
Predictions and Experiments on the Distortion of the 20Cr2Ni4A C-ring during Carburizing and Quenching Process

Abstract
:1. Introduction
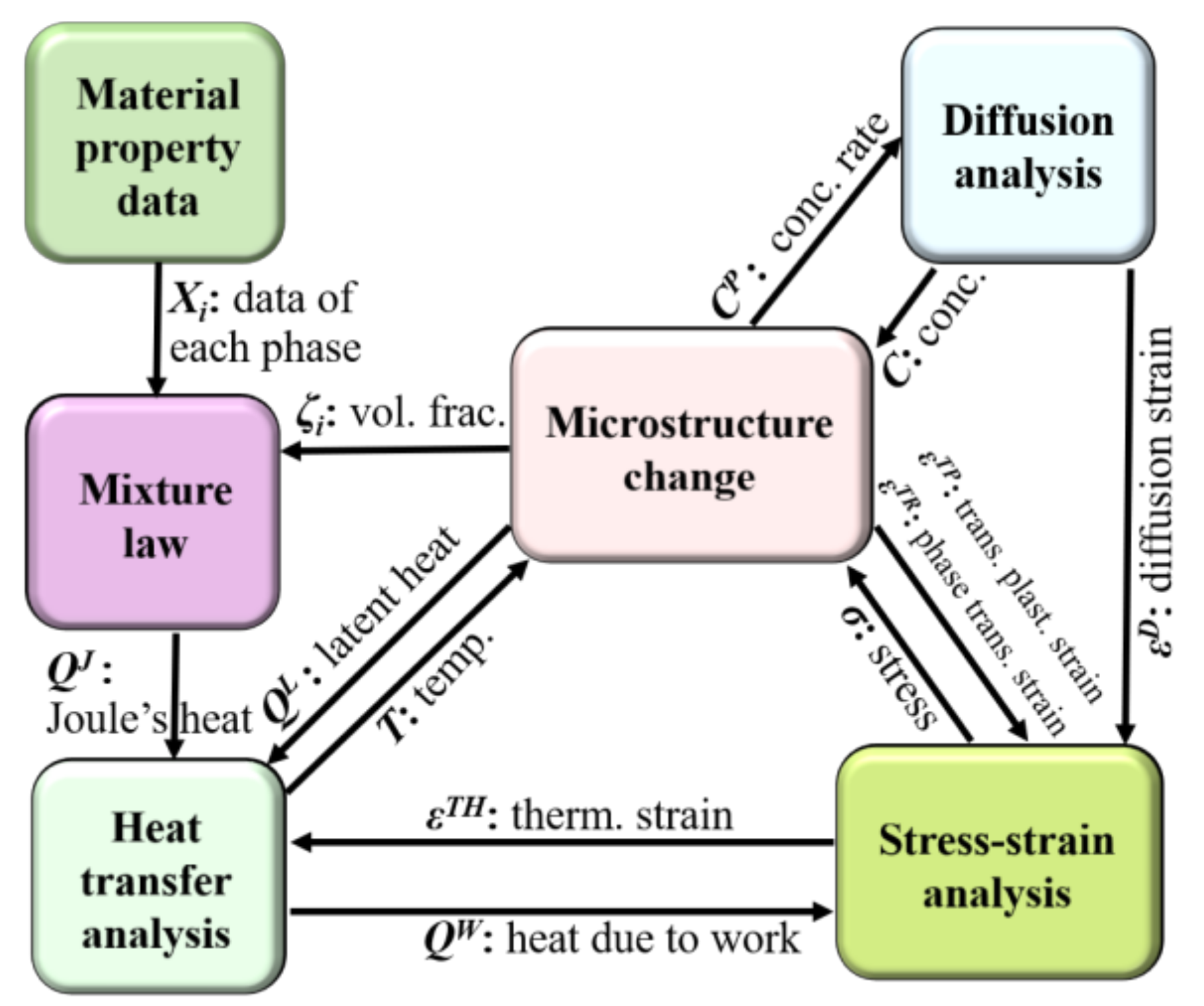
2. Numerical Simulation Theory of Carburizing and Quenching
2.1. Theoretical Model of Non-Diffusion-Type Transformation (Martensite)
