
Research, Modelling and Prediction of the Influence of Technological Parameters on the Selected 3D Roughness Parameters, as Well as Temperature, Shape and Geometry of Chips in Milling AZ91D Alloy


Abstract
:1. Introduction
1.1. Surface Roughness Parameters Evaluating of Magnesium Alloys after Cutiig Processes
1.2. Temperature in the Cutting Zone
1.3. Chip Shape and Geometry
1.4. Inteligent Methods in Surface and Temperature Parameters Modeling
1.5. Objective of Research and Novelties
2. Materials and Methods
- -
- X6580sc thermal imaging camera from FLIR Systems Inc. (Wilsonville, OR, USA) was used in the thermal imaging tests;
- -
- In the chip geometry tests, SEM technique with an EDS PHENOM ProX electron microscope by ThermoFisher Scientific (Waltham, MA, USA) and an Alicona Infinite Focus microscope (Raaba bei Graz, Austria) were used;
- -
- For the 3D surface roughness measurement, an Alicona Infinite Focus was used.
3. Results
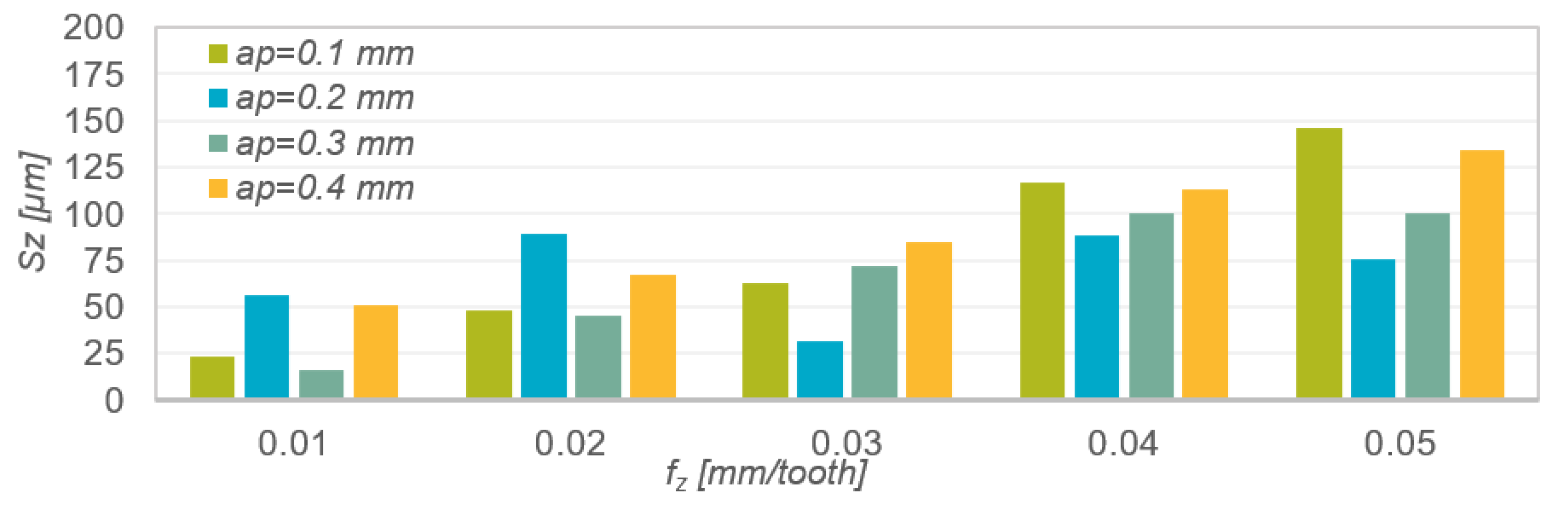
3.1. Surface 3D Roughness Parameters
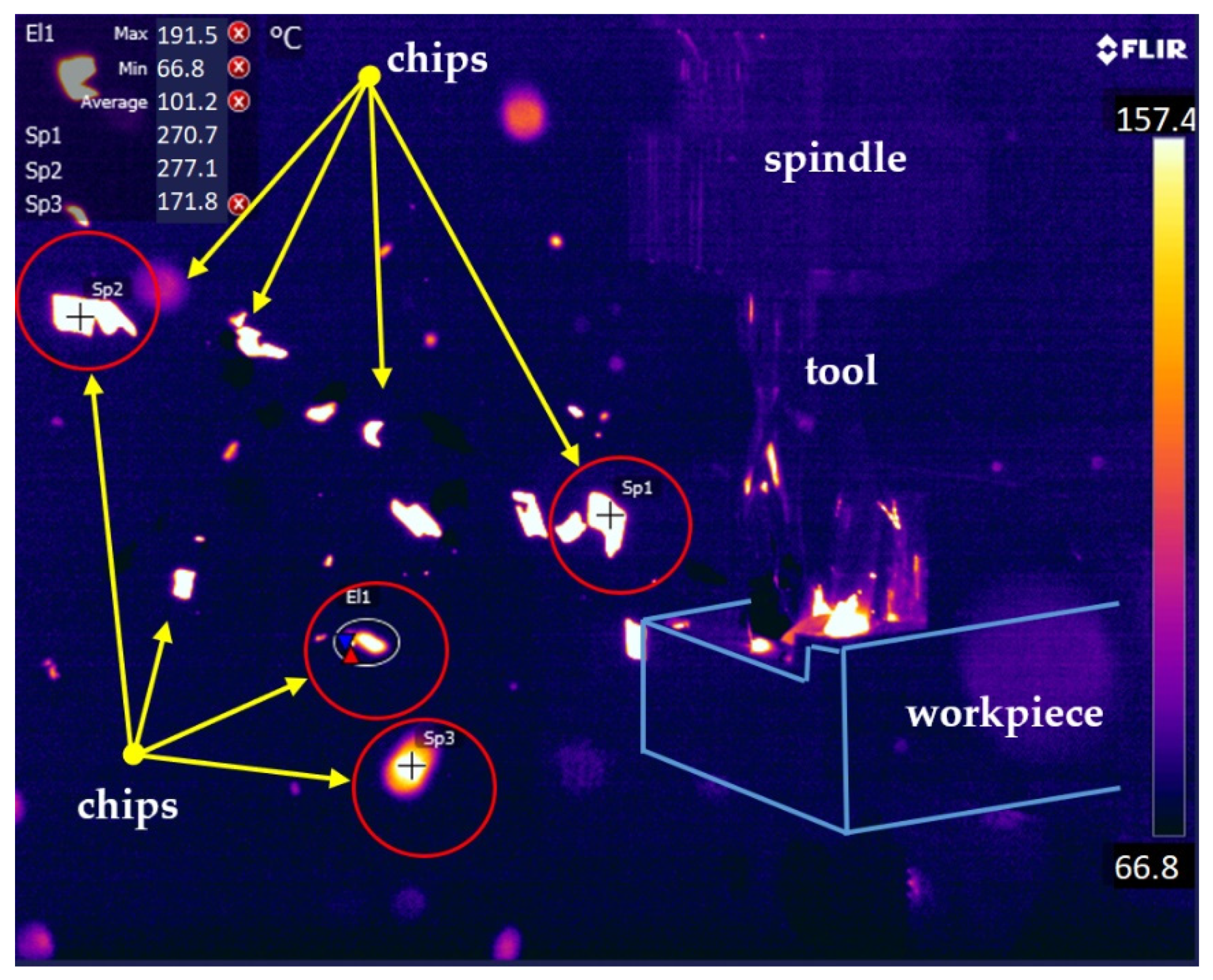
3.2. Thermovision Tests—Temperature of Chips Produced during AZ91D Magnesium Alloy Milling
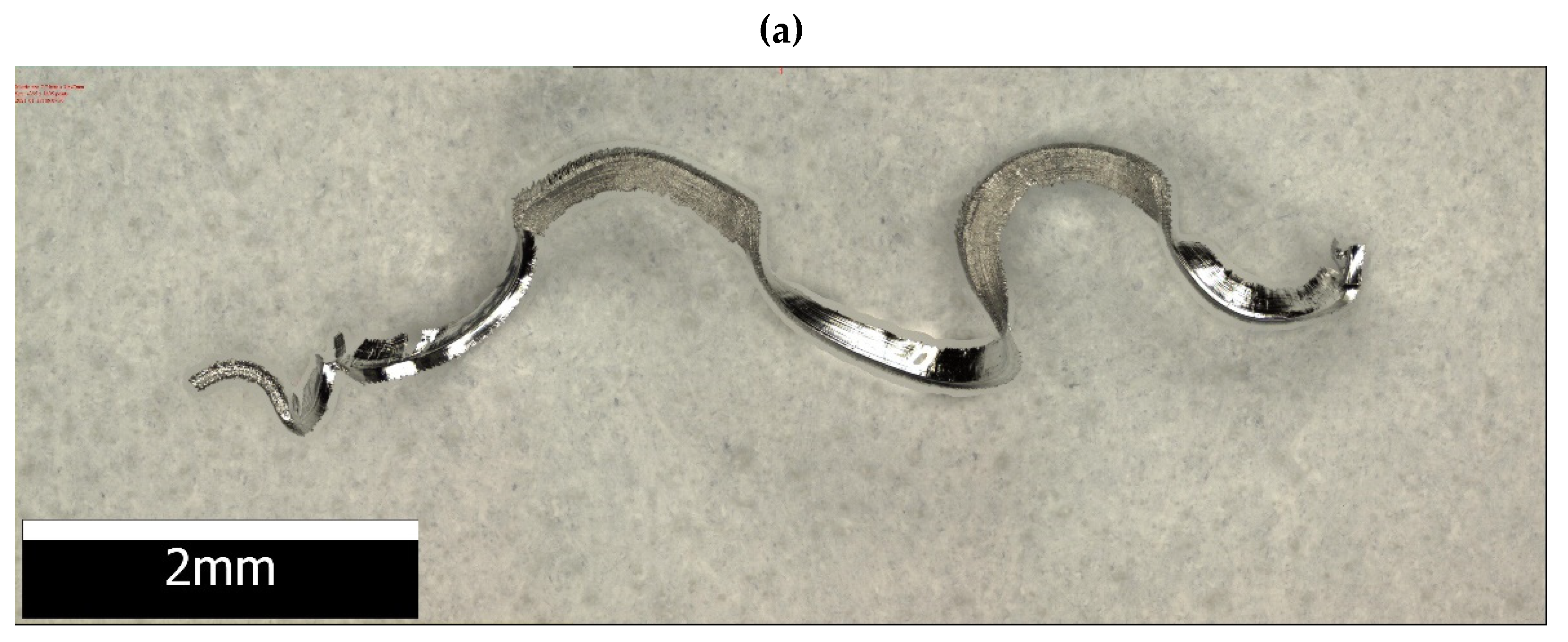
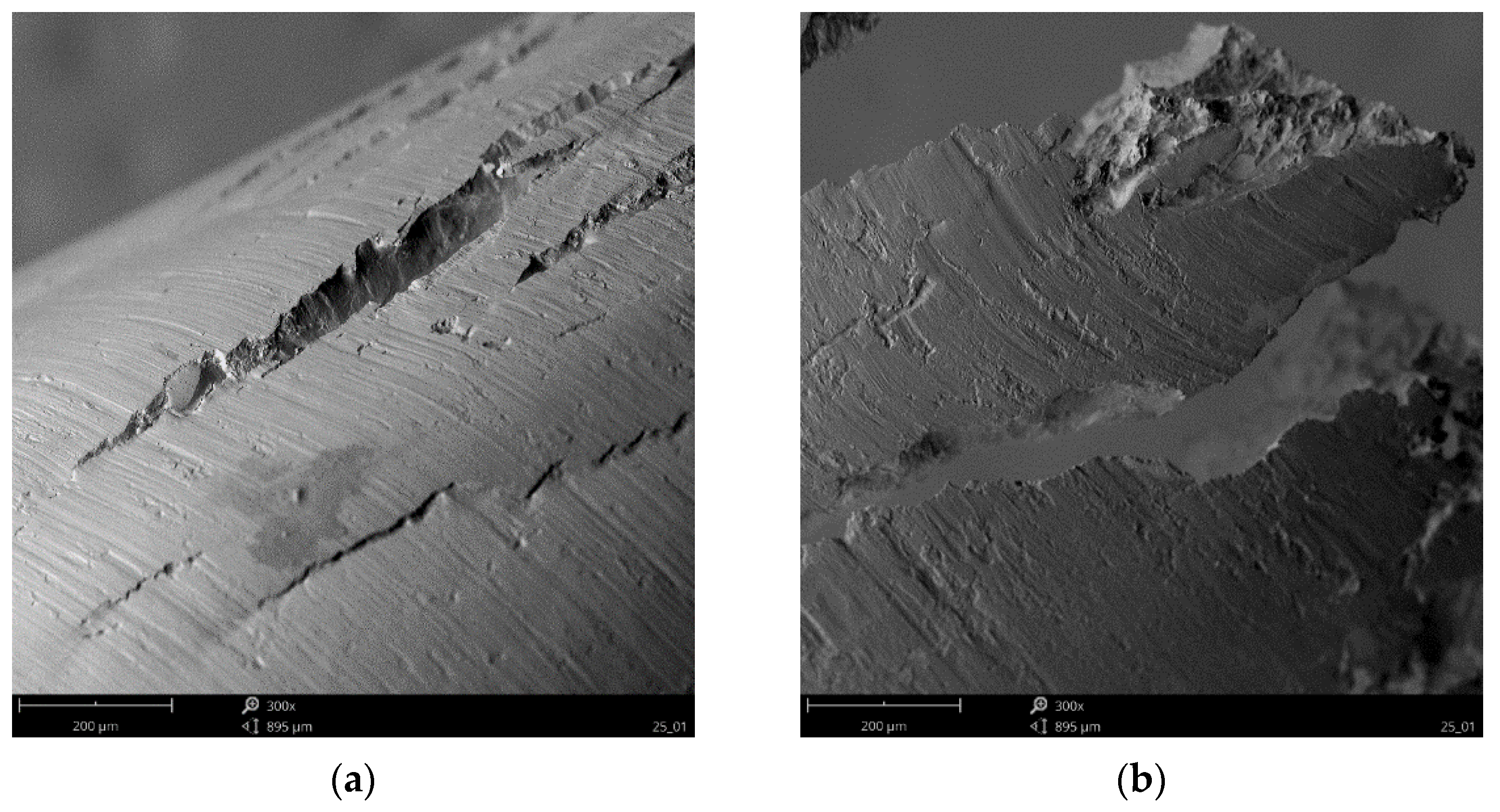
3.3. AZ91D Magnesium Alloy Chip Geometry
3.4. Artificial Neural Network Simulation
4. Conclusions
- -
- An increase of the feed per tooth fz in most cases resulted in an increase in surface roughness parameters Sa, Sz and Sv. Higher values of these roughness parameters were recorded for greater depths of cut ap. For parameters Sp, Ssk and Sku, no clear relationships were observed with regard to the change in machining conditions. The results of mathematical modelling proved that the best matching to the values of the resulting surface geometric structure parameters was obtained for the regression function in the form of a second and third degree polynomial. The obtained values of the coefficient of determination R2 for the built models were in the range 0.5490–0.9995, except for Sz for ap = 0.2, for which R2 was 0.0709. It should be noted, however, that for the majority of the developed models, the value of the coefficient of determination R2 is higher than 0.80 and only a few models have lower values of the coefficient of determination;
- -
- Changing the feed per tooth fz and the depth of cut ap in the analysed ranges did not have a significant effect on the maximum temperature of the chips produced in milling (T);
- -
- In most cases, the temperature of the chip observed during milling was around 300 °C, which is considered to be a safe chip temperature in terms of self-ignition hazard;
- -
- The presented metallographic photos of chips, as well as the imaging performed using a SEM, make it possible to conclude that the milling process is safe (no burn marks or chip melting);
- -
- The presented selected representations of chips belong to different groups of chips, both snarled chips and loose chips, which are more favourable due to their shape;
