
Machine Learning Approaches for Monitoring of Tool Wear during Grey Cast-Iron Turning

 , and
, and
Abstract
:1. Introduction
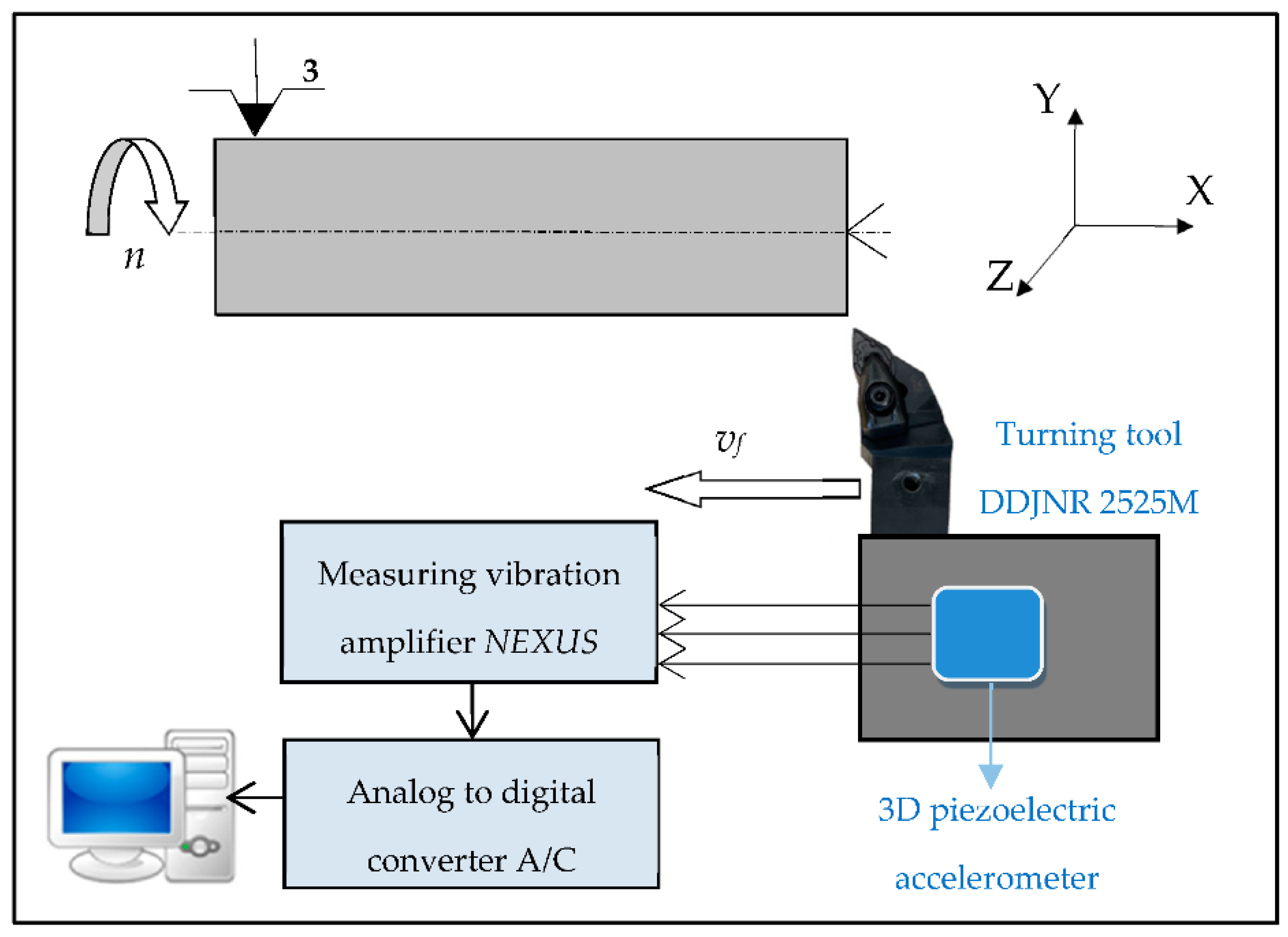
2. Materials and Methods
- Divide the data set into intervals and subordinate them to membership functions using triangular functions;
- Generate rules for a obtain training example considering the entire memberships of a obtain attribute value in a fuzzy set. Thereby, as many rules are generated as there are learning examples;
- Define the statistical weight of each rule by finding the product of the rule’s predecessors;
- Sort rules by the statistical weight. Remove repeating rules from the set for rules matching the same class. Remove rules with a lower statistical weight for incompatible rules;
- Limit the number of rules by eliminating rules of low statistical weight (the arbitrary limit is 0.7).
