
Materials for Production of High and Ultra-High Performance Concrete: Review and Perspective of Possible Novel Materials

 , , ,
, , ,
Abstract
:1. Introduction
2. Classic Components Used for HPC and UHPC Production
2.1. Ordinary Portland Cement (OPC)
2.2. Mineral Additions
2.3. Aggregates
2.4. Chemical Additives
3. HPC and UHPC Containing Fibers: Composite Materials
3.1. Steel Fibers
3.2. Other Synthetic Fibers
3.3. Natural Fibers
4. HPC and UHPC Produced with Alkali-Activated Cement
4.1. Precursors: Overview
4.2. Precursors: Rich in Aluminosilicates
4.3. Precursors: Rich in Calcium
4.4. Activator Solution
5. Conclusions and Suggestion for Future Work
- Further standardization of fiber application methodologies in HPC and UHPC;
- Development of HPC and UHPC with other natural, renewable, and more economical fibers, such as piassava, açaí, guaruman, and pineapple fibers;
- Development of alkali-activated cement dosage methodologies for application in HPC and UHPC;
- Application of other agro-industrial residues and by-products as precursors of alkali-activated cement, such as sugarcane bagasse ash and rice husk ash;
- Research on mechanisms to improve the workability and aspects of alkali-activated cement without loss of mechanical strength;
- Development of activated agents that are more ecological than sodium and/or potassium hydroxides and silicates used for the application of alkali-activated cement, such as those based on glass residue and rice husk ash.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sohail, M.G.; Kahraman, R.; Al Nuaimi, N.; Gencturk, B.; Alnahhal, W. Durability Characteristics of High and Ultra-High Performance Concretes. J. Build. Eng. 2021, 33, 101669. [Google Scholar] [CrossRef]
- Phan, D.H.H.; Patel, V.I.; Liang, Q.Q.; Al Abadi, H.; Thai, H.-T. Simulation of Uniaxially Compressed Square Ultra-High-Strength Concrete-Filled Steel Tubular Slender Beam-Columns. Eng. Struct. 2021, 232, 111795. [Google Scholar] [CrossRef]
- Ding, M.; Yu, R.; Feng, Y.; Wang, S.; Zhou, F.; Shui, Z.; Gao, X.; He, Y.; Chen, L. Possibility and Advantages of Producing an Ultra-High Performance Concrete (UHPC) with Ultra-Low Cement Content. Constr. Build. Mater. 2021, 273, 122023. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, Y.; Xiao, Z.; Yang, Z.; Zhu, H.; Ju, J.W.; Yan, Z. Development of a Novel Bio-Inspired Cement-Based Composite Material to Improve the Fire Resistance of Engineering Structures. Constr. Build. Mater. 2019, 225, 99–111. [Google Scholar] [CrossRef]
- Azmee, N.M.; Shafiq, N. Ultra-High Performance Concrete: From Fundamental to Applications. Case Stud. Constr. Mater. 2018, 9, e00197. [Google Scholar] [CrossRef]
- Damineli, B.L.; Kemeid, F.M.; Aguiar, P.S.; John, V.M. Measuring the Eco-Efficiency of Cement Use. Cem. Concr. Compos. 2010, 32, 555–562. [Google Scholar] [CrossRef]
- Brazilian Association of Technical Standards (ABNT). ABNT NBR 8953: Concrete for Structural Use—Density, Strength and Consistence Classification; Brazilian Association of Technical Standards (ABNT): Rio de Janeiro, Brazil, 2015. (In Portuguese) [Google Scholar]
- Brazilian Association of Technical Standards (ABNT). ABNT NBR 6118: Design of Concrete Structures—Procedure; Brazilian Association of Technical Standards (ABNT): Rio de Janeiro, Brazil, 2014. (In Portuguese) [Google Scholar]
- American Concrete Institute. High-Strength Concrete (ACI 363R); American Concrete Institute: New York, NY, USA, 2005. [Google Scholar]
- ACI Committee 318. Building Code Requirements for Structural Concrete; American Concrete Institute: New York, NY, USA, 2014. [Google Scholar]
- EUROCODES British Standards. Eurocode BS EN 1992-2:2005—Eurocode 2: Design of Concrete Structures—Part 2: Concrete Bridges—Design and Detailing Rules; EUROCODES British Standards: London, UK, 2005. [Google Scholar]
- Yan, P.; Chen, B.; Afgan, S.; Aminul Haque, M.; Wu, M.; Han, J. Experimental Research on Ductility Enhancement of Ultra-High Performance Concrete Incorporation with Basalt Fibre, Polypropylene Fibre and Glass Fibre. Constr. Build. Mater. 2021, 279, 122489. [Google Scholar] [CrossRef]
- Roberti, F.; Cesari, V.F.; de Matos, P.R.; Pelisser, F.; Pilar, R. High- and Ultra-High-Performance Concrete Produced with Sulfate-Resisting Cement and Steel Microfiber: Autogenous Shrinkage, Fresh-State, Mechanical Properties and Microstructure Characterization. Constr. Build. Mater. 2021, 268, 121092. [Google Scholar] [CrossRef]
- Sohail, M.G.; Wang, B.; Jain, A.; Kahraman, R.; Ozerkan, N.G.; Gencturk, B.; Dawood, M.; Belarbi, A. Advancements in Concrete Mix Designs: High-Performance and Ultrahigh-Performance Concretes from 1970 to 2016. J. Mater. Civ. Eng. 2018, 30, 04017310. [Google Scholar] [CrossRef]
- Cu, Y.T.H.; Tran, M.V.; Ho, C.H.; Nguyen, P.H. Relationship between Workability and Rheological Parameters of Self-Compacting Concrete Used for Vertical Pump up to Supertall Buildings. J. Build. Eng. 2020, 32, 101786. [Google Scholar] [CrossRef]
