
Microstructure and Mechanical Properties Analysis of Al/Cu Dissimilar Alloys Joining by Using Conventional and Bobbin Tool Friction Stir Welding

 , ,
, ,  , ,
, ,  and
and 
Abstract
:1. Introduction
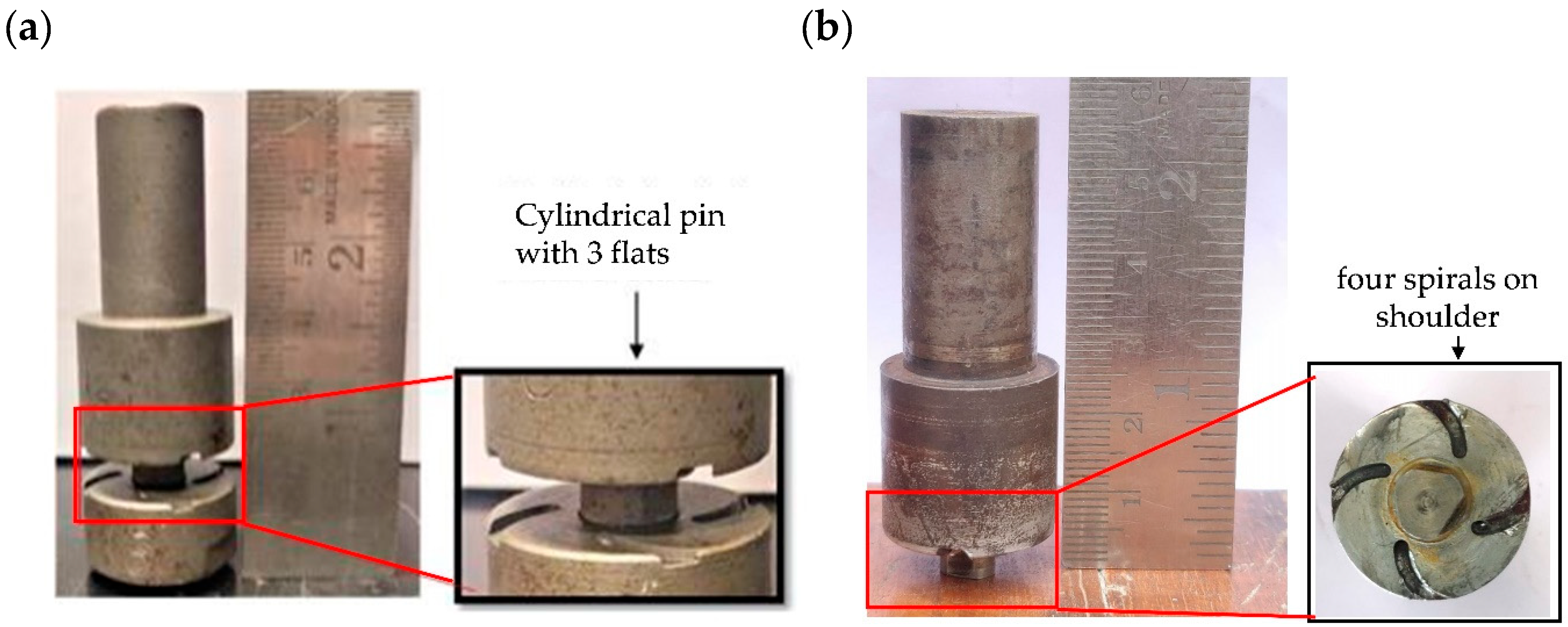
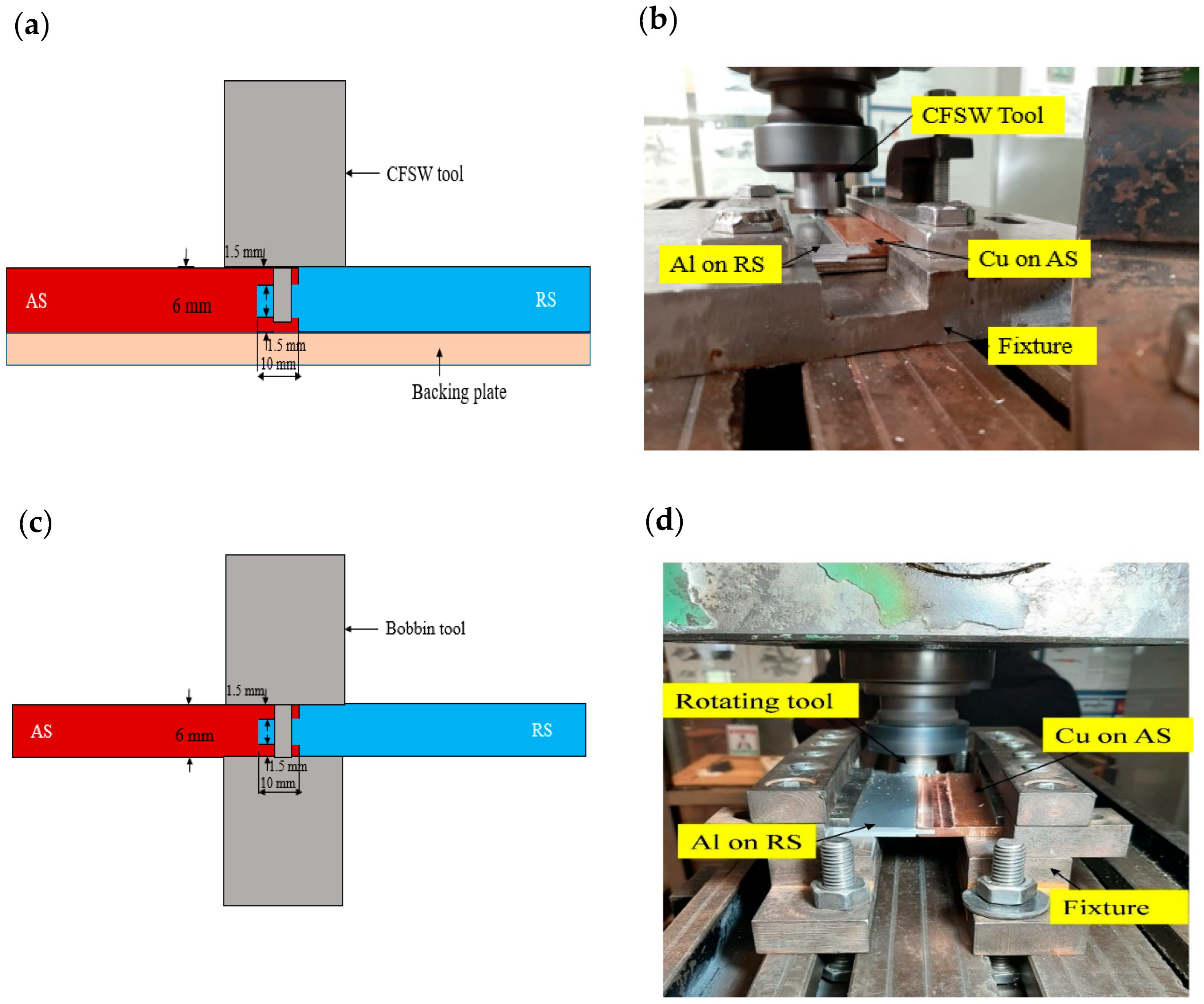
2. Experimental Methodology
3. Results and Discussion
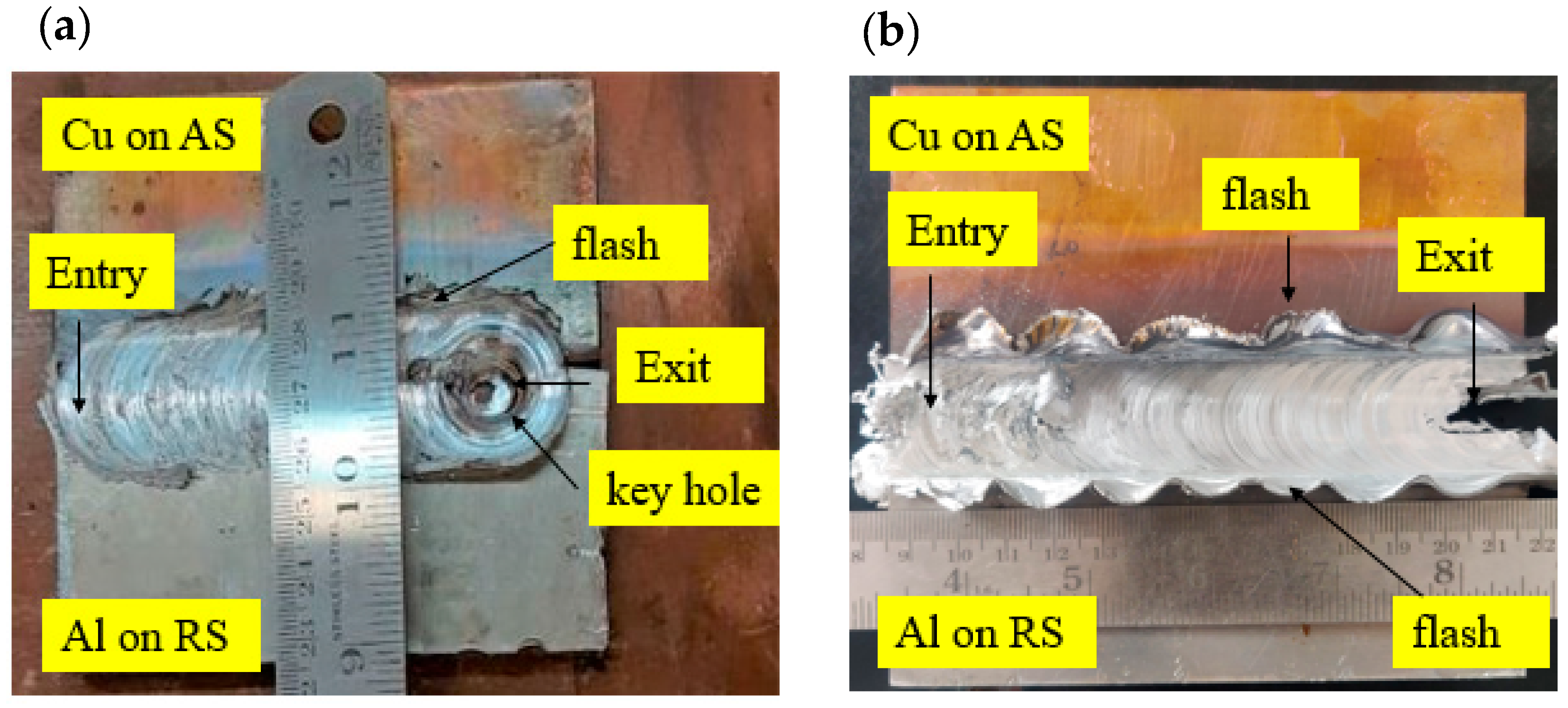