3. Discussion
4. Conclusions
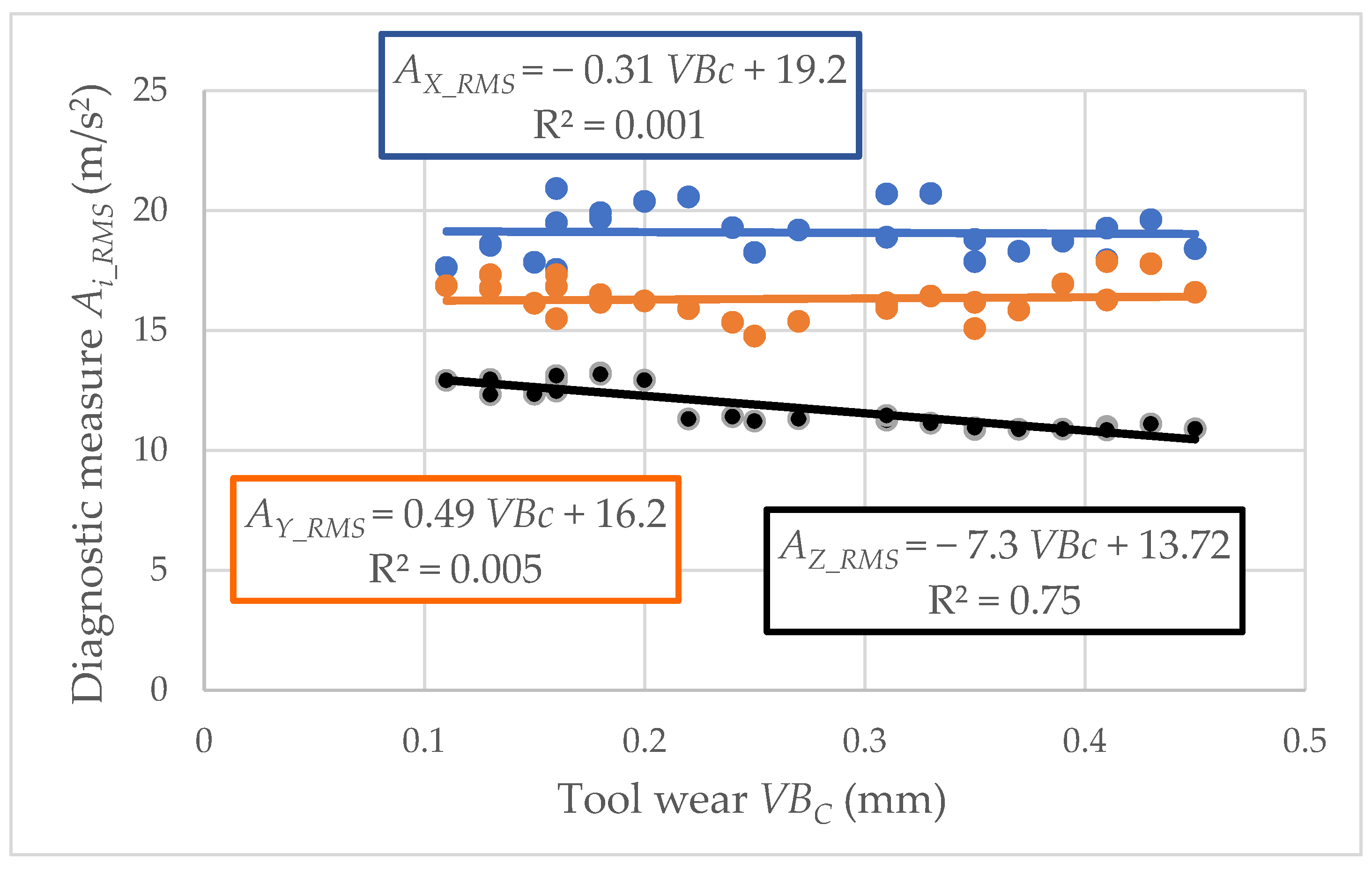
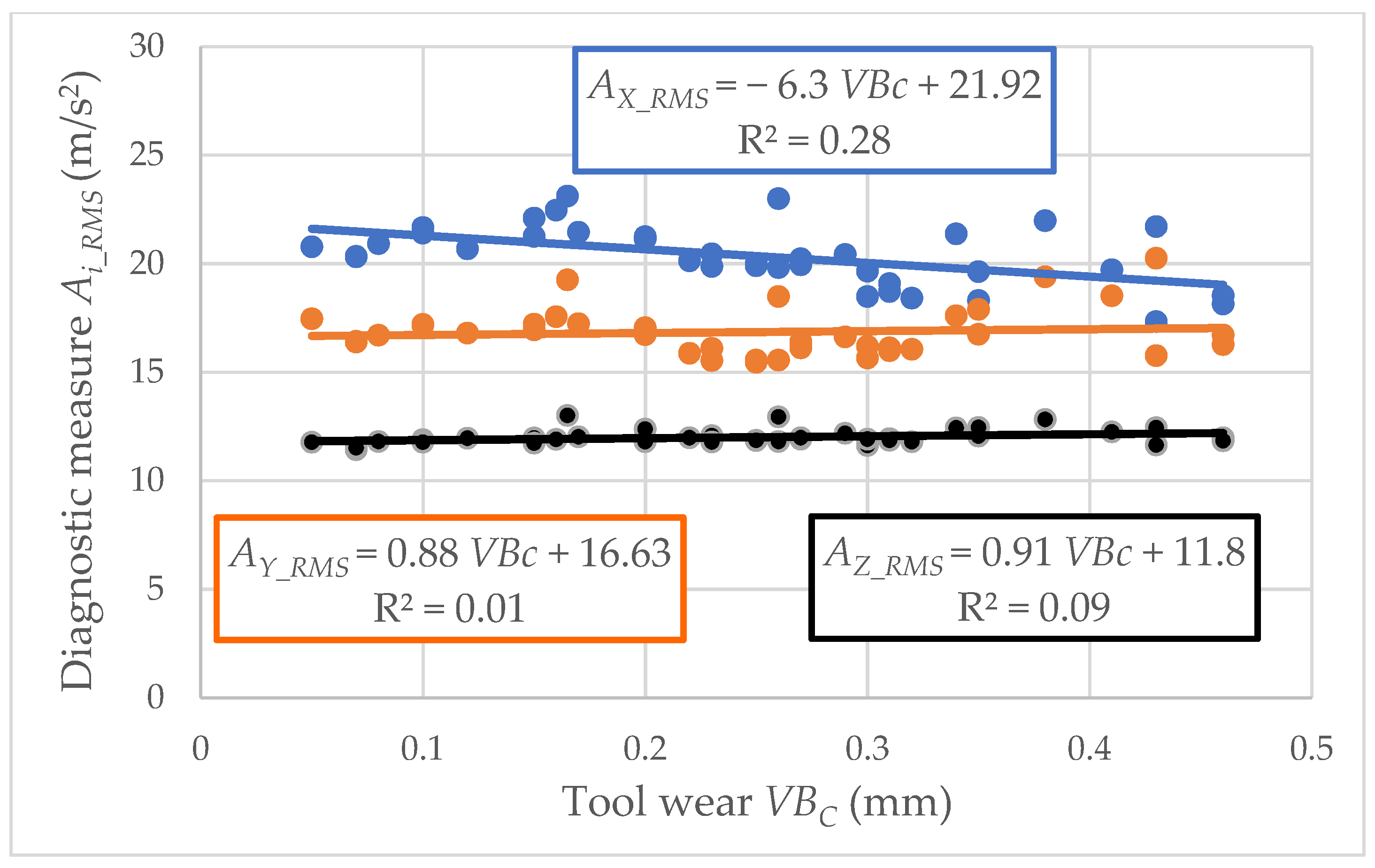
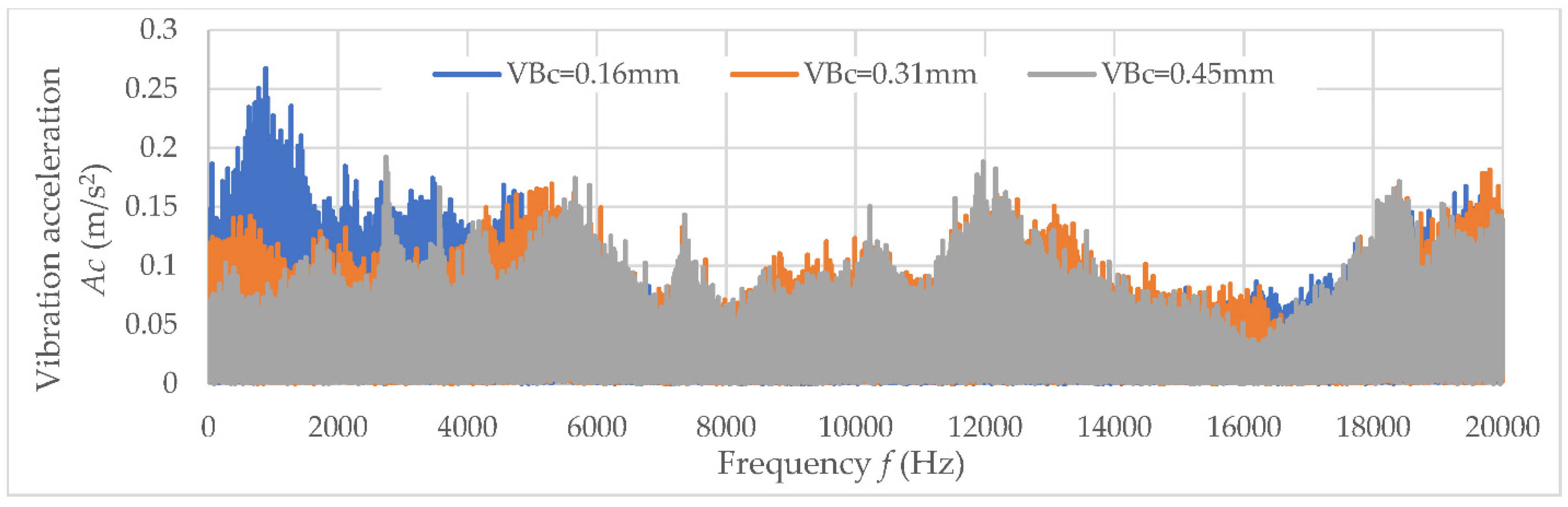