- Buttignol, T.E.T.; Sousa, J.L.A.O.; Bittencourt, T.N. Ultra High-Performance Fiber-Reinforced Concrete (UHPFRC): A Review of Material Properties and Design Procedures. Rev. IBRACON Estrut. Mater. 2017, 10, 957–971. [Google Scholar] [CrossRef] [Green Version]
- Bangi, M.R.; Horiguchi, T. Effect of Fibre Type and Geometry on Maximum Pore Pressures in Fibre-Reinforced High Strength Concrete at Elevated Temperatures. Cem. Concr. Res. 2012, 42, 459–466. [Google Scholar] [CrossRef]
- Ding, Y.; Zhang, C.; Cao, M.; Zhang, Y.; Azevedo, C. Influence of Different Fibers on the Change of Pore Pressure of Self-Consolidating Concrete Exposed to Fire. Constr. Build. Mater. 2016, 113, 456–469. [Google Scholar] [CrossRef] [Green Version]
- Zeng, J.-J.; Ye, Y.-Y.; Gao, W.-Y.; Smith, S.T.; Guo, Y.-C. Stress-Strain Behavior of Polyethylene Terephthalate Fiber-Reinforced Polymer-Confined Normal-, High- and Ultra High-Strength Concrete. J. Build. Eng. 2020, 30, 101243. [Google Scholar] [CrossRef]
- Meddah, M.S.; Zitouni, S.; Belâabes, S. Effect of Content and Particle Size Distribution of Coarse Aggregate on the Compressive Strength of Concrete. Constr. Build. Mater. 2010, 24, 505–512. [Google Scholar] [CrossRef]
- Al-Yousuf, A.; Pokharel, T.; Lee, J.; Gad, E.; Abdouka, K.; Sanjayan, J. Effect of Fly Ash and Slag on Properties of Normal and High Strength Concrete Including Fracture Energy by Wedge Splitting Test: Experimental and Numerical Investigations. Constr. Build. Mater. 2021, 271, 121553. [Google Scholar] [CrossRef]
- Yaphary, Y.L.; Lam, R.H.W.; Lau, D. Reduction in Cement Content of Normal Strength Concrete with Used Engine Oil (UEO) as Chemical Admixture. Constr. Build. Mater. 2020, 261, 119967. [Google Scholar] [CrossRef]
- Peng, G.-F.; Yang, W.-W.; Zhao, J.; Liu, Y.-F.; Bian, S.-H.; Zhao, L.-H. Explosive Spalling and Residual Mechanical Properties of Fiber-Toughened High-Performance Concrete Subjected to High Temperatures. Cem. Concr. Res. 2006, 36, 723–727. [Google Scholar] [CrossRef]
- Wu, F.; Xu, L.; Chi, Y.; Zeng, Y.; Deng, F.; Chen, Q. Compressive and Flexural Properties of Ultra-High Performance Fiber-Reinforced Cementitious Composite: The Effect of Coarse Aggregate. Compos. Struct. 2020, 236, 111810. [Google Scholar] [CrossRef]
- Paschalis, S.A.; Lampropoulos, A.P. Developments in the Use of Ultra High Performance Fiber Reinforced Concrete as Strengthening Material. Eng. Struct. 2021, 233, 111914. [Google Scholar] [CrossRef]
- Manigandan, S.; Praveenkumar, T.R.; Al-Mohaimeed, A.M.; Brindhadevi, K.; Pugazhendhi, A. Characterization of Polyurethane Coating on High Performance Concrete Reinforced with Chemically Treated Ananas Erectifolius Fiber. Prog. Org. Coat. 2021, 150, 105977. [Google Scholar] [CrossRef]
- Karimipour, A.; Edalati, M. Shear and Flexural Performance of Low, Normal and High-Strength Concrete Beams Reinforced with Longitudinal SMA, GFRP and Steel Rebars. Eng. Struct. 2020, 221, 111086. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, P.; Wang, X.; Wu, J. Shear Properties of the Interface between Ultra-High Performance Concrete and Normal Strength Concrete. Constr. Build. Mater. 2020, 248, 118455. [Google Scholar] [CrossRef]
- Xiong, M.-X.; Xiong, D.-X.; Liew, J.Y.R. Behaviour of Steel Tubular Members Infilled with Ultra High Strength Concrete. J. Constr. Steel Res. 2017, 138, 168–183. [Google Scholar] [CrossRef]
- Zhang, T.; Zhu, H.; Zhou, L.; Yan, Z. Multi-Level Micromechanical Analysis of Elastic Properties of Ultra-High Performance Concrete at High Temperatures: Effects of Imperfect Interface and Inclusion Size. Compos. Struct. 2021, 262, 113548. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Z.; Xiao, J.; Wang, D.; Huang, Z.; Fang, Z. A Review on Ultra High Performance Concrete: Part I. Raw Materials and Mixture Design. Constr. Build. Mater. 2015, 101, 741–751. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Banthia, N. Mechanical Properties of Ultra-High-Performance Fiber-Reinforced Concrete: A Review. Cem. Concr. Compos. 2016, 73, 267–280. [Google Scholar] [CrossRef]
- Zhang, D.; Tan, K.H. Effect of Various Polymer Fibers on Spalling Mitigation of Ultra-High Performance Concrete at High Temperature. Cem. Concr. Compos. 2020, 114, 103815. [Google Scholar] [CrossRef]
- Li, Y.; Tan, K.H.; Yang, E.-H. Synergistic Effects of Hybrid Polypropylene and Steel Fibers on Explosive Spalling Prevention of Ultra-High Performance Concrete at Elevated Temperature. Cem. Concr. Compos. 2019, 96, 174–181. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A Review on Ultra High Performance Concrete: Part II. Hydration, Microstructure and Properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Investigation of Mechanical Properties and Shrinkage of Ultra-High Performance Concrete: Influence of Steel Fiber Content and Shape. Compos. Part B Eng. 2019, 174, 107021. [Google Scholar] [CrossRef]
- NF P18-470: Bétons Fibrés à Ultra-Hautes Performances–Spécification, Performance, Production et Conformité. Available online: https://www.boutique.afnor.org/norme/nf-p18-470/betons-betons-fibres-a-ultra-hautes-performances-specification-performance-production-et-conformite-/article/866839/fa0633532016 (accessed on 6 July 2021).
