
Corrosion Behavior of Friction Stir Welded AA8090-T87 Aluminum Alloy

 , , ,
, , ,  ,
,  and
and 
Abstract
:1. Introduction
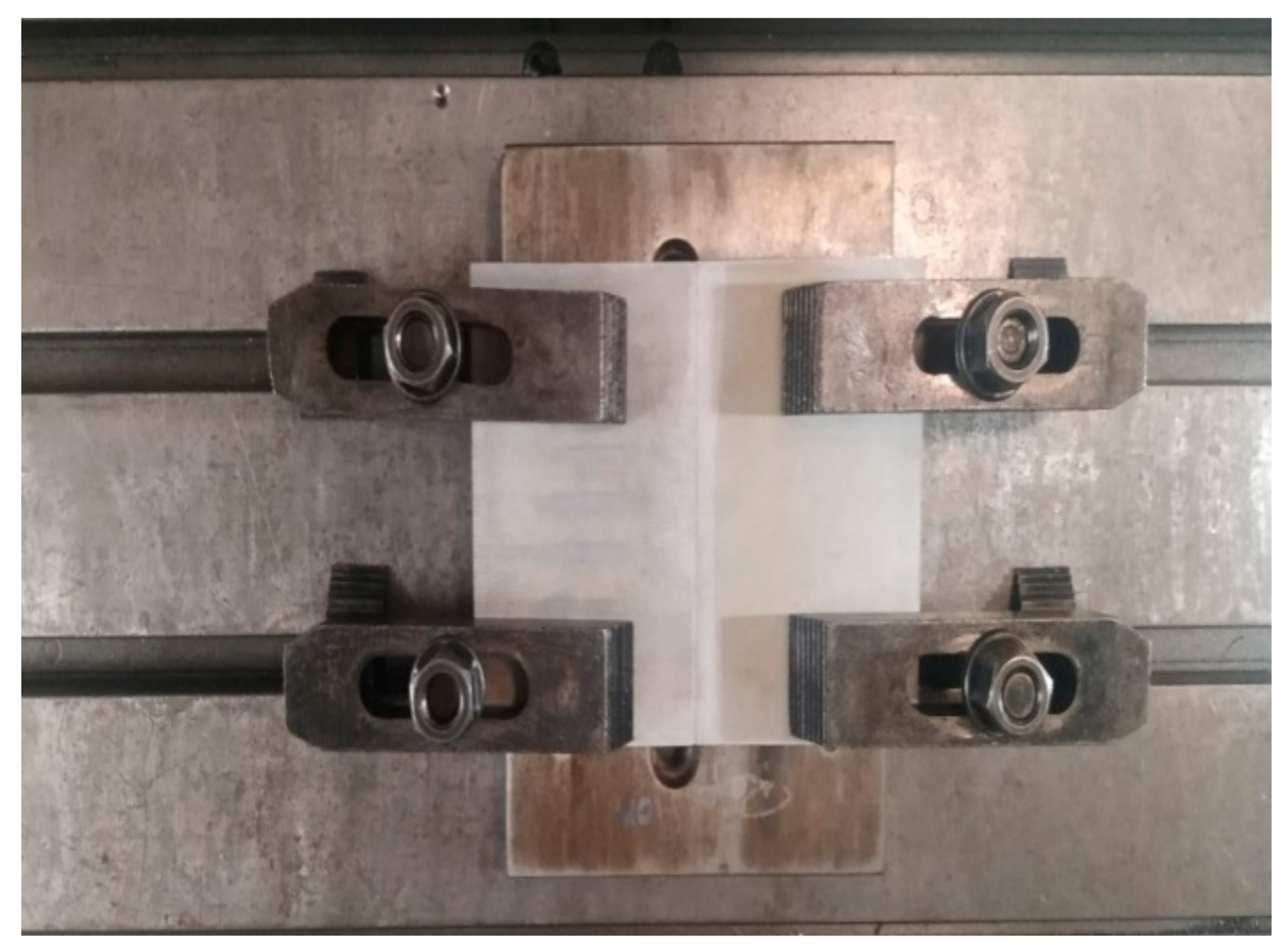
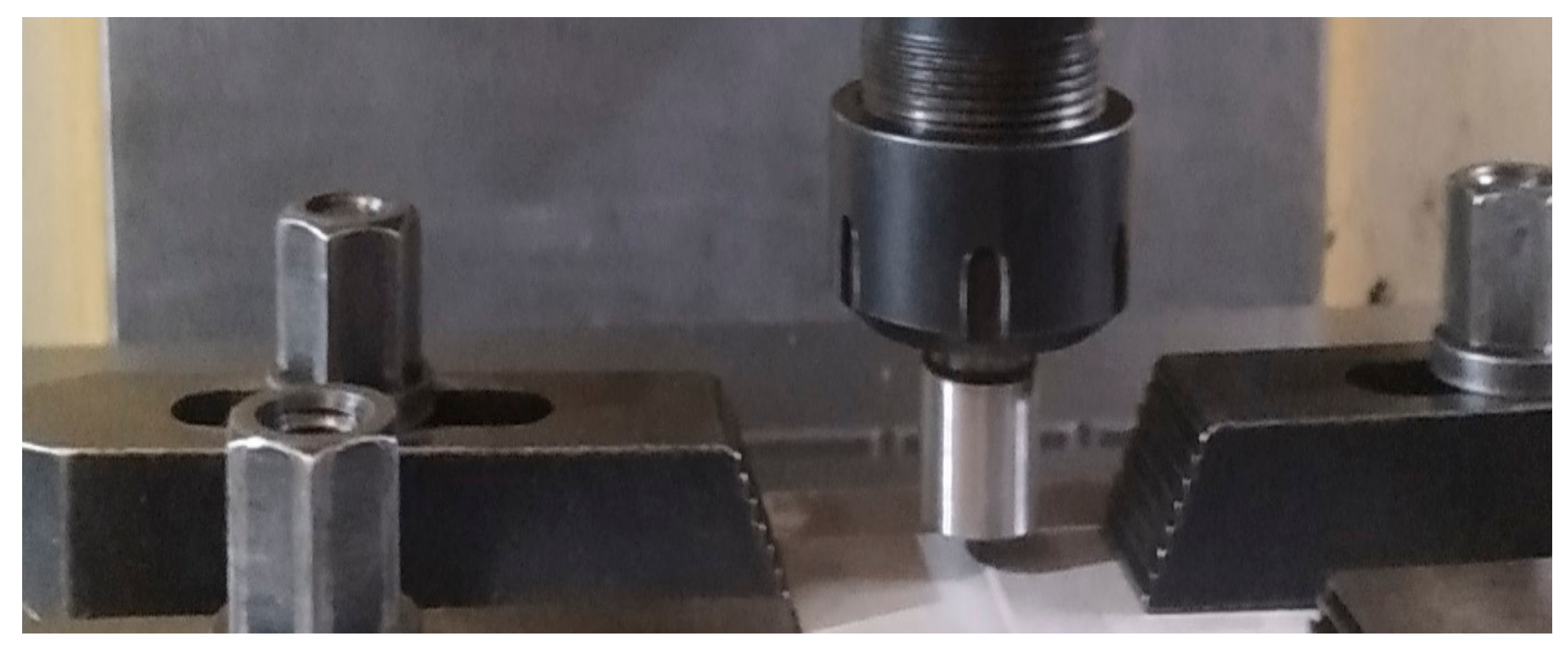
2. Materials and Methods