2.2. Theoretical Model of the Stress–Strain Field
- Phase transformation kinetics, i.e., TTT and CCT diagrams.
- Temperature-dependent thermophysical properties for each phase formed, such as density, Young’s modulus, thermal expansion coefficient, and thermal conductivity.
- Temperature-dependent mechanical properties of each phase formed, including tensile strength, yield strength, and hardness.
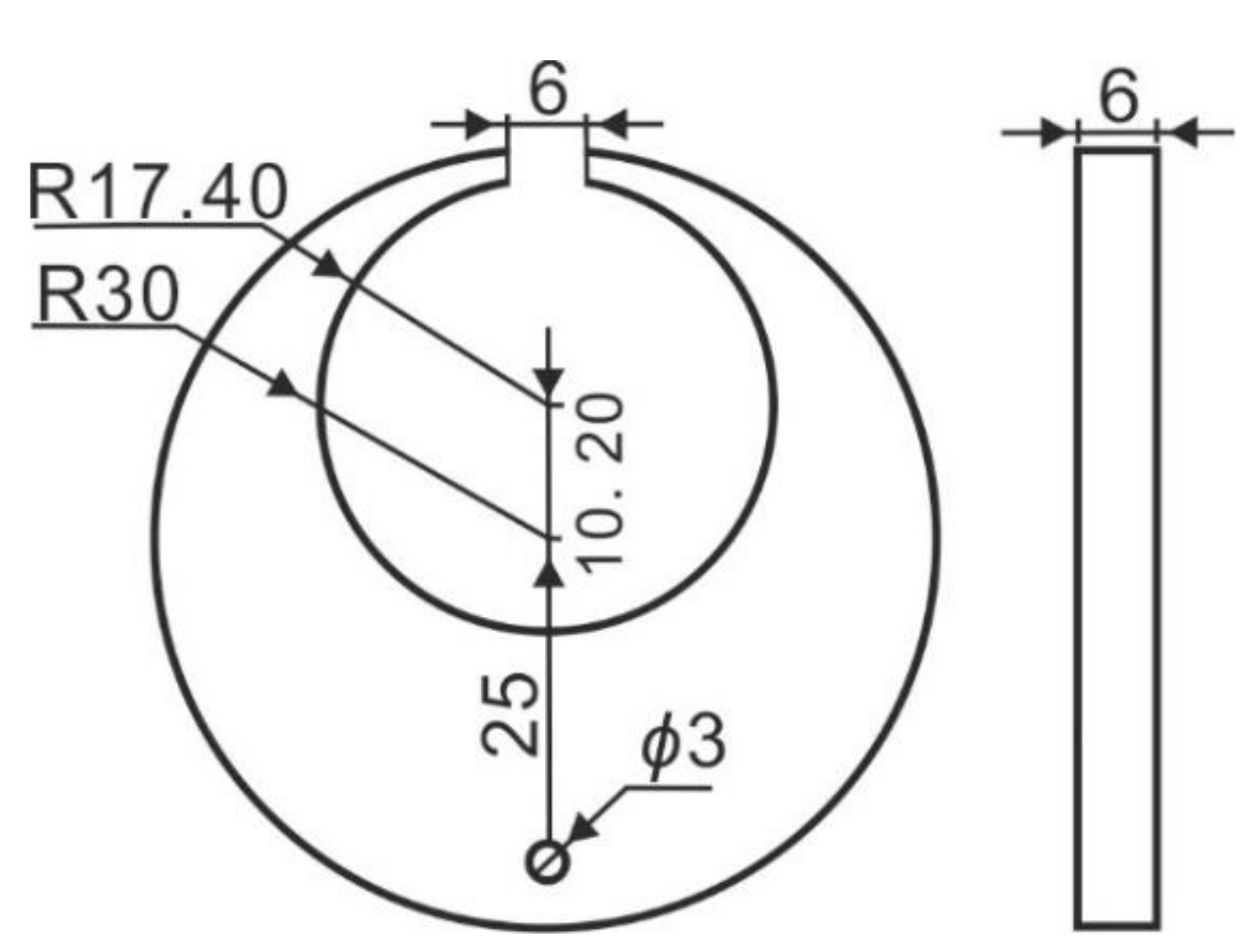
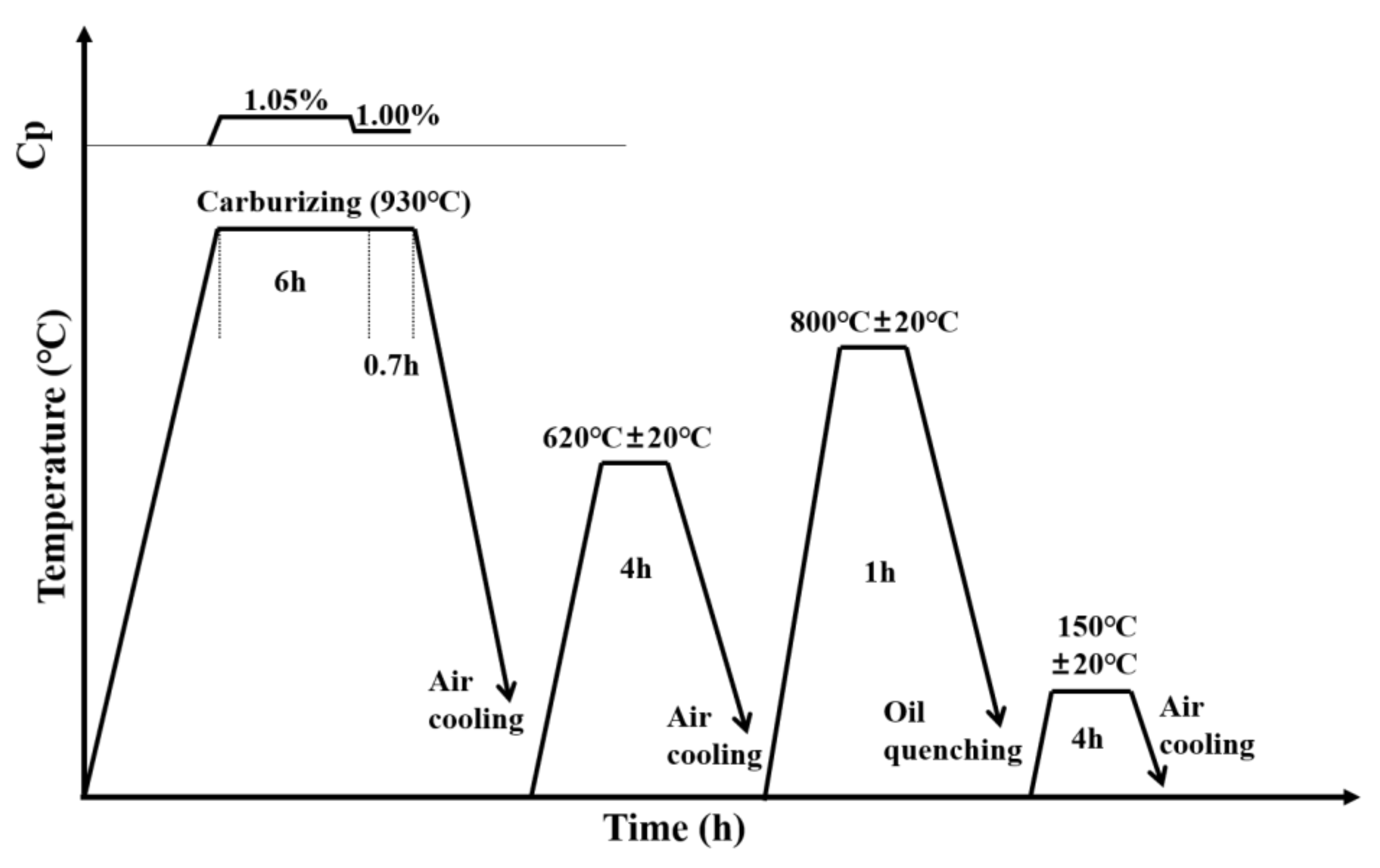
3. Methodology
3.1. Experimental Procedure of Heat Treatment