- -
- For modelling the maximum temperature obtained in milling AZ91D magnesium alloy with the use of a HSS tool, the RBF neural network was found to be a better type of network than MLP. For the RBF network, compared to MLP, the quality of learning and validation is higher, and the errors are less significant;
- -
- In the case of the 3D roughness parameters, a better result was obtained for the MLP network;
- -
- The obtained results of the network modelling show a satisfactory predictive ability, as evidenced by the obtained values of correlation R. The values are RmaxT = 0.98353, RSa = 0.997018 and RSku = 0.941437, respectively. Therefore, it can be concluded that artificial neural networks are effective tools for predicting these parameters. Based on the comparative assessment of the parameters of the mathematical models and those made with the use of artificial neural networks, it can be indicated that 8 ÷ 14% of models based on artificial intelligence show better matching results than most polynomial mathematical models;
- -
- Modelling of processes can constitute the basis for creating tools that are helpful in the work of manufacturing engineers when determining the conditions of the machining process, in order to obtain the required surface roughness and to maintain safe machining parameters. In addition, it can save time and effort and eliminate costs that would have to be incurred in the case of further machining tests.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zagórski, I.; Korpysa, J. Surface Quality Assessment after Milling AZ91D Magnesium Alloy Using PCD Tool. Materials 2020, 13, 617. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Korpysa, J.; Kuczmaszewski, J.; Zagórski, I. Dimensional Accuracy and Surface Quality of AZ91D Magnesium Alloy Components after Precision Milling. Materials 2021, 14, 6446. [Google Scholar] [CrossRef] [PubMed]
- Józwik, J.; Ostrowski, D.; Milczarczyk, R.; Krolczyk, G.M. Analysis of relation between the 3D printer laser beam power and the surface morphology properties in Ti-6Al-4V titanium alloy parts. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 215. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.B.; Salahshoor, M. Process mechanics and surface integrity by high-speed dry milling of biodegradable magnesium–calcium implant alloys. CIRP Ann.-Manuf. Technol. 2010, 59, 151–154. [Google Scholar] [CrossRef]
- Salahshoor, M.; Guo, Y.B. Surface integrity of magnesium-calcium implants processed by synergistic dry cutting-finish burnishing. Procedia Eng. 2011, 19, 288–293. [Google Scholar] [CrossRef] [Green Version]
- Qiao, Y.; Wang, S.; Guo, P.; Yang, X.; Wang, Y. Experimental research on surface roughness of milling medical magnesium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2018, 397, 012214. [Google Scholar] [CrossRef]
- Desai, S.; Malvade, N.; Pawade, R.; Warhatkar, H. Effect of High Speed Dry Machining on Surface integrity and Biodegradability of Mg-Ca1.0 Biodegradable Alloy. Mater. Today Proc. 2017, 4, 6718–6727. [Google Scholar] [CrossRef]
