
Microstructure and Mechanical Properties of an Al–Mg–Si–Zr Alloy Processed by L-PBF and Subsequent Heat Treatments

 , and
, and
Abstract
:1. Introduction
2. Experimental Procedure
3. Experimental Results
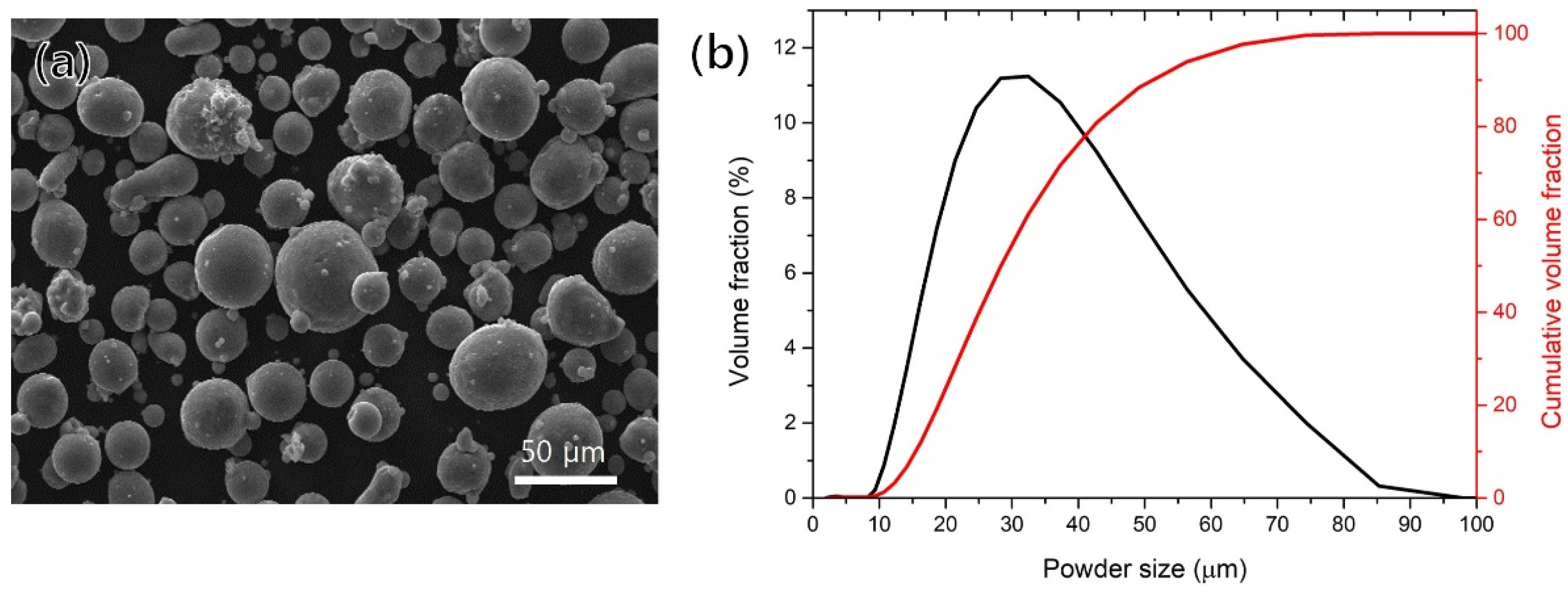
3.1. Powder Characterization
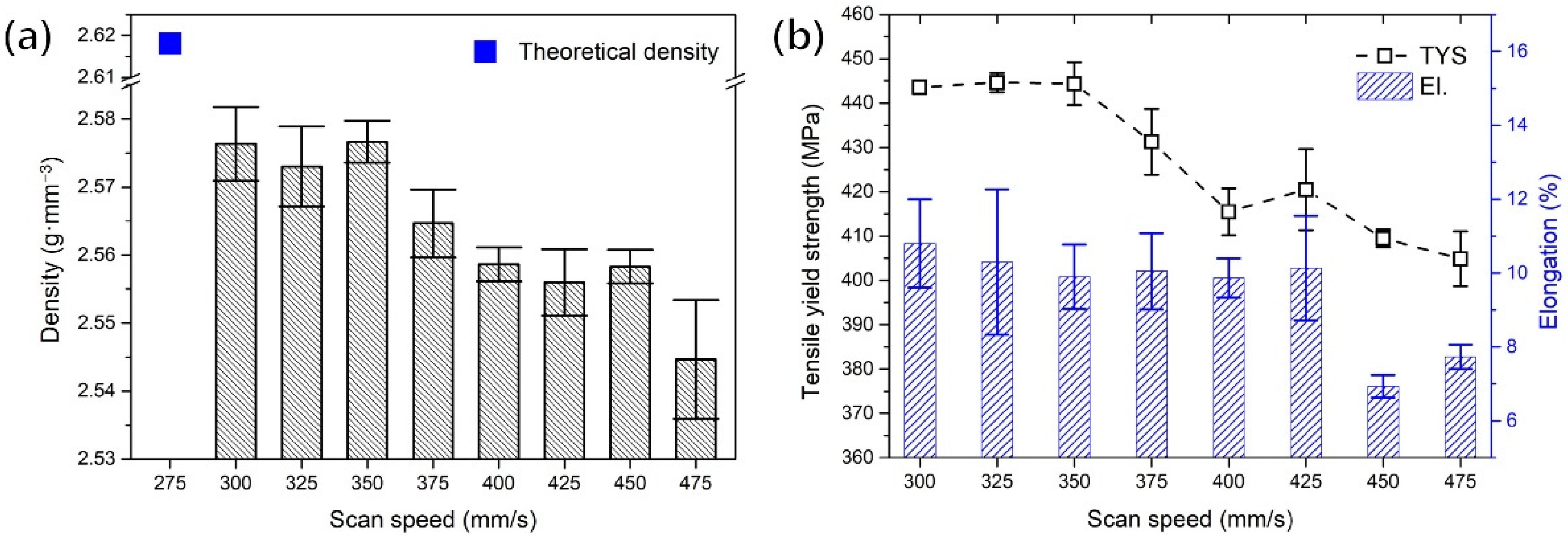
3.2. Optimization of the PBF Process
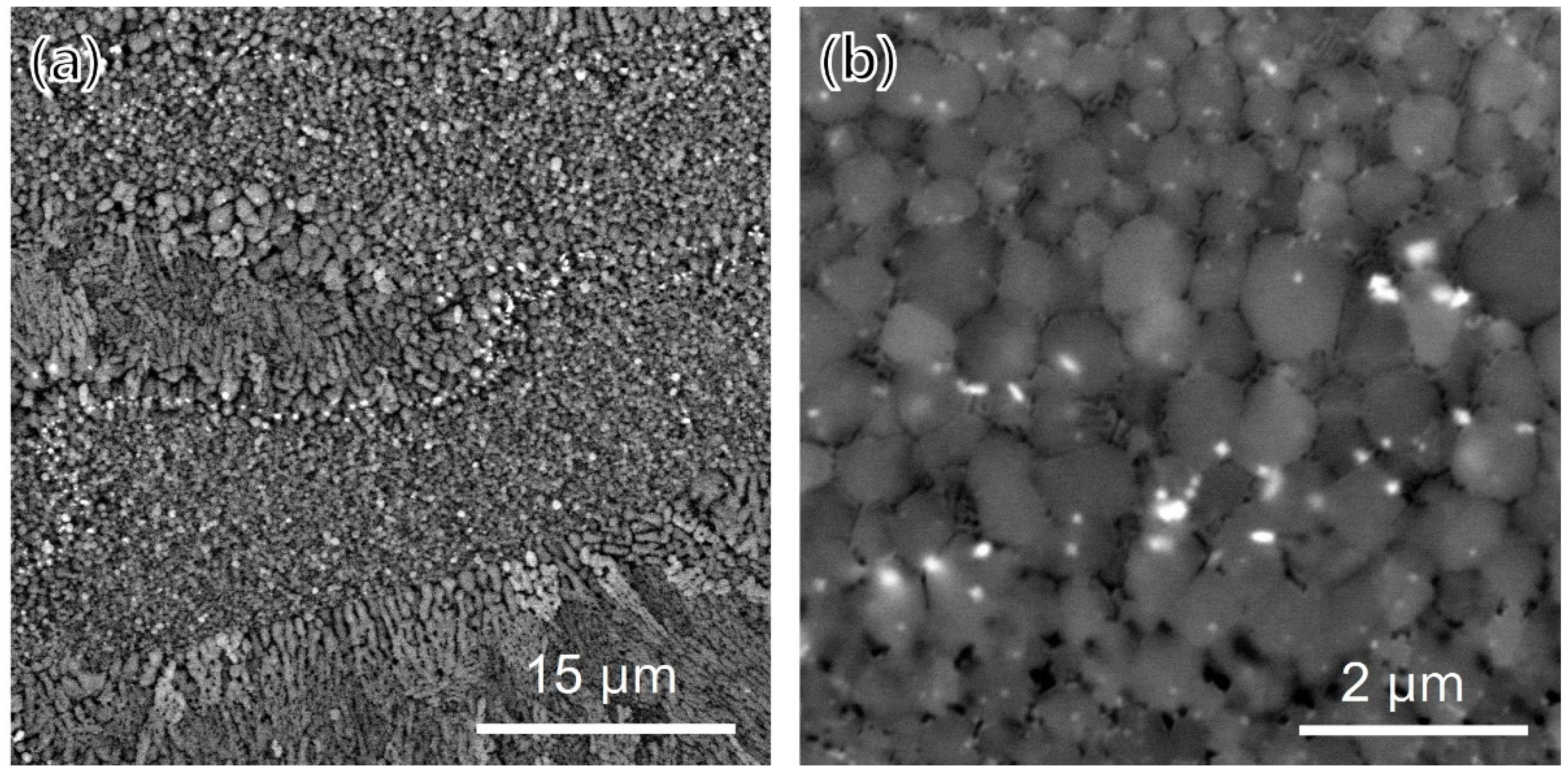
3.3. Microstructure of the as-Built Condition
3.4. Microstructure after Post-Heat Treatment
3.5. Mechanical Properties
4. Discussion
4.1. Specimen Density and Defectiveness
4.2. Investigation of Microstructure
4.3. Relationship between Microstructure and Mechanical Properties after Post-Heat Treatment
5. Conclusions
- By excluding the addition of expensive alloying elements and optimizing the content of magnesium and silicon, which are the most used solute elements in aluminum alloys, we were able to develop a new alloy that can achieve high strength and high elongation by controlling the heat treatment conditions.
- The acceptable process parameters for additive manufacturing, considering mechanical properties, are the VED of this condition, which was 107.9 J∙mm−3 (a laser power of 170 W, a laser beam diameter of 100 μm, a layer thickness of 30 μm, a hatching spacing of 150 μm, and a scanning speed of 350 mm/s). However, these results are limited to this study, and the optimum conditions can be changed with variations in other experimental conditions and improved powder quality.
