
Effect of Laser Energy Density on the Microstructure and Texture Evolution of Hastelloy-X Alloy Fabricated by Laser Powder Bed Fusion

Abstract
:1. Introduction
2. Experiments
2.1. Powder and Forming Process
2.2. Microstructure Characterization
3. Results and Discussion
3.1. Effect of Energy Density on Microstructure
3.2. Effect of VED on Grain Size
3.3. Effect of VED on Texture Orientation
3.4. Effect of VED on Mechanical Properties
4. Conclusions
- (1)
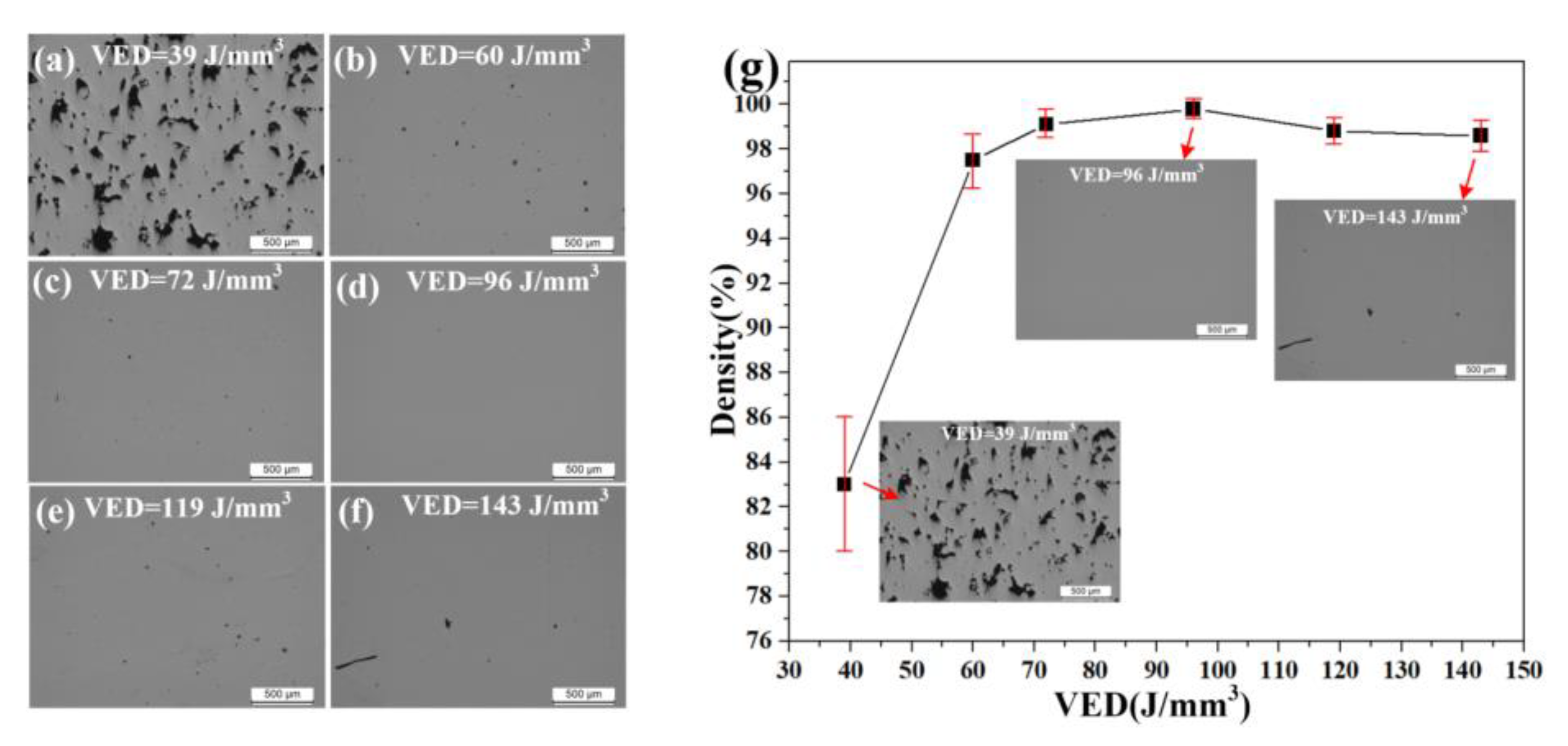
- VED is closely related to the defect suppression of LPBF formed Hastelloy-X nickel-base superalloy. Specifically, with the increase of VED, the density of the formed sample first increases and then decreases. When the VED is low, holes are easily formed. While when the VED is too high, cracks are prone to occur. When the layer thickness is 30 μm, hatch spacing is 70 μm, laser power around 160–220 W, and VED reaches 90–100 J·mm−3, the density of the LPBF formed Hastelloy-X sample is the highest (higher than 99.5%).