- Kim, J.D.; Lee, K.B. Surface Roughness Evaluation in Dry-Cutting of Magnesium Alloy by Air Pressure Coolant. Engineering 2010, 2, 788–792. [Google Scholar] [CrossRef]
- Sathyamoorthy, V.; Deepan, S.; Sathya Prasanth, S.P.; Prabhu, L. Optimization of Machining Parameters for Surface Roughness in End Milling of Magnesium AM60 Alloy. Indian J. Sci. Technol. 2017, 10, 1–7. [Google Scholar] [CrossRef]
- Alharti, N.H.; Bingol, S.; Abbas, A.T.; Ragab, A.E.; El-Danaf, E.A.; Alharbi, H.F. Optimizing Cutting Conditions and Prediction of Surface Roughness in Face Milling of AZ61 Using Regression Analysis and Artificial Neural Network. Adv. Mater. Sci. Eng. 2017, 2017, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Chirita, B.; Grigoras, C.; Tampu, C.; Herghelegiu, E. Analysis of cutting forces and surface quality during face milling of a magnesium alloy. IOP Conf. Series Mater. Sci. Eng. 2019, 591, 012006. [Google Scholar] [CrossRef]
- Ruslan, M.S.; Othman, K.; Ghani, J.A.; Kassim, M.S.; Haron, C.H. Surface roughness of magnesium alloy AZ91D in high speed milling. J. Teknologi. 2016, 78, 115–119. [Google Scholar] [CrossRef] [Green Version]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8, 1687814016628392. [Google Scholar] [CrossRef] [Green Version]
- Gziut, O.; Kuczmaszewski, J.; Zagórski, I. Surface quality assessment following high performance cutting of AZ91HP magnesium alloy. Manag. Prod. Eng. Rev. 2015, 6, 4–9. [Google Scholar] [CrossRef]
- Zagórski, I.; Korpysa, J. Surface quality in milling of AZ91D magnesium alloy. Adv. Sci. Technol. Res. J. 2019, 13, 119–129. [Google Scholar] [CrossRef]
- Fang, F.Z.; Lee, L.C.; Liu, X.D. Mean flank temperature measurement in high speed dry cutting. J. Mater. Process. Technol. 2005, 167, 119–123. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, Z. Sustainable High Speed Dry Cutting of Magnesium Alloys. Mater. Sci. Forum 2012, 723, 3–13. [Google Scholar] [CrossRef]
- Hou, J.; Zhao, N.; Zhu, S. Influence of Cutting Speed on Flank Temperature during Face Milling of Magnesium Alloy. Mater. Manuf. Process. 2011, 26, 1059–1063. [Google Scholar] [CrossRef]
- Hou, J.Z.; Zhou, W.; Zhao, N. Methods for prevention of ignition during machining of magnesium alloys. Key Eng. Mater. 2010, 447, 150–154. [Google Scholar] [CrossRef]
- Karimi, M.; Nosouhi, R. An experimental investigation on temperature distribution in high-speed milling of AZ91C magnesium alloy. AUT J. Mech. Eng. 2021, 5, 5. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagórski, I. Methodological problems of temperature measurement in the cutting area during milling magnesium alloys. Manag. Prod. Eng. Rev. 2013, 4, 26–33. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagórski, I.; Zgórniak, P. Thermographic study of chip temperature in high-speed dry milling magnesium alloys. Manag. Prod. Eng. Rev. 2016, 7, 86–92. [Google Scholar] [CrossRef] [Green Version]
