
Modulation of Multiple Precipitates for High Strength and Ductility in Al-Cu-Mn Alloy

 ,
,
Abstract
:1. Introduction
2. Experiments
3. Results and Discussion
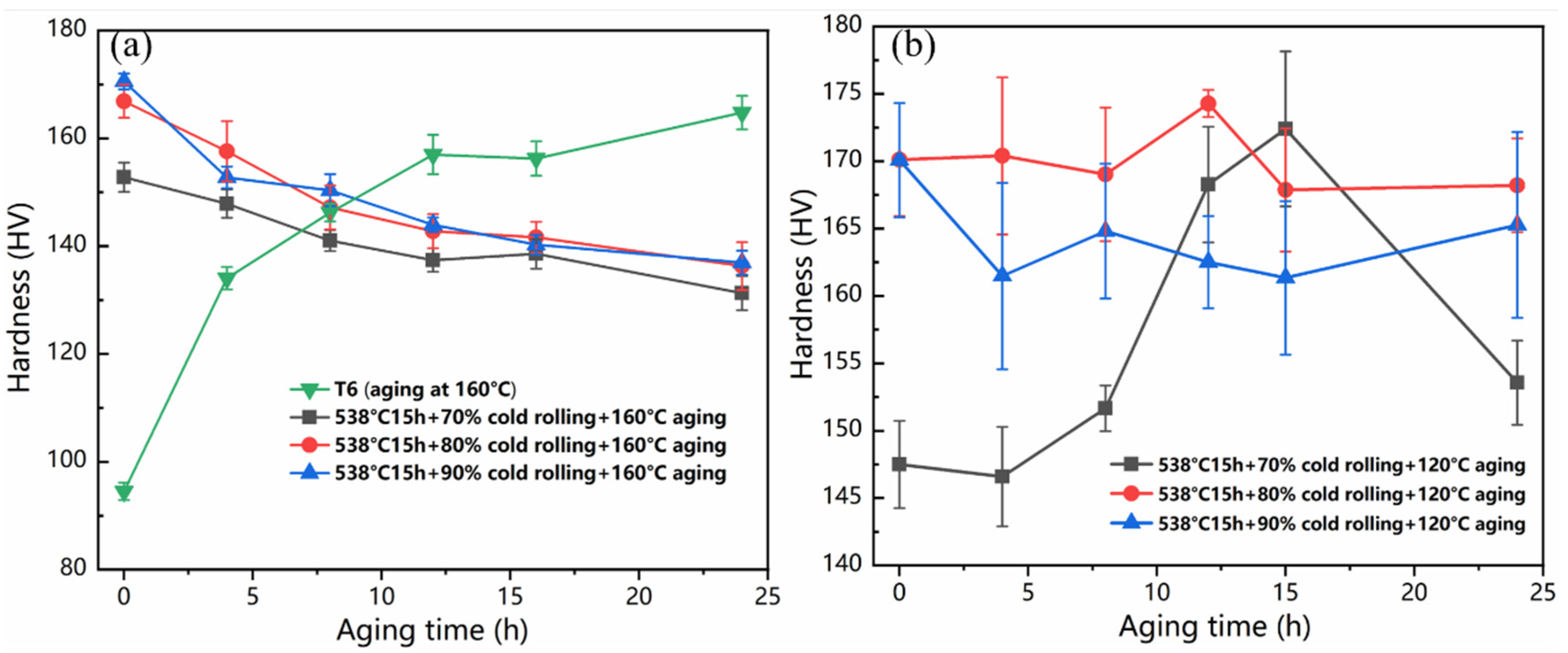
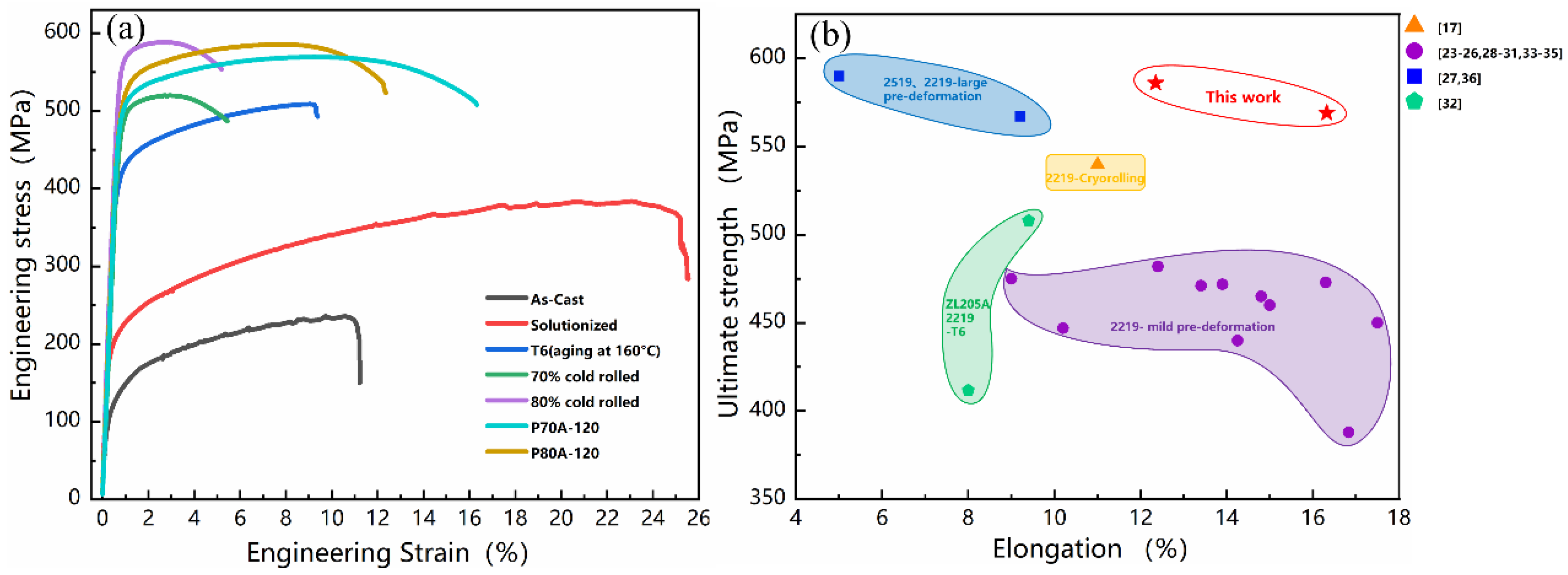
3.1. Evolution of Mechanical Properties during Different Processing Stages
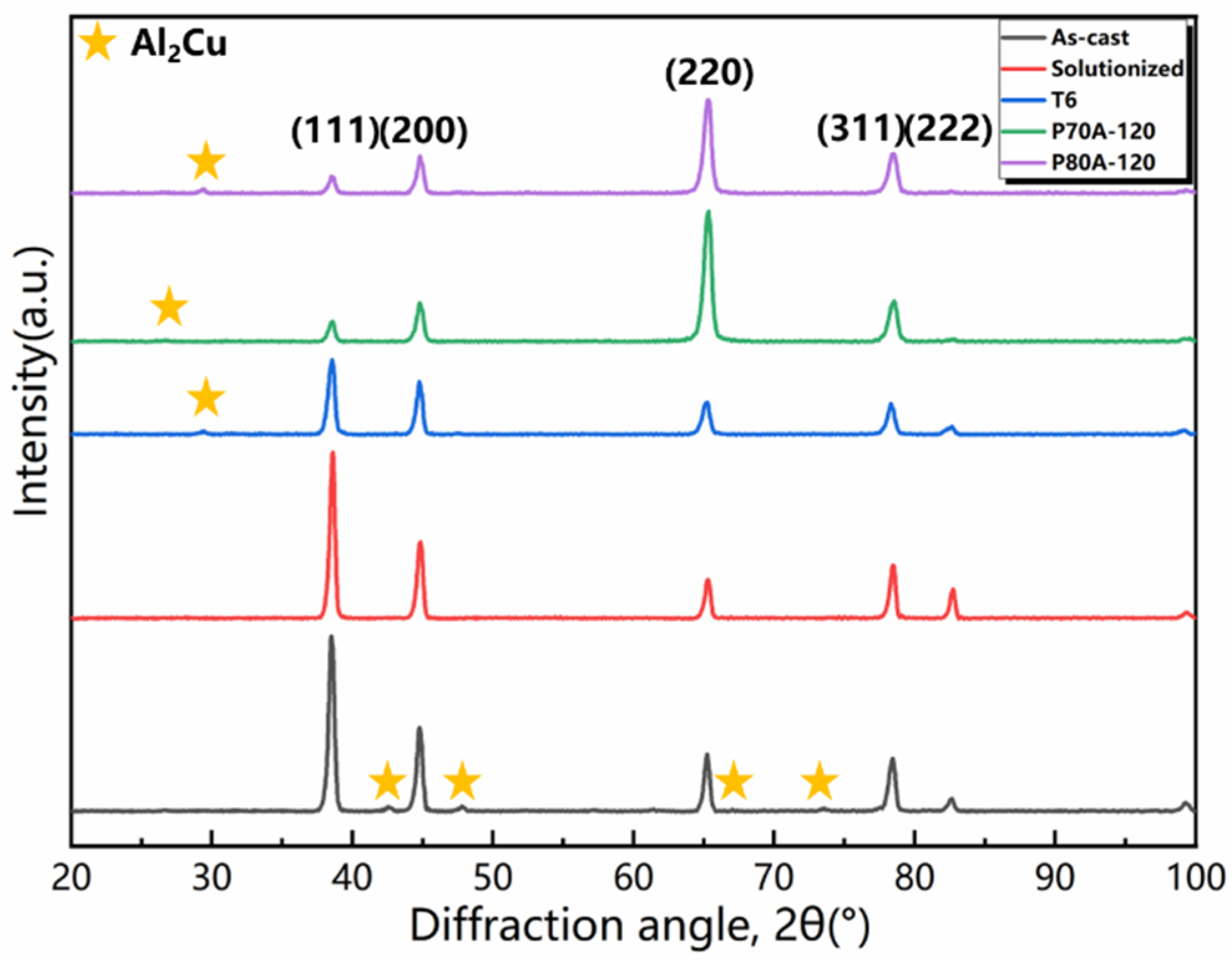
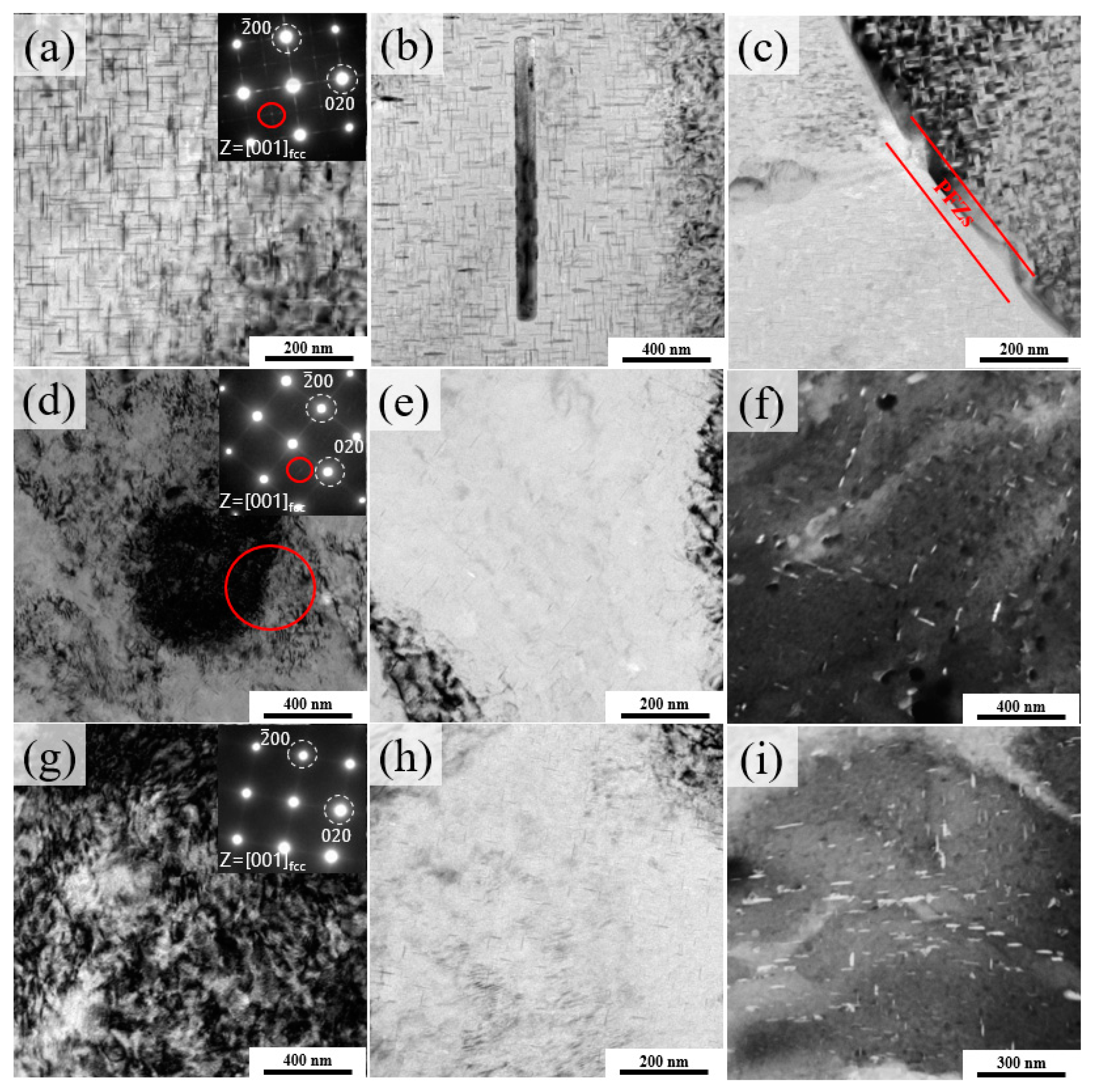
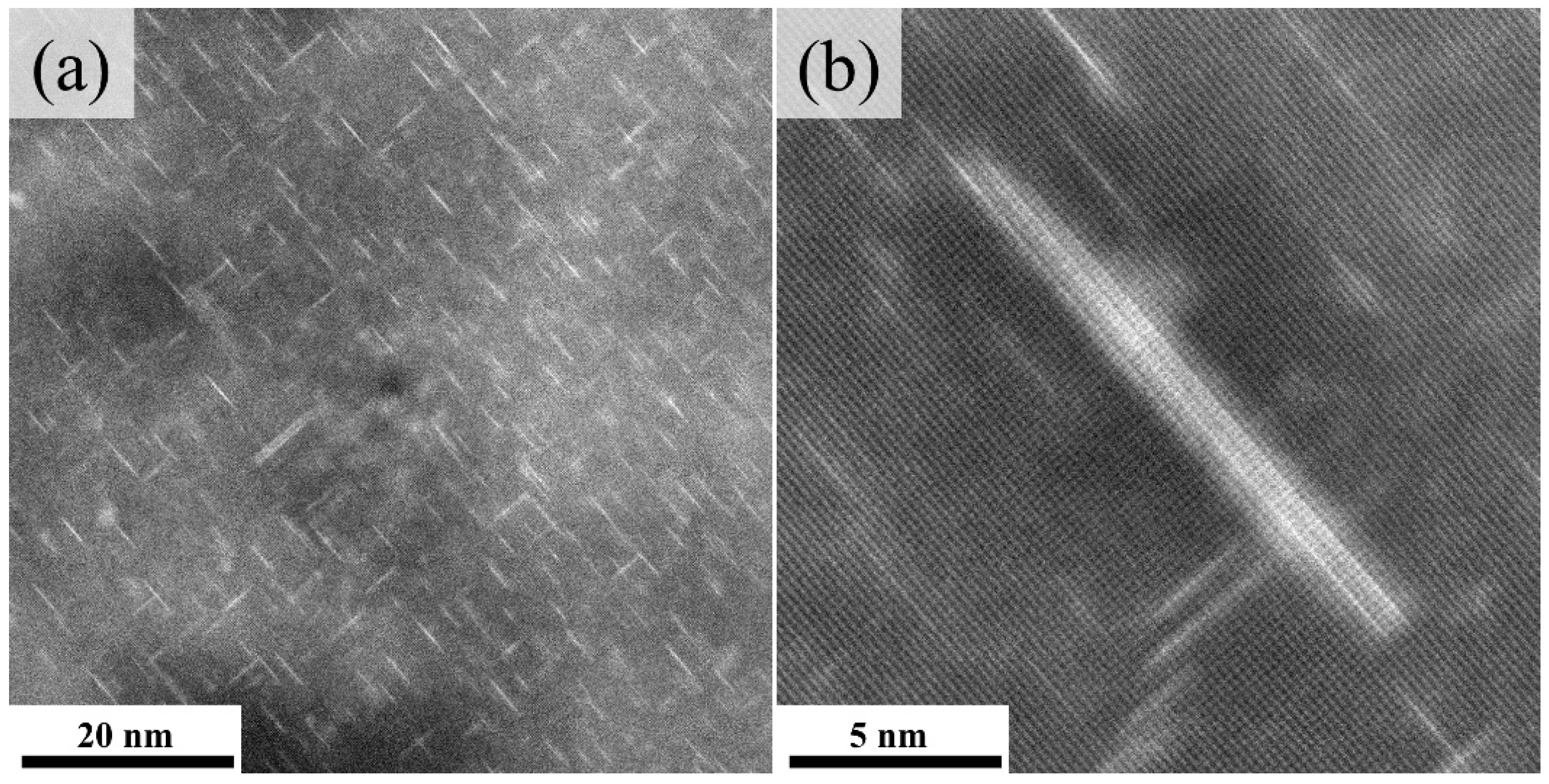
3.2. Evolution of Microstructure in Different Processing Stages
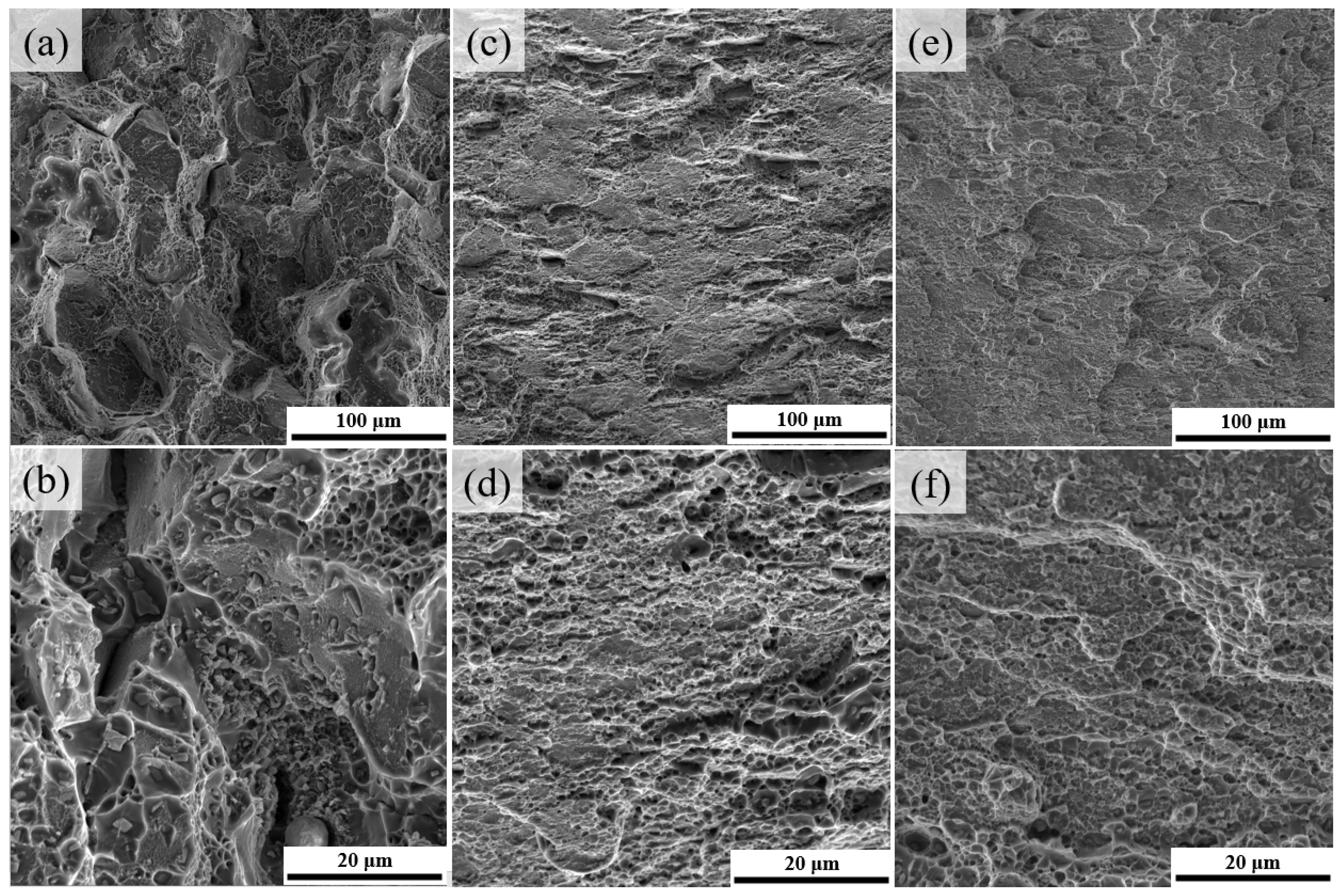
3.3. The Effect of Microstructure Evolution on the Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Surekha, K.; Murty, B.S.; Rao, K.P. Comparison of corrosion behaviour of friction stir processed and laser melted AA 2219 aluminium alloy. Mater. Des. 2011, 32, 4502–4508. [Google Scholar] [CrossRef]
- Gu, G.; Ye, L.Y.; Jiang, H.C.; Sun, D.X.; Zhang, P.; Zhang, X.M. Effects of T9I6 thermo-mechanical process on microstructure, mechanical properties and ballistic resistance of 2519A aluminum alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2295–2300. [Google Scholar] [CrossRef]
- Guo, T.; Wang, B.; Zhang, Z.; Sun, Q.; Jin, Y.; Ding, W. Effect of micro-scale er on the microstructure and fluidity of ZL20 alloy. Materials 2019, 12, 1688. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Huang, W.M.; Huang, L.; Wang, H.W. Size-dependent compression deformation behaviors of high particle content B 4C/Al composites. Mater. Sci. Eng. A 2012, 534, 530–535. [Google Scholar] [CrossRef]
- Li, M.; Wang, H.; Wei, Z.; Zhu, Z. The effect of Y on the hot-tearing resistance of Al-5 wt.% Cu based alloy. Mater. Des. 2010, 31, 2483–2487. [Google Scholar] [CrossRef]