3.1. Surface Appearance of the Joints
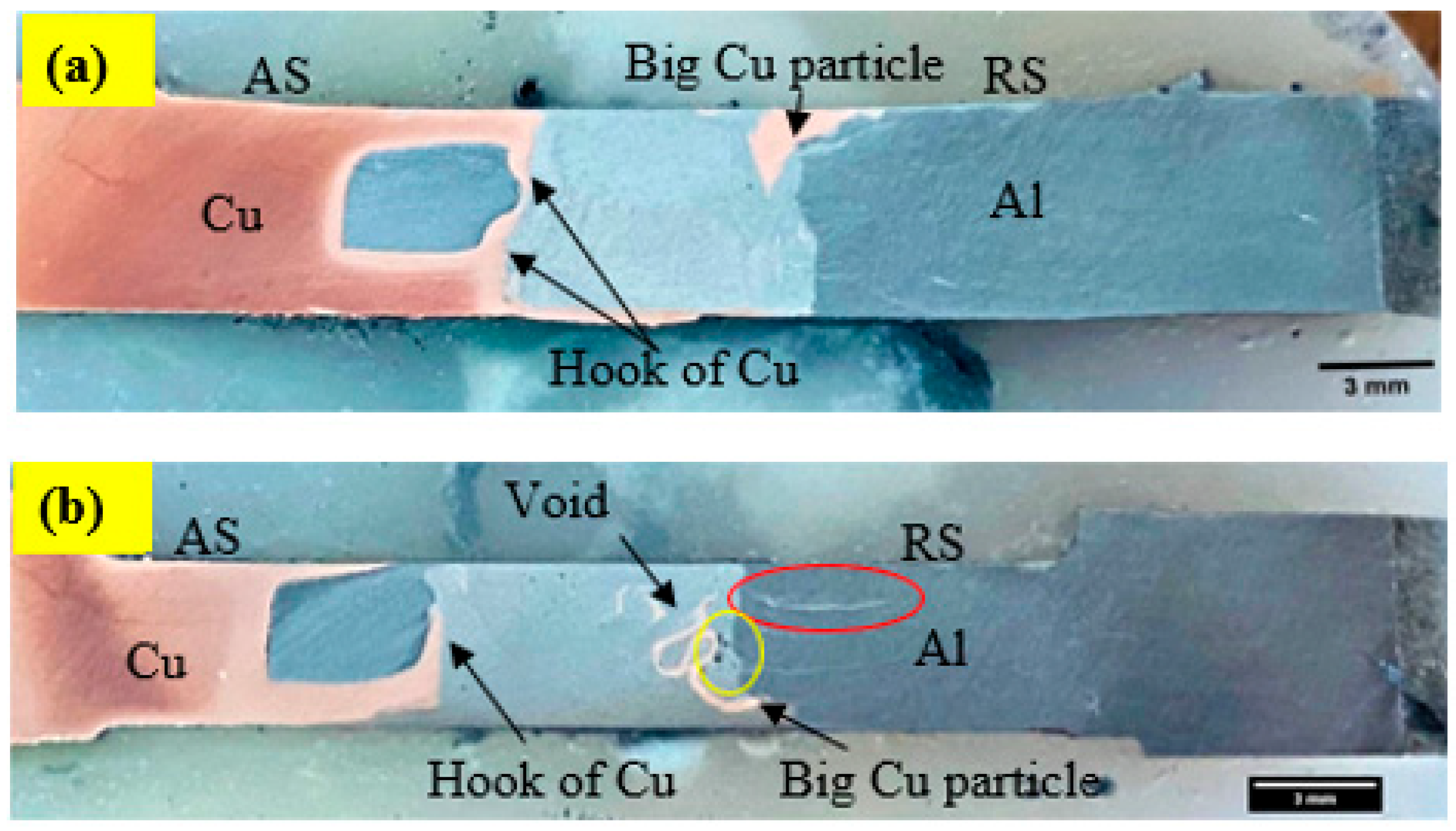
3.2. Macrostructure Observations
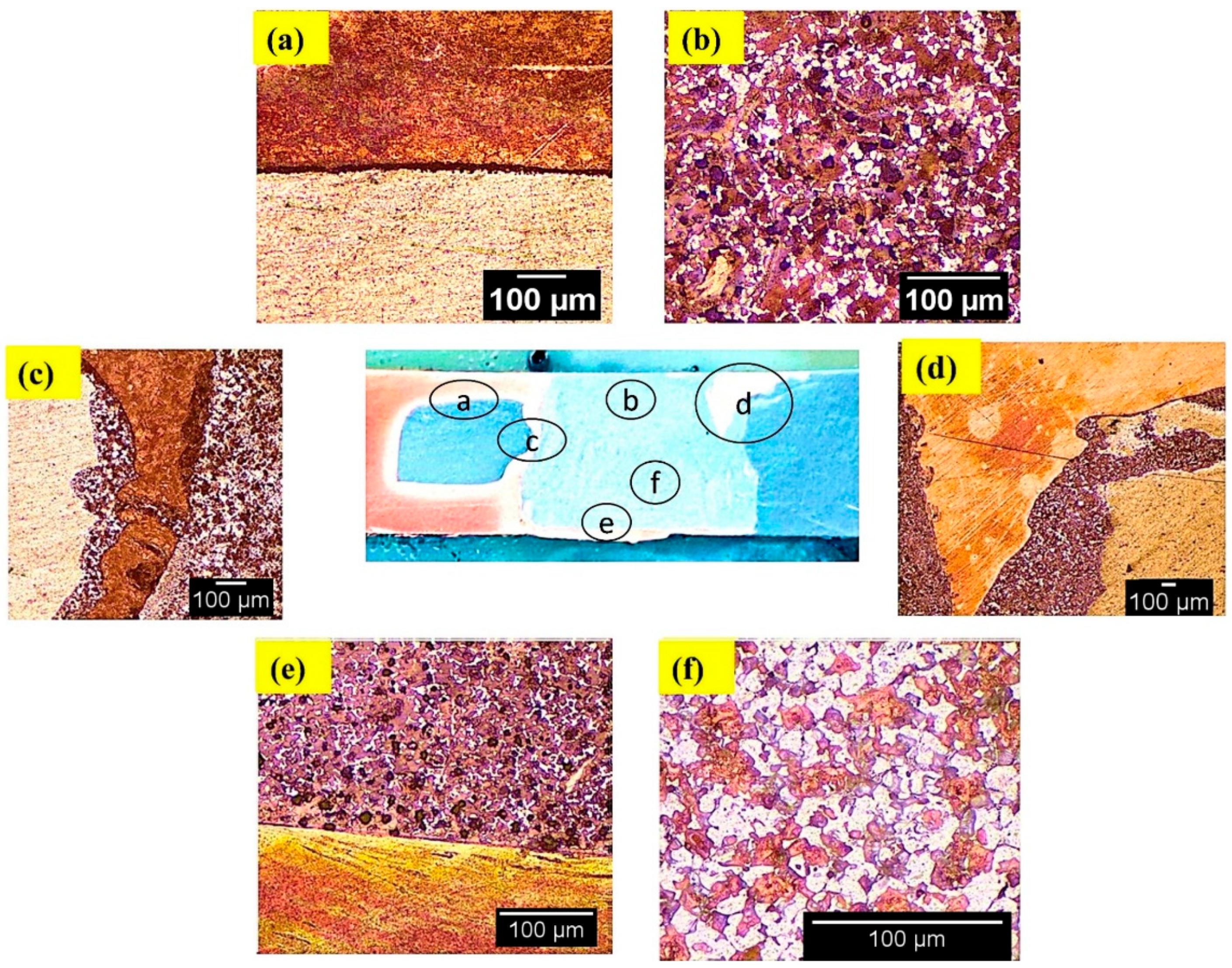
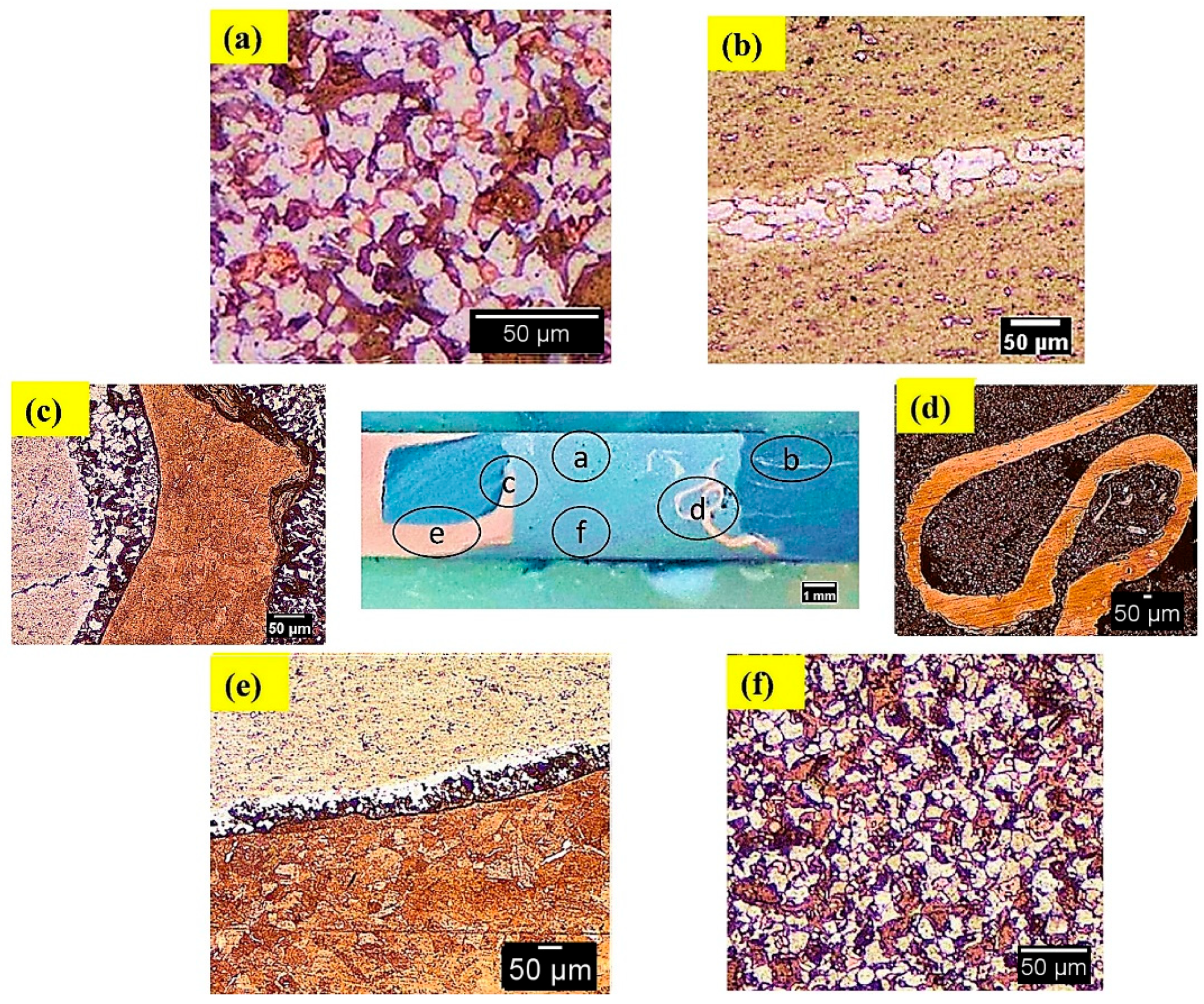