- Kuczmaszewski, J.; Zagórski, I.; Dziubińska, A. Investigation of ignition temperature, time to ignition and chip morphology after the high-speed dry milling of magnesium alloys. Aircr. Eng. Aerosp. Technol. 2016, 88, 389–396. [Google Scholar] [CrossRef]
- Zagórski, I.; Kuczmaszewski, J. Temperature measurements in the cutting zone, mass, chip fragmentation and analysis of chip metallography images during AZ31 and AZ91HP magnesium alloy milling. Aircr. Eng. Aerosp. Technol. 2018, 90, 496–505. [Google Scholar] [CrossRef]
- Akyuz, B. Machinability of magnesium and its alloys. Online J. Sci. Technol. 2011, 1, 31–38. [Google Scholar]
- Brown, C.A.; Hansen, H.N.; Jiang, X.J.; Blateyron, F.; Berglund, J.; Senin, N.; Bartkowiak, T.; Dixon, B.; Le Goïc, G.; Quinsat, Y.; et al. Multiscale analyses and characterizations of surface topographies. CIRP Ann. 2018, 67, 839–862. [Google Scholar] [CrossRef]
- Sun, J.; Song, Z.; He, G.; Sang, Y. An improved signal determination method on ma-chined surface topography. Precis. Eng. 2018, 51, 338–347. [Google Scholar] [CrossRef]
- Gogolewski, D.; Makieła, W.; Nowakowski, Ł. An assessment of applicability of the two-dimensional wavelet transform to assess the minimum chip thickness determina-tion accuracy. Metrol. Meas. Syst. 2020, 27, 659–672. [Google Scholar]
- Zhang, H.; Zhao, P.; Ge, Y.; Tang, H.; Shi, Y. Chip morphology and combustion phenomenon of magnesium alloys at high-speed milling. Int. J. Adv. Manuf. Technol. 2018, 95, 3943–3952. [Google Scholar] [CrossRef]
- Zhao, N.; Hou, J.; Zhu, S. Chip ignition in research on high-speed face milling AM50A magnesium alloy. In Proceedings of the 2011 Second International Conference on Mechanic Automation and Control Engineering, Inner Mongolia, China, 15–17 July 2011; pp. 1102–1105. [Google Scholar] [CrossRef]
- Gziut, O.; Kuczmaszewski, J.; Zagórski, I. Analysis of chip fragmentation in az91hp alloy milling with respect to reducing the risk of chip ignition. Eksploat. I Niezawodn. -Maint. Reliab. 2016, 18, 73–79. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagorski, I.; Gziut, O.; Legutko, S.; Krolczyk, G.M. Chip fragmentation in the milling of AZ91HP magnesium alloy. Stroj. Vestn. /J. Mech. Eng. 2017, 63, 628–642. [Google Scholar]
- Zagorski, I.; Kuczmaszewski, J. Study of Chip Ignition and Chip Morphology After Milling of Magnesium Alloys. Adv. Sci. Technol. Res. J. 2016, 10, 101–108. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zagórski, I.; Zgórniak, P. Chip Temperature Measurement in the Cutting Area During Rough Milling Magnesium Alloys with a Kordell Geometry End Mill. Adv. Sci. Technol. Res. J. 2022, 16, 109–119. [Google Scholar] [CrossRef]
- PN-ISO 3885:1996; Tool-Life Testing with Single-Point Turning Tools. Polski Komitet Normalizacyjny: Warszaw, Poland, 1996. (In Polish)
- ISO 3685:1993; Tool-Life Testing with Single-Point Turning Tools. International Organization for Standardization: Geneva, Switzerland, 1993.