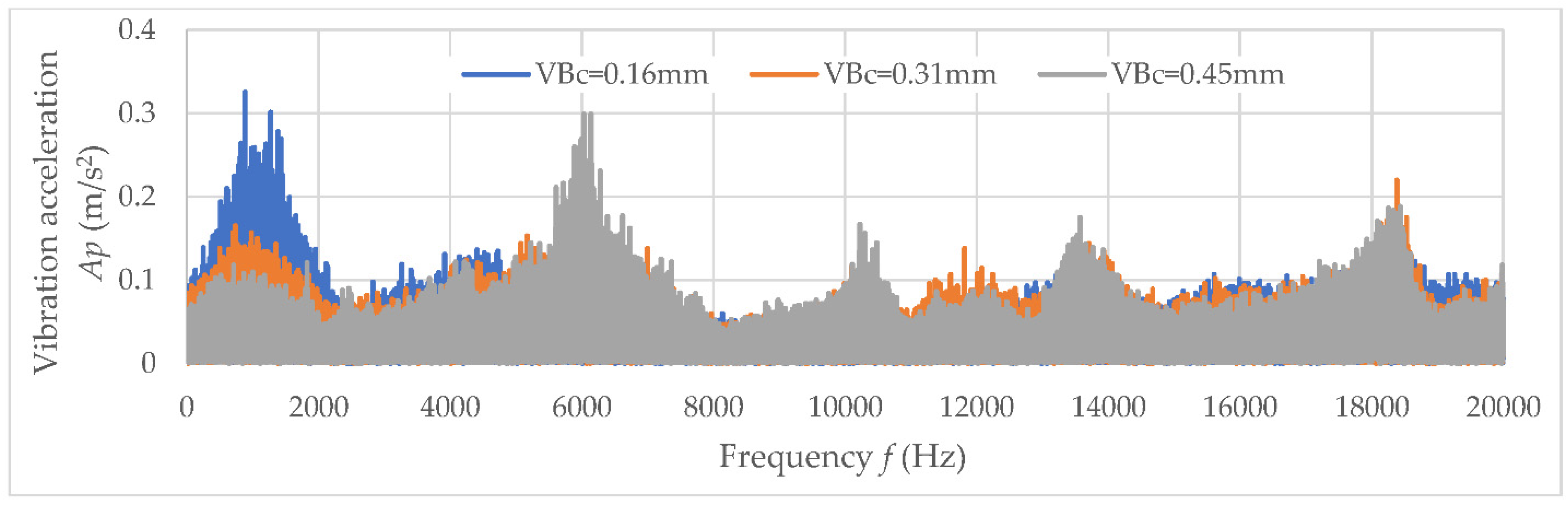
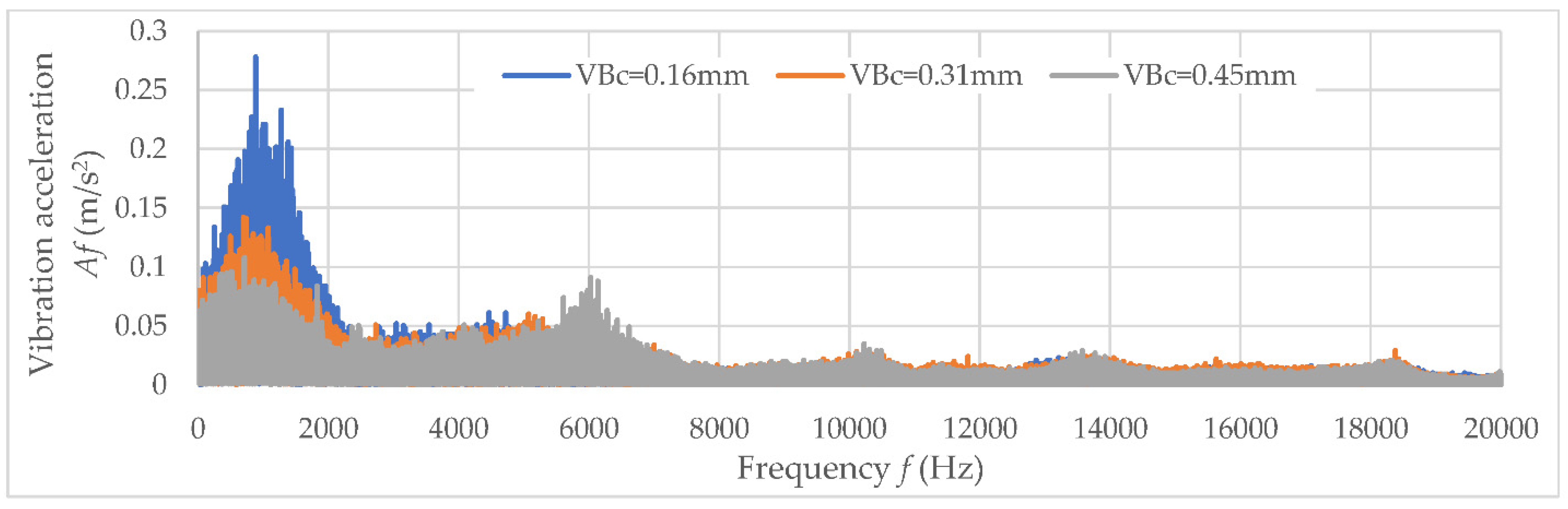
- The analysis of the relationship between the vibration acceleration amplitude and the tool wear identified a lack of correlation between the analyzed data. Low coefficient R2 values indicate using more complex models than regression.