- Schipporeit, G.C.; Heinrich, J.C. Lake Point Tower Chicago. Lux. City Apartm. 2018, 2, 265–275. [Google Scholar]
- Kathirvel, P.; Sreekumaran, S. Sustainable Development of Ultra High Performance Concrete Using Geopolymer Technology. J. Build. Eng. 2021, 39, 102267. [Google Scholar] [CrossRef]
- Li, S.; Zhao, T.; Alam, M.S.; Cheng, Z.; Wang, J. Probabilistic Seismic Vulnerability and Loss Assessment of a Seismic Resistance Bridge System with Post-Tensioning Precast Segmental Ultra-High Performance Concrete Bridge Columns. Eng. Struct. 2020, 225, 111321. [Google Scholar] [CrossRef]
- Xue, J.; Briseghella, B.; Huang, F.; Nuti, C.; Tabatabai, H.; Chen, B. Review of Ultra-High Performance Concrete and Its Application in Bridge Engineering. Constr. Build. Mater. 2020, 260, 119844. [Google Scholar] [CrossRef]
- Tsai, C.-T.; Kung, G.T.-C.; Hwang, C.-L. Use of High Performance Concrete on Rigid Pavement Construction for Exclusive Bus Lanes. Constr. Build. Mater. 2010, 24, 732–740. [Google Scholar] [CrossRef]
- Akhnoukh, A.K.; Elia, H. Developing High Performance Concrete for Precast/Prestressed Concrete Industry. Case Stud. Constr. Mater. 2019, 11, e00290. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhu, P.; Liao, Z.; Wang, L. Interfacial Bond Properties between Normal Strength Concrete Substrate and Ultra-High Performance Concrete as a Repair Material. Constr. Build. Mater. 2020, 235, 117431. [Google Scholar] [CrossRef]
- Makul, N. Cost-Benefit Analysis of the Production of Ready-Mixed High-Performance Concrete Made with Recycled Concrete Aggregate: A Case Study in Thailand. Heliyon 2020, 6, e04135. [Google Scholar] [CrossRef]
- Dong, Y. Performance Assessment and Design of Ultra-High Performance Concrete (UHPC) Structures Incorporating Life-Cycle Cost and Environmental Impacts. Constr. Build. Mater. 2018, 167, 414–425. [Google Scholar] [CrossRef]
- ABNT ABNT NBR. 16697: Portland Cement—Requirements; Brazilian Association of Technical Standards (ABNT): Rio de Janeiro, Brazil, 2018. (In Portuguese) [Google Scholar]
- BSI Standards Publication. EN 197-1 Cement: Composition, Specifications and Conformity Criteria for Common Cements; BSI Standards Publication: London, UK, 2011. [Google Scholar]
- ASTM International. ASTM_C150/C150-07: Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Beatriz da Silva, J.; Pepe, M.; Toledo Filho, R.D. High Temperatures Effect on Mechanical and Physical Performance of Normal and High Strength Recycled Aggregate Concrete. Fire Saf. J. 2020, 117, 103222. [Google Scholar] [CrossRef]
- Viana, T.M.; Bacelar, B.A.; Coelho, I.D.; Ludvig, P.; Santos, W.J. Behaviour of Ultra-High Performance Concretes Incorporating Carbon Nanotubes under Thermal Load. Constr. Build. Mater. 2020, 263, 120556. [Google Scholar] [CrossRef]
- de Matos, P.R.; Sakata, R.D.; Gleize, P.J.P.; de Brito, J.; Repette, W.L. Eco-Friendly Ultra-High Performance Cement Pastes Produced with Quarry Wastes as Alternative Fillers. J. Clean. Prod. 2020, 269, 122308. [Google Scholar] [CrossRef]
- Pilar, R.; Schankoski, R.A.; Ferron, R.D.; Repette, W.L. Rheological Behavior of Low Shrinkage Very High Strength Self-Compacting Concrete. Constr. Build. Mater. 2021, 286, 122838. [Google Scholar] [CrossRef]
- Storm, J.; Pise, M.; Brands, D.; Schröder, J.; Kaliske, M. A Comparative Study of Micro-Mechanical Models for Fiber Pullout Behavior of Reinforced High Performance Concrete. Eng. Fract. Mech. 2021, 243, 107506. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, D. Effect of Lateral Restraint and Inclusion of Polypropylene and Steel Fibers on Spalling Behavior, Pore Pressure, and Thermal Stress in Ultra-High-Performance Concrete (UHPC) at Elevated Temperature. Constr. Build. Mater. 2021, 271, 121879. [Google Scholar] [CrossRef]
- Liu, G.; Schollbach, K.; Li, P.; Brouwers, H.J.H. Valorization of Converter Steel Slag into Eco-Friendly Ultra-High Performance Concrete by Ambient CO2 Pre-Treatment. Constr. Build. Mater. 2021, 280, 122580. [Google Scholar] [CrossRef]
- Suescum-Morales, D.; Ríos, J.D.; De La Concha, A.M.; Cifuentes, H.; Jiménez, J.R.; Fernández, J.M. Effect of Moderate Temperatures on Compressive Strength of Ultra-High-Performance Concrete: A Microstructural Analysis. Cem. Concr. Res. 2021, 140, 106303. [Google Scholar] [CrossRef]
- Rashid, R.S.M.; Salem, S.M.; Azreen, N.M.; Voo, Y.L.; Haniza, M.; Shukri, A.A.; Yahya, M.-S. Effect of Elevated Temperature to Radiation Shielding of Ultra-High Performance Concrete with Silica Sand or Magnetite. Constr. Build. Mater. 2020, 262, 120567. [Google Scholar] [CrossRef]
- Olawuyi, B.J.; Babafemi, A.J.; Boshoff, W.P. Early-Age and Long-Term Strength Development of High-Performance Concrete with SAP. Constr. Build. Mater. 2021, 267, 121798. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, Y.; Tan, K.H. Spalling Resistance and Mechanical Properties of Strain-Hardening Ultra-High Performance Concrete at Elevated Temperature. Constr. Build. Mater. 2021, 266, 120961. [Google Scholar] [CrossRef]
- Choi, H.-J.; Park, J.-J.; Yoo, D.-Y. Benefits of TiO2 Photocatalyst on Mechanical Properties and Nitrogen Oxide Removal of Ultra-High-Performance Concrete. Constr. Build. Mater. 2021, 285, 122921. [Google Scholar] [CrossRef]
- Khan, M.U.; Ahmad, S.; Naqvi, A.A.; Al-Gahtani, H.J. Shielding Performance of Heavy-Weight Ultra-High-Performance Concrete against Nuclear Radiation. Prog. Nucl. Energy 2020, 130, 103550. [Google Scholar] [CrossRef]
