
Annealing of Al-Zn-Mg-Cu Alloy at High Pressures: Evolution of Microstructure and the Corrosion Behavior


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Procedure
2.2. Structural and Microstructural Analysis
2.3. Corrosion Behavior and Microhardness
3. Results and Discussion
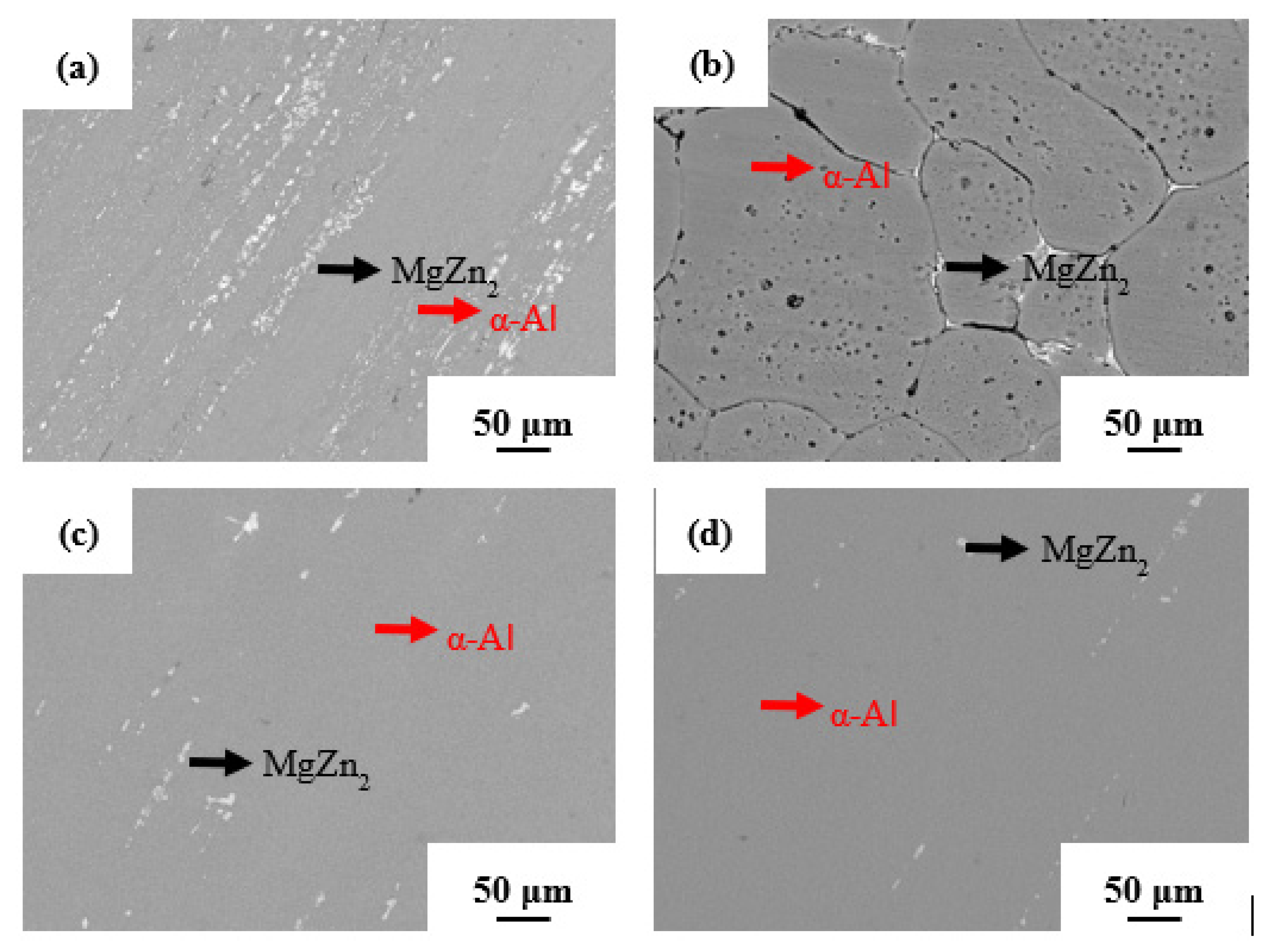
3.1. Structural and Microstructural Characterization
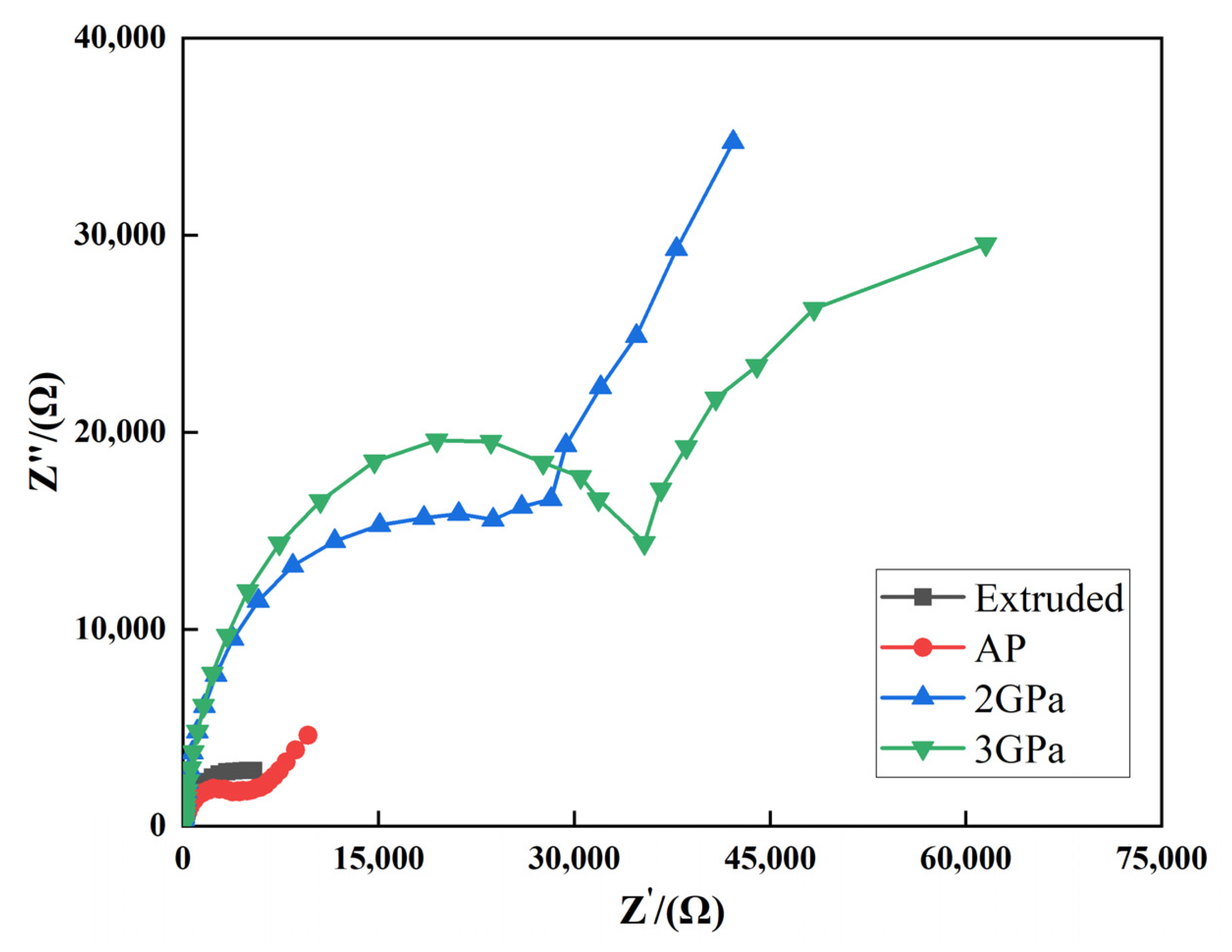
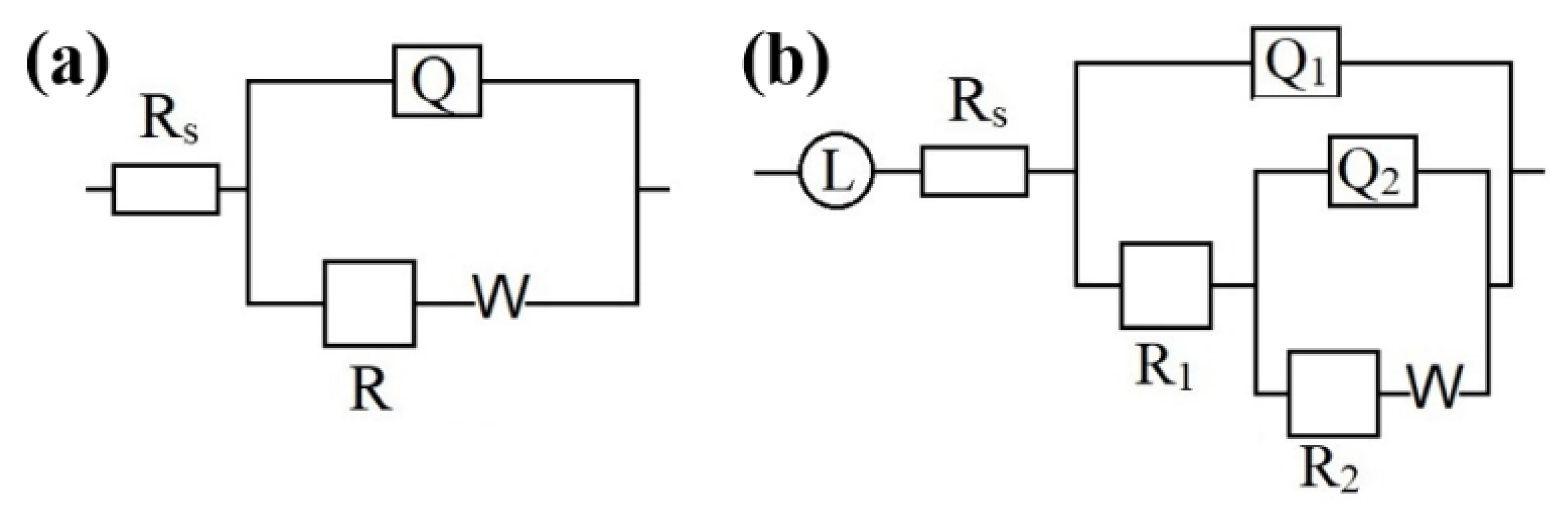
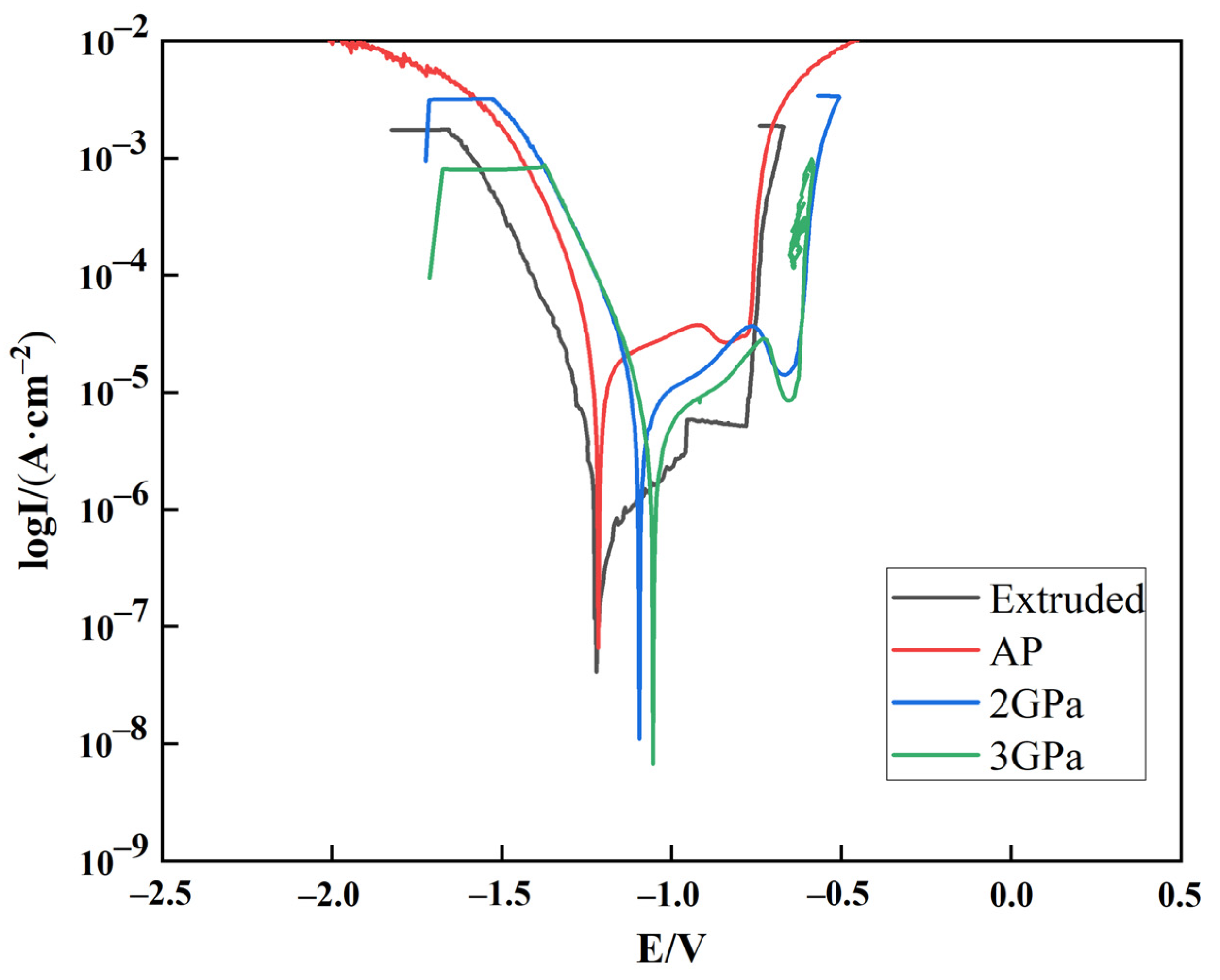
3.2. Corrosion Behavior and Mechanisms
4. Conclusions
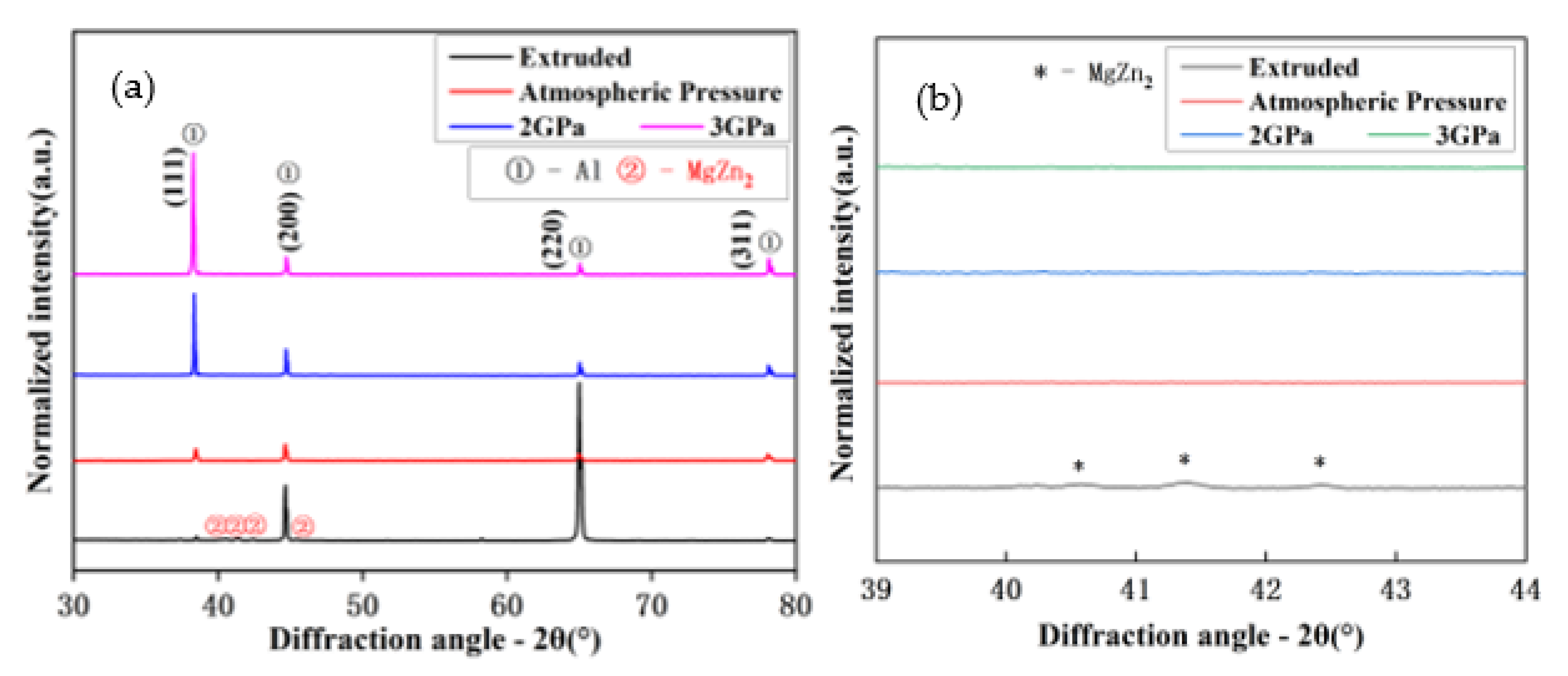