3.3. Microstructure Observations
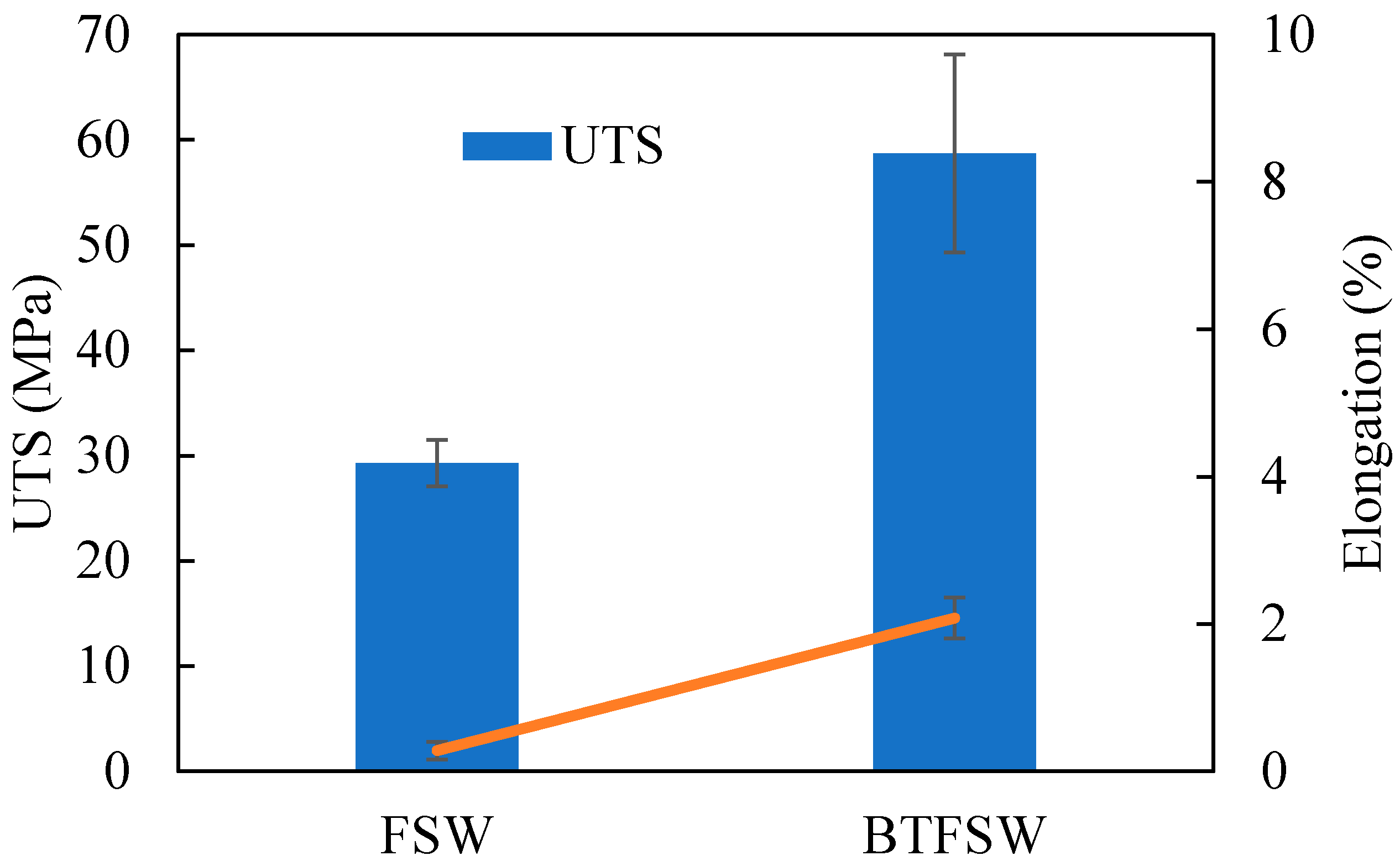
3.4. Tensile Properties
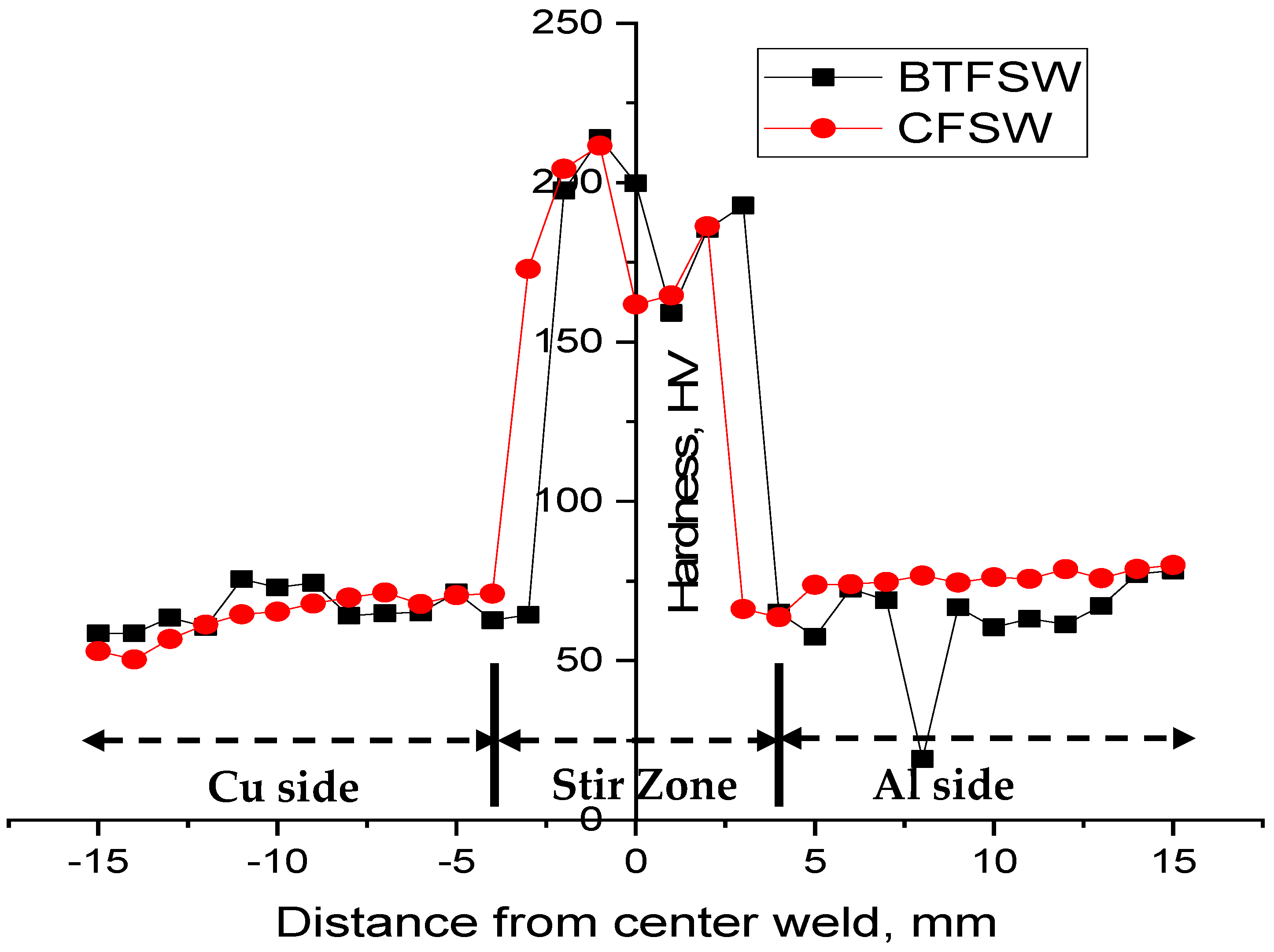
3.5. Microhardness Observations