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimization of machining parameters to minimize surface roughness using integrated ANN-GA approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Kaviarasan, V.; Venkatesan, R.; Natarajan, E. Prediction of surface quality and optimization of process parameters in drilling of Delrin using neural network. Progress in Rubber. Plast. Recycl. Technol. 2019, 35, 149–169. [Google Scholar]
- Zerti, A.; Yallese, M.A.; Zerti, O.; Nouioua, M.; Khettabi, R. Prediction of machining performance using RSM and ANN models in hard turning of martensitic stainless steel AISI 420. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4439–4462. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Galanis, N.I.; Markopoulos, A.P. Surface roughness prediction for the milling of Ti-6Al-4V ELI alloy with the use of statistical and soft computing techniques. Measurement 2016, 90, 25–35. [Google Scholar] [CrossRef]
- Wu, T.Y.; Lei, K.W. Prediction of surface roughness in milling process using vibration signal analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 2019, 102, 305–314. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, Y.; Lin, H.; Zhang, B. Prediction Model of Milling Surface Roughness Based on Genetic Algorithms. In Advances in Intelligent Systems and Computing—Cyber Security Intelligence and Analytics; Xu, Z., Choo, K.K., Dehghantanha, A., Parizi, R., Hammoudeh, M., Eds.; Springer: Cham, Switzerland, 2020; p. 928. [Google Scholar]
- Santhakumar, J.; Iqbal, U.M. Role of trochoidal machining process parameter and chip morphology studies during end milling of AISI D3 steel. J. Intell. Manuf. 2019, 32, 649–665. [Google Scholar] [CrossRef]
- Dijmărescu, M.R.; Abaza, B.F.; Voiculescu, I.; Dijmărescu, M.C.; Ciocan, I. Surface Roughness Analysis and Prediction with an Artificial Neural Network Model for Dry Milling of Co–Cr Biomedical Alloys. Materials 2021, 14, 6361. [Google Scholar] [CrossRef]
- Eser, A.; Ayyıldız, E.A.; Ayyıldız, M.; Kara, F. Artificial Intelligence-Based Surface Roughness Estimation Modelling for Milling of AA6061 Alloy. Adv. Mater. Sci. Eng. 2021, 2021, 5576600. [Google Scholar] [CrossRef]
- Asadi, R.; Yeganefar, A.; Niknam, S.A. Optimization and prediction of surface quality and cutting forces in the milling of aluminium alloys using ANFIS and interval type 2 neuro fuzzy network coupled with population-based meta-heuristic learning methods. Int. J. Adv. Manuf. Technol. 2019, 105, 2271–2287. [Google Scholar] [CrossRef]
- Yeganefar, A.; Niknam, S.A.; Asadi, R. The use of support vector machine, neural network, and regression analysis to predict and optimize surface roughness and cutting forces in milling. Int. J. Adv. Manuf. Technol. 2019, 105, 951–965. [Google Scholar] [CrossRef]
- Li, Q.; Gong, Y.D.; Sun, Y.; Liang, C.X. Milling performance optimization of DD5 Ni-based single-crystal superalloy. Int. J. Adv. Manuf. Technol. 2018, 94, 2875–2894. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; Soliman, M.S.; El Rayes, M.M. ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials 2018, 11, 808. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Acayaba, G.M.A.; Escalona, P.M.D. Prediction of surface roughness in low speed turning of AISI316 austenitic stainless steel. CIRP J. Manuf. Sci. Technol. 2015, 11, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Zagórski, I.; Kłonica, M.; Kulisz, M.; Łoza, K. Effect of the AWJM method on the machined surface layer of AZ91D magnesium alloy and simulation of roughness parameters using neural networks. Materials 2018, 11, 2111. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cojbasic, Z.; Petkovic, D.; Shamshirband, S.; Chong, W.T.; Sudheer, C.H.; Jankovic, P.; Ducic, N.; Baralic, J. Surface roughness prediction by extreme learning machine constructed with abrasive water jet. Precis. Eng. 2016, 43, 86–92. [Google Scholar] [CrossRef]
- Kumar, D.; Chandna, P.; Pal, M. Efficient optimization of process parameters in 2.5 D end milling using neural network and genetic algorithm. Int. J. Syst. Assur. Eng. Manag. 2018, 9, 1198–1205. [Google Scholar] [CrossRef]