- Ma, T.; Ge, J.; Chen, Y.; Jin, T.; Lei, Y. Observation of in-situ tensile wire-arc additively manufactured 205A aluminum part: 3D pore characteristics and microstructural evolution. Mater. Lett. 2019, 237, 266–269. [Google Scholar] [CrossRef]
- Luo, L.; Luo, L.; Su, Y.; Su, L.; Wang, L.; Guo, J.; Fu, H. Optimizing microstructure, shrinkage defects and mechanical performance of ZL205A alloys via coupling travelling magnetic fields with unidirectional solidification. J. Mater. Sci. Technol. 2021, 74, 246–258. [Google Scholar] [CrossRef]
- Lu, G.; Chen, Y.; Yan, Q.; Huang, P.; Zhan, H.X.; Duan, Y. Effects of continuous and pulsed ultrasonic treatment on microstructure and microhardness in different vertical depth of ZL205A castings. Materials 2020, 13, 4240. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, W.W.; Zhao, H.D.; Zhang, D.T.; Li, Y.Y. Effect of pressure on microstructures and mechanical properties of Al-Cu-based alloy prepared by squeeze casting. Trans. Nonferrous Met. Soc. China 2007, 17, 496–501. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Hu, W. Casting defects induced fatigue damage in aircraft frames of ZL205A aluminum alloy—A failure analysis. Mater. Des. 2011, 32, 2570–2582. [Google Scholar] [CrossRef]
- Vishnu, P.; Mohan, R.R.; Sangeethaa, E.K.; Raghuraman, S.; Venkatraman, R. A review on processing of aluminium and its alloys through Equal Channel Angular Pressing die. Mater. Today Proc. 2020, 21, 212–222. [Google Scholar] [CrossRef]