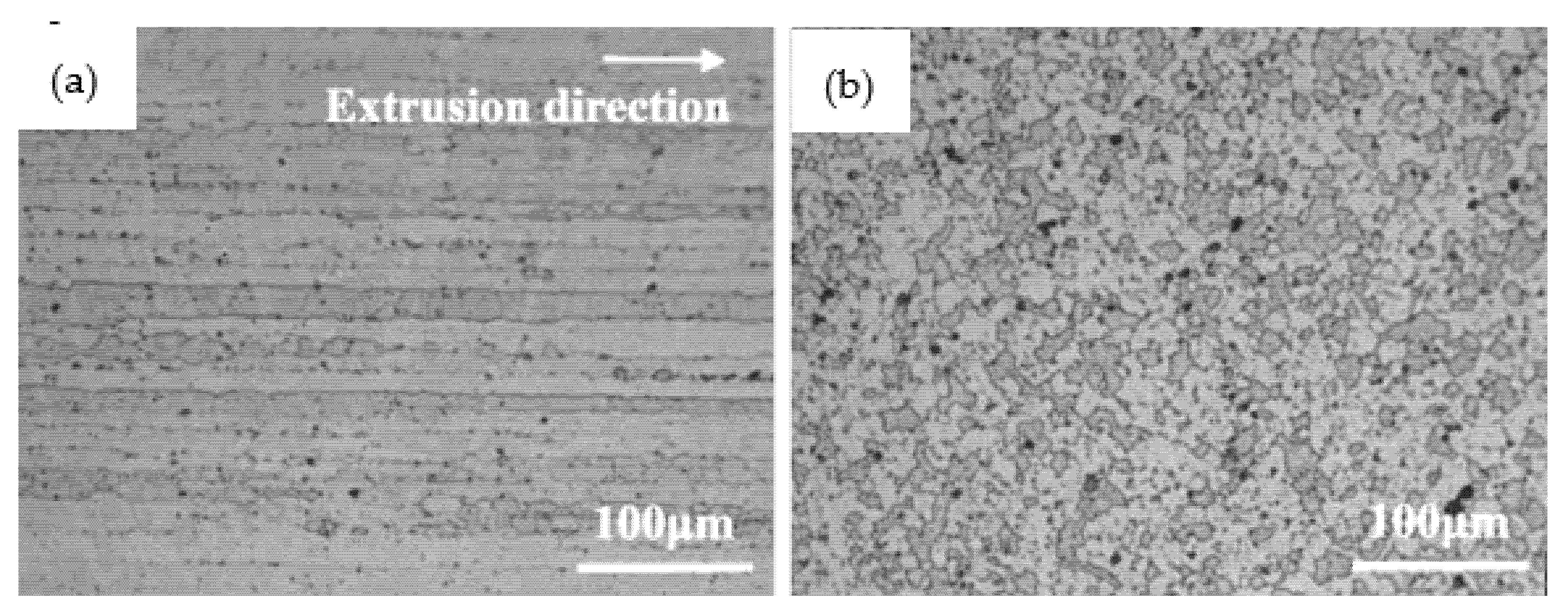
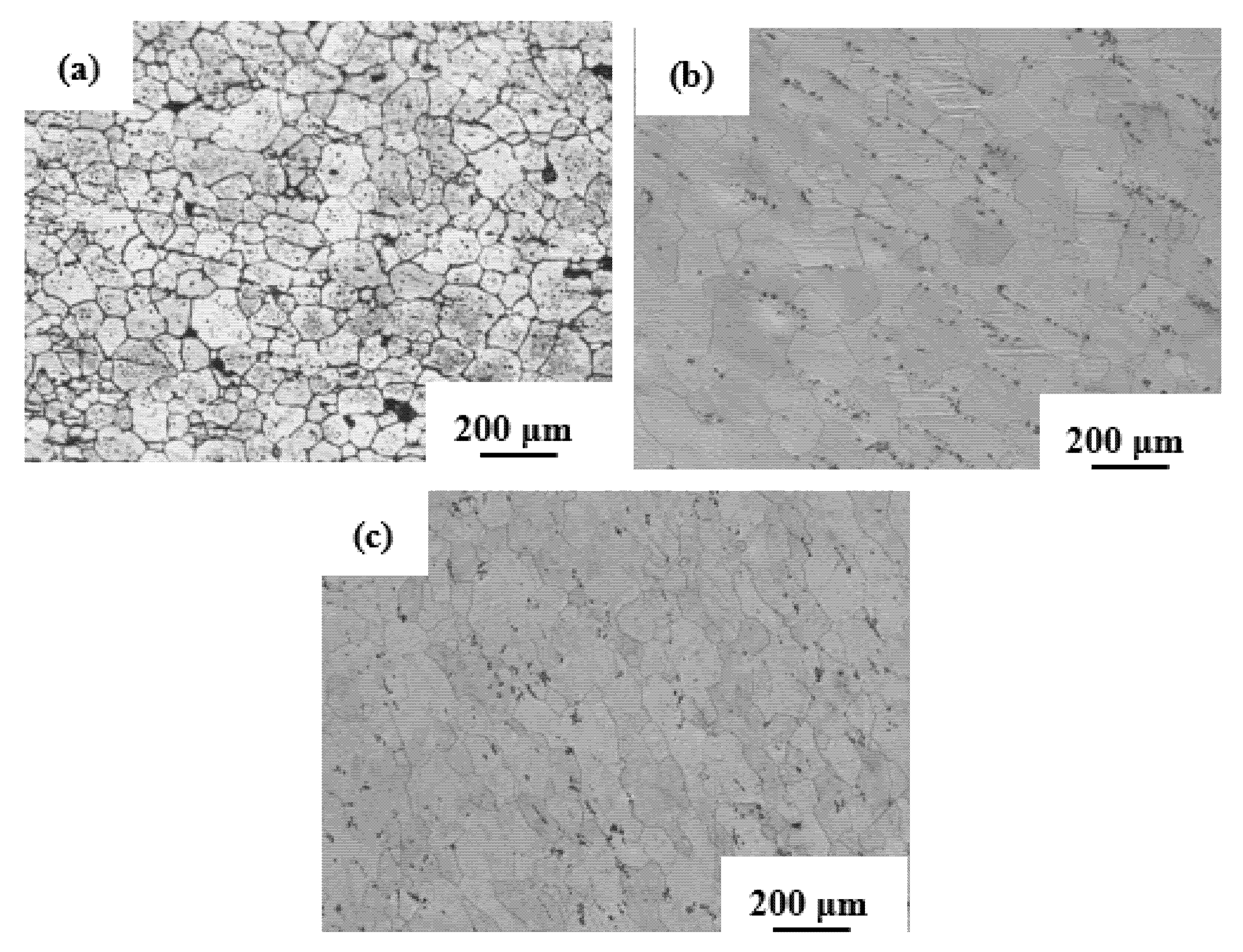
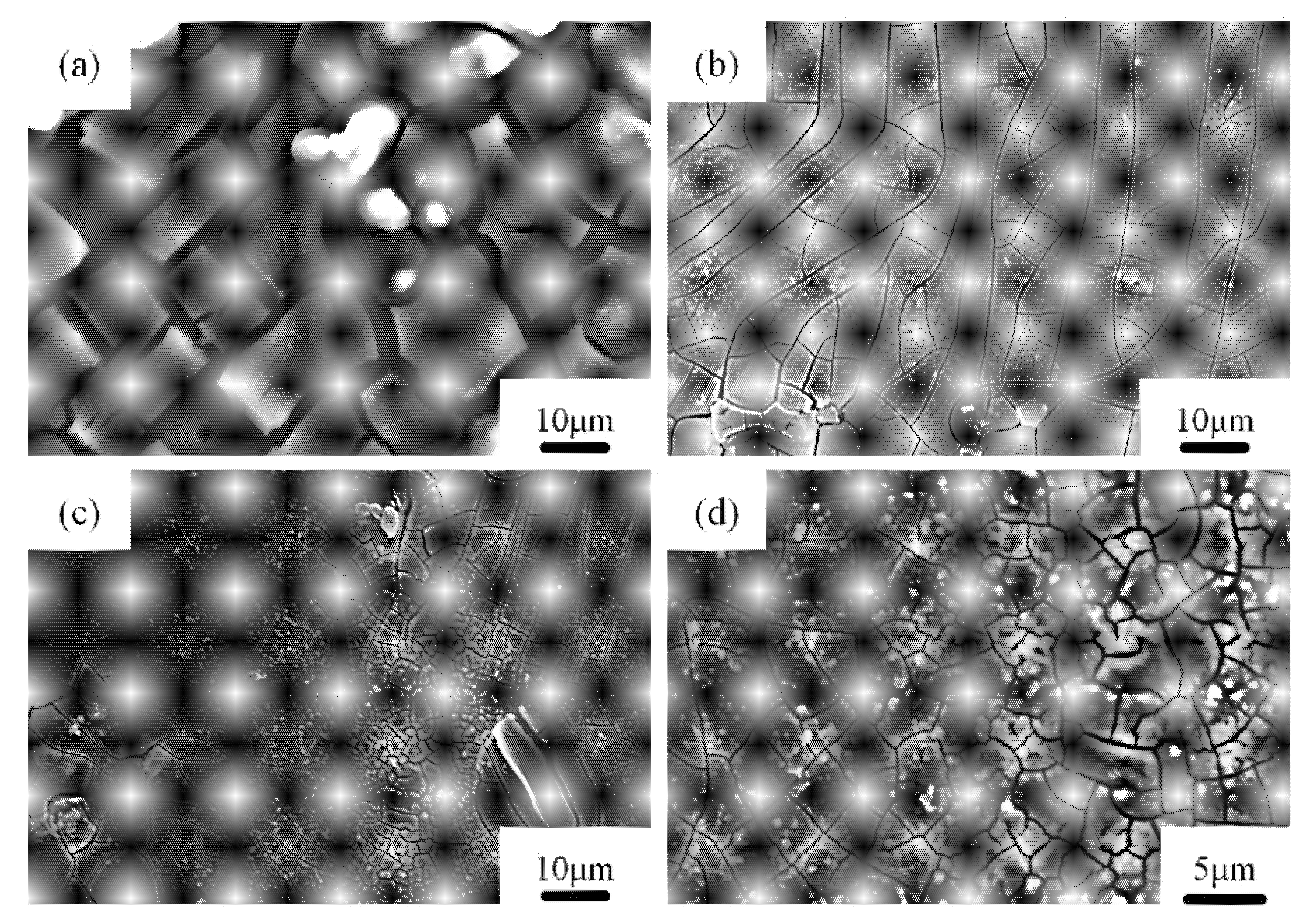
- The Al-Zn-Mg-Cu alloy consists of α-Al and MgZn2 phases, and the grain size and the percentage of MgZn2 phase decrease with increasing annealing pressure. Moreover, the degree of recrystallization decreases with increasing annealing pressure.
- Strengthening due to grain refinement and solid solution strengthening leads to an increase in the Vickers hardness of the Al-Zn-Mg-Cu alloy from 132 (annealed at atmospheric pressure) to 180 HV (annealed at 3 GPa pressure).