3. Investigation of Mechanical Properties
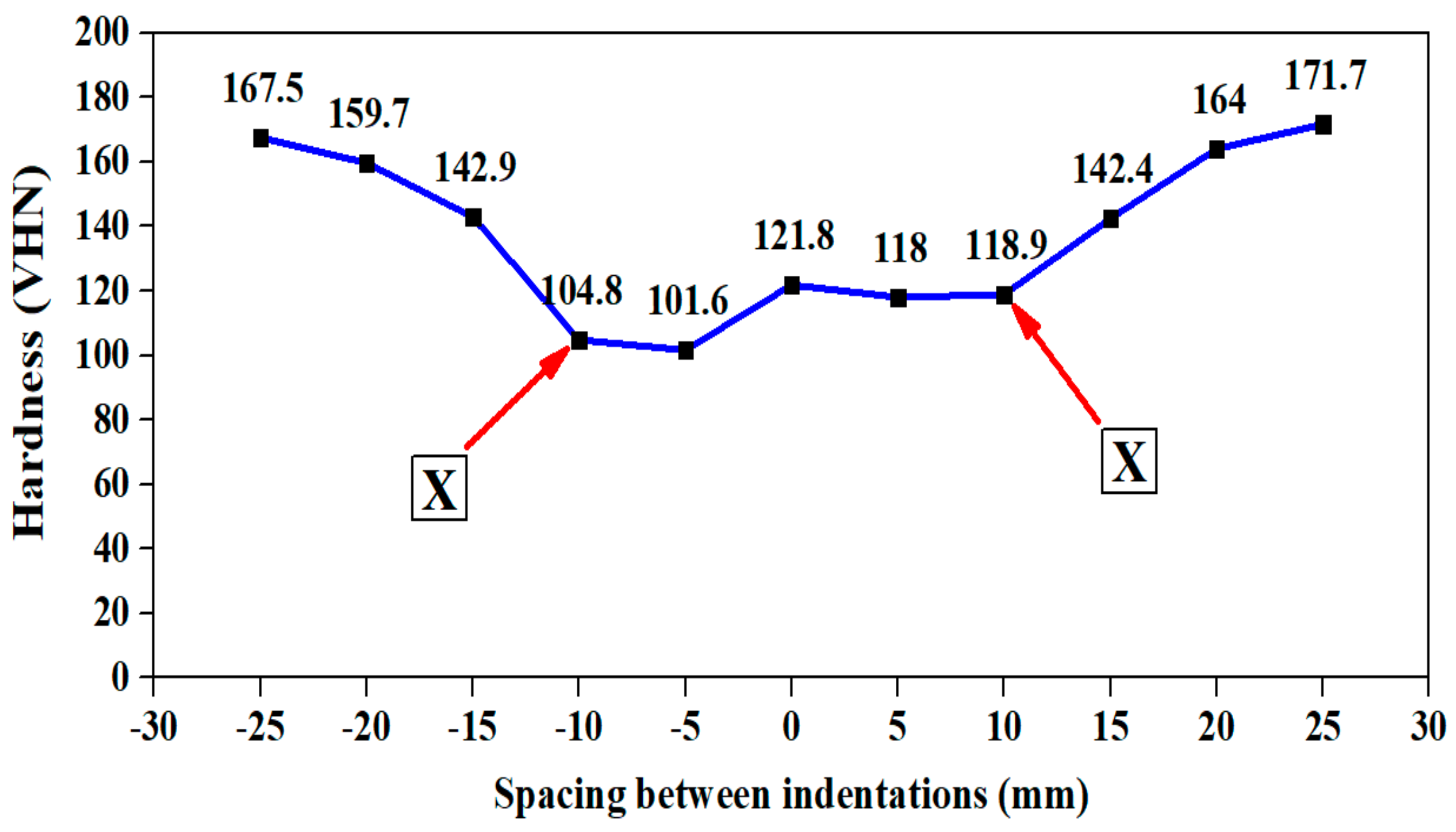
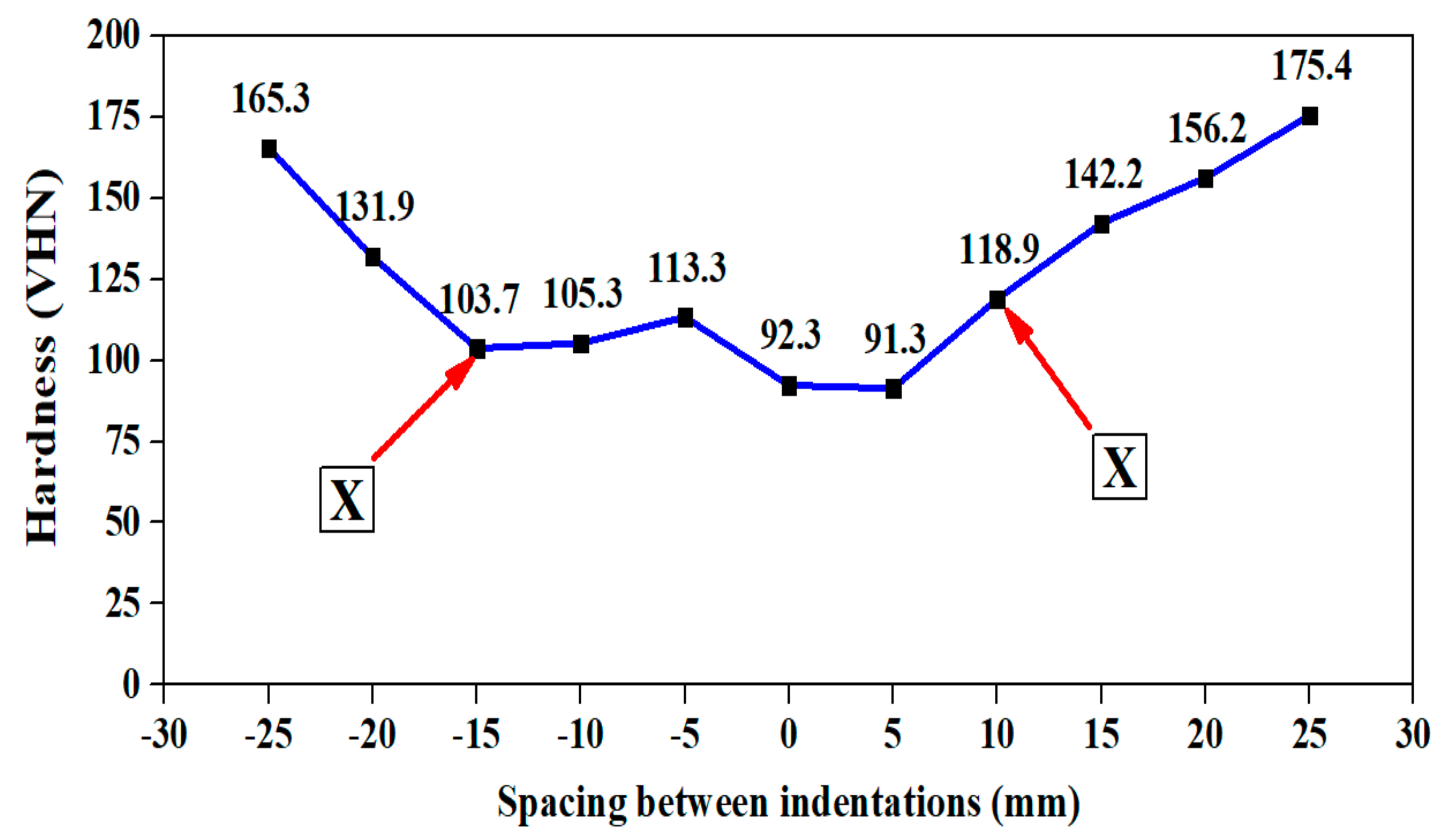
3.1. Analysis on Hardness of the Weld
3.2. Corrosion Analysis