- Mazurina, I.; Sakai, T.; Miura, H.; Sitdikov, O.; Kaibyshev, R. Grain refinement in aluminum alloy 2219 during ECAP at 250 °C. Mater. Sci. Eng. A 2008, 473, 297–305. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Sarkar, A.; Narayanan, P.R.; Venkitakrishnan, P.V.; Mukhopadhyay, J. Microstructure and micro-texture evolution during large strain deformation of aluminium alloy AA 2219. Mater. Sci. Eng. A 2016, 677, 41–49. [Google Scholar] [CrossRef]
- Mazurina, I.; Sakai, T.; Miura, H.; Sitdikov, O.; Kaibyshev, R. Effect of deformation temperature on microstructure evolution in aluminum alloy 2219 during hot ECAP. Mater. Sci. Eng. A 2008, 486, 662–671. [Google Scholar] [CrossRef]
- Liu, M.; Zheng, R.; Li, J.; Ma, C. Achieving ultrahigh tensile strength of 1 GPa in a hierarchical nanostructured 2024 Al alloy. Mater. Sci. Eng. A 2020, 788, 139576. [Google Scholar] [CrossRef]
- Shanmugasundaram, T.; Murty, B.S.; Sarma, V.S. Development of ultrafine grained high strength Al-Cu alloy by cryorolling. Scr. Mater. 2006, 54, 2013–2017. [Google Scholar] [CrossRef]
- Xie, H.; Wang, M.P.; Chen, W.; Jia, Y. Microstructure, Mechanical Properties, and Texture Evolution of Aluminum Alloy 7005 by Accumulative Roll Bonding. J. Mater. Eng. Perform. 2016, 25, 1199–1210. [Google Scholar] [CrossRef]
- Guo, T.B.; Li, Q.; Wang, C.; Wei, S.R.; Wu, Y.B. Effect of equal channel angular pressing on microstructure and mechanical properties of ZL205A alloy. Mater. Sci. Forum. 2018, 913, 77–82. [Google Scholar] [CrossRef]
- Mckenzie, P.W.J.; Lapovok, R. ECAP with back pressure for optimum strength and ductility in aluminium alloy 6016. Part 2: Mechanical properties and texture. Acta Mater. 2010, 58, 3212–3222. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Strain hardening, strain rate sensitivity, and ductility of nanostructured metals. Mater. Sci. Eng. A 2004, 375, 46–52. [Google Scholar] [CrossRef]