- Eb increases and Ipass decreases with the increases in the annealing pressure. In addition, a higher impedance level of the Nyquist plot is the proof for the formation of a protective oxide layer on the surface of the Al-Zn-Mg-Cu-based alloy annealed under high pressures, suggesting that high-pressure annealing could effectively improve the corrosion resistance of the Al-Zn-Mg-Cu alloy.
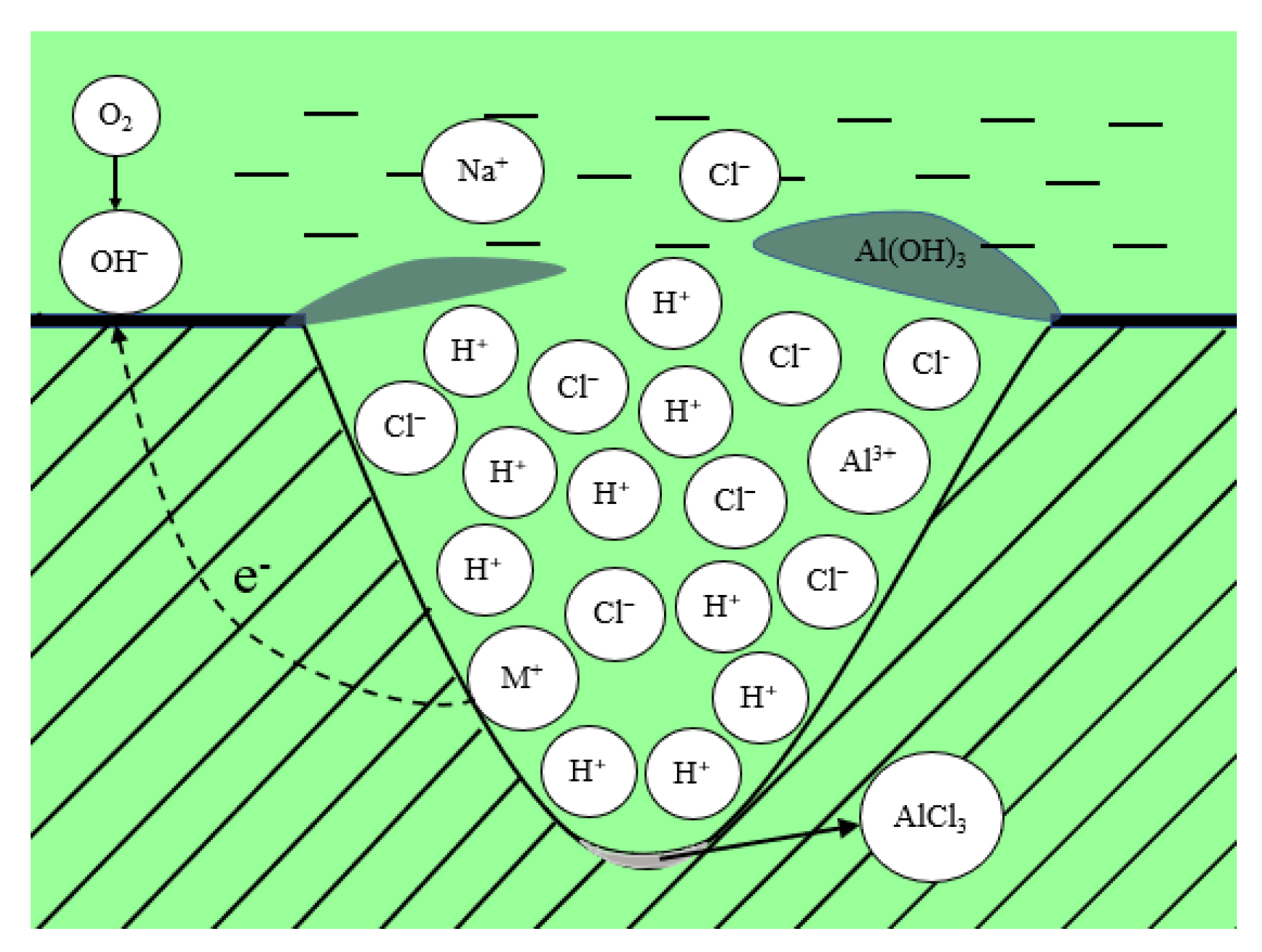
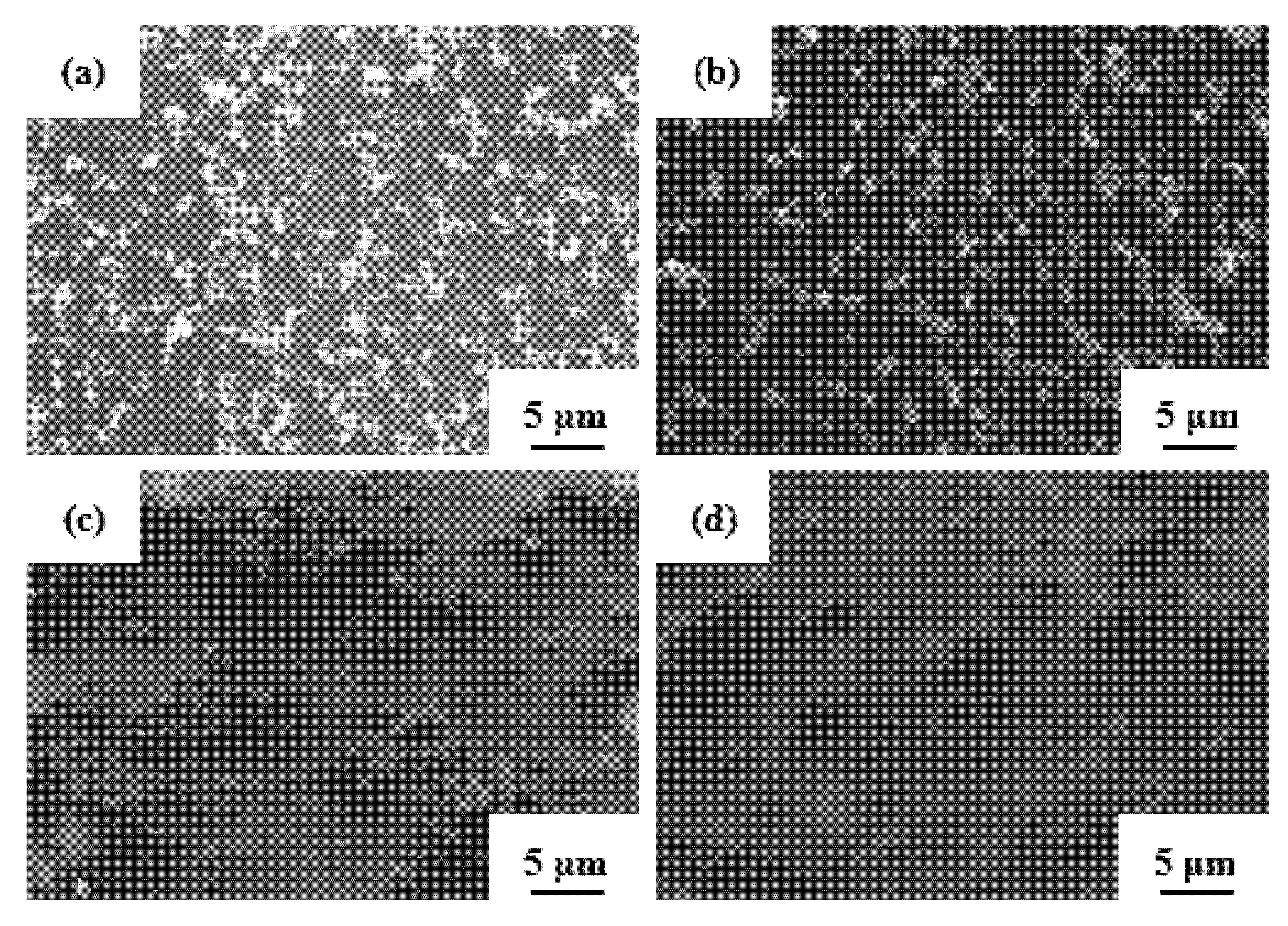
- The scanning electron microscopy analysis reveals the presence of localized corrosion on the Al-Zn-Mg-Cu alloy, and it takes place mainly due to the formation of pits. The number of corrosion pits and the width of corrosion cracks decreases due to increased annealing pressure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ibrahim, M.; Samuel, A.; Samuel, F. A preliminary study on optimizing the heat treatment of high strength Al–Cu–Mg–Zn alloys. Mater. Des. 2014, 57, 342–350. [Google Scholar] [CrossRef]
- Abreu, C.M.; Cristóbal, M.J.; Figueroa, R.; Pena, G. Influence of molybdenum ion implantation on the localized corrosion resistance of a high strength aluminium alloy. Corros. Sci. 2012, 54, 143–152. [Google Scholar] [CrossRef]
- Wang, P.; Li, H.; Prashanth, K.; Eckert, J.; Scudino, S. Selective laser melting of Al-Zn-Mg-Cu: Heat treatment, microstructure and mechanical properties. J. Alloy. Compd. 2017, 707, 287–290. [Google Scholar] [CrossRef]
- Dong, J.; Cui, J.; Yu, F.; Zhao, Z.; Zhuo, Y. A new way to cast high-alloyed Al–Zn–Mg–Cu–Zr for super-high strength and toughness. J. Mater. Process. Technol. 2006, 171, 399–404. [Google Scholar] [CrossRef]
- Park, S.; Kim, W. Difference in the Hot Compressive Behavior and Processing Maps between the As-cast and Homogenized Al-Zn-Mg-Cu (7075) Alloys. J. Mater. Sci. Technol. 2016, 32, 660–670. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.; Yin, Z.; Xu, G. Improvement of microstructure and properties in twin-roll casting 7075 sheet by lower casting speed and compound field. Mater. Charact. 2017, 127, 325–332. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.S.; Schwartzstein, C.; Williams, J.J.; Xiao, X.; De Carlo, F.; Chawla, N. 3D microstructural characterization and mechanical properties of constituent particles in Al 7075 alloys using X-ray synchrotron tomography and nanoindentation. J. Alloy. Compd. 2014, 602, 163–174. [Google Scholar] [CrossRef]
- Pourkia, N.; Emamy, M.; Farhangi, H.; Ebrahimi, S.S. The effect of Ti and Zr elements and cooling rate on the microstructure and tensile properties of a new developed super high-strength aluminum alloy. Mater. Sci. Eng. A 2010, 527, 5318–5325. [Google Scholar] [CrossRef]
- Li, X.; Cai, Q.; Zhao, B.; Xiao, Y.; Li, B. Effect of nano TiN/Ti refiner addition content on the microstructure and properties of as-cast Al-Zn-Mg-Cu alloy. J. Alloy. Compd. 2016, 675, 201–210. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, T.; He, C.; Ding, J.; Liu, E.; Shi, C.; Li, J.; Zhao, N. Evolution of microstructure and properties of Al–Zn–Mg–Cu–Sc–Zr alloy during aging treatment. J. Alloy. Compd. 2016, 658, 946–951. [Google Scholar] [CrossRef]
- Wang, H.; Xu, J.; Kang, Y.; Tang, M.; Zhang, Z. Study on inhomogeneous characteristics and optimize homogenization treatment parameter for large size DC ingots of Al–Zn–Mg–Cu alloys. J. Alloy. Compd. 2014, 585, 19–24. [Google Scholar] [CrossRef]
- De Sanctis, M. Structure and properties of rapidly solidified ultrahigh strength Al_Zn_Mg_Cu alloys produced by spray deposition. Mater. Sci. Eng. A 1991, 141, 103–121. [Google Scholar] [CrossRef]
- Guo, S.; Ning, Z.-L.; Cao, F.-Y.; Sun, J.-F. Microstructural evolution of spray-formed Al-11.5Zn-2.0Mg-1.6Cu alloy during hot-extrusion and heat-treatment. Trans. Nonferrous Met. Soc. China 2009, 19, s343–s348. [Google Scholar] [CrossRef]
- Ditta, A.; Wei, L.; Xu, Y.; Wu, S. Effect of hot extrusion and optimal solution treatment on microstructure and properties of spray-formed Al-11.3Zn-2.65Mg-1Cu alloy. J. Alloy. Compd. 2019, 797, 558–565. [Google Scholar] [CrossRef]