4. X-ray Diffraction Analysis on Corroded Specimens
Effect of Corrosion on Surface Roughness and Hardness of the Joint
5. Conclusions
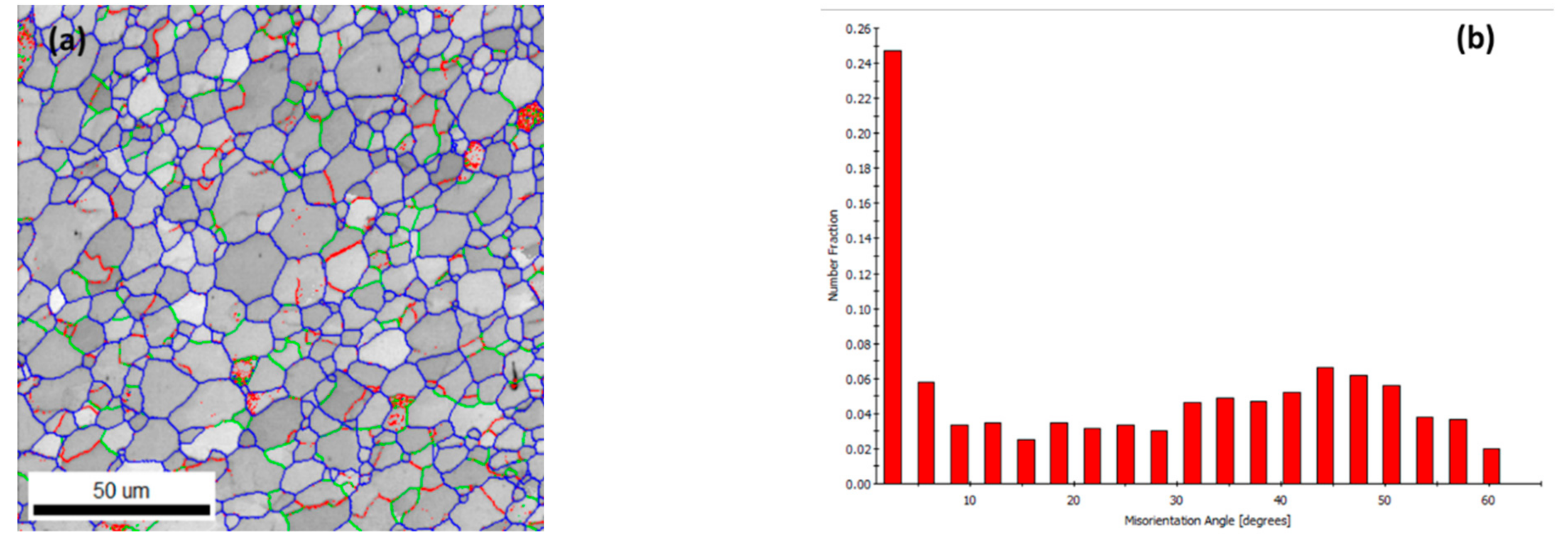
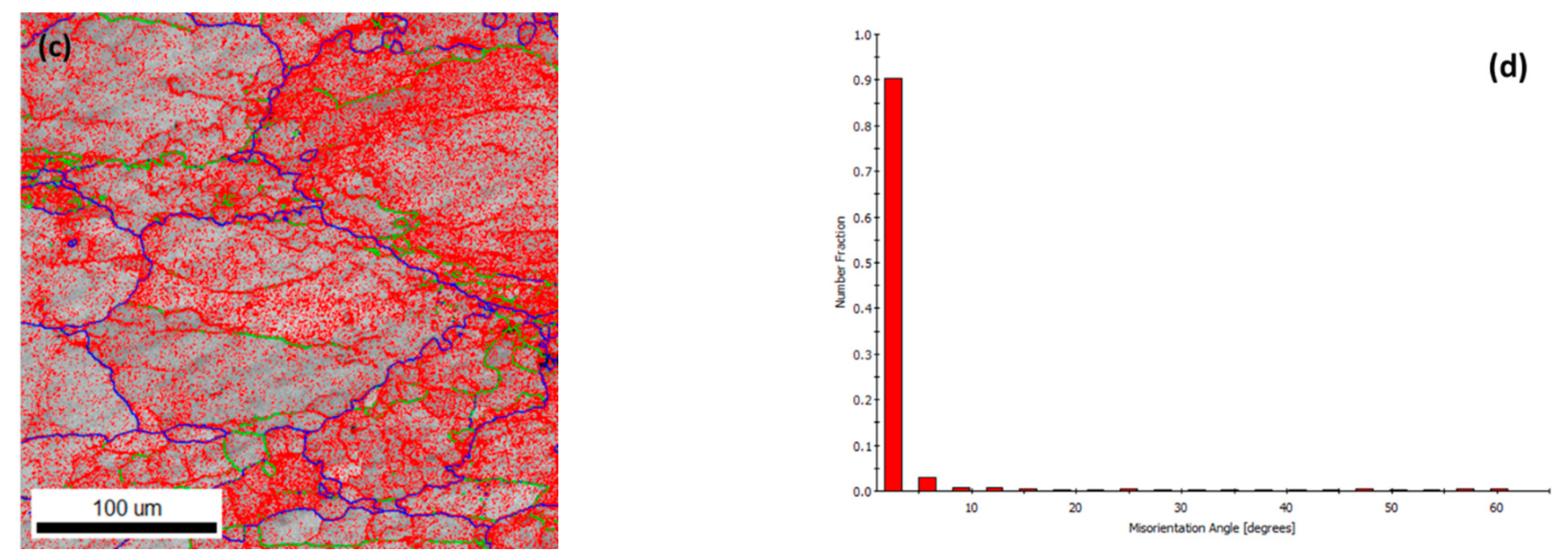
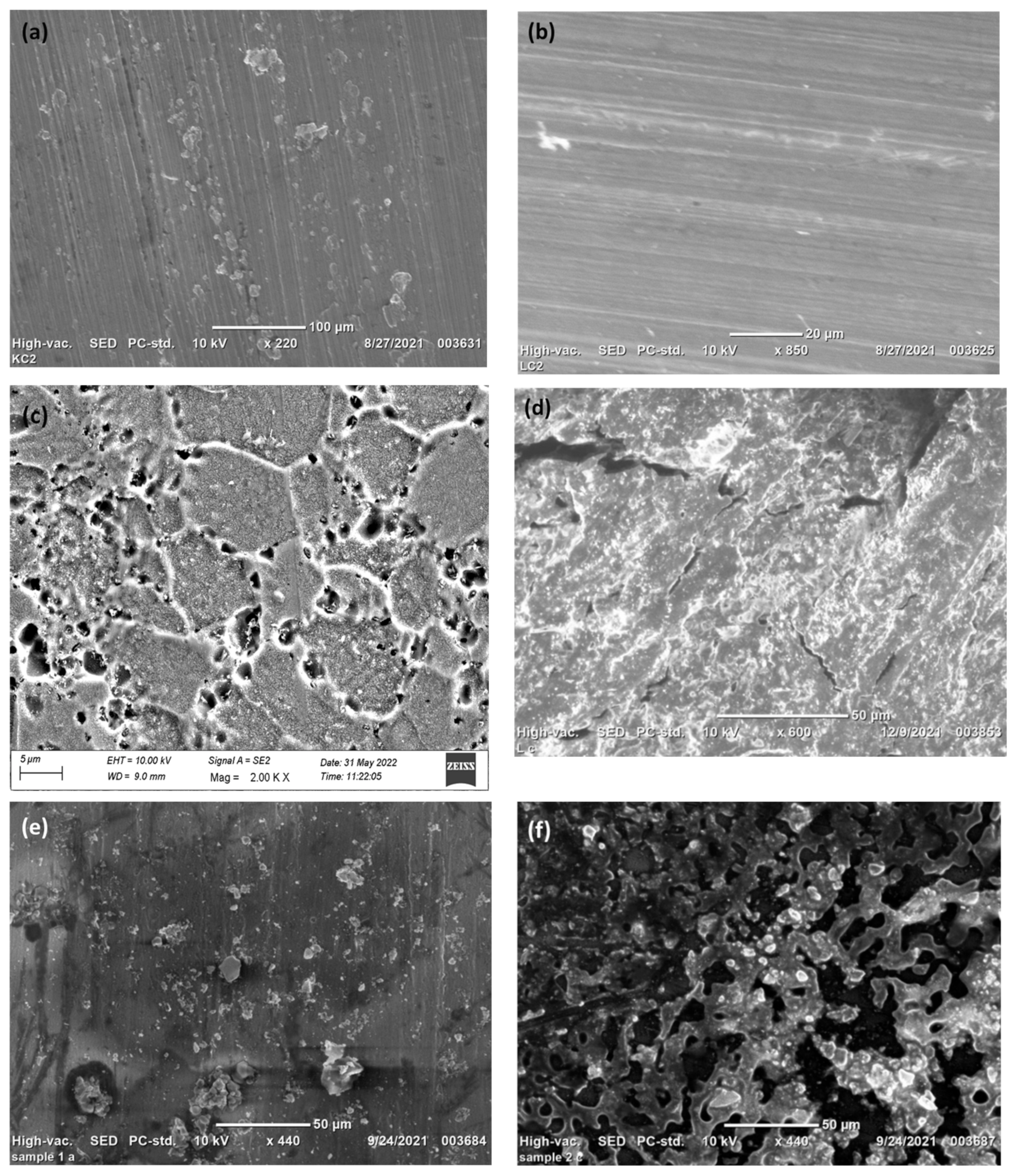