- Kim, J.-J.; Yoo, D.-Y.; Banthia, N. Benefits of Curvilinear Straight Steel Fibers on the Rate-Dependent Pullout Resistance of Ultra-High-Performance Concrete. Cem. Concr. Compos. 2021, 118, 103965. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; You, I.; Zi, G. Effects of Waste Liquid–Crystal Display Glass Powder and Fiber Geometry on the Mechanical Properties of Ultra-High-Performance Concrete. Constr. Build. Mater. 2021, 266, 120938. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Jang, Y.S.; Chun, B.; Kim, S. Chelate Effect on Fiber Surface Morphology and Its Benefits on Pullout and Tensile Behaviors of Ultra-High-Performance Concrete. Cem. Concr. Compos. 2021, 115, 103864. [Google Scholar] [CrossRef]
- Kareem, R.S.; Dang, C.N.; Hale, W.M. Flexural Behavior of Concrete Beams Cast with High-Performance Materials. J. Build. Eng. 2021, 34, 101912. [Google Scholar] [CrossRef]
- Bae, Y.; Pyo, S. Effect of Steel Fiber Content on Structural and Electrical Properties of Ultra High Performance Concrete (UHPC) Sleepers. Eng. Struct. 2020, 222, 111131. [Google Scholar] [CrossRef]
- Kadri, E.-H.; Aggoun, S.; De Schutter, G. Interaction between C3A, Silica Fume and Naphthalene Sulphonate Superplasticiser in High Performance Concrete. Constr. Build. Mater. 2009, 23, 3124–3128. [Google Scholar] [CrossRef]
- Prince, W.; Edwards-Lajnef, M.; Aïtcin, P.C. Interaction between Ettringite and a Polynaphthalene Sulfonate Superplasticizer in a Cementitious Paste. Cem. Concr. Res. 2002, 32, 79–85. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber Orientation Effects on Ultra-High Performance Concrete Formed by 3D Printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, J.; Yang, X.; Dong, Y.; Feng, T.; Liu, J. Enhancing the PVA Fiber-Matrix Interface Properties in Ultra High Performance Concrete: An Experimental and Molecular Dynamics Study. Constr. Build. Mater. 2021, 285, 122862. [Google Scholar] [CrossRef]
- Ren, G.; Yao, B.; Huang, H.; Gao, X. Influence of Sisal Fibers on the Mechanical Performance of Ultra-High Performance Concretes. Constr. Build. Mater. 2021, 286, 122958. [Google Scholar] [CrossRef]
- Nguyen, D.-L.; Thai, D.-K.; Nguyen, H.T.T.; Nguyen, T.-Q.; Le-Trung, K. Responses of Composite Beams with High-Performance Fiber-Reinforced Concrete. Constr. Build. Mater. 2021, 270, 121814. [Google Scholar] [CrossRef]
- Navabi, D.; Javidruzi, M.; Hafezi, M.R.; Mosavi, A. The High-Performance Light Transmitting Concrete and Experimental Analysis of Using Polymethylmethacrylate Optical Fibers in It. J. Build. Eng. 2021, 38, 102076. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary Cementitious Materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Celik, F.; Akcuru, O. Rheological and Workability Effects of Bottom Ash Usage as a Mineral Additive on the Cement Based Permeation Grouting Method. Constr. Build. Mater. 2020, 263, 120186. [Google Scholar] [CrossRef]
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Cement-Based Materials: A Spanish Case Study. Appl. Sci. 2020, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Gartner, E. Industrially Interesting Approaches to “Low-CO2” Cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Meyer, C. The Greening of the Concrete Industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Sanjuán, M.Á.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Mortars and Concretes Made with Portuguese Cements. Appl. Sci. 2020, 10, 646. [Google Scholar] [CrossRef] [Green Version]
- Pade, C.; Guimaraes, M. The CO2 Uptake of Concrete in a 100 Year Perspective. Cem. Concr. Res. 2007, 37, 1348–1356. [Google Scholar] [CrossRef]
- Li, C.; Jiang, L. Utilization of Limestone Powder as an Activator for Early-Age Strength Improvement of Slag Concrete. Constr. Build. Mater. 2020, 253, 119257. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, Y.; Ma, G.; Nener, B. Mixture Optimization for Environmental, Economical and Mechanical Objectives in Silica Fume Concrete: A Novel Frame-Work Based on Machine Learning and a New Meta-Heuristic Algorithm. Resour. Conserv. Recycl. 2021, 167, 105395. [Google Scholar] [CrossRef]
- Rodríguez, E.D.; Bernal, S.A.; Provis, J.L.; Payá, J.; Monzó, J.M.; Borrachero, M.V. Structure of Portland Cement Pastes Blended with Sonicated Silica Fume. J. Mater. Civ. Eng. 2012, 24, 1295–1304. [Google Scholar] [CrossRef]
- de Matos, P.R.; Sakata, R.D.; Prudêncio, L.R. Eco-Efficient Low Binder High-Performance Self-Compacting Concretes. Constr. Build. Mater. 2019, 225, 941–955. [Google Scholar] [CrossRef]
- Juenger, M.C.G.; Siddique, R. Recent Advances in Understanding the Role of Supplementary Cementitious Materials in Concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Aydın, S. A Ternary Optimisation of Mineral Additives of Alkali Activated Cement Mortars. Constr. Build. Mater. 2013, 43, 131–138. [Google Scholar] [CrossRef]
- Cao, L.; Liu, C.; Tian, H.; Jia, D.; Wang, D.; Xu, Y.; Guo, J. Adsorption Interaction between Cement Hydrates Minerals with Fluid Loss Additive Investigated by Fluorescence Technique. Constr. Build. Mater. 2019, 223, 1106–1111. [Google Scholar] [CrossRef]
- Deboucha, W.; Leklou, N.; Khelidj, A.; Oudjit, M.N. Hydration Development of Mineral Additives Blended Cement Using Thermogravimetric Analysis (TGA): Methodology of Calculating the Degree of Hydration. Constr. Build. Mater. 2017, 146, 687–701. [Google Scholar] [CrossRef]
- Yoon, H.N.; Seo, J.; Kim, S.; Lee, H.K.; Park, S. Characterization of Blast Furnace Slag-Blended Portland Cement for Immobilization of Co. Cem. Concr. Res. 2020, 134, 106089. [Google Scholar] [CrossRef]