- Wang, H.Y.; Yu, Z.P.; Zhang, L.; Liu, C.G.; Zha, M.; Wang, C.; Jiang, Q.C. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- An, L.H.; Cai, Y.; Liu, W.; Yuan, S.J.; Zhu, S.Q.; Meng, F.C. Effect of pre-deformation on microstructure and mechanical properties of 2219 aluminum alloy sheet by thermomechanical treatment. Trans. Nonferrous Met. Soc. China 2012, 22, s370–s375. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, J.; Li, X.; Chen, Y.; Zhou, D.; Zhou, G.; Xu, W. Effect of pre-deformation on the microstructures and properties of 2219 aluminum alloy during aging treatment. J. Alloys Compd. 2017, 699, 1140–1145. [Google Scholar] [CrossRef]
- Wang, H.; Yi, Y.; Huang, S. Influence of pre-deformation and subsequent ageing on the hardening behavior and microstructure of 2219 aluminum alloy forgings. J. Alloys Compd. 2016, 685, 941–948. [Google Scholar] [CrossRef]
- Li, X.; Lei, K.; Song, P.; Liu, X.; Zhang, F.; Li, J.; Chen, J. Strengthening of Aluminum Alloy 2219 by Thermo-mechanical Treatment. J. Mater. Eng. Perform. 2015, 24, 3905–3911. [Google Scholar] [CrossRef]
- Ma, P.P.; Liu, C.H.; Wu, C.L.; Liu, L.M.; Chen, J.H. Mechanical properties enhanced by deformation-modified precipitation of θ′-phase approximants in an Al-Cu alloy. Mater. Sci. Eng. A 2016, 676, 138–145. [Google Scholar] [CrossRef]