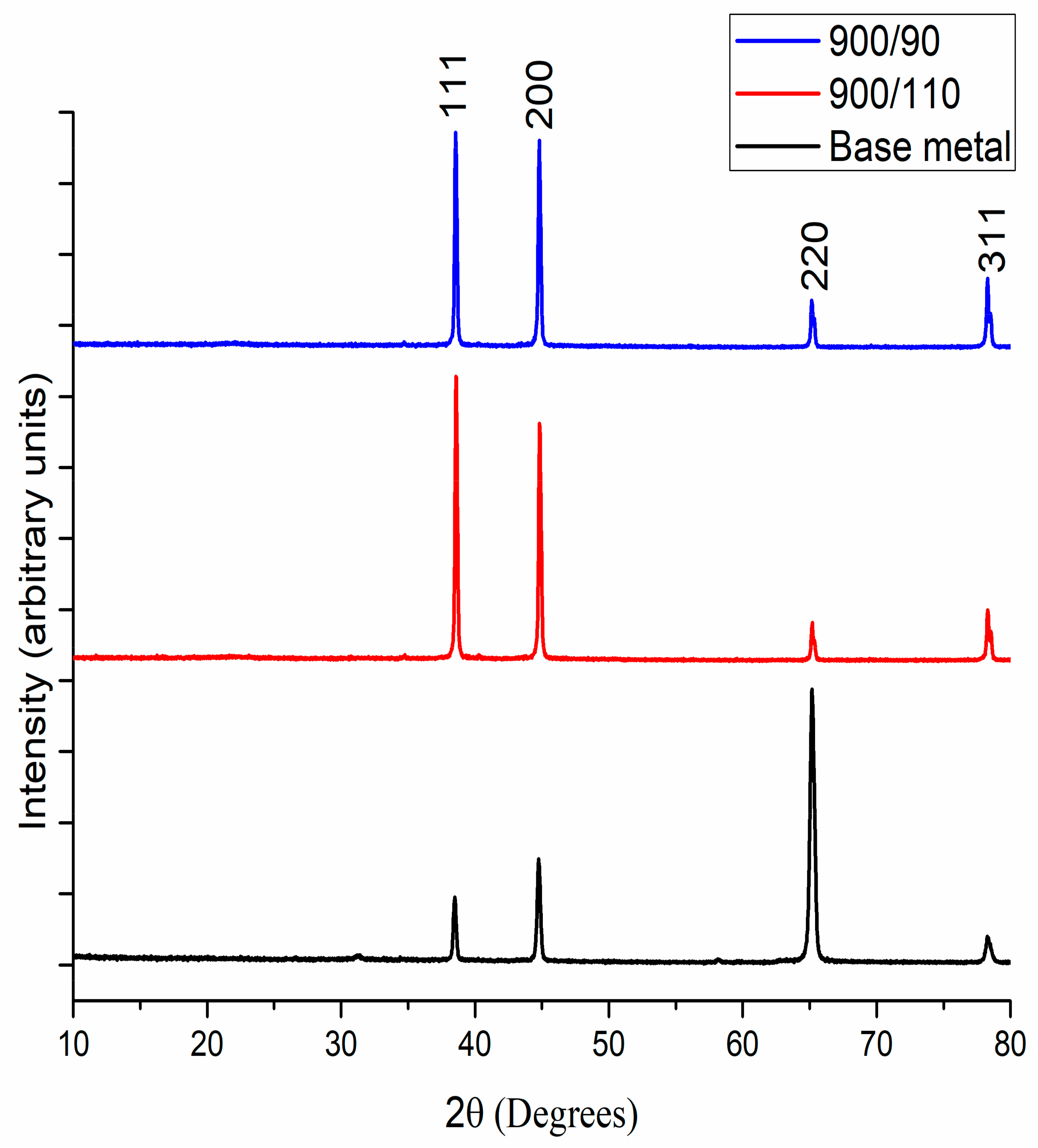
- The recrystallization behavior, grain boundary strengthening and precipitate formation in the grain boundaries were observed in the stir zone of the weld joint.