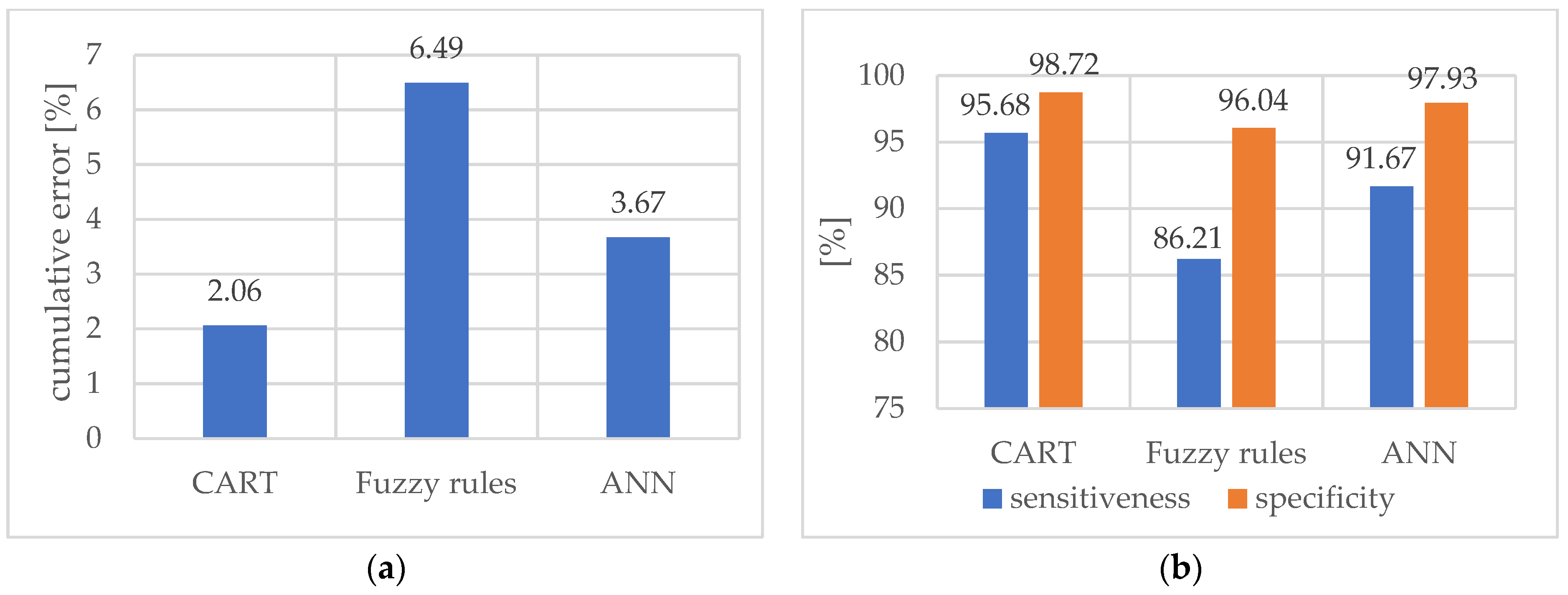
- The CART model proved to be the most reliable and practical diagnostic supervision system to classify usable/unsuitable tools. Based on this model, the cumulative error was the lowest, especially in analysis without the cutting parameter vc (2.06%), which seems acceptable for industrial needs.
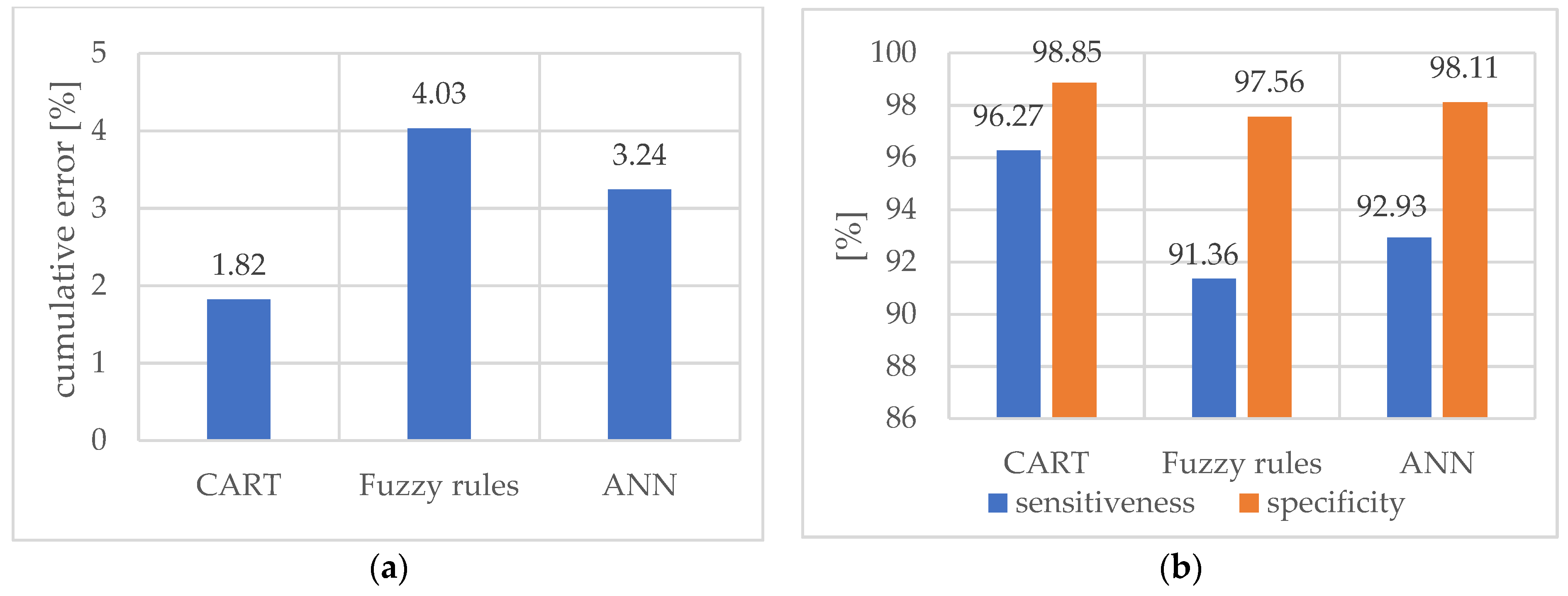
- The ANN model also had satisfactory results, particularly considering the cutting parameter vc (3.24%). However, considering this parameter as information required for the proper operation of the diagnostic system may be susceptible to errors in industrial conditions.