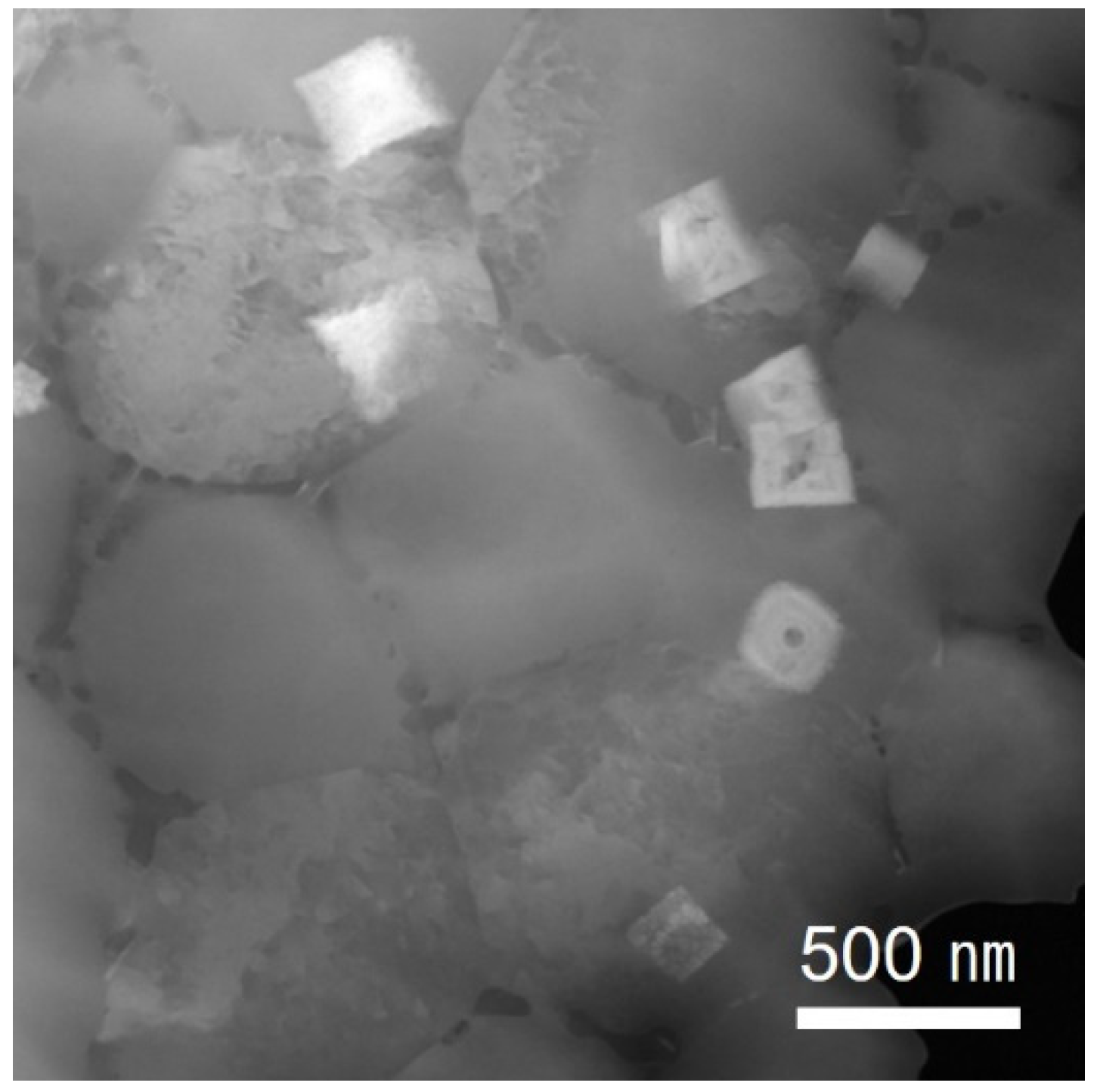
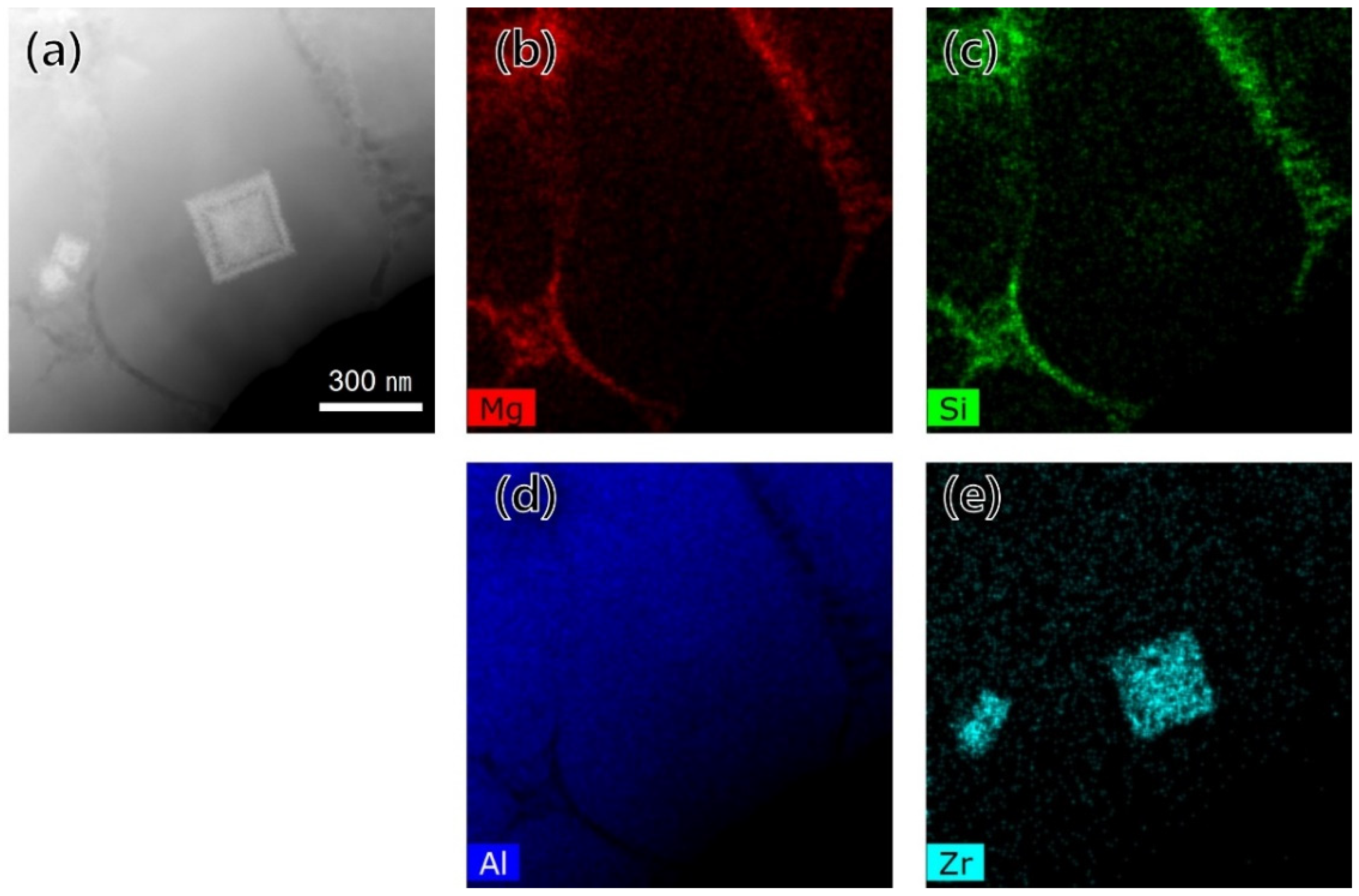
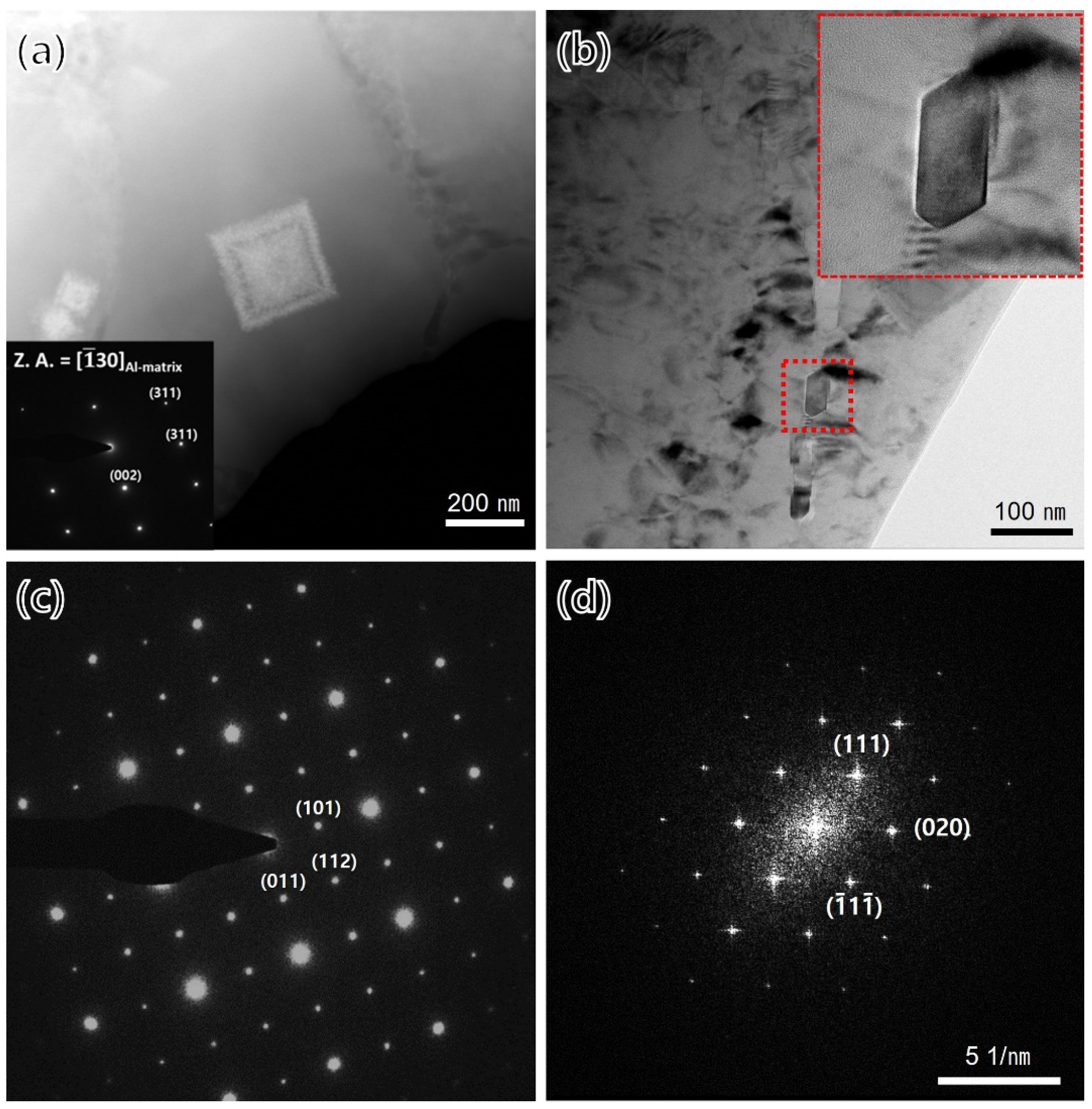
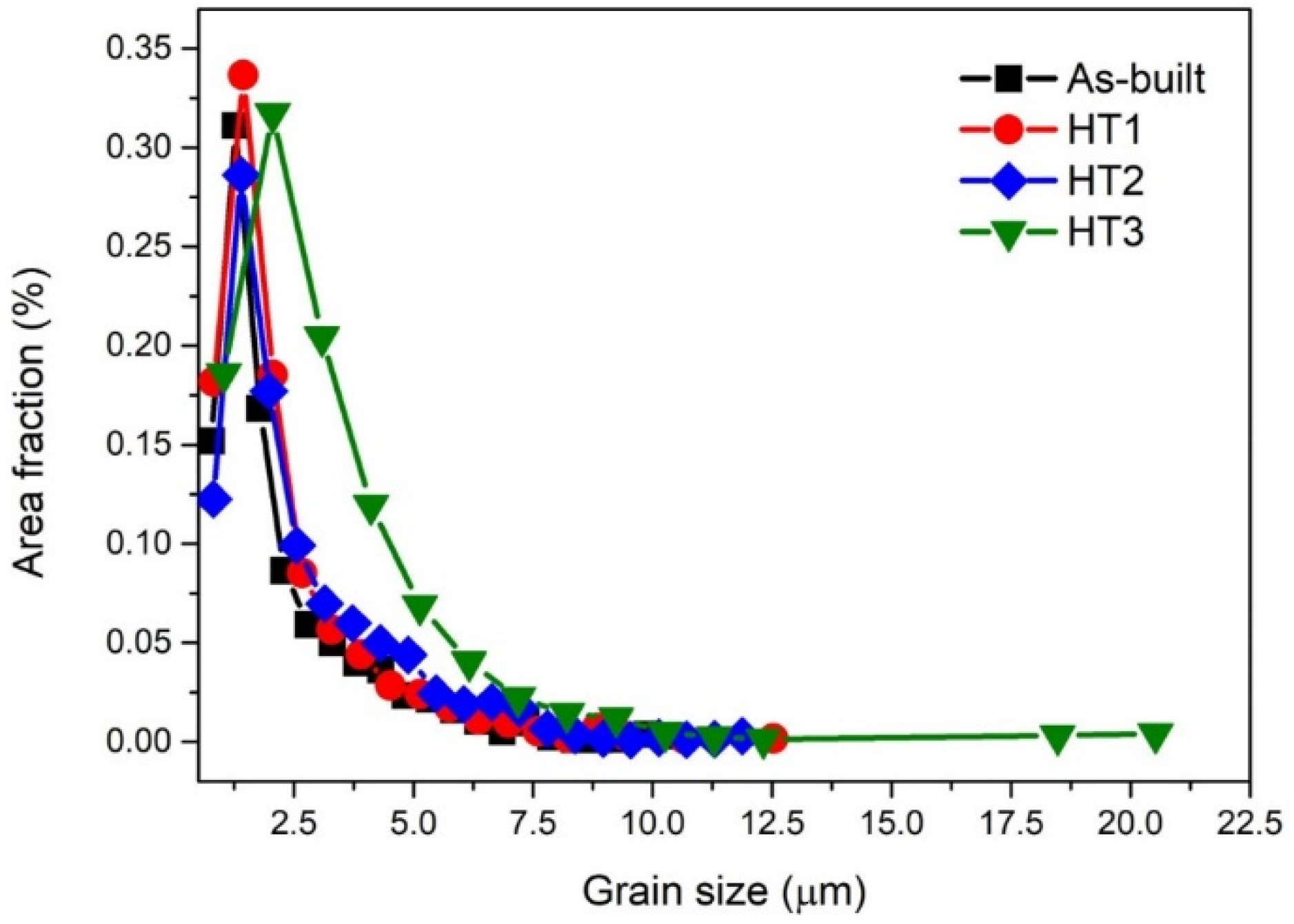
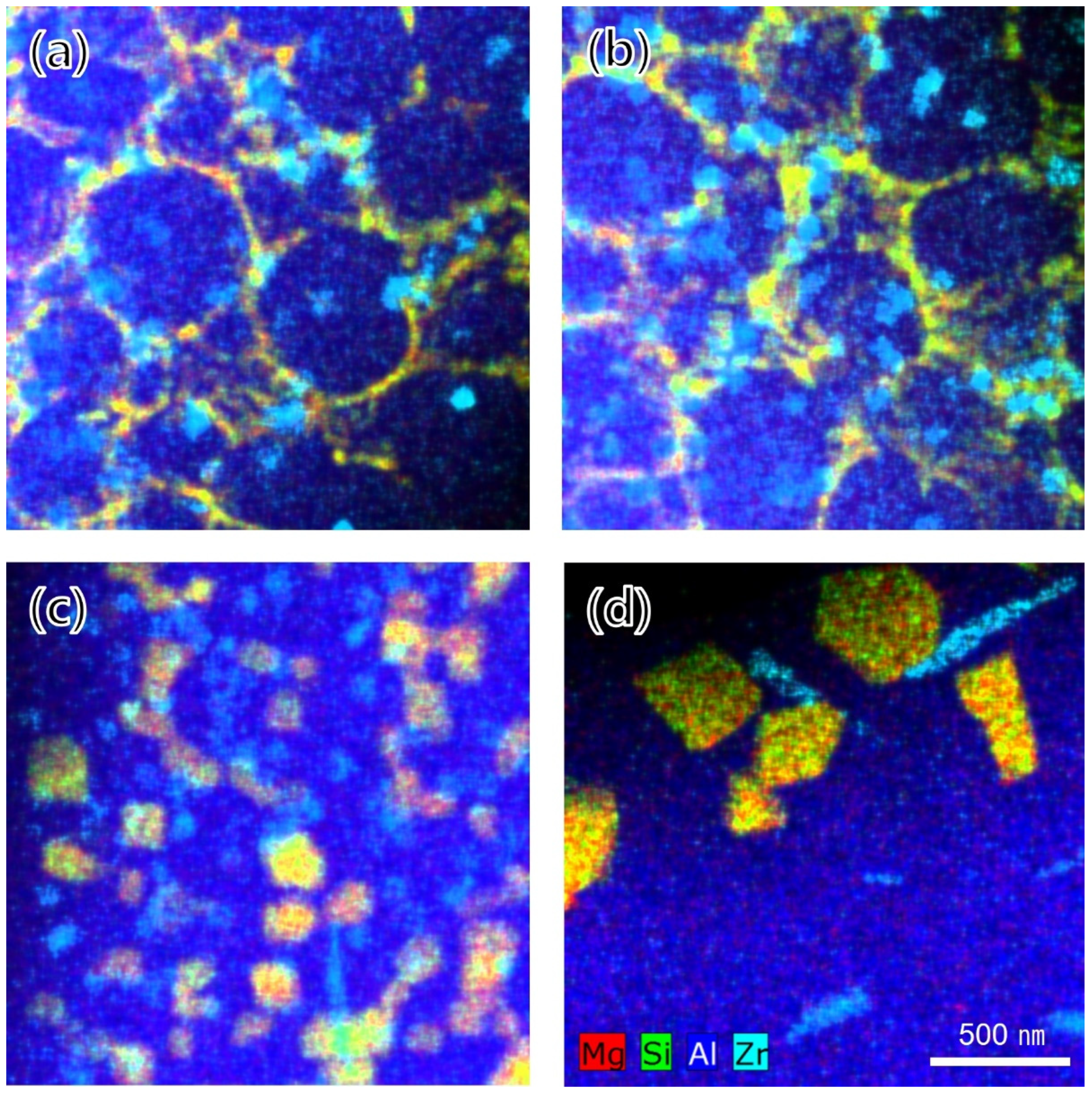
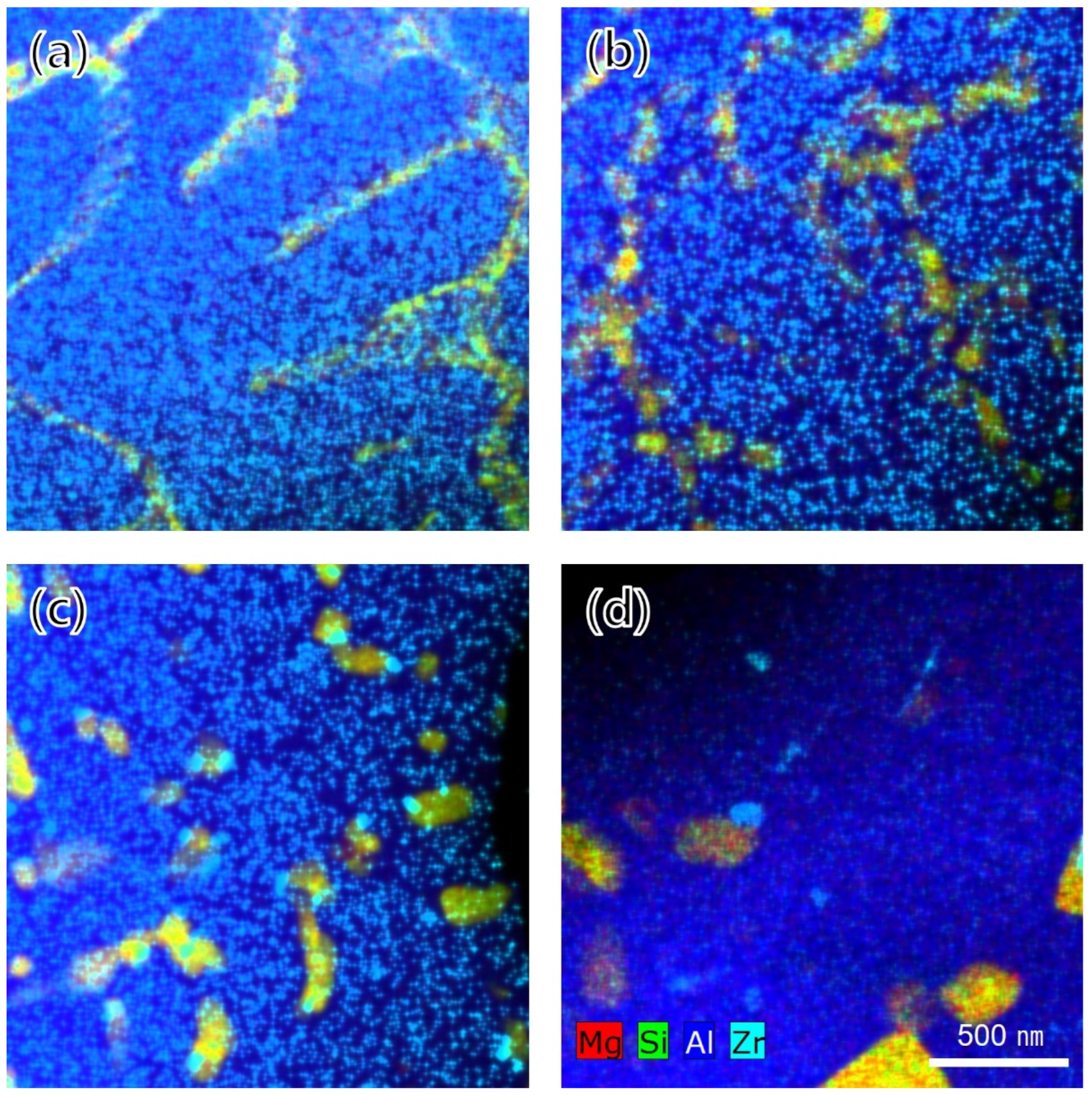
- The Al3Zr phase, as a heterogeneous nucleation site that refines grains and prevents hot tearing during solidification, exhibited a morphological change from a cubic to a rod-like shape under the HT2 condition. In addition, it was confirmed that the Al3Zr phase, which was not observed in the coarse-grain region in the as-built state or after the low-temperature heat treatment (HT1), was precipitated after the HT2 heat treatment condition; that is, the high-temperature heat treatment. Therefore, since the Al3Zr phase precipitated at a high temperature, the yield strength of the specimen increased compared to the as-built specimen, despite the additional heat treatment at a high temperature of 420 °C.