- The hardness variation in the weld stir zone was analyzed before and after corrosion and minor change in the hardness is noticed after corrosion. The hardness before corrosion for the 900-90 joint is 73.3% of the base metal and 54.5% of the base metal for 900-110 joint. The hardness increase has been observed after corrosion which was 2.79% for 900-90 joint and 27.3% for 900-110. This hardness variation is the indication of evolution of Al-Cu precipitates in the grain and in the grain boundaries.
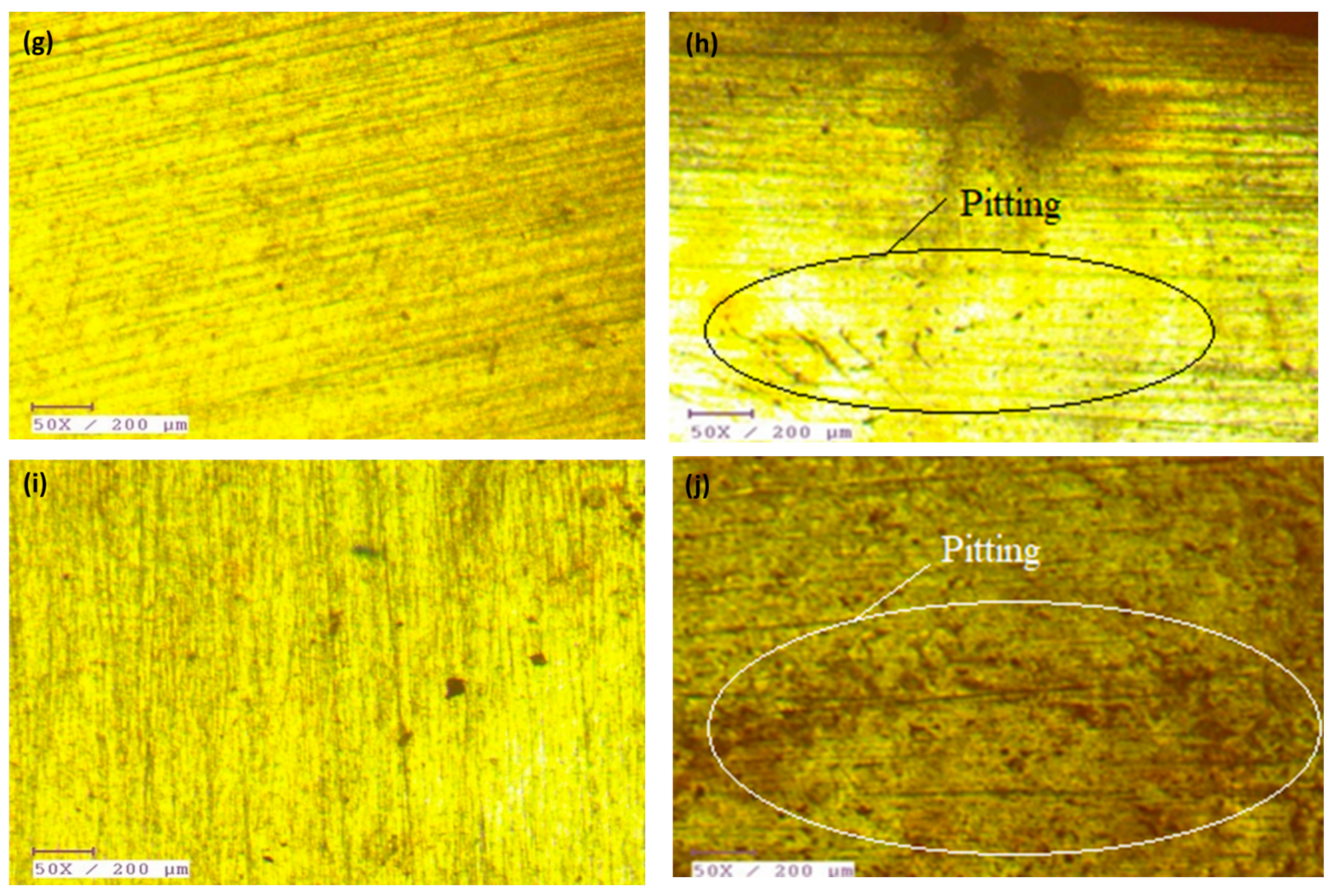
- Corrosion analysis has been performed and found that higher density of pits was formed in the 900-110 joint than in the 900-90 joint which is due to the presence of increased wt.% of Cu in 900-110 joint and hydroxides formed during corrosion mechanism. The mass loss % per year is 0.2% for 900-90 joint and 0.8% for 900-110 joint. This confirms the fact that more no. of Cu containing precipitates were formed in 900-110 joint.