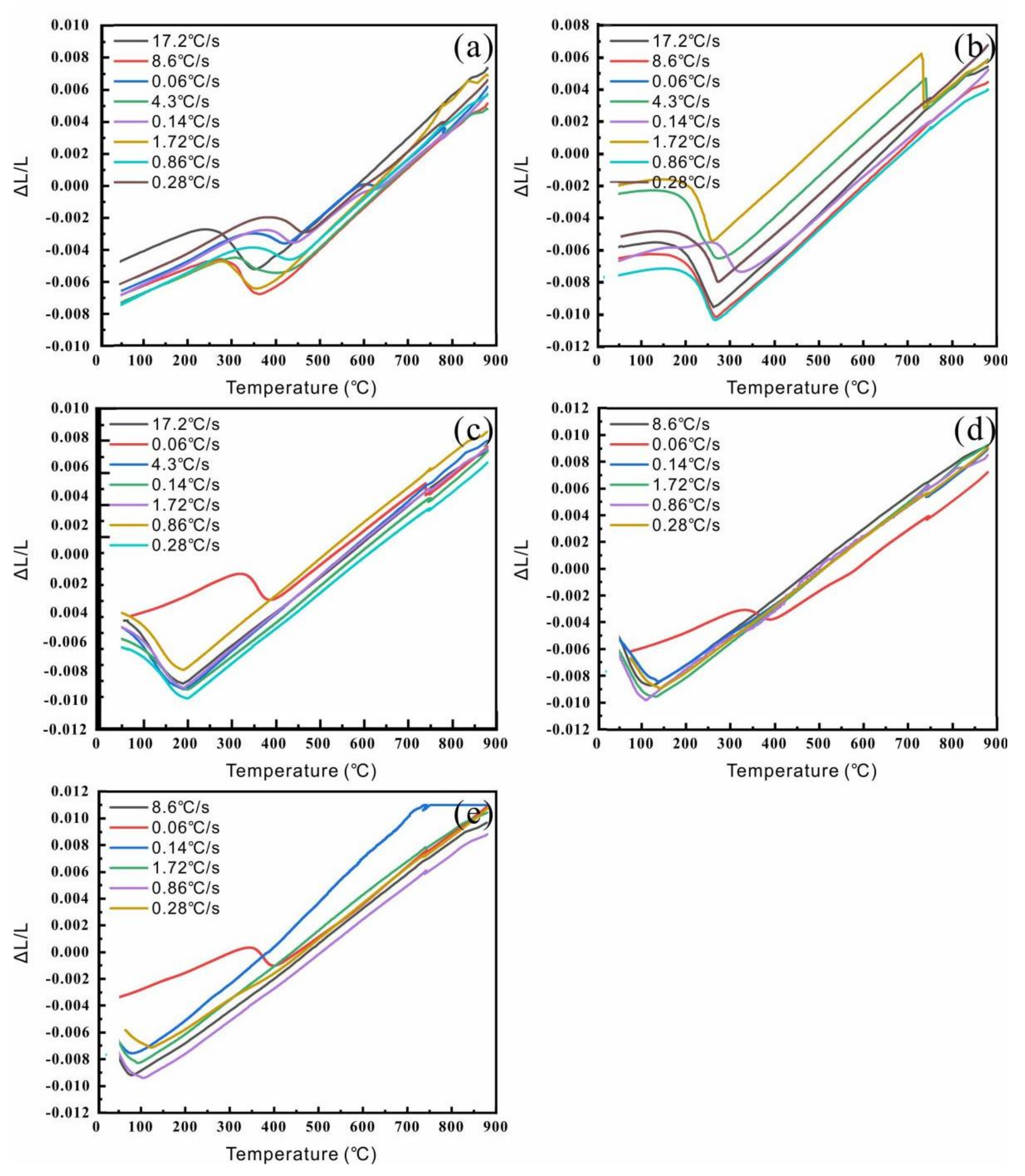
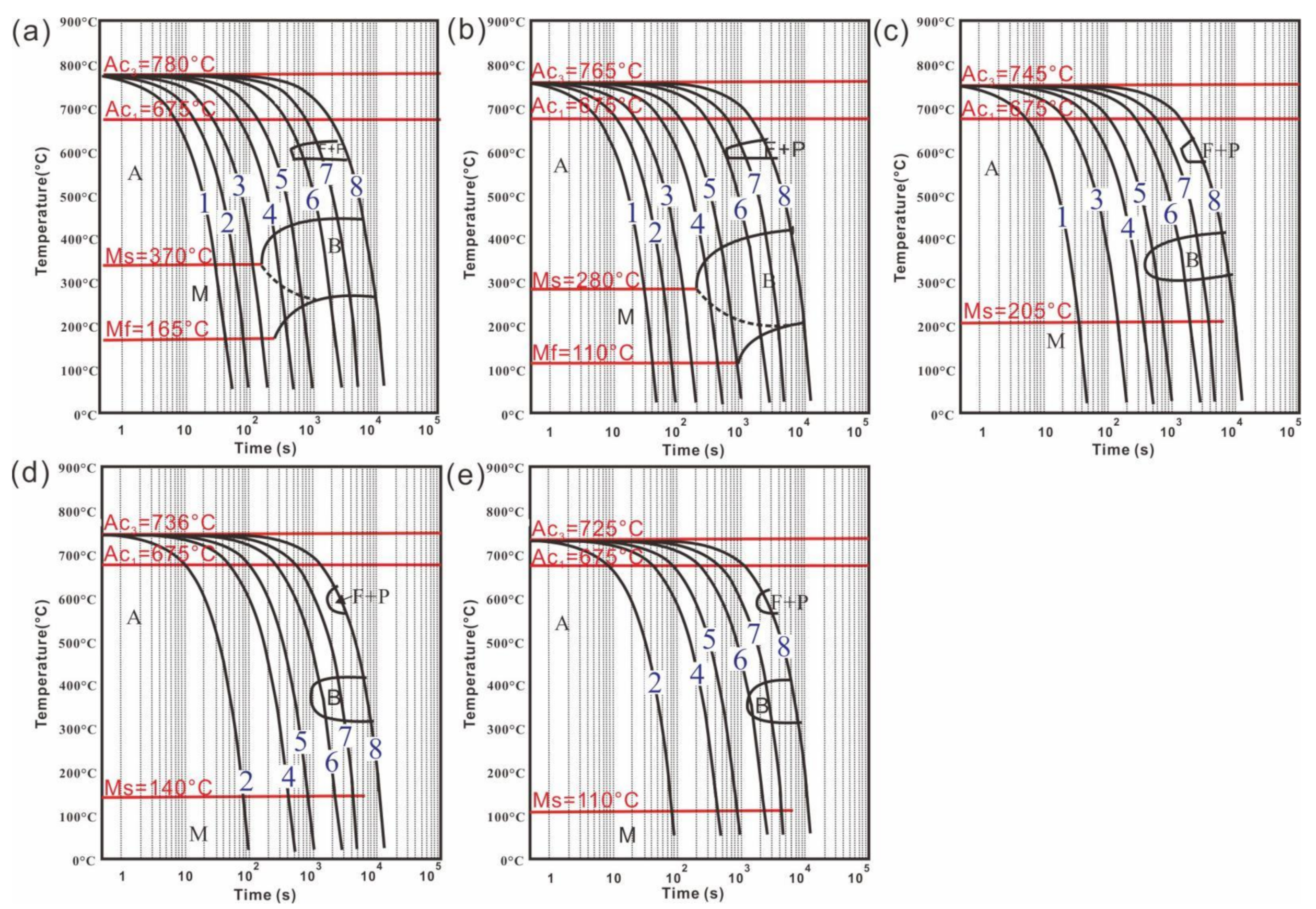
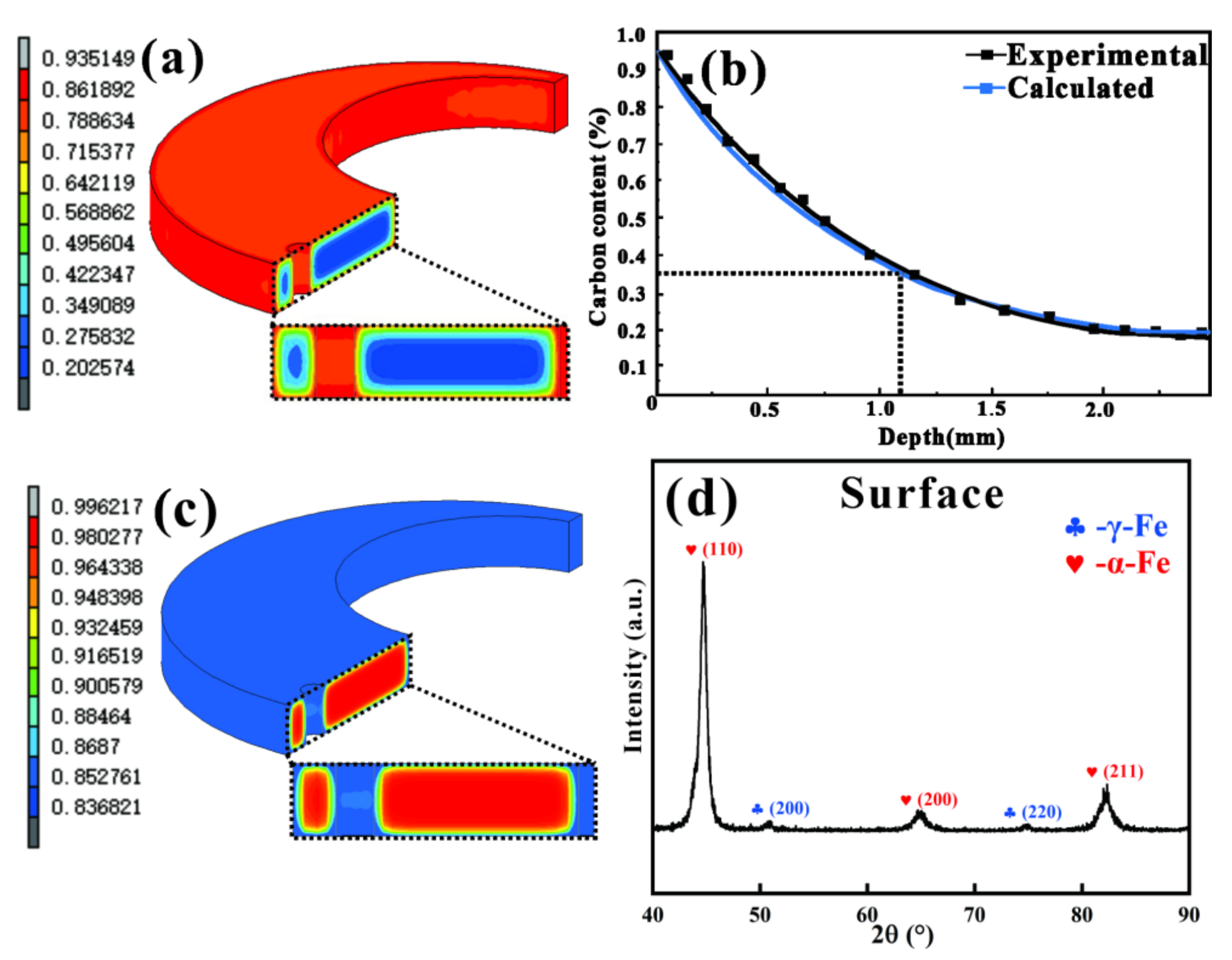
3.2. Phase Transformation Behavior Depending on Carbon Content
3.3. Experimental Results of Martensitic Transformation Kinetics
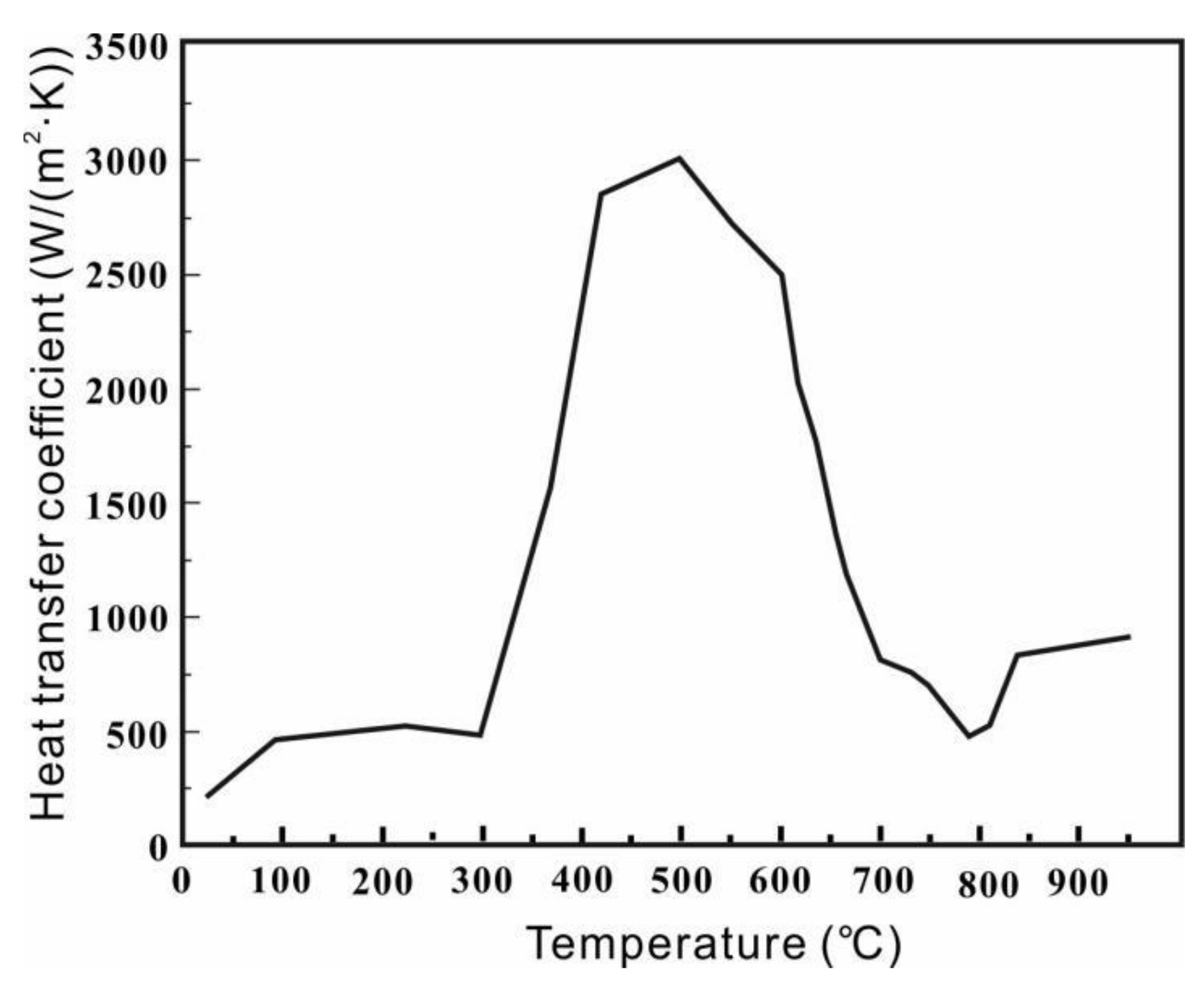