- Li, L.; Wei, L.; Xu, Y.; Mao, L.; Wu, S. Study on the optimizing mechanisms of superior comprehensive properties of a hot spray formed Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2019, 742, 102–108. [Google Scholar] [CrossRef]
- Li, H.; Cao, F.; Guo, S.; Ning, Z.; Liu, Z.; Jia, Y.; Scudino, S.; Gemming, T.; Sun, J. Microstructures and properties evolution of spray-deposited Al-Zn-Mg-Cu-Zr alloys with scandium addition. J. Alloy. Compd. 2017, 691, 482–488. [Google Scholar] [CrossRef]
- Si, C.; Tang, X.; Zhang, X.; Wang, J.; Wu, W. Microstructure and mechanical properties of low-pressure spray-formed Zn-rich aluminum alloy. Mater. Express 2017, 7, 273–282. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Q.; Chen, H.; Yan, K. Microstructure and mechanical properties of spray formed 7055 aluminum alloy by underwater friction stir welding. Mater. Des. 2014, 56, 725–730. [Google Scholar] [CrossRef]
- Li, H.; Cao, F.; Guo, S.; Jia, Y.; Zhang, D.; Liu, Z.; Wang, P.; Scudino, S.; Sun, J. Effects of Mg and Cu on microstructures and properties of spray-deposited Al-Zn-Mg-Cu alloys. J. Alloy. Compd. 2017, 719, 89–96. [Google Scholar] [CrossRef]
- Chen, Z.; Fan, C.; Chen, Z.; Li, W.; Chen, D. Densification of large-size spray-deposited Al–Mg alloy square preforms via a novel wedge pressing technology. Mater. Sci. Eng. A 2009, 506, 152–156. [Google Scholar] [CrossRef]
- Jia, Y.; Cao, F.; Guo, S.; Ma, P.; Liu, J.; Sun, J. Hot deformation behavior of spray-deposited Al–Zn–Mg–Cu alloy. Mater. Des. 2014, 53, 79–85. [Google Scholar] [CrossRef]
- Shen, Y.; Guan, R.; Zhao, Z.; Misra, R. Ultrafine-grained Al–0.2Sc–0.1Zr alloy: The mechanistic contribution of nano-sized precipitates on grain refinement during the novel process of accumulative continuous extrusion. Acta Mater. 2015, 100, 247–255. [Google Scholar] [CrossRef]
- Xu, X.-Y.; Wang, Y.-F.; Wang, H.-Y.; Wang, T.; Zha, M.; Hua, Z.-M.; Wang, C.; Jiang, Q.-C. Influences of pre-existing Mg17Al12 particles on static recrystallization behavior of Mg-Al-Zn alloys at different annealing temperatures. J. Alloy. Compd. 2019, 787, 1104–1109. [Google Scholar] [CrossRef]
- Wang, X.; Guo, M.; Luo, J.; Xie, C.; Wang, Y.; Zhang, J.; Zhuang, L. Effect of intermediate annealing time on microstructure, texture and mechanical properties of Al-Mg-Si-Cu alloy. Mater. Charact. 2018, 142, 309–320. [Google Scholar] [CrossRef]
- Hilliard, J.; Lommel, J.; Hudson, J.; Stein, D.; Livingston, J. Effect of annealing under high pressures on dislocations in lithium fluoride, aluminum, copper and iron. Acta Met. 1961, 9, 787–794. [Google Scholar] [CrossRef]
- Tanner, L.; Radcliffe, S. Effect of hydrostatic pressure on the kinetics of recrystallization in high-purity copper. Acta Met. 1962, 10, 1161–1169. [Google Scholar] [CrossRef]
- Shvindlerman, L.S.; Czubayko, U.; Gottstein, G.; Molodov, D.A. High Pressure Effects on Grain Boundary Migration and Mechanism of Grain Boundary Migration. Mater. Sci. Forum 1996, 204–206, 45–54. [Google Scholar] [CrossRef]
- Baheti, V.A.; Kashyap, S.; Kumar, P.; Chattopadhyay, K.; Paul, A. Solid–state diffusion–controlled growth of the intermediate phases from room temperature to an elevated temperature in the Cu–Sn and the Ni–Sn systems. J. Alloy. Compd. 2017, 727, 832–840. [Google Scholar] [CrossRef]
- Kühlein, W.; Stüwe, H. The influence of high hydrostatic pressure on recrystallization of α-brass. Acta Met. 1988, 36, 3055–3059. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Li, S.; Wang, S.; Wang, W.; Hou, W.; Hao, Y.; Yang, R.; Zhang, L. Compressive and fatigue behavior of beta-type titanium porous structures fabricated by electron beam melting. Acta Mater. 2017, 126, 58–66. [Google Scholar] [CrossRef]
- Lang, Y.; Zhou, G.; Hou, L.; Zhang, J.; Zhuang, L. Significantly enhanced the ductility of the fine-grained Al–Zn–Mg–Cu alloy by strain-induced precipitation. Mater. Des. 2015, 88, 625–631. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Wang, L.; Yu, H.; Lee, Y.-S.; Kim, M.-S.; Kim, H.-W. Effect of microstructure on hot tensile deformation behavior of 7075 alloy sheet fabricated by twin roll casting. Mater. Sci. Eng. A 2016, 652, 221–230. [Google Scholar] [CrossRef]
- Johnson, W.A.; Mehl, K.E. Reaction Kinetics in Processes of Nucleation and Growth. Trans. Am. Inst. Minning Metall. Eng. 1939, 135, 416–458. [Google Scholar]