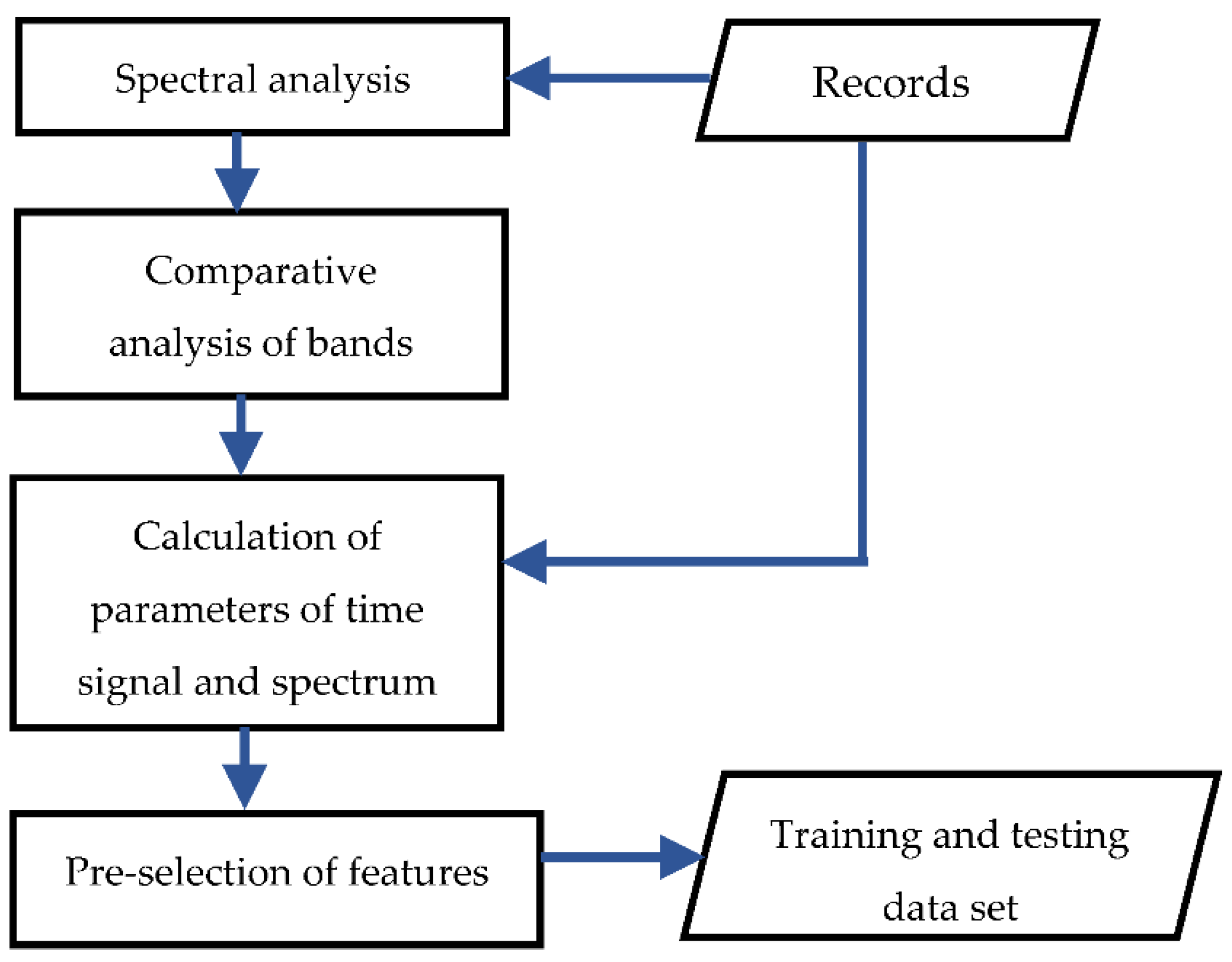
- Based on the CART method, the most frequently recurring parameters were also selected: from factor, root mean square value, average value and square root amplitude in different frequency bands in the time domain, and root mean square value in a narrow window around the maximum frequency in different frequency bands in the frequency domain. These signal features have a significant impact on identifying the cutting-edge condition.