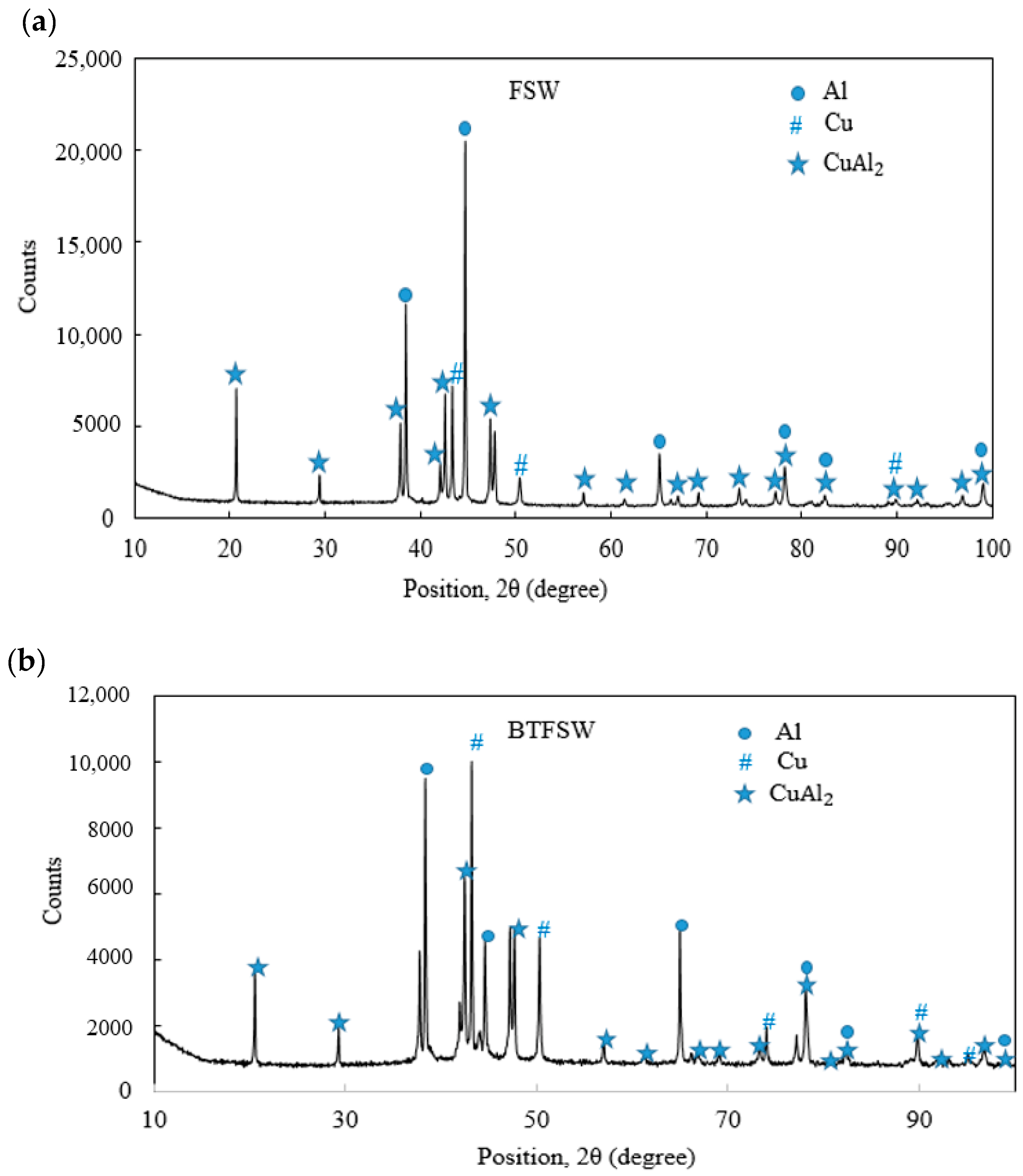
3.6. XRD Analysis
3.7. Fractography
4. Scope for Future Work
5. Conclusions
- The research on dissimilar Al/Cu joining by using slot-groove configuration demonstrated that some of the fine copper particles dispersed at the top surface of the aluminium. The voids were present at the intersection of SZ and TMAZ on RS for both the joints.