- (2)
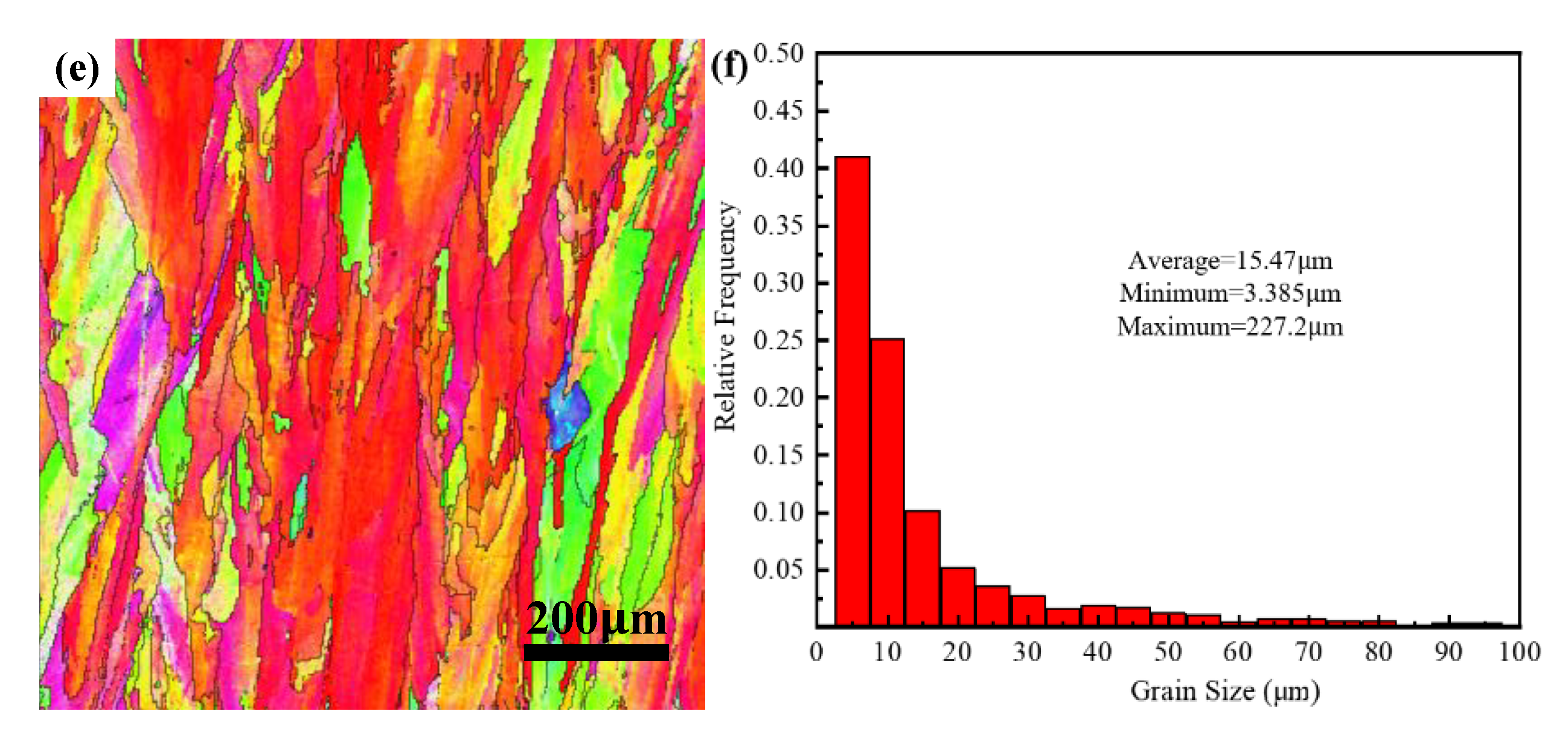
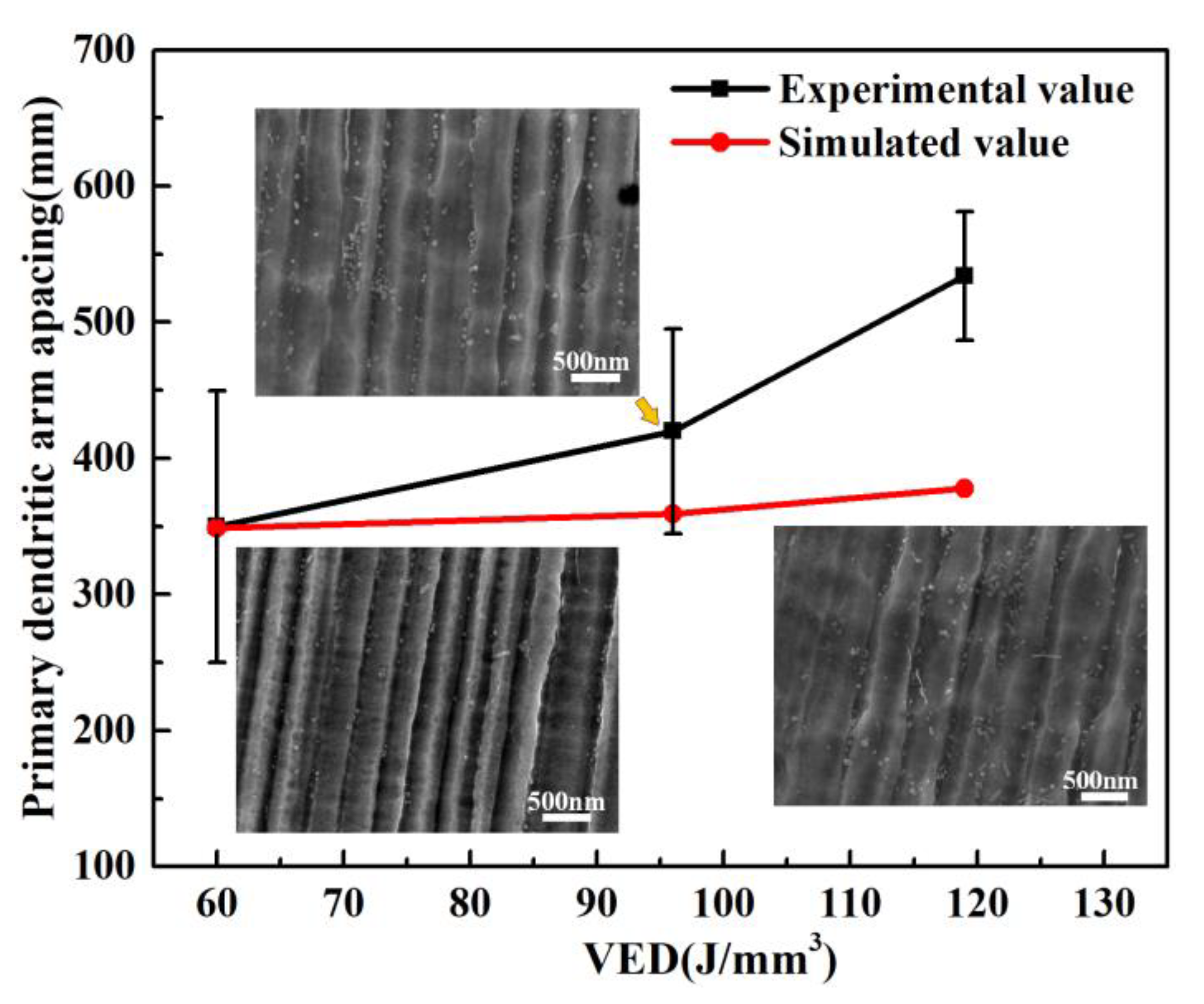
- VED has a significant influence on the microstructure evolution. That is, an increase of VED results in an increase of the average grain size, and the grain is columnar crystals. The primary dendrite arm increased from 350 nm to 534 nm, and the morphology was columnar crystals, while the number of low angle grain boundaries also increased. Therefore, an increase of VED is conducive to grain growth, and results in an increase of the grain diameter; however, the number of minimum grains is significantly increased (grain diameter is less than 8 μm), which is significantly related to the energy output in the lap zone.