- Barker, H. On diffusion kinetics in ordered binary alloys. Philos. Mag. A 1979, 40, 525–540. [Google Scholar] [CrossRef]
- Manning, J.R.; Bruner, L.J. Diffusion Kinetics for Atoms in Crystals. Am. J. Phys. 1968, 36, 922–923. [Google Scholar] [CrossRef]
- Krawczynska, A.T.; Suchecki, P.; Adamczyk-Cieslak, B.; Romelczyk-Baishya, B.; Lewandowska, M. Influence of high hydrostatic pressure annealing on the recrystallization of nanostructured austenitic stainless steel. Mater. Sci. Eng. A 2019, 767, 138381. [Google Scholar] [CrossRef]
- Łojkowski, W.; Molodov, D.A.; Gottstein, G.; Shvindlerman, L.S. The Mechanism of Grain Boundary Migration in Aluminum Bicrystals. Mater. Sci. Forum 1996, 207–209, 537–540. [Google Scholar] [CrossRef]
- Lojkowski, W. On the Effect of High Pressures on the Mobility of Atoms in Grain Boundaries. J. Phys. Colloq. 1988, 49, C5-545–C5-549. [Google Scholar] [CrossRef]
- Sakai, T.; Yang, X.; Miura, H. Dynamic evolution of fine grained structure and superplasticity of 7075 aluminum alloy. Mater. Sci. Eng. A 1997, 234-236, 857–860. [Google Scholar] [CrossRef]
- Lavernia, E.; Han, B.; Schoenung, J. Cryomilled nanostructured materials: Processing and properties. Mater. Sci. Eng. A 2008, 493, 207–214. [Google Scholar] [CrossRef]
- Witkin, D.; Lavernia, E. Synthesis and mechanical behavior of nanostructured materials via cryomilling. Prog. Mater. Sci. 2006, 51, 1–60. [Google Scholar] [CrossRef]
- El-Amoush, A.S. Intergranular corrosion behavior of the 7075-T6 aluminum alloy under different annealing conditions. Mater. Chem. Phys. 2011, 126, 607–613. [Google Scholar] [CrossRef]
- Krishna, K.G.; Sivaprasad, K.; Narayanan, T.S.; Kumar, K.H. Localized corrosion of an ultrafine grained Al–4Zn–2Mg alloy produced by cryorolling. Corros. Sci. 2012, 60, 82–89. [Google Scholar] [CrossRef]
- Cui, X.; Cui, C.; Cheng, X.; Xu, X.; Lu, J.; Hu, J.; Wang, Y. Microstructure and tensile properties of the sub-micro and nano-structured Al produced by laser surface melting. Mater. Sci. Eng. A 2010, 527, 7400–7406. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, J.; He, D. Influence of contact solid-solution treatment on microstructures and mechanical properties of 7075 aluminum alloy. Mater. Sci. Eng. A 2019, 743, 500–503. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Tian, W.; Li, S.; Wang, B.; Liu, J.; Yu, M. Pitting corrosion of naturally aged AA 7075 aluminum alloys with bimodal grain size. Corros. Sci. 2016, 113, 1–16. [Google Scholar] [CrossRef]
- Prashanth, K.; Debalina, B.; Wang, Z.; Gostin, P.; Gebert, A.; Calin, M.; Kühn, U.; Kamaraj, M.; Scudino, S.; Eckert, J. Tribological and corrosion properties of Al–12Si produced by selective laser melting. J. Mater. Res. 2014, 29, 2044–2054. [Google Scholar] [CrossRef]
- Ralston, K.; Birbilis, N.; Weyland, M.; Hutchinson, C. The effect of precipitate size on the yield strength-pitting corrosion correlation in Al–Cu–Mg alloys. Acta Mater. 2010, 58, 5941–5948. [Google Scholar] [CrossRef]
- Zhao, K.; Liu, J.-H.; Yu, M.; Li, S.-M. Through-thickness inhomogeneity of precipitate distribution and pitting corrosion behavior of Al–Li alloy thick plate. Trans. Nonferrous Met. Soc. China 2019, 29, 1793–1802. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, X.; Hashimoto, T.; Lindsay, J.; Ciuca, O.; Luo, C.; Sun, Z.; Tang, Z. The influence of grain structure on the corrosion behaviour of 2A97-T3 Al-Cu-Li alloy. Corros. Sci. 2017, 116, 14–21. [Google Scholar] [CrossRef]
- Tian, W.; Li, S.; Chen, X.; Liu, J.; Yu, M. Intergranular corrosion of spark plasma sintering assembled bimodal grain sized AA7075 aluminum alloys. Corros. Sci. 2016, 107, 211–224. [Google Scholar] [CrossRef]
- Phattharasupakun, N.; Wutthiprom, J.; Suktha, P.; Ma, N.; Sawangphruk, M. Enhancing the Charge Storage Capacity of Lithium-Ion Capacitors Using Nitrogen-Doped Reduced Graphene Oxide Aerogel as a Negative Electrode: A Hydrodynamic Rotating Disk Electrode Investigation. J. Electrochem. Soc. 2018, 165, A609–A617. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, B.; Lin, H.; Zhou, Y.; Sun, L.; Wang, J.; Han, E.-H.; Ke, W. Correlations between stress corrosion cracking susceptibility and grain boundary microstructures for an Al–Zn–Mg alloy. Corros. Sci. 2013, 77, 103–112. [Google Scholar] [CrossRef]