- Maximum hardness values of 214 HV and 211 HV were recorded at the stir zone for BTFSW and CFSW, respectively. The increased hardness value in SZ against the base metals was credited to the newly formed hard IMCs and fine-grain microstructure.
- XRD analysis of both the samples revealed the presence of Cu2Al IMC in the stir zone of CFSW and BTFSW joints.
- All specimens had a brittle fracture, and the specimens fractured mostly at the intersection of SZ and TMAZ on the Cu side.
- The results of the presented investigation will help explore the wide advantages of the bobbin tool technique in joining dissimilar materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Honarpisheh, M.; Asemabadi, M.; Sedighi, M. Investigation of annealing treatment on the interfacial properties of explosive-welded Al/Cu/Al multilayer. Mater. Des. 2012, 37, 122–127. [Google Scholar] [CrossRef]
- Sahu, P.K.; Pal, S.; Pal, S.K.; Jain, R. Influence of plate position, tool offset and tool rotational speed on mechanical properties and microstructures of dissimilar Al/Cu friction stir welding joints. J. Mater. Process. Technol. 2016, 235, 55–67. [Google Scholar] [CrossRef]
- Mao, Y.; Ni, Y.; Xiao, X.; Qin, D.; Fu, L. Microstructural characterization and mechanical properties of micro friction stir welded dissimilar Al/Cu ultra-thin sheets. J. Manuf. Process. 2020, 60, 356–365. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V. Hybrid self-reacting friction stir welding of AA 6061-T6 aluminium alloy with cooling assisted approach. Metals 2020, 11, 16. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Evaluation of dynamic development of grain structure during friction stir welding of pure copper using a quasi in situ method. J. Mater. Sci. Technol. 2019, 35, 1412–1421. [Google Scholar] [CrossRef]
- Shen, Z.; Li, W.Y.; Ding, Y.; Hou, W.; Liu, X.C.; Guo, W.; Chen, H.Y.; Liu, X.; Yang, J.; Gerlich, A.P. Material flow during refill friction stir spot welded dissimilar Al alloys using a grooved tool. J. Manuf. Process. 2020, 49, 260–270. [Google Scholar] [CrossRef]
- Muthu, M.F.X.; Jayabalan, V. Tool travel speed effects on the microstructure of friction stir welded aluminum–copper joints. J. Mater. Process. Technol. 2020, 217, 105–113. [Google Scholar] [CrossRef]
- Shankar, S.; Vilaça, P.; Dash, P.; Chattopadhyaya, S.; Hloch, S. Joint strength evaluation of friction stir welded Al-Cu dissimilar alloys. Measurement 2019, 146, 892–902. [Google Scholar] [CrossRef]
- Khajeh, R.; Jafarian, H.R.; Seyedein, S.H.; Jabraeili, R.; Eivani, A.R.; Park, N.; Kim, Y.; Heidarzadeh, A. Microstructure, mechanical and electrical properties of dissimilar friction stir welded 2024 aluminum alloy and copper joints. J. Mater. Res. Technol. 2021, 14, 1945–1957. [Google Scholar] [CrossRef]
- Hou, W.; Shah, L.H.A.; Huang, G.; Shen, Y.; Gerlich, A. The role of tool offset on the microstructure and mechanical properties of Al/Cu friction stir welded joints. J. Alloys Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Zhang, Q.Z.; Gong, W.B.; Wei, L.I.U. Microstructure and mechanical properties of dissimilar Al–Cu joints by friction stir welding. Trans. Nonferrous Met. Soc. China 2015, 25, 1779–1786. [Google Scholar] [CrossRef]
- Mahdianikhotbesara, A.; Sehhat, M.H.; Hadad, M. Experimental study on micro-friction stir welding of dissimilar butt joints between Al 1050 and pure copper. Metallogr. Microstruct. Anal. 2021, 10, 458–473. [Google Scholar] [CrossRef]
- Eslami, N.; Hischer, Y.; Harms, A.; Lauterbach, D.; Böhm, S. Optimization of process parameters for friction stir welding of aluminum and copper using the taguchi method. Metals 2019, 9, 63. [Google Scholar] [CrossRef] [Green Version]
- Sahu, P.K.; Kumari, K.; Pal, S.; Pal, S.K. Hybrid fuzzy-grey-Taguchi based multi weld quality optimization of Al/Cu dissimilar friction stir welded joints. Adv. Manuf. 2016, 4, 237–247. [Google Scholar] [CrossRef]
- Sahu, P.K.; Pal, S.; Pal, S.K. Al/Cu dissimilar friction stir welding with Ni, Ti, and Zn foil as the interlayer for flow control, enhancing mechanical and metallurgical properties. Metall. Mater. Trans. A 2017, 48, 3300–3317. [Google Scholar] [CrossRef]
- Hou, W.; Oheil, M.; Shen, Z.; Shen, Y.; Jahed, H.; Gerlich, A. Enhanced strength and ductility in dissimilar friction stir butt welded Al/Cu joints by addition of a cold-spray Ni interlayer. J. Manuf. Process. 2020, 60, 573–577. [Google Scholar] [CrossRef]
- Argesi, F.B.; Shamsipur, A.; Mirsalehi, S.E. Preparation of bimetallic nano-composite by dissimilar friction stir welding of copper to aluminum alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1363–1380. [Google Scholar] [CrossRef]