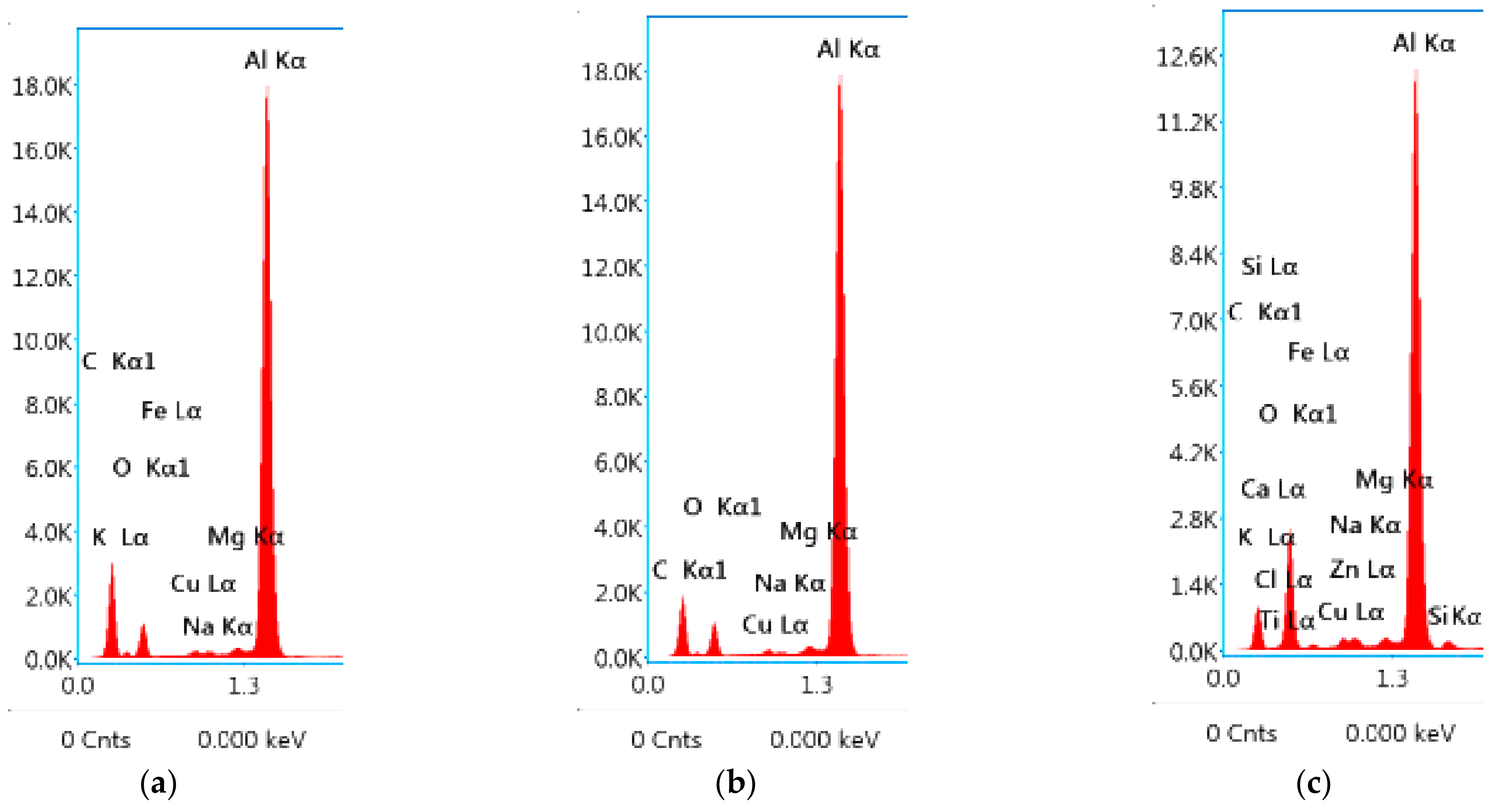
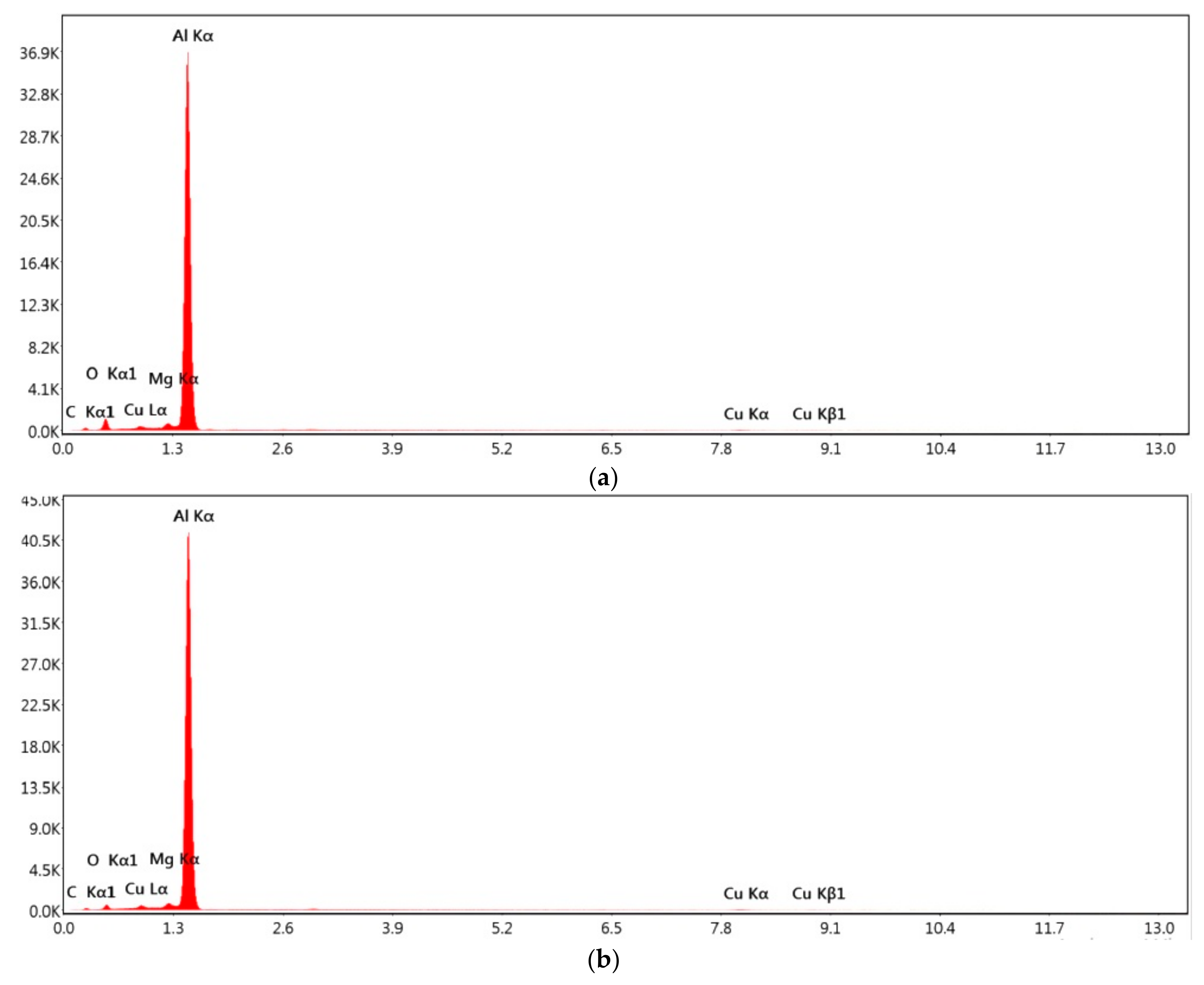
- From EDS spectrum before corrosion and after corrosion, it was observed that the alloying elements Al, Cu, Mg, Fe contributed to corrosion behavior.