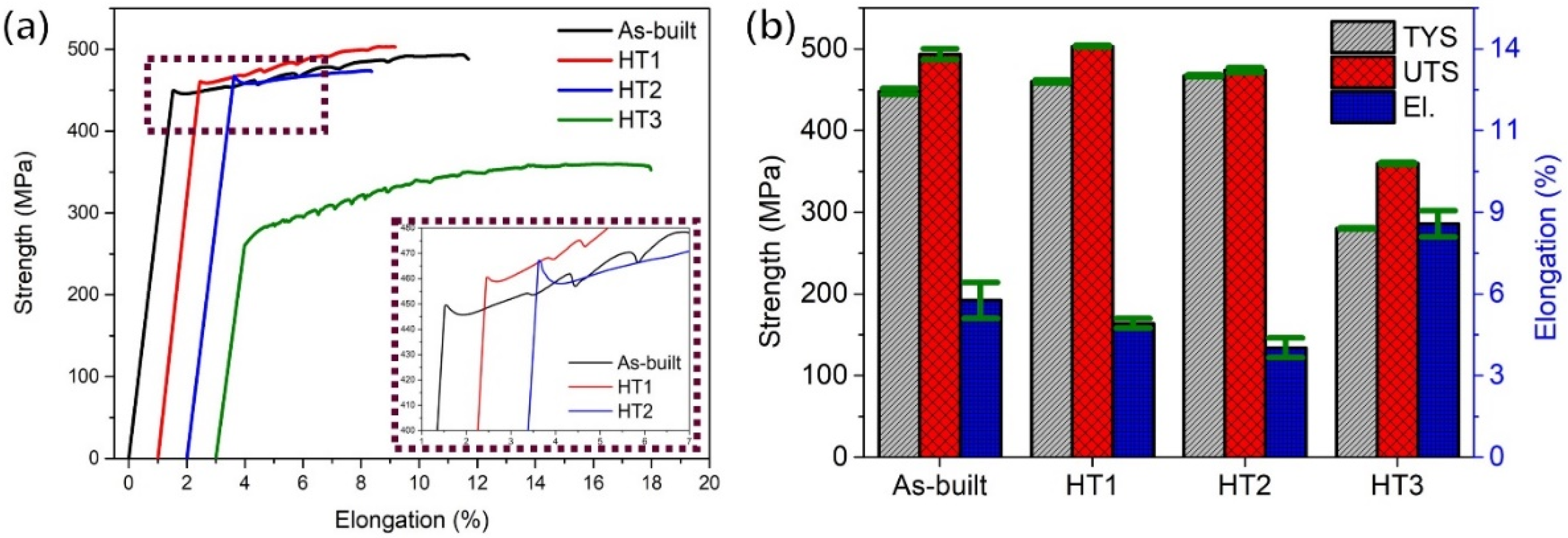
- The mechanical properties could be changed to have high strength or high ductility under various heat treatment conditions of additively manufactured specimens. The specimen under the HT1 condition showed a maximum tensile strength of 503.2 ± 1.1 MPa, the specimen under the HT2 condition showed a maximum yield strength of 467.1 ± 1.3 MPa, and the maximum elongation of 14.3 ± 0.8% was achieved under the HT3 condition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zavala-Arredondo, M.; London, T.; Allen, M.; Maccio, T.; Ward, S.; Griffiths, D.; Allison, A.; Goodwin, P.; Hauser, C. Use of power factor and specific point energy as design parameters in laser powder-bed-fusion (L-PBF) of AlSi10Mg alloy. Mater. Des. 2019, 182, 108018. [Google Scholar] [CrossRef]
- Griffiths, S.; Rossell, M.; Croteau, J.; Dunand, D.; Leinenbach, C. Effect of laser rescanning on the grain microstructure of a selective laser melted Al-Mg-Zr alloy. Mater. Charact. 2018, 143, 34–42. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater. Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Aboulkhair, N.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Mertens, A.; Delahaye, J.; Lecomte-Beckers, J. Fusion-Based Additive Manufacturing for Processing Aluminum Alloys: State-of-the-Art and Challenges. Adv. Eng. Mater. 2017, 19, 1700003. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Dong, Z.; Xu, M.; Guo, H.; Fei, X.; Liu, Y.; Gong, B.; Ju, G. Microstructural evolution and characterization of AlSi10Mg alloy manufactured by selective laser melting. J. Mater. Res. Technol. JMRT 2022, 17, 2343–2354. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.; Mertens, R.; Vrancken, B.; Wang, X.; Hooreweder, B.; Kruth, J.; Humbeeck, J. Changing the alloy composition of Al7075 for better processability by selective laser melting. J. Mater. Process. Technol. 2016, 238, 437–445. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook Aluminum and Aluminum Alloys; ASM International: Russell, OH, USA, 1994; p. 231. [Google Scholar]
- MacAskill, I.A.; Hexemer, R.L., Jr.; Donaldson, I.W.; Bishop, D.P. Effects of magnesium, tin and nitrogen on the sintering response of aluminum powder. J. Mater. Process. Technol. 2010, 210, 2252–2260. [Google Scholar] [CrossRef]
- Davis, J. Corrosion of Aluminum and Aluminum Alloys; ASM International: Russell, OH, USA, 1999; pp. 1–24. [Google Scholar]
- Coniglio, N.; Cross, C. Weld Parameter and Minor Element Effects on Solidification Crack Initiation in Aluminium. In Hot Cracking Phenomena in Welds; Böllinghaus, T., Herold, H., Cross, C., Lippold, J., Eds.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 277–310. [Google Scholar]
- Otani, Y.; Sasaki, S. Effects of the addition of silicon to 7075 aluminum alloy on microstructure, mechanical properties, and selective laser melting process. Mater. Sci. Eng. A 2020, 777, 139079. [Google Scholar] [CrossRef]
- Lamcaster, J. Metallurgy of Welding, 6th ed.; Woodhead Publishing: Cambridge, UK, 1999; pp. 358–368. [Google Scholar]
- Yang, W.; Jung, Y.; Kwak, T.; Kim, S.; Lim, H.; Kim, D. Effects of volumetric energy density on the mechanical properties of a high-Mg AlMg10ScZr alloy processed by powder bed fusion. 2022; in submitted. [Google Scholar]
- Croteau, J.; Griffiths, S.; Rossell, M.; Leinenbach, C.; Kenel, C.; Jansen, V.; Seidman, D.; Dunand, D.; Vo, N. Microstructure and mechanical properties of Al-Mg-Zr alloys processed by selective laser melting. Acta Mater. 2018, 153, 35–44. [Google Scholar] [CrossRef]