- Savkovic, B.; Kovac, P.; Rodic, D.; Strbac, B.; Klancnik, S. Comparison of artificial neural network, fuzzy logic and genetic algorithm for cutting temperature and surface roughness prediction during the face milling process. Adv. Prod. Eng. Manag. 2020, 15, 137–150. [Google Scholar] [CrossRef]
- Wu, X.; Chen, J. The temperature process analysis and control on laser-assisted milling of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2018, 98, 223–235. [Google Scholar] [CrossRef]
- Kulisz, M.; Zagórski, I.; Korpysa, J. Surface quality simulation with statistical analysis after milling AZ91D magnesium alloy using PCD tool. J. Phys. Conf. Ser. 2021, 1736, 012034. [Google Scholar] [CrossRef]
- Yanis, M.; Mohruni, A.S.; Sharif, S.; Yani, I. Optimum performance of green machining on thin walled TI6AL4V using RSM and ANN in terms of cutting force and surface roughness. J. Teknol. 2019, 81, 51–60. [Google Scholar] [CrossRef] [Green Version]
- Sen, B.; Mandal, U.K.; Mondal, S.P. Advancement of an intelligent system based on ANFIS for predicting machining performance parameters of Inconel 690—A perspective of metaheuristic approach. Measurement 2017, 109, 9–17. [Google Scholar] [CrossRef]
- Pradeepkumar, M.; Venkatesan, R.; Kaviarasan, V. Evaluation of the surface integrity in the milling of a magnesium alloy using an artificial neural network and a genetic algorithm. Mater. Technol. 2018, 52, 367–373. [Google Scholar] [CrossRef]
- Wiciak-Pikuła, M.; Felusiak, A.; Chwalczuk, T.; Twardowski, P. Surface roughness and forces prediction of milling Inconel 718 with neural network. In Proceeding of the 2020 IEEE 7th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Pisa, Italy, 22–24 June 2020; pp. 260–264. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Machining | Research Object | Methods * | Material | Year | Reference |
|---|---|---|---|---|---|
| milling | Ra | ANN | Ti–6Al–4V | 2016 | [40] |
| milling | Ra, T | ANFIS, ANN | Inconel 690 | 2017 | [58] |
| milling | Sa | ANN, GA, RSM | DD5 | 2018 | [48] |
| milling | T | ANN-GA | AA6061 T6 | 2018 | [53] |
| milling | T | ANN | Inconel 718 | 2018 | [59] |
| milling | Ra | ANN-GA | AZ91D | 2018 | [56] |
| milling | Ra | ANN | S45C steel | 2019 | [41] |
| milling | Ra | ANN | Ti-6Al-4V | 2019 | [57] |
| milling | Ra, T | ANN-GA | AISI D3 | 2019 | [43] |
| milling | Ra | ANFIS, ANN-GA | AA6061, AA2024, AA7075 | 2019 | [46] |
| milling | Ra | ANN, SVM, RA | AA 075-T6 | 2019 | [47] |
| milling | Ra, Rz | ANN | Inconel 718 | 2020 | [60] |
| milling | Ra | ANN-GA | P1.2738 | 2020 | [42] |
| milling | T, Ra | ANN, FL, GA | AA7075 | 2020 | [54] |
| milling | Ra | ANN | AA6061 | 2021 | [45] |
| milling | Ra, Rz, RSm | ANN | AZ91D | 2021 | [60] |
| dry milling | Ra | ANN | Co–28Cr–6Mo, Co–20Cr–15W–10Ni | 2021 | [44] |
| dry turning | Ra, Rz, Rt | ANN | AISI420 | 2019 | [39] |
| low speed turning | Ra | ANN | AISI316 | 2015 | [50] |
| ANN Types | Activation Function | Learning Algorithm | Hidden-Layer Neurons | Training Epochs |
|---|---|---|---|---|
| MLP | exponential, logistic, linear, tanh and sinus | BFGS | 2÷15 | 150–300 |
| RBF | Gaussian, linear | RBFT |
| ap = 0.1 mm | y = 1.0213x + 0.6017 R2 = 0.9652 (p = 0.0028) | ap = 0.2 mm | y = 0.8945x + 0.7405 R2 = 0.9596 (p = 0.0035) | ap = 0.3 mm | y = 1.4353x + 0.2389 R2 = 0.9966 (p = 0.0001) | ap = 0.4 mm | y = 1.803x − 0.1902 R2 = 0.9949 (p = 0.0002) |
| y = 1.2984e0.3141x R2 = 0.9401 (p = 0.0063) | y = 1.3174e0.2906x R2 = 0.9287 (p = 0.0083) | y = 1.2856e0.3769x R2 = 0.9199 (p = 0.0099) | y = 1.2673e0.4184x R2 = 0.9215 (p = 0.0096) | ||||
| y = 2.4998ln(x) + 1.2720 R2 = 0.9341 (p = 0.0073) | y = 2.1884ln(x) + 1.3286; R2 = 0.9279 (p = 0.0084) | y = 3.5233ln(x) + 1.1713; R2 = 0.9701 (p = 0.0022) | y = 4.38ln(x) + 1.0249 R2 = 0.9485 (p = 0.0050) | ||||
| y = −0.0601x2 + 1.3817x + 0.1812; R2 = 0.9698 (p = 0.0302) | y = −0.0371x2 + 1.1169x + 0.481; R2 = 0.9619 (p= 0.0381) | y = −0.0661x2 + 1.8317x − 0.2236; R2 = 0.9995 (p = 0.0005) | y = 0.002x2 + 1.791x − 0.1762; R2 = 0.9949 (p = 0.0051) | ||||
| y = 1.5492x0.7996 R2 = 0.9843 (p= 0.0008) | y = 1.5507x0.7403 R2 = 0.9735 (p = 0.0018) | y = 1.5642x0.9759 R2 = 0.9965 (p = 0.0001) | y = 1.5785x1.0815 R2 = 0.9947 (p = 0.0002) |