- Surface roughness analysis has been carried out to analyze the irregularity in the surface after corrosion and found that the surface roughness values escalated to 24.5% and 116% for 900-90 and 900-110 joints after corrosion.
- The traverse speed variation had led to severe corrosion which further led to the deviation in the surface roughness and also hardness of the weld joint. The underlying phenomenon for all these variations was precipitate formation and grain boundary strengthening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Raheja, G.S.; Singh, S.; Prakash, C. Processing and characterization of Al5086-Gr-SiC hybrid surface composite using friction stir technique. Mater. Today Proc. 2020, 28, 1350–1354. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Kumar, R. On the mechanical characteristics of friction stir welded dissimilar polymers: Statistical analysis of the processing parameters and morphological investigations of the weld joint. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 154. [Google Scholar] [CrossRef]
- Singh, R.K.R.; Sharma, C.; Dwivedi, D.K.; Mehta, N.K.; Kumar, P. The microstructure and mechanical properties of friction stir welded Al-Zn-Mg alloy in as welded and heat treated conditions. Mater. Des. 2011, 32, 682–687. [Google Scholar] [CrossRef]
- Devanathan, C.; Babu, A.S. Friction Stir Welding of Metal Matrix Composite Using Coated Tool. Procedia Mater. Sci. 2014, 6, 1470–1475. [Google Scholar] [CrossRef] [Green Version]
- Attallah, M.M.; Salem, H.G. Friction stir welding parameters: A tool for controlling abnormal grain growth during subsequent heat treatment. Mater. Sci. Eng. A 2005, 391, 51–59. [Google Scholar] [CrossRef]
- Mao, Y.; Ke, L.; Chen, Y.; Liu, F.; Xing, L. Inhomogeneity of microstructure and mechanical properties in the nugget of friction stir welded thick 7075 aluminum alloy joints. J. Mater. Sci. Technol. 2018, 34, 228–236. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Loder, B.; Safyari, M.; Willidal, T.; Hojo, T.; Mori, G. Hydrogen trapping and desorption affected by ferrite grain boundary types in shielded metal and flux-cored arc weldments with Ni addition. Int. J. Hydrogen Energy 2022, 47, 20676–20683. [Google Scholar] [CrossRef]
- Liu, F.J.; Fu, L.; Chen, H.Y. Microstructure evolution and fracture behaviour of friction stir welded 6061-T6 thin plate joints under high rotational speed. Sci. Technol. Weld. Join. 2018, 23, 333–343. [Google Scholar] [CrossRef]
- Vijay, S.J.; Murugan, N. Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al-10wt.% TiB2 metal matrix composite. Mater. Des. 2010, 31, 3585–3589. [Google Scholar] [CrossRef]
- Moradi, M.M.; Jamshidi Aval, H.; Jamaati, R.; Amirkhanlou, S.; Ji, S. Microstructure and texture evolution of friction stir welded dissimilar aluminum alloys: AA2024 and AA6061. J. Manuf. Process. 2018, 32, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Gopkalo, O.; Liu, X.; Long, F.; Booth, M.; Gerlich, A.P.; Diak, B.J. Non-isothermal thermal cycle process model for predicting post-weld hardness in friction stir welding of dissimilar age-hardenable aluminum alloys. Mater. Sci. Eng. A 2019, 754, 205–215. [Google Scholar] [CrossRef]
- Safarbali, B.; Shamanian, M.; Eslami, A. Effect of post-weld heat treatment on joint properties of dissimilar friction stir welded 2024-T4 and 7075-T6 aluminum alloys. Trans. Nonferrous Met. Soc. China 2018, 28, 1287–1297. [Google Scholar] [CrossRef]
- Salih, O.S.; Neate, N.; Ou, H.; Sun, W. Influence of process parameters on the microstructural evolution and mechanical characterisations of friction stir welded Al-Mg-Si alloy. J. Mater. Process. Technol. 2020, 275, 116366. [Google Scholar] [CrossRef]
- Kumar, P.V.; Reddy, G.M.; Rao, K.S. ScienceDirect Microstructure and pitting corrosion of armor grade AA7075 aluminum alloy friction stir weld nugget zone e Effect of post weld heat treatment and addition of boron carbide. Def. Technol. 2015, 11, 166–173. [Google Scholar] [CrossRef] [Green Version]
- Naumov, A.A.; Isupov, F.Y.; Golubev, Y.A.; Morozova, Y.N. Effect of the Temperature of Friction Stir Welding on the Microstructure and Mechanical Properties of Welded Joints of an Al–Cu–Mg Alloy. Met. Sci. Heat Treat. 2019, 60, 695–700. [Google Scholar] [CrossRef]
- El Mouhri, S.; Essoussi, H.; Ettaqi, S.; Benayoun, S. Relationship between Microstructure, Residual Stress and Thermal Aspect in Friction Stir Welding of Aluminum AA1050. Procedia Manuf. 2019, 32, 889–894. [Google Scholar] [CrossRef]
- Fahimpour, V.; Sadrnezhaad, S.K.; Karimzadeh, F. Corrosion behavior of aluminum 6061 alloy joined by friction stir welding and gas tungsten arc welding methods. Mater. Des. 2012, 39, 329–333. [Google Scholar] [CrossRef]
- Balaji Naik, D.; Venkata Rao, C.H.; Srinivasa Rao, K.; Madhusudan Reddy, G.; Rambabu, G. Optimization of friction stir welding parameters to improve corrosion resistance and hardness of AA2219 aluminum alloy welds. Mater. Today Proc. 2019, 15, 76–83. [Google Scholar] [CrossRef]
- Sinhmar, S.; Dwivedi, D.K. A study on corrosion behavior of friction stir welded and tungsten inert gas welded AA2014 aluminium alloy. Corros. Sci. 2018, 133, 25–35. [Google Scholar] [CrossRef]