- Liu, C.; Ma, Z.; Ma, P.; Zhan, L.; Huang, M. Multiple precipitation reactions and formation of θ’-phase in a pre-deformed Al–Cu alloy. Mater. Sci. Eng. A 2018, 733, 28–38. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, J.; Li, X.; Li, W.; Li, R.; Zhou, D. Effects of pre-deformation on the microstructures and corrosion behavior of 2219 aluminum alloys. Mater. Sci. Eng. A 2018, 723, 204–211. [Google Scholar] [CrossRef]
- Dong, F.; Yi, Y.; Huang, S.; He, H.; Huang, J.; Wang, C.; Huang, K. Refinement of second-phase particles and grain structures of 2219 Al[sbnd]Cu alloy forgings using an improved thermomechanical treatment process. Mater. Charact. 2021, 173, 110927. [Google Scholar] [CrossRef]
- Guo, W.; He, H.; Yi, Y.; Huang, S.; Mao, X.; Fang, J.; Huang, J. Effects of axial cold-compression on microstructure uniformity and mechanical property enhancement of large 2219 Al–Cu alloy rings. Mater. Sci. Eng. A 2020, 798, 140233. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Zhang, Y. Effects of cold predeformation on dissolution of second-phase Al2Cu particles during solution treatment of 2219 Al-Cu alloy forgings. Mater. Charact. 2018, 135, 18–24. [Google Scholar] [CrossRef]
- Wang, H.; Yi, Y.; Huang, S. Microstructure Evolution and Mechanical Properties of 2219 Al Alloy During Aging Treatment. J. Mater. Eng. Perform. 2017, 26, 1475–1482. [Google Scholar] [CrossRef]
- Dong, F.; Yi, Y.; Huang, C.; Huang, S. Influence of cryogenic deformation on second-phase particles, grain structure, and mechanical properties of Al–Cu–Mn alloy. J. Alloys Compd. 2020, 827, 154300. [Google Scholar] [CrossRef]