- Ke, X.; Bernal, S.A.; Provis, J.L.; Lothenbach, B. Thermodynamic Modelling of Phase Evolution in Alkali-Activated Slag Cements Exposed to Carbon Dioxide. Cem. Concr. Res. 2020, 136, 106158. [Google Scholar] [CrossRef]
- Park, S.; Park, H.M.; Yoon, H.N.; Seo, J.; Yang, C.-M.; Provis, J.L.; Yang, B. Hydration Kinetics and Products of MgO-Activated Blast Furnace Slag. Constr. Build. Mater. 2020, 249, 118700. [Google Scholar] [CrossRef]
- Kaminskas, R.; Kubiliute, R.; Prialgauskaite, B. Smectite Clay Waste as an Additive for Portland Cement. Cem. Concr. Compos. 2020, 113, 103710. [Google Scholar] [CrossRef]
- Terzić, A.; Pezo, L.; Mijatović, N.; Stojanović, J.; Kragović, M.; Miličić, L.; Andrić, L. The Effect of Alternations in Mineral Additives (Zeolite, Bentonite, Fly Ash) on Physico-Chemical Behavior of Portland Cement Based Binders. Constr. Build. Mater. 2018, 180, 199–210. [Google Scholar] [CrossRef]
- Kubiliute, R.; Kaminskas, R.; Kazlauskaite, A. Mineral Wool Production Waste as an Additive for Portland Cement. Cem. Concr. Compos. 2018, 88, 130–138. [Google Scholar] [CrossRef]
- Marvila, M.T.; Alexandre, J.; Azevedo, A.R.G.; Zanelato, E.B.; Xavier, G.C.; Monteiro, S.N. Study on the Replacement of the Hydrated Lime by Kaolinitic Clay in Mortars. Adv. Appl. Ceram. 2019, 118, 373–380. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.; Alexandre, J.; Colorado, H.; Pereira Antunes, M.L.; Vieira, C.M.F. Circular Economy in Cementitious Ceramics: Replacement of Hydrated Lime with a Stoichiometric Balanced Combination of Clay and Marble Waste. Int. J. Appl. Ceram. Technol. 2020, 18, 192–202. [Google Scholar] [CrossRef]
- Marvila, M.T.; Alexandre, J.; de Azevedo, A.R.G.; Zanelato, E.B. Evaluation of the Use of Marble Waste in Hydrated Lime Cement Mortar Based. J. Mater. Cycles Waste Manag. 2019, 21, 1250–1261. [Google Scholar] [CrossRef]
- Marshdi, Q.S.R. Benefits of Using Mineral Additives, as Components of the Modern Oil-Well Cement. Case Stud. Constr. Mater. 2018, 8, 455–458. [Google Scholar] [CrossRef]
- Mohan, M.K.; Pillai, R.G.; Santhanam, M.; Gettu, R. High-Performance Cementitious Grout with Fly Ash for Corrosion Protection of Post-Tensioned Concrete Structures. Constr. Build. Mater. 2021, 281, 122612. [Google Scholar] [CrossRef]
- Jing, R.; Liu, Y.; Yan, P. Uncovering the Effect of Fly Ash Cenospheres on the Macroscopic Properties and Microstructure of Ultra High-Performance Concrete (UHPC). Constr. Build. Mater. 2021, 286, 122977. [Google Scholar] [CrossRef]
- Herath, C.; Gunasekara, C.; Law, D.W.; Setunge, S. Performance of High Volume Fly Ash Concrete Incorporating Additives: A Systematic Literature Review. Constr. Build. Mater. 2020, 258, 120606. [Google Scholar] [CrossRef]
- Sujay, H.M.; Nair, N.A.; Sudarsana Rao, H.; Sairam, V. Experimental Study on Durability Characteristics of Composite Fiber Reinforced High-Performance Concrete Incorporating Nanosilica and Ultra Fine Fly Ash. Constr. Build. Mater. 2020, 262, 120738. [Google Scholar] [CrossRef]
- Bahedh, M.A.; Jaafar, M.S. Ultra High-Performance Concrete Utilizing Fly Ash as Cement Replacement under Autoclaving Technique. Case Stud. Constr. Mater. 2018, 9, e00202. [Google Scholar] [CrossRef]
- Zhang, D.; Yang, Q.; Mao, M.; Li, J. Carbonation Performance of Concrete with Fly Ash as Fine Aggregate after Stress Damage and High Temperature Exposure. Constr. Build. Mater. 2020, 242, 118125. [Google Scholar] [CrossRef]
- Choudhary, R.; Gupta, R.; Nagar, R.; Jain, A. Mechanical and Abrasion Resistance Performance of Silica Fume, Marble Slurry Powder, and Fly Ash Amalgamated High Strength Self-Consolidating Concrete. Constr. Build. Mater. 2021, 269, 121282. [Google Scholar] [CrossRef]
- Yu, L.; Li, Y.; Liu, T.; Qin, Z.; Tan, H.; Zhang, H.; Chen, Z.; Ni, H. Mechanical and Microstructural Characterization of Geopolymers Synthesized from FCC Waste Catalyst and Silica Fume. Ceram. Int. 2021, 47, 15186–15194. [Google Scholar] [CrossRef]
- Brescia-Norambuena, L.; González, M.; Avudaiappan, S.; Saavedra Flores, E.I.; Grasley, Z. Improving Concrete Underground Mining Pavements Performance through the Synergic Effect of Silica Fume, Nanosilica, and Polypropylene Fibers. Constr. Build. Mater. 2021, 285, 122895. [Google Scholar] [CrossRef]
- Ren, J.; Hu, L.; Dong, Z.; Tang, L.; Xing, F.; Liu, J. Effect of Silica Fume on the Mechanical Property and Hydration Characteristic of Alkali-Activated Municipal Solid Waste Incinerator (MSWI) Fly Ash. J. Clean. Prod. 2021, 295, 126317. [Google Scholar] [CrossRef]
- Das, S.K.; Mustakim, S.M.; Adesina, A.; Mishra, J.; Alomayri, T.S.; Assaedi, H.S.; Kaze, C.R. Fresh, Strength and Microstructure Properties of Geopolymer Concrete Incorporating Lime and Silica Fume as Replacement of Fly Ash. J. Build. Eng. 2020, 32, 101780. [Google Scholar] [CrossRef]
- Wu, Z.; Khayat, K.H.; Shi, C. Changes in Rheology and Mechanical Properties of Ultra-High Performance Concrete with Silica Fume Content. Cem. Concr. Res. 2019, 123, 105786. [Google Scholar] [CrossRef]
- Smarzewski, P. Influence of Silica Fume on Mechanical and Fracture Properties of High Performance Concrete. Procedia Struct. Integr. 2019, 17, 5–12. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Evaluation of High-Performance Concrete with Recycled Aggregates: Use of Densified Silica Fume as Cement Replacement. Constr. Build. Mater. 2017, 147, 803–814. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Durability Performance of High-Performance Concrete Made with Recycled Aggregates, Fly Ash and Densified Silica Fume. Cem. Concr. Compos. 2018, 93, 63–74. [Google Scholar] [CrossRef]