- To sum up, using the intelligent system to identify the tool wear during gray cast-iron turning is a relevant prediction tool. In addition, developed models based on input parameters such as cutting speed and vibration acceleration are significant to identifying tool wear’s condition during turning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Züfle, M.; Moog, F.; Lesch, V.; Krupitzer, C.; Kounev, S. A machine learning-based workflow for automatic detection of anomalies in machine tools. ISA Trans. 2021, in press. [CrossRef] [PubMed]
- Brillinger, M.; Wuwer, M.; Hadi, M.A.; Haas, F. Energy prediction for CNC machining with machine learning. CIRP J. Manuf. Sci. Technol. 2021, 35, 715–723. [Google Scholar] [CrossRef]
- Sika, R.; Rogalewicz, M.; Popielarski, P.; Czarnecka-Komorowska, D.; Przestacki, D.; Gawdzińska, K.; Szymański, P. Decision Support System in the field of defects assessment in the Metal Matrix Composites castings. Materials 2020, 13, 3552. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Xu, X. Machine learning cutting force, surface roughness, and tool life in high speed turning processes. Manuf. Lett. 2021, 29, 84–89. [Google Scholar] [CrossRef]
- Aydın, K.; Akgün, A.; Yavaş, Ç.; Gök, A.; Şeker, U. Experimental and numerical study of cutting force performance of wave form end mills on Gray Cast Iron. Arab. J. Sci. Eng. 2021, 46, 12299–12307. [Google Scholar] [CrossRef]
- Aslan, A. Optimization and analysis of process parameters for flank wear, cutting forces and vibration in turning of AISI 5140: A comprehensive study. Measurement 2020, 163, 107959. [Google Scholar] [CrossRef]
- Upadhyay, V.; Jain, P.K.; Mehta, N.K. In-process prediction of surface roughness in turning of Ti–6Al–4V alloy using cutting parameters and vibration signals. Measurement 2013, 46, 154–160. [Google Scholar] [CrossRef]
- Twardowski, P.; Tabaszewski, M.; Wiciak-Pikuła, M.; Felusiak-Czyryca, A. Identification of tool wear using acoustic emission signal and machine learning methods. Precis. Eng. 2021, 72, 738–744. [Google Scholar] [CrossRef]
- Severino, G.; Paiva, E.J.; Ferreira, J.R.; Balestrassi, P.P.; Paiva, A.P. Development of a Special Geometry Carbide Tool for the Optimization of Vertical Turning of Martensitic Gray Cast Iron Piston Rings. Int. J. Adv. Manuf. Technol. 2012, 63, 523–534. [Google Scholar] [CrossRef]
- Tooptong, S.; Nguyen, D.; Park, K.-H.; Kwon, P. Crater wear on multi-layered coated carbide inserts when turning three distinct cast irons. Wear 2021, 484-485, 203982. [Google Scholar] [CrossRef]
- Tewary, U.; Paul, D.; Mehtani, H.K.; Bhagavath, S.; Alankar, A.; Mohapatra, G.; Sahay, S.S.; Panwar, A.S.; Karagadde, S.; Samajdar, I. The origin of graphite morphology in cast iron. Acta Mater. 2022, 226, 117660. [Google Scholar] [CrossRef]
- Wang, W.; Jing, T.; Gao, Y.; Qiao, G.; Zhao, X. Properties of a gray cast iron with oriented graphite flakes. J. Mater. Processing Technol. 2007, 182, 593–597. [Google Scholar] [CrossRef]
- Pan, S.; Zeng, F.; Su, N.; Xian, Z. The effect of niobium addition on the microstructure and properties of cast iron used in cylinder head. J. Mater. Res. Technol. 2020, 9, 1509–1518. [Google Scholar] [CrossRef]
- Schultheiss, F.; Bushlya, V.; Lenrick, F.; Johansson, D.; Kristiansson, S.; Ståhl, J.-E. Tool Wear Mechanisms of PCBN tooling during High-Speed Machining of Gray Cast Iron. Procedia CIRP 2018, 77, 606–609. [Google Scholar] [CrossRef]
- Tooptong, S.; Park, K.-H.; Kwon, P. A comparative investigation on flank wear when turning three cast irons. Tribol. Int. 2018, 120, 127–139. [Google Scholar] [CrossRef]
- Luan, X.; Zhang, S.; Li, J.; Mendis, G.; Zhao, F.; Sutherland, J.W. Trade-off analysis of tool wear, machining quality and energy efficiency of alloy cast iron milling process. Procedia Manuf. 2018, 26, 383–393. [Google Scholar] [CrossRef]
- Chen, J.; Liu, W.; Deng, X.; Wu, S. Tool life and wear mechanism of WC–5TiC–0.5VC–8Co cemented carbides inserts when machining HT250 gray cast iron. Ceram. Int. 2016, 42, 10037–10044. [Google Scholar] [CrossRef]
- Tu, G.; Wu, S.; Liu, J.; Long, Y.; Wang, B. Cutting performance and wear mechanisms of Sialon ceramic cutting tools at high speed dry turning of gray cast iron. Int. J. Refract. Met. Hard Mater. 2016, 54, 330–334. [Google Scholar] [CrossRef]