- (3)
- The VED of LPBF formed Hastelloy-X alloy is related to the texture. When the VED increased from 60 J·mm−3 to 119 J·mm−3, the texture of Hastelloy-X alloy formed by LPBF was <100> parallel to the building direction, and the orientation strength increased from 3.33 to 7.81.
- (4)
- An increase of VED results in a decrease of the tensile strength and yield, but a significant increase of the plasticity. When the VED reaches 96 J·mm−3, the fracture dimples are both large and deep, indicating a good strength–plastic matching.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Satish, G.J.; Gaitonde, V.; Kulkarni, V.N. Traditional and non-traditional machining of nickel-based superalloys: A brief review. Mater. Today Proc. 2021, 44, 1448–1454. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Smith, R.J.; Lewi, G.J.; Yates, D.H. Development and application of nickel alloys in aerospace engineering. Aircr. Eng. Aerosp. Technol. 2001, 73, 138–147. [Google Scholar] [CrossRef]
- Boyer, R.; Cotton, J.; Mohaghegh, M.; Schafrik, R. Materials considerations for aerospace applications. MRS Bull. 2015, 40, 1055–1066. [Google Scholar] [CrossRef] [Green Version]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Wen, Z.; Huang, S.; Gao, H.; Yue, Z.; Gao, S. Experimental investigation on low cycle fatigue properties of GH3536 alloy with film cooling holes in different drilling processes. Eng. Fail. Anal. 2017, 82, 190–197. [Google Scholar] [CrossRef]
- Akca, E.; Gürsel, A. A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy. Period. Eng. Nat. Sci. 2015, 3. [Google Scholar] [CrossRef]
- Henderson, M.B.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel based superalloy welding practices for industrial gas turbine applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Li, Y.; Hai, Q.; Hou, H. Effects of Hot Isostatic Pressing on Microstructure and Mechanical Properties of Hastelloy X Samples Produced by Selective Laser Melting. Int. Conf. Mech. 2017, 165. [Google Scholar] [CrossRef] [Green Version]
- Etter, T.; Kunze, K.; Geiger, F.; Meidani, H. Reduction in mechanical anisotropy through high temperature heat treatment of Hastelloy X processed by Selective Laser Melting (SLM). IOP Conf. Ser. Mater. Sci. Eng. 2015, 82. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Ramamurty, U. Mechanical behavior of selective laser melted 316 L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.; Heilmaier, M.; Wu, X. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Yang, T.; Tomus, D.; Rometsch, P. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting-ScienceDirect. Addit. Manuf. 2017, 13, 103–112. [Google Scholar]
- Tian, Y.; Tomus, D.; Huang, A.; Wu, X. Experimental and statistical analysis on process parameters and surface roughness relationship for selective laser melting of Hastelloy X. Rapid Prototyp. J. 2019, 25, 1309–1318. [Google Scholar] [CrossRef]
- Zhang, L.; Song, J.; Wu, W. Effect of processing parameters on thermal behavior and related density in GH3536 alloy manufactured by selective laser melting. J. Mater. Res. 2019, 34, 1405–1414. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Ali, U.; Enrique, P.D.; Mahmoodkhani, Y.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Controlling mechanical properties of additively manufactured hastelloy X by altering solidification pattern during laser powder-bed fusion. Mater. Sci. Eng. A 2019, 762, 138081. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Yao, J.; Man, C.; Wang, L.; Xiao, K.; Li, X. Anisotropic response in mechanical and corrosion properties of hastelloy X fabricated by selective laser melting. Constr. Build. Mater. 2019, 221, 720–729. [Google Scholar] [CrossRef]