- Guo, W.; Yi, Y.; Huang, S.; Mao, X.; Fang, J.; He, H.; Hu, B. Effects of deformation temperature on the evolution of second-phase and mechanical properties of large 2219 Al-Cu alloy rings. Mater. Charact. 2020, 160, 110094. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Huang, S.; Guo, W.; Zhang, Y. Effects of thermomechanical treatment on grain refinement, second-phase particle dissolution, and mechanical properties of 2219 Al alloy. J. Mater. Process. Technol. 2020, 278, 116506. [Google Scholar] [CrossRef]
- Zuiko, I.; Kaibyshev, R. Deformation structures and strengthening mechanisms in an Al-Cu alloy subjected to extensive cold rolling. Mater. Sci. Eng. A 2017, 702, 53–64. [Google Scholar] [CrossRef]
- Belov, N.A.; Akopyan, T.K.; Shurkin, P.K.; Korotkova, N.O. Comparative analysis of structure evolution and thermal stability of commercial AA2219 and model Al-2 wt%Mn-2 wt%Cu cold rolled alloys. J. Alloys Compd. 2021, 864, 158823. [Google Scholar] [CrossRef]
- Cheng, S.; Zhao, Y.H.; Zhu, Y.T.; Ma, E. Optimizing the strength and ductility of fine structured 2024 Al alloy by nano-precipitation. Acta Mater. 2007, 55, 5822–5832. [Google Scholar] [CrossRef]
- Liu, L.; Chen, J.H.; Wang, S.B.; Liu, C.H.; Yang, S.S.; Wu, C.L. The effect of Si on precipitation in Al-Cu-Mg alloy with a high Cu/Mg ratio. Mater. Sci. Eng. A 2014, 606, 187–195. [Google Scholar] [CrossRef]
- Bourgeois, L.; Dwyer, C.; Weyland, M.; Nie, J.F.; Muddle, B.C. Structure and energetics of the coherent interface between the θ′ precipitate phase and aluminium in Al-Cu. Acta Mater. 2011, 59, 7043–7050. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Hojo, T. Effect of solution treatment temperature on grain boundary composition and environmental hydrogen embrittlement of an Al–Zn–Mg–Cu alloy. Vacuum 2021, 184, 109937. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Kuramoto, S.; Hojo, T. Unraveling the effect of dislocations and deformation-induced boundaries on environmental hydrogen embrittlement behavior of a cold-rolled Al–Zn–Mg–Cu alloy. Int. J. Hydrog. Energy 2021, 46, 8285–8299. [Google Scholar] [CrossRef]
- Fujita, S. Statistical mechanical theory of fast interstitial diffusion in metals. J. Phys. Chem. Solids 1988, 49, 41–46. [Google Scholar] [CrossRef]
- Cermak, J.; Stloukal, I.; Ruzickova, J.; Pokorna, A. Short-circuit diffusion in NiAl alloys. Intermetallics 1998, 6, 21–28. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Hojo, T.; Akiyama, E. Mechanisms of hydrogen embrittlement in high-strength aluminum alloys containing coherent or incoherent dispersoids. Corros. Sci. 2022, 194, 109895. [Google Scholar] [CrossRef]
- Malopheyev, S.; Kulitskiy, V.; Kaibyshev, R. Deformation structures and strengthening mechanisms in an Al–Mg–Sc–Zr alloy. J. Alloys Compd. 2017, 698, 957–966. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M.; Kuramoto, S. Environmental hydrogen embrittlement associated with decohesion and void formation at soluble coarse particles in a cold-rolled Al–Cu based alloy. Mater. Sci. Eng. A 2021, 799, 139850. [Google Scholar] [CrossRef]
- Morgeneyer, T.F.; Starink, M.J.; Wang, S.C.; Sinclair, I. Quench sensitivity of toughness in an Al alloy: Direct observation and analysis of failure initiation at the precipitate-free zone. Acta Mater. 2008, 56, 2872–2884. [Google Scholar] [CrossRef] [Green Version]