- Chen, T.; Gao, X.; Ren, M. Effects of Autoclave Curing and Fly Ash on Mechanical Properties of Ultra-High Performance Concrete. Constr. Build. Mater. 2018, 158, 864–872. [Google Scholar] [CrossRef]
- Ali, K.; Qureshi, M.I.; Saleem, S.; Khan, S.U. Effect of Waste Electronic Plastic and Silica Fume on Mechanical Properties and Thermal Performance of Concrete. Constr. Build. Mater. 2021, 285, 122952. [Google Scholar] [CrossRef]
- Abo-El-Enein, S.A.; El-Sayed, H.A.; Ali, A.H.; Mohammed, Y.T.; Khater, H.M.; Ouda, A.S. Physico-Mechanical Properties of High Performance Concrete Using Different Aggregates in Presence of Silica Fume. HBRC J. 2014, 10, 43–48. [Google Scholar] [CrossRef] [Green Version]
- Hamid, R.; Yusof, K.M.; Zain, M.F.M. A Combined Ultrasound Method Applied to High Performance Concrete with Silica Fume. Constr. Build. Mater. 2010, 24, 94–98. [Google Scholar] [CrossRef]
- Tanyildizi, H.; Çevik, A. Modeling Mechanical Performance of Lightweight Concrete Containing Silica Fume Exposed to High Temperature Using Genetic Programming. Constr. Build. Mater. 2010, 24, 2612–2618. [Google Scholar] [CrossRef]
- Tanyildizi, H.; Coskun, A. Performance of Lightweight Concrete with Silica Fume after High Temperature. Constr. Build. Mater. 2008, 22, 2124–2129. [Google Scholar] [CrossRef]
- de Matos, P.R.; Oliveira, J.C.P.; Medina, T.M.; Magalhães, D.C.; Gleize, P.J.P.; Schankoski, R.A.; Pilar, R. Use of Air-Cooled Blast Furnace Slag as Supplementary Cementitious Material for Self-Compacting Concrete Production. Constr. Build. Mater. 2020, 262, 120102. [Google Scholar] [CrossRef]
- Salvador, R.P.; Rambo, D.A.S.; Bueno, R.M.; Silva, K.T.; Figueiredo, A.D. de On the Use of Blast-Furnace Slag in Sprayed Concrete Applications. Constr. Build. Mater. 2019, 218, 543–555. [Google Scholar] [CrossRef]
- Andrade Neto, J.d.S.; Santos, T.A.; de Andrade Pinto, S.; Dias, C.M.R.; Ribeiro, D.V. Effect of the Combined Use of Carbon Nanotubes (CNT) and Metakaolin on the Properties of Cementitious Matrices. Constr. Build. Mater. 2021, 271, 121903. [Google Scholar] [CrossRef]
- Sousa, M.I.C.; da Silva Rêgo, J.H. Effect of Nanosilica/Metakaolin Ratio on the Calcium Alumina Silicate Hydrate (C-A-S-H) Formed in Ternary Cement Pastes. J. Build. Eng. 2021, 38, 102226. [Google Scholar] [CrossRef]
- Miranda de Lima, A.J.; Iwakiri, S.; Satyanarayana, K.G.; Lomelí-Ramírez, M.G. Preparation and Characterization of Wood-Cement Particleboards Produced Using Metakaolin, Calcined Ceramics and Residues of Pinus spp. J. Build. Eng. 2020, 32, 101–140. [Google Scholar] [CrossRef]
- Mosaberpanah, M.A.; Umar, S.A. Utilizing Rice Husk Ash as Supplement to Cementitious Materials on Performance of Ultra High Performance Concrete: A Review. Mater. Today Sustain. 2020, 7–8, 100030. [Google Scholar] [CrossRef]
- Anjos, M.A.S.; Araújo, T.R.; Ferreira, R.L.S.; Farias, E.C.; Martinelli, A.E. Properties of Self-Leveling Mortars Incorporating a High-Volume of Sugar Cane Bagasse Ash as Partial Portland Cement Replacement. J. Build. Eng. 2020, 32, 101694. [Google Scholar] [CrossRef]
- Jahanzaib Khalil, M.; Aslam, M.; Ahmad, S. Utilization of Sugarcane Bagasse Ash as Cement Replacement for the Production of Sustainable Concrete—A Review. Constr. Build. Mater. 2021, 270, 121371. [Google Scholar] [CrossRef]
- Shen, D.; Jiao, Y.; Gao, Y.; Zhu, S.; Jiang, G. Influence of Ground Granulated Blast Furnace Slag on Cracking Potential of High Performance Concrete at Early Age. Constr. Build. Mater. 2020, 241, 117839. [Google Scholar] [CrossRef]
- Shen, D.; Jiao, Y.; Kang, J.; Feng, Z.; Shen, Y. Influence of Ground Granulated Blast Furnace Slag on Early-Age Cracking Potential of Internally Cured High Performance Concrete. Constr. Build. Mater. 2020, 233, 117083. [Google Scholar] [CrossRef]
- Cheah, C.B.; Tiong, L.L.; Ng, E.P.; Oo, C.W. The Engineering Performance of Concrete Containing High Volume of Ground Granulated Blast Furnace Slag and Pulverized Fly Ash with Polycarboxylate-Based Superplasticizer. Constr. Build. Mater. 2019, 202, 909–921. [Google Scholar] [CrossRef]
- Ma, L.; Zhao, Y.; Gong, J. Restrained Early-Age Shrinkage Cracking Properties of High-Performance Concrete Containing Fly Ash and Ground Granulated Blast-Furnace Slag. Constr. Build. Mater. 2018, 191, 1–12. [Google Scholar] [CrossRef]
- Kannan, D.M.; Aboubakr, S.H.; EL-Dieb, A.S.; Reda Taha, M.M. High Performance Concrete Incorporating Ceramic Waste Powder as Large Partial Replacement of Portland Cement. Constr. Build. Mater. 2017, 144, 35–41. [Google Scholar] [CrossRef]
- Xu, K.; Huang, W.; Zhang, L.; Fu, S.; Chen, M.; Ding, S.; Han, B. Mechanical Properties of Low-Carbon Ultrahigh-Performance Concrete with Ceramic Tile Waste Powder. Constr. Build. Mater. 2021, 287, 123036. [Google Scholar] [CrossRef]
- Salimi, J.; Ramezanianpour, A.M.; Moradi, M.J. Studying the Effect of Low Reactivity Metakaolin on Free and Restrained Shrinkage of High Performance Concrete. J. Build. Eng. 2020, 28, 101053. [Google Scholar] [CrossRef]
- Song, Q.; Yu, R.; Shui, Z.; Wang, Y.; Rao, S.; Wu, S.; He, Y. Physical and Chemical Coupling Effect of Metakaolin Induced Chloride Trapping Capacity Variation for Ultra High Performance Fibre Reinforced Concrete (UHPFRC). Constr. Build. Mater. 2019, 223, 765–774. [Google Scholar] [CrossRef]
- Shehab El-Din, H.K.; Eisa, A.S.; Abdel Aziz, B.H.; Ibrahim, A. Mechanical Performance of High Strength Concrete Made from High Volume of Metakaolin and Hybrid Fibers. Constr. Build. Mater. 2017, 140, 203–209. [Google Scholar] [CrossRef]