- Zhang, W.; Shen, Y.; Yan, Y.; Guo, R.; Guan, W.; Guo, G. Microstructure characterization and mechanical behavior of dissimilar friction stir welded Al/Cu couple with different joint configurations. Int. J. Adv. Manuf. Technol. 2018, 94, 1021–1030. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V. Bobbin tool friction stir welding: A review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Fuse, K.; Badheka, V.; Patel, V.; Andersson, J. Dual sided composite formation in Al 6061/B4C using novel bobbin tool friction stir processing. J. Mater. Res. Technol. 2021, 13, 1709–1721. [Google Scholar] [CrossRef]
- Wang, G.Q.; Zhao, Y.H.; Tang, Y.Y. Research progress of bobbin tool friction stir welding of aluminum alloys: A review. Acta Metall. Sin. 2020, 33, 13–29. [Google Scholar] [CrossRef] [Green Version]
- Li, W.Y.; Fu, T.; Hütsch, L.; Hilgert, J.; Wang, F.F.; Dos Santos, J.F.; Huber, N. Effects of tool rotational and welding speed on microstructure and mechanical properties of bobbin-tool friction-stir welded Mg AZ31. Mater. Des. 2014, 64, 714–720. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Zhou, L.; Luo, S.; Dong, F.; Guo, N. Microstructure and mechanical properties of bobbin tool friction stir welded ZK60 magnesium alloy. Mater. Sci. Eng. A 2020, 776, 138953. [Google Scholar] [CrossRef]
- Wang, F.F.; Li, W.Y.; Shen, J.; Hu, S.Y.; Dos Santos, J.F. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al–Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef] [Green Version]
- Zhou, L.; Li, G.H.; Zha, G.D.; Shu, F.Y.; Liu, H.J.; Feng, J.C. Effect of rotation speed on microstructure and mechanical properties of bobbin tool friction stir welded AZ61 magnesium alloy. Sci. Technol. Weld. Join. 2018, 23, 596–605. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, M.; Zhang, X.; Yang, G. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy. Mater. Des. 2015, 65, 559–566. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.; Patel, V.; Gao, Y.; Vairis, A. Investigation on the effects of welding speed on bobbin tool friction stir welding of 2219 aluminum alloy. Met. Mater. Int. 2020, 26, 1830–1840. [Google Scholar] [CrossRef]
- Zhao, S.; Bi, Q.; Wang, Y.; Shi, J. Empirical modeling for the effects of welding factors on tensile properties of bobbin tool friction stir-welded 2219-T87 aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 90, 1105–1118. [Google Scholar] [CrossRef]
- Xu, W.; Luo, Y.; Zhang, W.; Fu, M. Comparative study on local and global mechanical properties of bobbin tool and conventional friction stir welded 7085-T7452 aluminum thick plate. J. Mater. Sci. Technol. 2018, 34, 173–184. [Google Scholar] [CrossRef]
- Hilgert, J.; Schmidt, H.N.B.; Dos Santos, J.F.; Huber, N. Thermal models for bobbin tool friction stir welding. J. Mater. Process. Technol. 2011, 211, 197–204. [Google Scholar] [CrossRef] [Green Version]
- Wen, Q.; Li, W.Y.; Gao, Y.J.; Yang, J.; Wang, F.F. Numerical simulation and experimental investigation of band patterns in bobbin tool friction stir welding of aluminum alloy. Int. J. Adv. Manuf. Technol. 2019, 100, 2679–2687. [Google Scholar] [CrossRef]
- Ouyang, J.; Yarrapareddy, E.; Kovacevic, R. Microstructural evolution in the friction stir welded 6061 aluminum alloy (T6-temper condition) to copper. J. Mater. Process. Technol. 2006, 172, 110–122. [Google Scholar] [CrossRef]
- Xue, P.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al–Cu joints. Mater. Sci. Eng. A 2011, 528, 4683–4689. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding | Fracture Sorphologies | Fracture Location | Remarks |
|---|---|---|---|
| BTFSW |  | The intersection of SZ and TMAZ on the Cu side | Brittle fracture |
 | The intersection of SZ and TMAZ on the Cu side | Fracture initiated from the end of extruded Al | |
| CFSW |  | The intersection of SZ and TMAZ on the Cu side | Brittle fracture |
 | The intersection of SZ and TMAZ on the Cu side | Brittle fracture |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fuse, K.; Badheka, V.; Oza, A.D.; Prakash, C.; Buddhi, D.; Dixit, S.; Vatin, N.I. Microstructure and Mechanical Properties Analysis of Al/Cu Dissimilar Alloys Joining by Using Conventional and Bobbin Tool Friction Stir Welding. Materials 2022, 15, 5159. https://doi.org/10.3390/ma15155159
Fuse K, Badheka V, Oza AD, Prakash C, Buddhi D, Dixit S, Vatin NI. Microstructure and Mechanical Properties Analysis of Al/Cu Dissimilar Alloys Joining by Using Conventional and Bobbin Tool Friction Stir Welding. Materials. 2022; 15(15):5159. https://doi.org/10.3390/ma15155159
Chicago/Turabian StyleFuse, Kishan, Vishvesh Badheka, Ankit D. Oza, Chander Prakash, Dharam Buddhi, Saurav Dixit, and N. I. Vatin. 2022. "Microstructure and Mechanical Properties Analysis of Al/Cu Dissimilar Alloys Joining by Using Conventional and Bobbin Tool Friction Stir Welding" Materials 15, no. 15: 5159. https://doi.org/10.3390/ma15155159