- Galy, C.; Guen, E.L.; Lacoste, E.; Arvieu, C. Main defects observed in aluminum alloy parts produced by SLM: From causes to consequences. Addit. Manuf. 2018, 22, 165–175. [Google Scholar] [CrossRef]
- Nes, E. Precipitation of the metastable cubic Al3Zr-phase in subperitectic Al-Zr alloys. Acta Mater. 1972, 20, 499–506. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Levchenko, V.S.; Tabachkova, N.Y.; Mufalo, W.; Portnoy, V.K. Precipitation behavior of L12 Al3Zr phase in Al-Mg-Zr alloy. Mater. Charact. 2018, 139, 30–37. [Google Scholar] [CrossRef]
- Octor, H.; Naka, S. Early stage of Al3Zr precipitation in a rapidly solidified Al-Cr-Zr alloy. Philos. Mag. Lett. 1989, 59, 229–235. [Google Scholar] [CrossRef]
- Shaokun, T.; Jingyuan, L.; Junlong, Z.; Zhumabieke, W.; Dan, L. Effect of Zr and Sc on microstructure and properties of 7136 aluminum alloy. J. Mater. Res. Technol. JMRT 2019, 8, 4130–4140. [Google Scholar] [CrossRef]
- Dieter, G. Mechanical Metallurgy, 3rd ed.; McGraw Hill: New York, NY, USA, 1986; pp. 197–201. [Google Scholar]
- Rogachev, S.O.; Naumova, E.A.; Karelin, R.D.; Andreev, V.A.; Perkas, M.M.; Yusupov, V.S.; Khatkevich, V.M. Effect of Warm Equal-Channel Angular Pressing on the Structure and Mechanical Properties of Al-Mg-Ca-Mn-Fe-Zr alloy. Phys. Met. Metallogr. 2021, 122, 74–80. [Google Scholar] [CrossRef]
- Nie, X.; Zhang, H.; Zhu, H.; Qi, Y.; Zeng, X. On the role of Zr content into Portevin-Le Chatelier (PLC) effect of selective lase melted high strength Al-Cu-Mg-Mn alloy. Mater. Lett. 2019, 248, 5–7. [Google Scholar] [CrossRef]
- Curtin, W.A.; Olmsted, D.L.; Hector, L.G., Jr. A predictive mechanism for dynamic strain ageing in aluminium–magnesium alloys. Nat. Mater. 2006, 5, 875–880. [Google Scholar] [CrossRef]
- Coër, J.; Manach, P.Y.; Laurent, H.; Oliveira, M.C.; Menezes, L.F. Piobert–Lüders plateau and Portevin–Le Chatelier effect in an Al–Mg alloy in simple shear. Mech. Res. Commun. 2013, 48, 1–7. [Google Scholar] [CrossRef]
- Morris, J.G. Dynamic strain aging in aluminum alloys. Mater. Sci. Eng. 1974, 13, 101–108. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Heat Treatment Condition | Target |
|---|---|---|
| HT1 | 180 °C for 4 h | Precipitation of Mg2Si phase |
| HT2 | 180 °C for 4 h + 420 °C for 12 h | Precipitation of Al3Zr phase |
| HT3 | 180 °C for 4 h + 480 °C for 12 h | Soft annealing |
| Elements | Mg | Si | Zr | Al |
|---|---|---|---|---|
| Powder | 6.73 | 1.96 | 0.98 | Bal. |
| As-built | 6.17 | 1.83 | 1.00 | Bal. |
| Heat Treatment Condition | TYS (MPa) | UTS (MPa) | El. (%) |
|---|---|---|---|
| As-built | 447.9 ± 3.6 | 493.4 ± 6.7 | 9.6 ± 1.1 |
| HT1 | 460.0 ± 1.8 | 503.2 ± 1.1 | 8.2 ± 0.3 |
| HT2 | 467.1 ± 1.3 | 473.9 ± 3.3 | 6.7 ± 0.6 |
| HT3 | 280.3 ± 0.8 | 359.8 ± 1.5 | 14.3 ± 0.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Jung, Y.-G.; Kwak, T.; Kim, S.K.; Lim, H.; Kim, D.-H. Microstructure and Mechanical Properties of an Al–Mg–Si–Zr Alloy Processed by L-PBF and Subsequent Heat Treatments. Materials 2022, 15, 5089. https://doi.org/10.3390/ma15155089
Yang W, Jung Y-G, Kwak T, Kim SK, Lim H, Kim D-H. Microstructure and Mechanical Properties of an Al–Mg–Si–Zr Alloy Processed by L-PBF and Subsequent Heat Treatments. Materials. 2022; 15(15):5089. https://doi.org/10.3390/ma15155089
Chicago/Turabian StyleYang, Wonseok, Young-Gil Jung, Taeyang Kwak, Shae K. Kim, Hyunkyu Lim, and Do-Hyang Kim. 2022. "Microstructure and Mechanical Properties of an Al–Mg–Si–Zr Alloy Processed by L-PBF and Subsequent Heat Treatments" Materials 15, no. 15: 5089. https://doi.org/10.3390/ma15155089