3.4. Experimental Results of Heat Transfer Coefficient
4. Results of Simulation
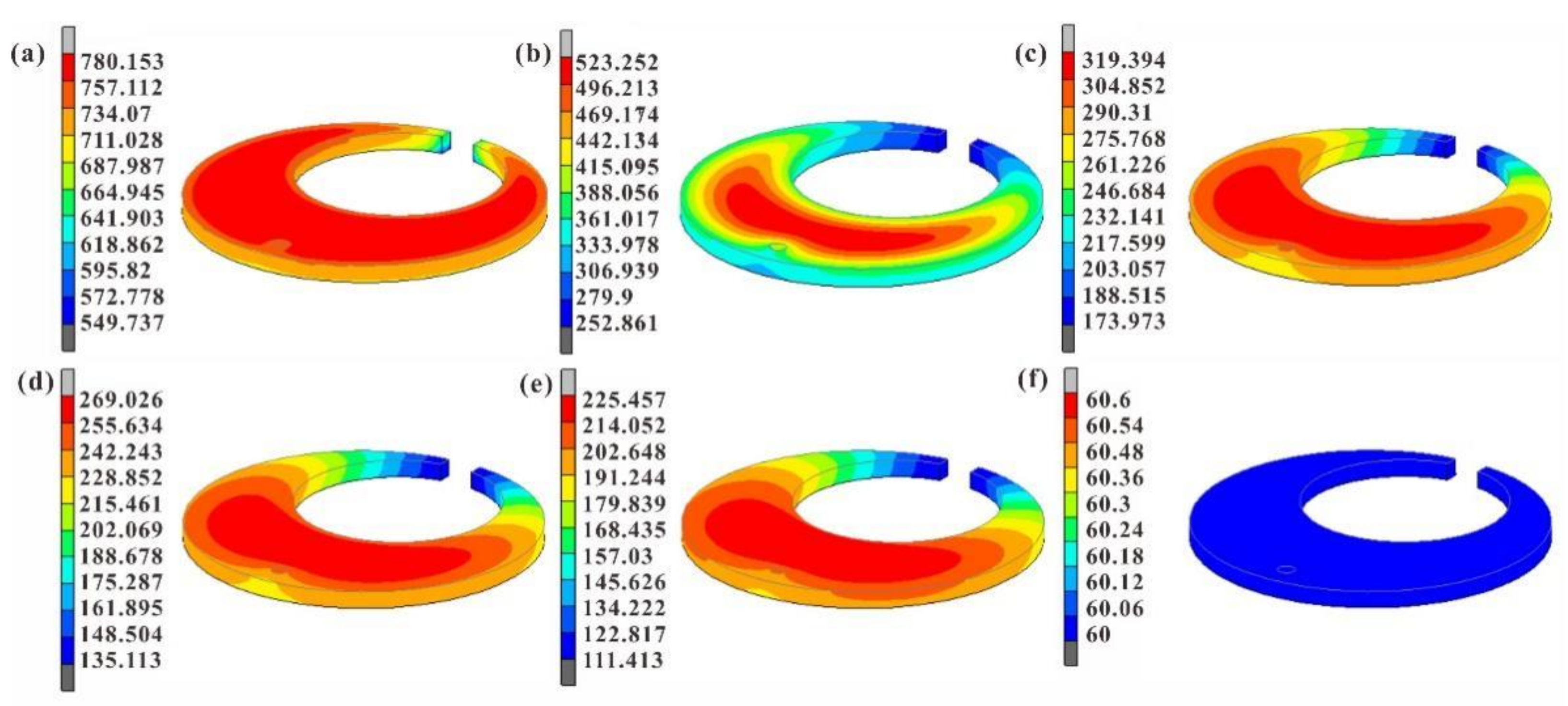
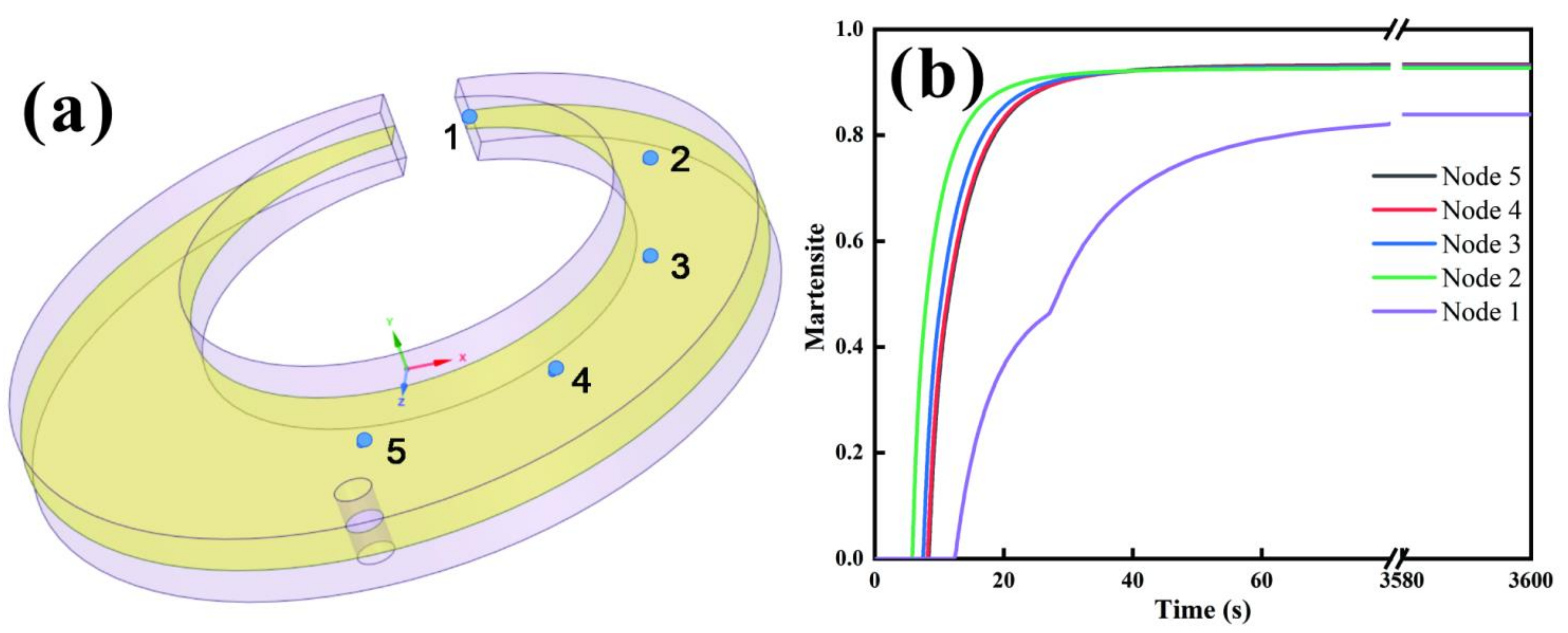
4.1. Time-Dependent Temperature and Phase Transformation
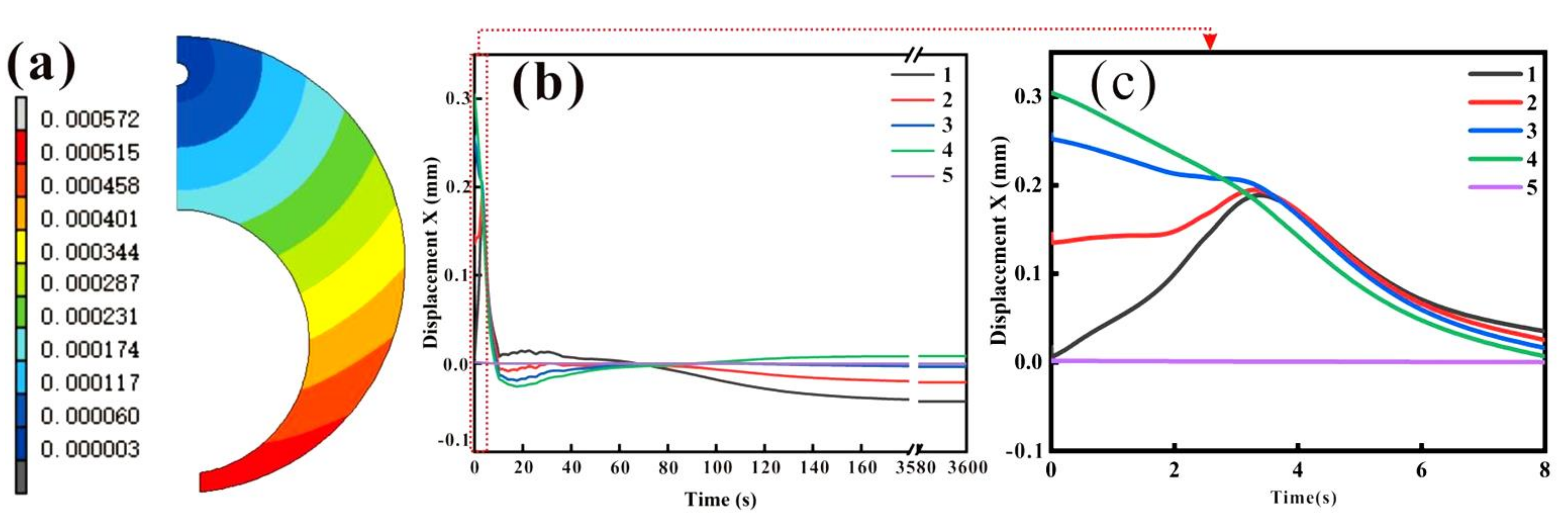
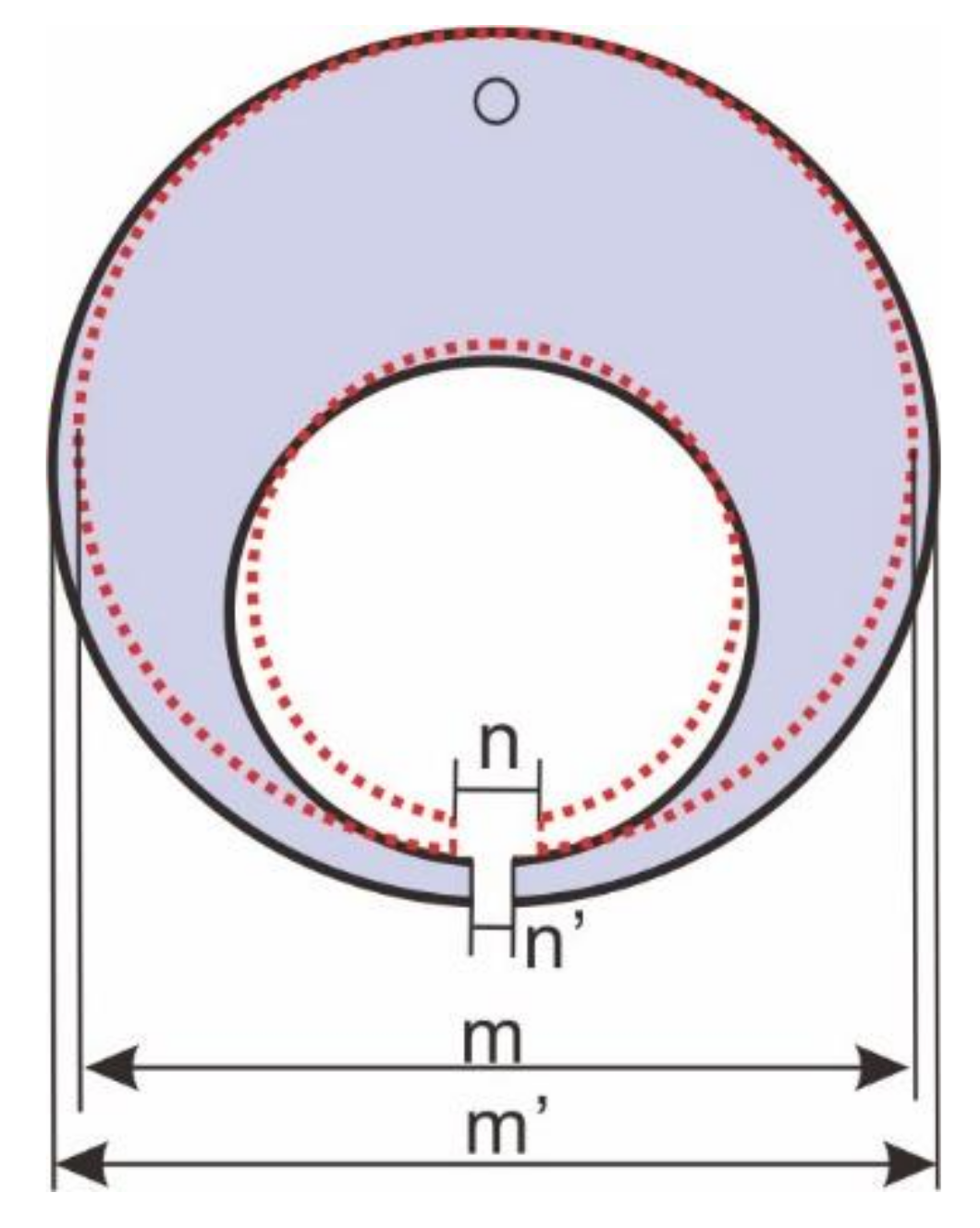
4.2. Distortion and Displacement Distribution
5. Conclusions
- (1)
- The phase transformation parameters, depending on the carbon content and heat transfer coefficient between the steel and HQG oil, were obtained to improve the accuracy of the carburizing and quenching simulation.