- Tafraoui, A.; Escadeillas, G.; Vidal, T. Durability of the Ultra High Performances Concrete Containing Metakaolin. Constr. Build. Mater. 2016, 112, 980–987. [Google Scholar] [CrossRef]
- Le, H.T.; Ludwig, H.-M. Effect of Rice Husk Ash and Other Mineral Admixtures on Properties of Self-Compacting High Performance Concrete. Mater. Des. 2016, 89, 156–166. [Google Scholar] [CrossRef]
- Le, H.T.; Siewert, K.; Ludwig, H.-M. Alkali Silica Reaction in Mortar Formulated from Self-Compacting High Performance Concrete Containing Rice Husk Ash. Constr. Build. Mater. 2015, 88, 10–19. [Google Scholar] [CrossRef]
- Shaaban, M. Properties of Concrete with Binary Binder System of Calcined Dolomite Powder and Rice Husk Ash. Heliyon 2021, 7, e06311. [Google Scholar] [CrossRef]
- Setayesh Gar, P.; Suresh, N.; Bindiganavile, V. Sugar Cane Bagasse Ash as a Pozzolanic Admixture in Concrete for Resistance to Sustained Elevated Temperatures. Constr. Build. Mater. 2017, 153, 929–936. [Google Scholar] [CrossRef]
- Pu, Y.; Li, L.; Wang, Q.; Shi, X.; Luan, C.; Zhang, G.; Fu, L.; El-Fatah Abomohra, A. Accelerated Carbonation Technology for Enhanced Treatment of Recycled Concrete Aggregates: A State-of-the-Art Review. Constr. Build. Mater. 2021, 282, 122671. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of Fine Recycled Concrete Aggregates in Concrete: A Critical Review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Sahoo, S.; Singh, B. Punching Shear Capacity of Recycled-Aggregate Concrete Slab-Column Connections. J. Build. Eng. 2021, 102430. [Google Scholar] [CrossRef]
- Azreen, N.M.; Rashid, R.S.M.; Mugahed Amran, Y.H.; Voo, Y.L.; Haniza, M.; Hairie, M.; Alyousef, R.; Alabduljabbar, H. Simulation of Ultra-High-Performance Concrete Mixed with Hematite and Barite Aggregates Using Monte Carlo for Dry Cask Storage. Constr. Build. Mater. 2020, 263, 120161. [Google Scholar] [CrossRef]
- Trottier, C.; Ziapour, R.; Zahedi, A.; Sanchez, L.; Locati, F. Microscopic Characterization of Alkali-Silica Reaction (ASR) Affected Recycled Concrete Mixtures Induced by Reactive Coarse and Fine Aggregates. Cem. Concr. Res. 2021, 144, 106426. [Google Scholar] [CrossRef]
- Sanjuán, M.Á.; Argiz, C.; Gálvez, J.C.; Moragues, A. Effect of Silica Fume Fineness on the Improvement of Portland Cement Strength Performance. Constr. Build. Mater. 2015, 96, 55–64. [Google Scholar] [CrossRef]
- de Larrard, F.; Sedran, T. Optimization of Ultra-High-Performance Concrete by the Use of a Packing Model. Cem. Concr. Res. 1994, 24, 997–1009. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, M.; Ding, X.; Ren, Z.; Zhao, S.; Zhao, M.; Dang, J. High-Durability Concrete with Supplementary Cementitious Admixtures Used in Corrosive Environments. Crystals 2021, 11, 196. [Google Scholar] [CrossRef]
- Chu, S.H.; Kwan, A.K.H. Mixture Design of Self-Levelling Ultra-High Performance FRC. Constr. Build. Mater. 2019, 228, 116761. [Google Scholar] [CrossRef]
- Zhao, Y.; Duan, Y.; Zhu, L.; Wang, Y.; Jin, Z. Characterization of Coarse Aggregate Morphology and Its Effect on Rheological and Mechanical Properties of Fresh Concrete. Constr. Build. Mater. 2021, 286, 122940. [Google Scholar] [CrossRef]
- De Grazia, M.T.; Goshayeshi, N.; Gorga, R.; Sanchez, L.F.M.; Santos, A.C.; Souza, D.J. Comprehensive Semi-Empirical Approach to Describe Alkali Aggregate Reaction (AAR) Induced Expansion in the Laboratory. J. Build. Eng. 2021, 40, 102298. [Google Scholar] [CrossRef]
- Munhoz, G.S.; Dobrovolski, M.E.G.; Pereira, E.; Medeiros-Junior, R.A. Effect of Improved Autogenous Mortar Self-Healing in the Alkali-Aggregate Reaction. Cem. Concr. Compos. 2021, 117, 103905. [Google Scholar] [CrossRef]
- Amin, M.; Tayeh, B.A.; Agwa, I.S. Effect of Using Mineral Admixtures and Ceramic Wastes as Coarse Aggregates on Properties of Ultrahigh-Performance Concrete. J. Clean. Prod. 2020, 273, 123073. [Google Scholar] [CrossRef]
- Zareei, S.A.; Ameri, F.; Bahrami, N.; Shoaei, P.; Musaeei, H.R.; Nurian, F. Green High Strength Concrete Containing Recycled Waste Ceramic Aggregates and Waste Carpet Fibers: Mechanical, Durability, and Microstructural Properties. J. Build. Eng. 2019, 26, 100914. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Evangelista, L. Mechanical Characterization of High Performance Concrete Prepared with Recycled Aggregates and Silica Fume from Precast Industry. J. Clean. Prod. 2017, 164, 939–949. [Google Scholar] [CrossRef]
- Suzuki, M.; Seddik Meddah, M.; Sato, R. Use of Porous Ceramic Waste Aggregates for Internal Curing of High-Performance Concrete. Cem. Concr. Res. 2009, 39, 373–381. [Google Scholar] [CrossRef]
- Ouda, A.S. Development of High-Performance Heavy Density Concrete Using Different Aggregates for Gamma-Ray Shielding. Prog. Nucl. Energy 2015, 79, 48–55. [Google Scholar] [CrossRef] [Green Version]
- Gökçe, H.S.; Yalçınkaya, Ç.; Tuyan, M. Optimization of Reactive Powder Concrete by Means of Barite Aggregate for Both Neutrons and Gamma Rays. Constr. Build. Mater. 2018, 189, 470–477. [Google Scholar] [CrossRef]
- Angelin, A.F.; Cecche Lintz, R.C.; Osório, W.R.; Gachet, L.A. Evaluation of Efficiency Factor of a Self-Compacting Lightweight Concrete with Rubber and Expanded Clay Contents. Constr. Build. Mater. 2020, 257, 119573. [Google Scholar] [CrossRef]
- Lu, Y.; Hu, X.; Yang, X.; Xiao, Y. Comprehensive Tests and Quasi-Brittle Fracture Modeling of Light-Weight Foam Concrete with Expanded Clay Aggregates. Cem. Concr. Compos. 2021, 115, 103822. [Google Scholar] [CrossRef]