- Fiorini, P.; Byrne, G. The influence of built-up layer formation on cutting performance of GG25 grey cast iron. CIRP Ann. 2016, 65, 93–96. [Google Scholar] [CrossRef] [Green Version]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Mohanraj, T.; Yerchuru, J.; Krishnan, H.; Nithin Aravind, R.S.; Yameni, R. Development of tool condition monitoring system in end milling process using wavelet features and Hoelder’s exponent with machine learning algorithms. Measurement 2021, 173, 108671. [Google Scholar] [CrossRef]
- Zhou, Y.; Sun, B.; Sun, W. A tool condition monitoring method based on two-layer angle kernel extreme learning machine and binary differential evolution for milling. Measurement 2020, 166, 108186. [Google Scholar] [CrossRef]
- Xu, G.; Zhou, H.; Chen, J. CNC internal data based incremental cost-sensitive support vector machine method for tool breakage monitoring in end milling. Eng. Appl. Artif. Intell. 2018, 74, 90–103. [Google Scholar] [CrossRef]
- Li, W.; Liu, T. Time varying and condition adaptive hidden Markov model for tool wear state estimation and remaining useful life prediction in micro-milling. Mech. Syst. Signal Process. 2019, 131, 689–702. [Google Scholar] [CrossRef]
- Dhobale, N.; Mulik, S.; Jegdeeshwaran, R.; Ganer, K. Multipoint milling tool supervision using artificial neural network approach. Mater. Today Proc. 2021, 45, 1898–1903. [Google Scholar] [CrossRef]
- Laouissi, A.; Yallese, M.A.; Belbah, A.; Belhadi, S.; Haddad, A. Investigation, modeling, and optimization of cutting parameters in turning of gray cast iron using coated and uncoated silicon nitride ceramic tools. Based on ANN, RSM, and GA optimization. Int. J. Adv. Manuf. Technol. 2019, 101, 523–548. [Google Scholar] [CrossRef]
- Herwan, J.; Kano, S.; Ryabov, O.; Sawada, H.; Kasashima, N.; Misaka, T. Predicting Surface Roughness of Dry Cut Grey Cast Iron Based on Cutting Parameters and Vibration Signals from Different Sensor Positions in CNC Turning. Int. J. Autom. Technol. 2020, 14, 217–228. [Google Scholar] [CrossRef]
- Shirai, M.; Yamada, H. Mechanical Properties Prediction of Gray Cast Iron Considering Trace Elements Based on Deep Learning. Mater. Trans. 2020, 61, 176–180. [Google Scholar] [CrossRef]
- Mills, B.; Redford, A.H. Machinability of Engineering Materials; Springer: Dordrecht, The Netherlands, 1983; p. 20. [Google Scholar]
- Quanquan, G.; Li, Z.; Han, J. Generalized fisher score for feature selection. In Proceedings of the 27th Conference on Uncertainty in Artificial Intelligence, Barcelona, Spain, 14–17 July 2011. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Speed vc (m/min) | Spindle Speed n (rev/min) | Feed f (mm) | Cutting Depth ap (mm) |
|---|---|---|---|
| 216 | 265 | ||
| 314 | 425 | 0.1 | 0.2 |
| 433 | 530 |
| Cutting Speed vc | Number of Tested Tools | Total Number of Complete Registrations | Number of Teaching Examples | Registration Related to the Usable Condition | Registration Related to the Unsuitable Condition |
|---|---|---|---|---|---|
| 216 | 2 | 230 | 4921 | 76.5% | 23.5% |
| 314 | 3 | 243 | 5200 | 74% | 26% |
| 433 | 3 | 105 | 2246 | 58% | 42% |
| Method | Cumulative Error % | Sensitiveness % | Specificity % |
|---|---|---|---|
| Classification Tree CART | 1.82 | 96.27 | 98.85 |
| Induced Fuzzy Rules | 4.03 | 91.36 | 97.56 |
| Artificial Neural Network | 3.24 | 92.93 | 98.11 |
| Method | Cumulative Error % | Sensitiveness % | Specificity % |
|---|---|---|---|
| Classification Tree CART | 2.06 | 95.68 | 98.72 |
| Induced Fuzzy Rules | 6.49 | 86.21 | 96.04 |
| Artificial Neural Network | 3.67 | 91.67 | 97.93 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tabaszewski, M.; Twardowski, P.; Wiciak-Pikuła, M.; Znojkiewicz, N.; Felusiak-Czyryca, A.; Czyżycki, J. Machine Learning Approaches for Monitoring of Tool Wear during Grey Cast-Iron Turning. Materials 2022, 15, 4359. https://doi.org/10.3390/ma15124359
Tabaszewski M, Twardowski P, Wiciak-Pikuła M, Znojkiewicz N, Felusiak-Czyryca A, Czyżycki J. Machine Learning Approaches for Monitoring of Tool Wear during Grey Cast-Iron Turning. Materials. 2022; 15(12):4359. https://doi.org/10.3390/ma15124359
Chicago/Turabian StyleTabaszewski, Maciej, Paweł Twardowski, Martyna Wiciak-Pikuła, Natalia Znojkiewicz, Agata Felusiak-Czyryca, and Jakub Czyżycki. 2022. "Machine Learning Approaches for Monitoring of Tool Wear during Grey Cast-Iron Turning" Materials 15, no. 12: 4359. https://doi.org/10.3390/ma15124359