- (2)
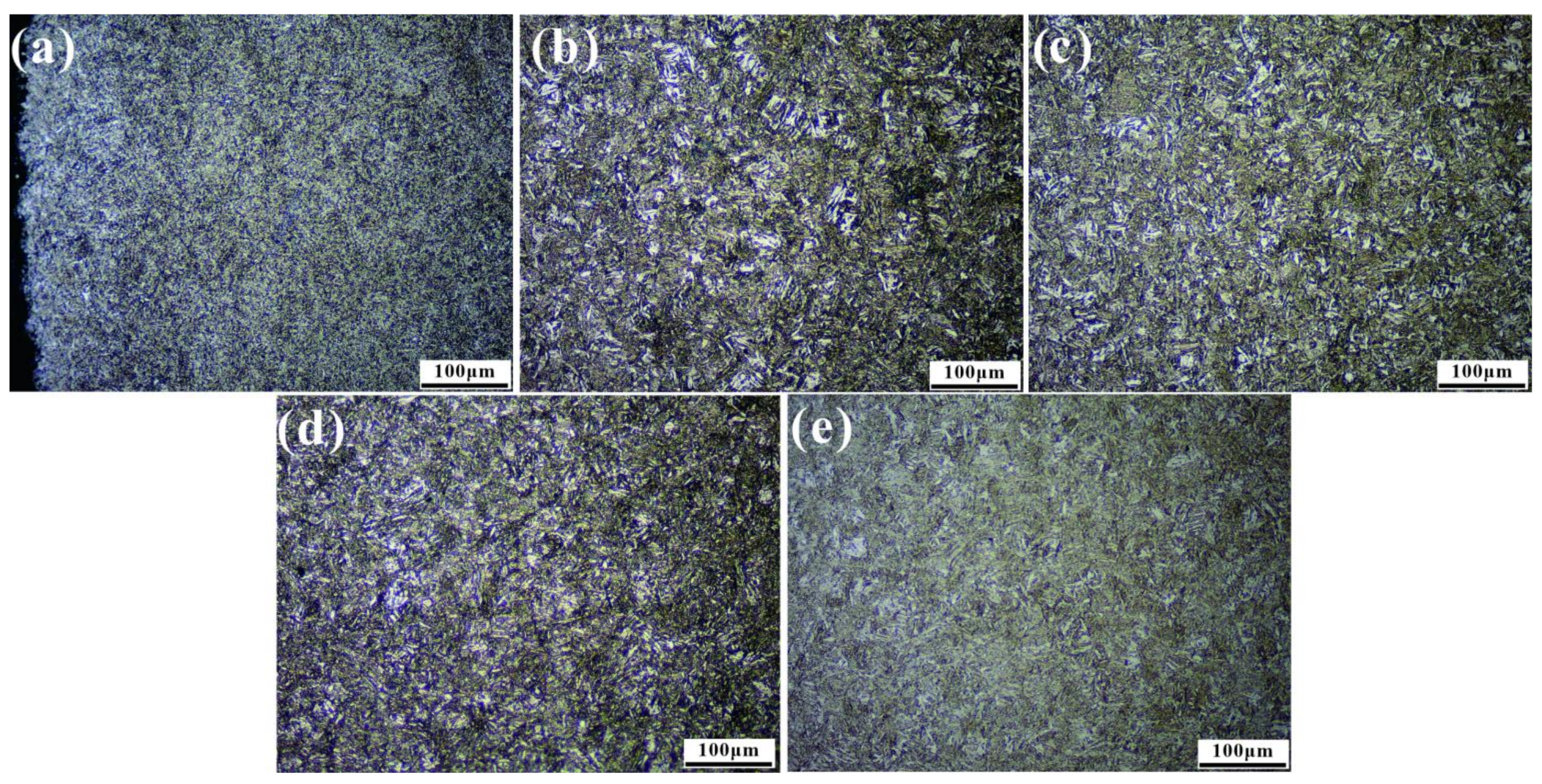
- The distortion and microstructure of the C-ring after carburizing and quenching were predicted by considering the effect of phase transformation strain. The measured results concerning distortion and microstructure were in good agreement with the simulated values.