| ap = 0.1 mm | y = 31.469x − 15.111 R2 = 0.9627 (p = 0.0031) | ap = 0.2 mm |
y = 3.656x + 57.136 R2 = 0.0558 (p = 0.7021) | ap = 0.3 mm |
y = 22.381x − 0.641 R2 = 0.9393 (p = 0.0065) | ap = 0.4 mm |
y = 21.313x + 26.095 R2 = 0.989 (p = 0.0005) |
| y = 16.603e0.4565x R2 = 0.9588 (p = 0.0021) | y = 53.741e0.0566x R2 = 0.0577 (p = 0.7409) | y = 14.293e0.4498x R2 = 0.7779 (p = 0.0268) | y = 40.48e0.2466x R2 = 0.9911 (p = 0.0002) | ||||
| y = 73.803ln(x) + 8.6294 R2 = 0.8555 (p = 0.0244) | y = 8.5086ln(x) + 59.957; R2 = 0.0488 (p = 0.7210) | y = 56.532ln(x) + 12.373; R2 = 0.9681 (p = 0.0024) | y = 50.547ln(x) + 41.64 R2 = 0.8986 (p = 0.0141) | ||||
| y = 3.505x2 + 10.439x + 9.424; R2 = 0.9795 (p = 0.0205) | y = 1.6114x2 − 6.0126x + 68.416; R2 = 0.0709 (p = 0.9291) | y = −4.0779x2 + 46.848x − 29.186; R2 = 0.9829 (p = 0.0171) | y = 1.4964x2 + 12.334x + 36.57; R2 = 0.9958 (p = 0.0042) | ||||
| y = 21.99x1.1368 R2 = 0.9696 (p = 0.0019) | y = 57.338x0.1098 R2 = 0.0493 (p = 0.7975) | y = 17.507x1.1974 R2 = 0.9215 (p = 0.0023) | y = 47.588x0.6037 R2 = 0.9658 (p = 0.0031) |
| Sp | ap = 0.1 mm | y = 16.988x − 7.19 R2 = 0.8554 (p = 0.0005) | ap = 0.2 mm | y = −7.399x + 60.241 R2 = 0.3027 (p = 0.0651) | ap = 0.3 mm | y = 6.3234x + 5.8894 R2 = 0.7888 (p = 0.0101) | ap = 0.4 mm | y = 9.928x + 13.612 R2 = 0.5327 (p = 0.1232) |
| y = 10.618e0.4095x R2 = 0.9093 (p = 0.0091) | y = 55.657e−0.174x R2 = 0.319 (p = 0.0374) | y = 7.7707e0.3446x R2 = 0.6324 (p = 0.0192) | y = 21.924e0.1994x R2 = 0.613 (p = 0.0883) | |||||
| y = 38.745ln(x) + 6.6755 R2 = 0.7188 (p = 0.0069) | y = −18.31ln(x) + 55.573; R2 = 0.2994 (p = 0.0752) | y = 16.909ln(x) + 8.6697; R2 = 0.9112 (p = 0.0131) | y = 20.619ln(x) + 23.65 R2 = 0.3712 (p = 0.0897) | |||||
| y = 3.7557x2 − 5.5463x + 19.1; R2 = 0.9139 (p = 0.0104) | y = 5.0942x3 − 43.585x2 + 99.25x − 9.506; R2 = 0.549 (p = 0.5331) | y = −2.3896x2 + 20.661x − 10.838; R2 = 0.9465 (p = 0.0673) | y = 2.3158x3 − 15.277x2 + 31.187x + 13.666; R2 = 0.8089 (p = 0.5875) | |||||
| y = 14.218x0.9781 R2 = 0.8532 (p = 0.0004) | y = 52.314x−0.481 R2 = 0.2735 (p = 0.0205) | y = 8.7915x0.9507 R2 = 0.7964 (p = 0.0019) | y = 26.84x0.4134 R2 = 0.4399 (p = 0.0400) | |||||
| Sv | ap = 0.1 mm | y = 14.478 x − 7.9082 R2 = 0.9891 (p = 0.0244) | ap = 0.2 mm | y = 11.456x − 4.7116 R2 = 0.7304 (p = 0.3366) | ap = 0.3 mm | y = 16.058x − 6.5352 R2 = 0.9185 (p = 0.0441) | ap = 0.4 mm | y = 11.395x + 12.461 R2 = 0.6015 (p = 0.1615) |
| y = 5.6101e0.5324x R2 = 0.8885 (p = 0.0209) | y = 5.1903e0.4945x R2 = 0.6185 (p = 0.4574) | y = 6.9099e0.5178x R2 = 0.7673 (p = 0.0654) | y = 16.759e0.3015x R2 = 0.4937 (p = 0.1795) | |||||
| y = 35.053ln(x) + 1.9623 R2 = 0.9367 (p = 0.0696) | y = 28.004ln(x) + 2.8435; R2 = 0.7051 (p = 0.3398) | y = 39.623ln(x) + 3.6995; R2 = 0.9035 (p = 0.0116) | y = 29.949ln(x) + 17.97 R2 = 0.6713 (p = 0.2754) | |||||
| y = −0.2556x2 + 16.011x − 9.6972; R2 = 0.9896 (p= 0.0861) | y = −3.0723x3 + 26.715x2 − 55.435x + 40.352; R2 = 0.8129 (p = 0.7855) | y = −1.687x2 + 26.18x − 18.344; R2 = 0.9327 (p = 0.0535) | y = −3.0083x3 + 23.011x2 − 35.22x + 34.556; R2 = 0.769 (p = 0.5384) | |||||
| y = 7.4551x1.371 R2 = 0.9808 (p = 0.0401) | y = 6.7438x1.2758 R2 = 0.7217 (p = 0.4027) | y = 8.9054x1.3574 R2 = 0.8982 (p = 0.0145) | y = 18.922x0.8178 R2 = 0.6194 (p = 0.2936) |
| ap = 0.1 mm | y = 0.0587x − 0.4083 R2 = 0.2931 (p = 0.3460) | ap = 0.2 mm | y = −0.0065x − 0.0471 R2 = 0.0035 (p = 0.9246) | ap = 0.3 mm | y = 0.0261x − 0.1609 R2 = 0.2184 (p = 0.4274) | ap = 0.4 mm | y = −0.0459x − 0.003 R2 = 0.1936 (p = 0.4584) |
| y = 0.1922ln(x) − 0.4164 R2 = 0.5082 (p = 0.1765) | y = 0.0394ln(x) − 0.1043; R2 = 0.021 (p = 0.8163) | y = 0.0645ln(x) − 0.1445; R2 = 0.2161 (p = 0.4301) | y = −0.061ln(x) − 0.0821 R2 = 0.0556 (p = 0.7026) | ||||
| y = −0.0743x2 + 0.5042x − 0.9281; R2 = 0.9503 (p = 0.0497) | y = 0.0599x3 − 0.6076x2 + 1.818x − 1.5327; R2 = 0.9823 (p = 0.1688) | y = 0.0402x3 − 0.3539x2 + 0.9263x − 0.7794; R2 = 0.9969 (p= 0.0711) | y = −0.0756x2 + 0.4077x − 5323; R2 = 0.9285 (p= 0.0715) |