- Meng, Q.; Liu, Y.; Kang, J.; Fu, R.D.; Guo, X.Y.; LI, Y.J. Effect of precipitate evolution on corrosion behavior of friction stir welded joints of AA2060-T8 alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 701–709. [Google Scholar] [CrossRef]
- Gharavi, F.; Amin, K.; Yunus, R. Corrosion behavior of Al6061 alloy weldment. Integr. Med. Res. 2015, 4, 314–322. [Google Scholar]
- Baiyao, H.; Hua, Z.; Fuad, K. Mechanical behavior associated with metallurgical aspects of friction stir welded Al-Li alloy exposed to exfoliation corrosion test. Mater. Res. Express 2020, 7, 066502. [Google Scholar] [CrossRef]
- Uddin, M.; Basak, A.; Pramanik, A.; Singh, S.; Krolczyk, G.M.; Prakash, C. Evaluating hole quality in drilling of Al 6061 alloys. Materials 2018, 11, 2443. [Google Scholar] [CrossRef] [Green Version]
- Basak, A.K.; Pramanik, A.; Prakash, C. Deformation and strengthening of SiC reinforced Al-MMCs during in-situ micro-pillar compression. Mater. Sci. Eng. A 2019, 763, 138141. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Gupta, M.K.; Mia, M.; Królczyk, G.; Khanna, N. Synthesis, characterization, corrosion resistance and in-vitro bioactivity behavior of biodegradable Mg–Zn–Mn–(Si–HA) composite for orthopaedic applications. Materials 2018, 11, 1602. [Google Scholar] [CrossRef] [Green Version]
- Prakash, C.; Singh, S.; Pabla, B.S.; Sidhu, S.S.; Uddin, M.S. Bio-inspired low elastic biodegradable Mg-Zn-Mn-Si-HA alloy fabricated by spark plasma sintering. Mater. Manuf. Processes 2019, 34, 357–368. [Google Scholar] [CrossRef]
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. Powder mixed electric discharge machining: An innovative surface modification technique to enhance fatigue performance and bioactivity of β-Ti implant for orthopedics application. J. Comput. Inf. Sci. Eng. 2016, 16, 041106. [Google Scholar] [CrossRef]
- Shanmugavel, R.; Chinthakndi, N.; Selvam, M.; Madasamy, N.; Shanmugakani, S.K.; Nair, A.; Prakash, C.; Buddhi, D.; Dixit, S. Al-Mg-MoS2 Reinforced Metal Matrix Composites: Machinability Characteristics. Materials 2022, 15, 4548. [Google Scholar] [CrossRef] [PubMed]
- Das, L.; Nayak, R.; Saxena, K.K.; Nanda, J.; Jena, S.P.; Behera, A.; Sehgal, S.; Prakash, C.; Dixit, S.; Abdul-Zahra, D.S. Determination of Optimum Machining Parameters for Face Milling Process of Ti6A14V Metal Matrix Composite. Materials 2022, 15, 4765. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sl. No. | Rotating Speed | Traverse Speed | Description of Joint |
|---|---|---|---|
| 1. | 900 RPM | 90 mm/min. | 900-90 |
| 2. | 900 RPM | 110 mm/min. | 900-110 |
| Elements | Al | Li | Cu | Mg | Si | Zr | Cr | Mn | Ti |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 95.2 | 2.35 | 1.29 | 0.88 | 0.04 | 0.11 | 0.0004 | 0.004 | 0.0.038 |
| Elements | Fe | Cr | Mo | Si | V | C | Ni | Cu | Mn |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 90 | 5 | 1.7 | 1 | 1 | 0.37 | 0.3 | 0.25 | 0.4 |
| Sl. No. | Description | Spacing mm | Side | Hardness Difference, VHN | Remarks | Reference |
|---|---|---|---|---|---|---|
| 1. | Hardness profile for 900-90 joint | Between 10 mm and 15 mm | AS | 38.1 | The slope increases from 10 mm | Figure 3 |
| 2. | Hardness profile for 900-90 joint | Between 10 mm and 15 mm | RS | 23.5 | The slope increases from 10 mm | Figure 3 |
| 3. | Hardness profile for 900-110 joint | Between 15 mm and 20 mm | AS | 28.2 | The slope increases from 15 mm (Deviation observed) | Figure 4 |
| 4. | Hardness profile for 900-110 joint | Between 10 mm and 15 mm | RS | 23.3 | The slope increases from 10 mm. | Figure 4 |
| Sl. No. | Joint Description | Al (wt.%) | Cu (wt.%) | Mg (wt.%) | Fe (wt.%) |
|---|---|---|---|---|---|
| 1. | Base metal | 40.1 | 0.7 | 0.9 | 0.5 |
| 2. | 900-90 Joint | 47.1 | 0.9 | 1.1 | - |
| 3. | 900-110 Joint | 42.5 | 1.8 | 1.1 | 2.5 |
| Sl. No. | Joint Description | Al (wt.%) | Cu (wt.%) | Mg (wt.%) |
|---|---|---|---|---|
| 1. | 900-90 | 84.9 | 1.1 | 2.0 |
| 2. | 900-110 | 88.3 | 1.5 | 2.0 |
| Alloy | Cu | Mg | Li | Cu/Mg |
|---|---|---|---|---|
| AA8090 | 1.4 | 0.8 | 2.3 | 1.75 |
| Sl. No. | Joint Desc. | Ra before Corrosion (µm) | Ra after Corrosion (µm) | Hardness before Corrosion (VHN) | Hardness after Corrosion (VHN) |
|---|---|---|---|---|---|
| 1. | 900-90 | 4.067 | 5.064 | 121.8 | 125.2 |
| 2. | 900-110 | 0.566 | 1.223 | 92.3 | 117.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shyamlal, C.; Shanmugavel, R.; Jappes, J.T.W.; Nair, A.; Ravichandran, M.; Abuthakeer, S.S.; Prakash, C.; Dixit, S.; Vatin, N.I. Corrosion Behavior of Friction Stir Welded AA8090-T87 Aluminum Alloy. Materials 2022, 15, 5165. https://doi.org/10.3390/ma15155165
Shyamlal C, Shanmugavel R, Jappes JTW, Nair A, Ravichandran M, Abuthakeer SS, Prakash C, Dixit S, Vatin NI. Corrosion Behavior of Friction Stir Welded AA8090-T87 Aluminum Alloy. Materials. 2022; 15(15):5165. https://doi.org/10.3390/ma15155165
Chicago/Turabian StyleShyamlal, Chandrasekaran, Rajesh Shanmugavel, J. T. Winowlin Jappes, Anish Nair, M. Ravichandran, S. Syath Abuthakeer, Chander Prakash, Saurav Dixit, and N. I. Vatin. 2022. "Corrosion Behavior of Friction Stir Welded AA8090-T87 Aluminum Alloy" Materials 15, no. 15: 5165. https://doi.org/10.3390/ma15155165