- (3)
- The methodology used to predict the distortion during carburizing and quenching may be applied to parts of various shapes and materials. Therefore, the heat treatment process may be included in the process design to obtain the final product dimension.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Freborg, Z.; Hansen, M.A.; Srivatsan, D.B.; Srivatsan, S.T. Modeling the Effect of Carburization and Quenching on the Development of Residual Stresses and Bending Fatigue Resistance of Steel Gears. J. Mater. Eng. Perform. 2013, 22, 664–672. [Google Scholar]
- Wei, L.; Liu, B. Experimental investigation on the effect of shot peening on contact fatigue strength for carburized and quenched gears. Int. J. Fatigue 2017, 106, 103–113. [Google Scholar]
- Lopez-Garcia, R.D.; Garcia-Pastor, F.A.; Castro-Roman, M.J.; Alfaro-Lopez, E.; Acosta-Gonzalez, F.A. Effect of Immersion Routes on the Quenching Distortion of a Long Steel Component Using a Finite Element Model. Trans. Indian Inst. Met. 2016, 69, 1–12. [Google Scholar] [CrossRef]
- Li, Z.; Grandhi, R.V.; Srinivasan, R. Distortion minimization during gas quenching process. J. Mater. Processing Technol. 2006, 172, 249–257. [Google Scholar] [CrossRef]
- Song, G.-S.; Liu, X.-H.; Wang, G.-D.; Xu, X.-Q. Materials, Numerical Simulation on Carburizing and Quenching of Gear Ring. J. Iron Steel Res. Int. 2007, 14, 6. [Google Scholar] [CrossRef]
- Silva, A.; Pedrosa, T.A.; Gonzalez-Mendez, J.L.; Jiang, X.; Cetlin, P.R.; Altan, T. Distortion in quenching an AISI 4140 C-ring—Predictions and experiments. Mater. Des. 2012, 42, 55–61. [Google Scholar] [CrossRef]
- Miao, S.; Ju, D.Y.; Chen, Y.; Liu, Y.Q. Optimization Based on Orthogonal Experiment Design and Numerical Simulation for Carburizing Quenching Process of Helical Gear. Mater. Perform. Charact. 2018, 7, 20180019. [Google Scholar] [CrossRef]
- Arimoto, K. A Brief Review on Validation for Heat Treatment Simulation. HT2021 2021, 71–80. [Google Scholar] [CrossRef]
- Farivar, H.; Prahl, U.; Hans, M.; Bleck, W. Microstructural adjustment of carburized steel components towards reducing the quenching-induced distortion. J. Mater. Processing Technol. 2018, 264, S0924013618303820. [Google Scholar] [CrossRef]
- Rohde, J.; Jeppsson, A. Literature review of heat treatment simulations with respect to phase transformation, residual stresses and distortion. Scand. J. Metall. 2000, 29, 47–62. [Google Scholar] [CrossRef]
- Inoue, T.; Nagaki, S.; Kishino, T.; Monkawa, M. Description of transformation kinetics, heat conduction and elastic-plastic stress in the course of quenching and tempering of some steels. Arch. Appl. Mech. 1981, 50, 315–327. [Google Scholar] [CrossRef]
- Wang, J.; Yang, S.; Li, J.; Ju, D.; Li, X.; He, F.; Li, H.; Chen, Y. Mathematical Simulation and Experimental Verification of Carburizing Quenching Process Based on Multi-Field Coupling. Coatings 2021, 11, 1132. [Google Scholar] [CrossRef]
- Inoue, T.; Wakamatsu, H. Unified theory of transformation plasticity and the effect on quenching simulation. Strojarstvo Časopis za Teoriju i Praksu u Strojarstvu 2011, 53, 11–18. [Google Scholar]
- Inoue, T. Mechanism of transformation plasticity and the unified constitutive equation for transformation-thermomechanical plasticity with some applications. Int. J. Microstruct. Mater. Prop. 2010, 5, 319–327. [Google Scholar]
- Inoue, T. Mechanics and characteristics of transformation plasticity and metallo-thermo-mechanical process simulation. Procedia Eng. 2011, 10, 3793–3798. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.Z.; Lee, Y.K.; Liu, X.H.; Wang, D.G. On the Martensite Transformation Kinetics of AISI 4340 Steel. J. Northeast. Univ. 2006, 27, 650–653. [Google Scholar]
- Li, H. Effect of Transformation Plasticity on Gear Distortion and Residual Stresses in Carburizing Quenching Simulation. Coatings 2021, 11, 1224. [Google Scholar] [CrossRef]
- Ju, D.Y.; Zhang, W.M.; Matsumoto, Y.; Mukai, R. Modeling and Experimental Verification of Plastic Behavior of the Martensitic Transformation Plastic Behavior in A Carbon Steel. In Solid State Phenomena; Trans Tech Publications Ltd.: Freinbach, Switzerland, 2006. [Google Scholar]
- Esfahani, A.K. Numerical Simulation of Heat Treatment Process by Incorporating Stress State on Martensitic Transformation to Investigate Microstructure and Stress State of 1045 Steel Gear Parts. Metall. Mater. Trans. B 2021, 52, 4109–4129. [Google Scholar] [CrossRef]
- Saunders, N.; Guo, U.; Li, Z.; Miodownik, A.P.; Schillé, J. Using JMatPro to model materials properties and behavior. JOM J. Miner. Met. Mater. Soc. 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Kanamori, H.; Ju, D.Y. Identification of Heat Transfer Coefficients and Simulation of Quenching Distortions on Disk Probe. Mater. Trans. 2020, 61, 884–892. [Google Scholar] [CrossRef]
- Wei, S.; Wang, G.; Zhao, X.; Zhang, X.; Rong, Y. Experimental study on vacuum carburizing process for low-carbon alloy steel. J. Mater. Eng. Perform. 2014, 23, 545–550. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | |
|---|---|---|---|---|---|
| 20Cr | 0.18 | 0.31 | 0.52 | 1.46 | 3.31 |
| 40Cr | 0.38 | 0.33 | 0.51 | 1.38 | 3.44 |
| 60Cr | 0.57 | 0.35 | 0.52 | 1.37 | 3.43 |
| 80Cr | 0.77 | 0.36 | 0.51 | 1.35 | 3.42 |
| 100Cr | 1.02 | 0.36 | 0.52 | 1.34 | 3.40 |
| 20Cr | 40Cr | 60Cr | 80Cr | 100Cr | |
|---|---|---|---|---|---|
| Ac3/°C | 780 | 765 | 745 | 736 | 725 |
| Ms/°C | 370 | 280 | 205 | 140 | 110 |
| αA | 2.402 × 105 | 2.456 × 105 | 2.320 × 105 | 2.494 × 105 | 2.319 × 105 |
| αM | 1.242 × 105 | 1.143 × 105 | 1.044 × 105 | 0.945 × 105 | 0.846 × 105 |
| 0.008631 | 0.009824 | 0.01107 | 0.012210 | 0.013403 | |
| α | 0.0288 | 0.0271 | 0.0295 | 0.0281 | 0.0249 |
| Position | Experimental Result | Simulation Result | Prediction Difference |
|---|---|---|---|
| Gap opening (mm) | −0.14 | −0.129 | 7.8% |
| Outside diameter (mm) | 0.03 | 0.032 | 6.25% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Xue, Y.; Yu, W.; Liu, K.; Wang, M.; Wang, X.; Ni, L. Predictions and Experiments on the Distortion of the 20Cr2Ni4A C-ring during Carburizing and Quenching Process. Materials 2022, 15, 4345. https://doi.org/10.3390/ma15124345
Yan Y, Xue Y, Yu W, Liu K, Wang M, Wang X, Ni L. Predictions and Experiments on the Distortion of the 20Cr2Ni4A C-ring during Carburizing and Quenching Process. Materials. 2022; 15(12):4345. https://doi.org/10.3390/ma15124345
Chicago/Turabian StyleYan, Yongming, Yanjun Xue, Wenchao Yu, Ke Liu, Maoqiu Wang, Xinming Wang, and Liuqing Ni. 2022. "Predictions and Experiments on the Distortion of the 20Cr2Ni4A C-ring during Carburizing and Quenching Process" Materials 15, no. 12: 4345. https://doi.org/10.3390/ma15124345