| ap = 0.1 mm | y = 0.3139x + 2.1769 R2 = 0.8684 (p = 0.0211) | ap = 0.2 mm | y = −0.5463x + 5.0093 R2 = 0.5257 (p = 0.1657) | ap = 0.3 mm | y = 0.1913x + 2.2297 R2 = 0.5682 (p = 0.1411) | ap = 0.4 mm | y = 0.1723x + 2.5429 R2 = 0.2397 (p = 0.4025) |
| y = 2.3037e0.0973x R2 = 0.9026 (p = 0.0135) | y = 4.9188e−0.141x R2 = 0.5971 (p = 0.1994) | y = 2.2689e0.0679x R2 = 0.5636 (p = 0.1262) | y = 2.6017e0.05x R2 = 0.265 (p = 0.4340) | ||||
| y = 0.6998ln(x) + 2.4486 R2 = 0.6972 (p = 0.0784) | y = −1.594ln(x) + 4.8968; R2 = 0.7231 (p = 0.0679) | y = 0.4503ln(x) + 2.3725 R2 = 0.5085 (p = 0.1763) | y = 0.2537ln(x) + 2.817 R2 = 0.0839 (p = 0.6363) | ||||
| y = 0.0971x2 − 0.2685x + 2.8564; R2 = 0.9847 (p = 0.0497) | y = −0.1695x3 + 1.9037x2 − 6.8158x + 10.504; R2 = 0.9513 (p = 0.2786) | y = −0.1288x3 + 1.1493x2 − 2.7879x + 4.3226; R2 = 0.9416 (p = 0.3046) | y = 0.0287x3 − 0.0026x2 − 0.6833x + 3.8488; R2 = 0.9864 (p = 0.1479) | ||||
| y = 2.5003x0.2194 R2 = 0.7397 (p = 0.0613) | y = 4.787x−0.413 R2 = 0.7903 (p = 0.0963) | y = 2.3886x0.1591 R2 = 0.5245 (p = 0.1641) | y = 2.8297x0.0689 R2 = 0.0923 (p = 0.6781) |
| ap = 0.1 mm | y = 14.89x + 243.97 R2 = 0.6384 (p = 0.1049) | ap = 0.2 mm | y = −22.72x + 331.38 R2 = 0.3128 (p = 0.3270) | ap = 0.3 mm | y = −5.24x + 321.4 R2 = 0.0551 (p = 0.7039) | ap = 0.4 mm | y = −36.7x + 404.56 R2 = 0.5737 (p = 0.1381) |
| y = 246.33e0.0514x R2 = 0.6477 (p = 0.1137) | y = 339.61e−0.095x R2 = 0.3305 (p = 0.3797) | y = 321.38e−0.018x R2 = 0.0523 (p = 0.6788) | y = 401.76e−0.111x R2 = 0.6345 (p = 0.1424) | ||||
| y = 33.236ln(x) + 256.82 R2 = 0.5138 (p = 0.1730) | y = −58.81ln(x) + 319.53; R2 = 0.3386 (p = 0.3033) | y = −7.793ln(x) + 313.14 R2 = 0.0197 (p = 0.8219) | y = −106.5ln(x) + 396.48 R2 = 0.7811 (p = 0.0467) | ||||
| y = −2.525x3 + 25.975x2 − 64.2x + 309.14; R2 = 0.7074 (p = 0.6535) | y = 22.367x3 − 190.5x2 + 440.33x + 31.22; R2 = 0.8483 (p = 0.4831) | y = −10.017x3 + 79.593x2 − 178.29x + 415.78; R2 = 0.658 (p = 0.6996) | y = −8.125x3 + 98.254x2 − 379.22x + 716.96; R2 = 0.9907 (p = 0.1227) | ||||
| y = 257.55x0.1146 R2 = 0.5317 (p = 0.1831) | y = 323.46x−0.247 R2 = 0.3342 (p = 0.3550) | y = 312.75x−0.029 R2 = 0.0191 (p = 0.7930) | y = 391.91x−0.323 R2 = 0.8364 (p = 0.0508) |
| Network Name | Quality (Training) | Quality (Validation) | SS (Training) | SS (Validation) | Activation (Hidden) | Activation (Output) | R(i) Correlation |
|---|---|---|---|---|---|---|---|
| Maximum Temperature | |||||||
| RBF 2-13-1 | 0.9947 | 0.9837 | 17.3924 | 143.9912 | Gaussian | Linear | 0.9835 |
| MLP 2-13-1 | 0.9377 | 0.8392 | 202.8053 | 652.0954 | Tanh | Sinus | 0.8917 |
| Sa | |||||||
| RBF 2-10-1 | 0.9432 | 0.9849 | 0.2431 | 0.0726 | Gaussian | Linear | 0.9506 |
| MLP 2-4-1 | 0.9999 | 0.9924 | 0.0019 | 0.0565 | Logistic | Linear | 0.9970 |
| Sku | |||||||
| RBF 2-11-1 | 0.9287 | 0.7085 | 0.0335 | 0.4862 | Gaussian | Linear | 0.7440 |
| MLP 2-5-1 | 0.9903 | 0.9538 | 0.0046 | 0.1025 | Tanh | Exponential | 0.9414 |
| Sensitivity Analysis | fz | ap | |
|---|---|---|---|
| Maximum temperature | RBF 2-13-1 | 43.6506 | 28.7312 |
| Sa | MLP 2-4-1 | 127.9466 | 32.3221 |
| Sku | MLP 2-5-1 | 445.2054 | 12.2694 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulisz, M.; Zagórski, I.; Józwik, J.; Korpysa, J. Research, Modelling and Prediction of the Influence of Technological Parameters on the Selected 3D Roughness Parameters, as Well as Temperature, Shape and Geometry of Chips in Milling AZ91D Alloy. Materials 2022, 15, 4277. https://doi.org/10.3390/ma15124277
Kulisz M, Zagórski I, Józwik J, Korpysa J. Research, Modelling and Prediction of the Influence of Technological Parameters on the Selected 3D Roughness Parameters, as Well as Temperature, Shape and Geometry of Chips in Milling AZ91D Alloy. Materials. 2022; 15(12):4277. https://doi.org/10.3390/ma15124277
Chicago/Turabian StyleKulisz, Monika, Ireneusz Zagórski, Jerzy Józwik, and Jarosław Korpysa. 2022. "Research, Modelling and Prediction of the Influence of Technological Parameters on the Selected 3D Roughness Parameters, as Well as Temperature, Shape and Geometry of Chips in Milling AZ91D Alloy" Materials 15, no. 12: 4277. https://doi.org/10.3390/ma15124277