- Zhu, Y.; Sun, K.; Frankel, G.S. Intermetallic Phases in Aluminum Alloys and Their Roles in Localized Corrosion. J. Electrochem. Soc. 2018, 165, C807–C820. [Google Scholar] [CrossRef]
- Palcut, M.; Ďuriška, L.; Černičková, I.; Brunovská, S.; Gerhátová, Ž.; Sahul, M.; Čaplovič, Ľ.; Janovec, J. Relationship between Phase Occurrence, Chemical Composition, and Corrosion Behavior of as-Solidified Al-Pd-Co Alloys. Materials 2019, 12, 1661. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Rao, Y.; Wang, Q.; Oka, D.; Ramachandran, C.S. On the PEO treatment of cold sprayed 7075 aluminum alloy and its effects on mechanical, corrosion and dry sliding wear performances thereof. Surf. Coat. Technol. 2020, 383, 125271. [Google Scholar] [CrossRef]
- Pandey, V.; Singh, J.; Chattopadhyay, K.; Srinivas, N.S.; Singh, V. Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy. J. Alloy. Compd. 2017, 723, 826–840. [Google Scholar] [CrossRef]
- Zhou, H.; Li, X.; Ma, J.; Dong, C.; Huang, Y. Dependence of the corrosion behavior of aluminum alloy 7075 on the thin electrolyte layers. Mater. Sci. Eng. B 2009, 162, 1–8. [Google Scholar] [CrossRef]
- Sun, Y.; Pan, Q.; Lin, S.; Zhao, X.; Liu, Z.; Li, W.; Wang, G. Effects of critical defects on stress corrosion cracking of Al-Zn-Mg-Cu-Zr alloy. J. Mater. Res. Technol. 2021, 12, 1303–1318. [Google Scholar] [CrossRef]
- Wang, B.; Wang, Z.; Han, W.; Ke, W. Atmospheric corrosion of aluminium alloy 2024-T3 exposed to salt lake environment in Western China. Corros. Sci. 2012, 59, 63–70. [Google Scholar] [CrossRef]
- Li, T.; Li, X.G.; Dong, C.F.; Cheng, Y.F. Characterization of Atmospheric Corrosion of 2A12 Aluminum Alloy in Tropical Marine Environment. J. Mater. Eng. Perform. 2010, 19, 591–598. [Google Scholar] [CrossRef]
- Soltis, J.; Laycock, N.; Krouse, D. Temperature dependence of the pitting potential of high purity aluminium in chloride containing solutions. Corros. Sci. 2011, 53, 7–10. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, K.; Zhang, L.; Lu, L.; Atrens, A.; Lu, D. Influence of high pressure during solidification on the microstructure and strength of Mg-Zn-Y alloys. J. Rare Earths 2016, 34, 435–440. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Zn | Mg | Cu | Al |
|---|---|---|---|---|
| Wt.% | 10.81 | 2.10 | 1.52 | Bal. |
| Pressure | Extruded | Atmospheric Pressure | 2 GPa | 3 GPa |
|---|---|---|---|---|
| HV0.2 | 146 ± 3 | 131 ± 3 | 176 ± 2 | 180 ± 3 |
| Pressure | Extruded | Atmospheric Pressure | 2 GPa | 3 GPa |
|---|---|---|---|---|
| Circuit | a | a | b | b |
| Rs/Ω | 19.5 | 61.8 | 18.7 | 18.0 |
| R1/Ω | 7506.2 | 4923.2 | 25,298 | 34,458 |
| R2/Ω | - | - | −1.1T | −1.1T |
| C1/μMho·sN | 2.94 | 41 | 1.99 | 2.16 |
| N1 | 0.7921 | 0.8052 | 0.9790 | 0.8564 |
| C2/μMho·sN | - | - | 23.7 | 37.9 |
| N21 | - | - | 0.815 | 0.736 |
| L2/μH | - | - | 3.46 | 3.85 |
| Pressure | Icorr (A/cm2) | Ecorr (Ω/cm2) | Rp (Ω/cm2) | Eb (Ω/cm2) | Ipass (A/cm2) |
|---|---|---|---|---|---|
| Extruded | 0.3024 × 10−5 | −1209 | 2324 | −781 | 3.039 × 10−5 |
| Atmospheric pressure | 0.1724 × 10−5 | −1244 | 4640 | −776 | 3.131 × 10−5 |
| 2 GPa | 0.8127 × 10−5 | −1094 | 5930 | −629 | 1.512 × 10−5 |
| 3 GPa | 0.5981 × 10−5 | −1055 | 9225 | −627 | 0.853 × 10−5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suo, C.; Ma, P.; Jia, Y.; Liu, X.; Shi, X.; Yu, Z.; Prashanth, K.G. Annealing of Al-Zn-Mg-Cu Alloy at High Pressures: Evolution of Microstructure and the Corrosion Behavior. Materials 2021, 14, 2076. https://doi.org/10.3390/ma14082076
Suo C, Ma P, Jia Y, Liu X, Shi X, Yu Z, Prashanth KG. Annealing of Al-Zn-Mg-Cu Alloy at High Pressures: Evolution of Microstructure and the Corrosion Behavior. Materials. 2021; 14(8):2076. https://doi.org/10.3390/ma14082076
Chicago/Turabian StyleSuo, Chuanjun, Pan Ma, Yandong Jia, Xiao Liu, Xuerong Shi, Zhishui Yu, and Konda Gokuldoss Prashanth. 2021. "Annealing of Al-Zn-Mg-Cu Alloy at High Pressures: Evolution of Microstructure and the Corrosion Behavior" Materials 14, no. 8: 2076. https://doi.org/10.3390/ma14082076