- Anja, B.; Vak, C.; Cppa, B. Hot deformation behavior of Hastelloy-X preforms built using directed energy deposition based laser additive manufacturing. Mater. Lett. 2020, 270. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, H.; Li, Z.; Dong, A.; Du, D.; Lei, L.; Zhang, G.; Wang, D.; Zhu, G.; Sun, B. Effect of the scanning strategy on microstructure and mechanical anisotropy of Hastelloy X superalloy produced by Laser Powder Bed Fusion. Mater. Charact. 2021, 173, 110951. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Kurian, S.; Mirzaeifar, R. Deformation mechanisms of the subgranular cellular structures in selective laser melted 316L stainless steel. Mech. Mater. 2020, 148, 103478. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Z.; Yu, L.; Dong, J.; Liu, Y. The simultaneous improvements of strength and ductility in additive manufactured Ni-based superalloy via controlling cellular sub-grain microstructure. J. Mater. Sci. Technol. 2021, 68, 184–190. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, S.; Wei, Z.; Zhang, L.; Wei, P.; Lu, B.; Zhang, S.; Xiang, Y. Anisotropy of nickel-based superalloy K418 fabricated by selective laser melting. Prog. Nat. Sci. 2018, 28, 496–504. [Google Scholar] [CrossRef]
- Pham, M.-S.; Dovgyy, B.; Hooper, P.A.; Gourlay, C.M.; Piglione, A. The role of side-branching in microstructure development in laser powder-bed fusion. Nat. Commun. 2020, 11, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Elmer, J.W.; Allen, S.M.; Eagar, T.W. Microstructural development during solidifification of stainless steel alloys. Metall. Trans. A 1989, 20, 2117–2131. [Google Scholar] [CrossRef]
- Elmer, J.W. The Influence of Cooling Rate on the Microstructure of Stainless Steel Alloys; Massachusetts Institute of Technology: Cambridge, MA, USA, 1988. [Google Scholar]
- Ma, X.; Huang, C.; Moering, J.; Ruppert, M.; Höppel, H.W.; Göken, M.; Narayan, J.; Zhu, Y. Mechanical properties of copper/bronze laminates: Role of interfaces. Acta Mater. 2016, 116, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Zheng, G.; Tang, B.; Zhou, Q.; Mao, X.; Dang, R. Development of a Flow Localization Band and Texture in a Forged Near-α Titanium Alloy. Metals 2020, 10, 121. [Google Scholar] [CrossRef] [Green Version]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; van Hooreweder, B.; Evans, S.L.; Fan, H. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Liu, Z.; Bautmans, L.; Nardone, S.; Ji, G.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Effect of temperature on the microstructure and tensile properties of micro-crack free hastelloy X produced by selective laser melting. Addit. Manuf. 2020, 31. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | Mo | Fe | Co | C | W | Mn | Si | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Standard | 20.5–23 | 8–10 | 17–20 | 0.5–2.5 | 0.05–0.15 | 0.2–1 | ≤1 | ≤1 | Bal |
| Actual | 20.5 | 9.02 | 18.79 | 1.52 | 0.12 | 0.60 | 0.02 | 0.30 | Bal |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Lei, Y.; Chen, Z.; Wei, P.; Liu, W.; Yao, S.; Lu, B. Effect of Laser Energy Density on the Microstructure and Texture Evolution of Hastelloy-X Alloy Fabricated by Laser Powder Bed Fusion. Materials 2021, 14, 4305. https://doi.org/10.3390/ma14154305
Zhang S, Lei Y, Chen Z, Wei P, Liu W, Yao S, Lu B. Effect of Laser Energy Density on the Microstructure and Texture Evolution of Hastelloy-X Alloy Fabricated by Laser Powder Bed Fusion. Materials. 2021; 14(15):4305. https://doi.org/10.3390/ma14154305
Chicago/Turabian StyleZhang, Shuzhe, Yunpei Lei, Zhen Chen, Pei Wei, Wenjie Liu, Sen Yao, and Bingheng Lu. 2021. "Effect of Laser Energy Density on the Microstructure and Texture Evolution of Hastelloy-X Alloy Fabricated by Laser Powder Bed Fusion" Materials 14, no. 15: 4305. https://doi.org/10.3390/ma14154305