- Ogura, T.; Hirosawa, S.; Cerezo, A.; Sato, T. Atom probe tomography of nanoscale microstructures within precipitate free zones in Al-Zn-Mg(-Ag) alloys. Acta Mater. 2010, 58, 5714–5723. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, H.; Li, S.; Chen, R.; Nan, Y.; Li, L.; Wang, P.; Li, B.; Cui, J.; Nagaumi, H. Evolution of microstructure, mechanical properties and corrosion behavior of Al-4Mg-2Zn-0.3Ag (wt.%) alloy processed by T6 or thermomechanical treatment. Corros. Sci. 2021, 188, 109551. [Google Scholar] [CrossRef]
- Chen, B.A.; Liu, G.; Wang, R.H.; Zhang, J.Y.; Jiang, L.; Song, J.J.; Sun, J. Effect of interfacial solute segregation on ductile fracture of Al-Cu-Sc alloys. Acta Mater. 2013, 61, 1676–1690. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mn | Ti | Zr | Cd | B | V | Si | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|
| 4.98 | 0.39 | 0.24 | 0.12 | 0.21 | 0.028 | 0.13 | 0.021 | 0.026 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Wang, Z.; Wu, Q.; Yang, Z.; Zhou, K.; Fan, X.; Li, J.; Wang, J. Modulation of Multiple Precipitates for High Strength and Ductility in Al-Cu-Mn Alloy. Materials 2021, 14, 7383. https://doi.org/10.3390/ma14237383
Liu L, Wang Z, Wu Q, Yang Z, Zhou K, Fan X, Li J, Wang J. Modulation of Multiple Precipitates for High Strength and Ductility in Al-Cu-Mn Alloy. Materials. 2021; 14(23):7383. https://doi.org/10.3390/ma14237383
Chicago/Turabian StyleLiu, Linxiang, Zhijun Wang, Qingfeng Wu, Zhongsheng Yang, Kexuan Zhou, Xiaoguang Fan, Junjie Li, and Jincheng Wang. 2021. "Modulation of Multiple Precipitates for High Strength and Ductility in Al-Cu-Mn Alloy" Materials 14, no. 23: 7383. https://doi.org/10.3390/ma14237383