coating. Surface Coat. Technol. 2016, 304, 348–358. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.N.; Simar, A.; Shabadi, R.; Taillard, R.; de Meester, B. Characterization of oxide dispersion strengthened copper based materials developed by friction stir processing. Mater. Des. 2014, 60, 343–357. [Google Scholar] [CrossRef]
- Zheng, R.; Li, N. Microstructure and Wear Properties of Cu–La2O3 Composites Prepared by Spark Plasma Sintering. Met. Mater. Int. 2019, 27, 1103–1112. [Google Scholar] [CrossRef]
- Sun, K.; Zhang, Z.D.; Qian, L.; Dang, F.; Zhang, X.H.; Fan, R.H. Dual percolation behaviors of electrical and thermal conductivity in metal-ceramic composites. Appl. Phys. Lett. 2016, 108, 061903. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, X.; Jiang, J.; Jiang, X. Research Progress in Interfacial Characteristics and Strengthening Mechanisms of Rare Earth Metal Oxide-Reinforced Copper Matrix Composites. Materials 2022, 15, 5350. https://doi.org/10.3390/ma15155350
Fu X, Jiang J, Jiang X. Research Progress in Interfacial Characteristics and Strengthening Mechanisms of Rare Earth Metal Oxide-Reinforced Copper Matrix Composites. Materials. 2022; 15(15):5350. https://doi.org/10.3390/ma15155350
Chicago/Turabian StyleFu, Xuemin, Jiaxin Jiang, and Xiaosong Jiang. 2022. "Research Progress in Interfacial Characteristics and Strengthening Mechanisms of Rare Earth Metal Oxide-Reinforced Copper Matrix Composites" Materials 15, no. 15: 5350. https://doi.org/10.3390/ma15155350