- Burbano-Garcia, C.; Hurtado, A.; Silva, Y.F.; Delvasto, S.; Araya-Letelier, G. Utilization of Waste Engine Oil for Expanded Clay Aggregate Production and Assessment of Its Influence on Lightweight Concrete Properties. Constr. Build. Mater. 2021, 273, 121677. [Google Scholar] [CrossRef]
- Juan-Valdés, A.; Rodríguez-Robles, D.; García-González, J.; de Rojas Gómez, M.I.S.; Ignacio Guerra-Romero, M.; De Belie, N.; Morán-del Pozo, J.M. Mechanical and Microstructural Properties of Recycled Concretes Mixed with Ceramic Recycled Cement and Secondary Recycled Aggregates. A Viable Option for Future Concrete. Constr. Build. Mater. 2021, 270, 121455. [Google Scholar] [CrossRef]
- Shah, H.A.; Yuan, Q.; Zuo, S. Air Entrainment in Fresh Concrete and Its Effects on Hardened Concrete-a Review. Constr. Build. Mater. 2021, 274, 121835. [Google Scholar] [CrossRef]
- Dąbrowski, M.; Glinicki, M.A.; Dziedzic, K.; Antolik, A. Validation of Sequential Pressure Method for Evaluation of the Content of Microvoids in Air Entrained Concrete. Constr. Build. Mater. 2019, 227, 116633. [Google Scholar] [CrossRef]
- Nowak-Michta, A. Impact Analysis of Air-Entraining and Superplasticizing Admixtures on Concrete Compressive Strength. Procedia Struct. Integr. 2019, 23, 77–82. [Google Scholar] [CrossRef]
- Tran, N.P.; Gunasekara, C.; Law, D.W.; Houshyar, S.; Setunge, S.; Cwirzen, A. A Critical Review on Drying Shrinkage Mitigation Strategies in Cement-Based Materials. J. Build. Eng. 2021, 38, 102210. [Google Scholar] [CrossRef]
- Zhan, P.; He, Z. Application of Shrinkage Reducing Admixture in Concrete: A Review. Constr. Build. Mater. 2019, 201, 676–690. [Google Scholar] [CrossRef]
- Mo, L.; Fang, J.; Huang, B.; Wang, A.; Deng, M. Combined Effects of Biochar and MgO Expansive Additive on the Autogenous Shrinkage, Internal Relative Humidity and Compressive Strength of Cement Pastes. Constr. Build. Mater. 2019, 229, 116877. [Google Scholar] [CrossRef]
- Kubissa, W.; Jaskulski, R.; Grzelak, M. Torrent Air Permeability and Sorptivity of Concrete Made with the Use of Air Entraining Agent and Citric Acid as Setting Retardant. Constr. Build. Mater. 2021, 268, 121703. [Google Scholar] [CrossRef]
- Sathyan, D.; Anand, K.B. Influence of Superplasticizer Family on the Durability Characteristics of Fly Ash Incorporated Cement Concrete. Constr. Build. Mater. 2019, 204, 864–874. [Google Scholar] [CrossRef]
- Bravo, M.; de Brito, J.; Evangelista, L.; Pacheco, J. Superplasticizer’s Efficiency on the Mechanical Properties of Recycled Aggregates Concrete: Influence of Recycled Aggregates Composition and Incorporation Ratio. Constr. Build. Mater. 2017, 153, 129–138. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Almalki, A. Influence of Mixing Time and Superplasticizer Dosage on Self-Consolidating Concrete Properties. J. Mater. Res. Technol. 2020, 9, 6101–6115. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.; Monteiro, S.N. Verification of the Application Potential of the Mathematical Models of Lyse, Abrams and Molinari in Mortars Based on Cement and Lime. J. Mater. Res. Technol. 2020, 9, 7327–7334. [Google Scholar] [CrossRef]
- Colombo, A.; Geiker, M.R.; Justnes, H.; Lauten, R.A.; De Weerdt, K. On the Effect of Calcium Lignosulfonate on the Rheology and Setting Time of Cement Paste. Cem. Concr. Res. 2017, 100, 435–444. [Google Scholar] [CrossRef]
- Ali Khan, R.; Gupta, C.; Alam, S. Strength and Durability of Self-Curing Concrete Developed Using Calcium Lignosulfonate. J. King Saud Univ. Eng. Sci. 2021. [Google Scholar] [CrossRef]
- Guan, J.; Liu, X.; Lai, G.; Luo, Q.; Qian, S.; Zhan, J.; Wang, Z.; Cui, S. Effect of Sulfonation Modification of Polycarboxylate Superplasticizer on Tolerance Enhancement in Sulfate. Constr. Build. Mater. 2021, 273, 122095. [Google Scholar] [CrossRef]
- Ren, C.; Hou, L.; Li, J.; Lu, Z.; Niu, Y. Preparation and Properties of Nanosilica-Doped Polycarboxylate Superplasticizer. Constr. Build. Mater. 2020, 252, 119037. [Google Scholar] [CrossRef]
- Tang, X.; Zhao, C.; Yang, Y.; Dong, F.; Lu, X. Amphoteric Polycarboxylate Superplasticizers with Enhanced Clay Tolerance: Preparation, Performance and Mechanism. Constr. Build. Mater. 2020, 252, 119052. [Google Scholar] [CrossRef]
- Ma, Y.; Shi, C.; Lei, L.; Sha, S.; Zhou, B.; Liu, Y.; Xiao, Y. Research Progress on Polycarboxylate Based Superplasticizers with Tolerance to Clays—A Review. Constr. Build. Mater. 2020, 255, 119386. [Google Scholar] [CrossRef]
- Ma, B.; Qi, H.; Tan, H.; Su, Y.; Li, X.; Liu, X.; Li, C.; Zhang, T. Effect of Aliphatic-Based Superplasticizer on Rheological Performance of Cement Paste Plasticized by Polycarboxylate Superplasticizer. Constr. Build. Mater. 2020, 233, 117181. [Google Scholar] [CrossRef]
- Ibragimov, R.; Fediuk, R. Improving the Early Strength of Concrete: Effect of Mechanochemical Activation of the Cementitious Suspension and Using of Various Superplasticizers. Constr. Build. Mater. 2019, 226, 839–848. [Google Scholar] [CrossRef]
- Benaicha, M.; Hafidi Alaoui, A.; Jalbaud, O.; Burtschell, Y. Dosage Effect of Superplasticizer on Self-Compacting Concrete: Correlation between Rheology and Strength. J. Mater. Res. Technol. 2019, 8, 2063–2069. [Google Scholar] [CrossRef]
- Cheah, C.B.; Chow, W.K.; Oo, C.W.; Leow, K.H. The Influence of Type and Combination of Polycarboxylate Ether Superplasticizer on the Mechanical Properties and Microstructure of Slag-Silica Fume Ternary Blended Self-Consolidating Concrete. J. Build. Eng. 2020, 31, 101412. [Google Scholar] [CrossRef]
- Yu, R.; van Beers, L.; Spiesz, P.; Brouwers, H.J.H. Impact Resistance of a Sustainable Ultra-High Performance Fibre Reinforced Concrete (UHPFRC) under Pendulum Impact Loadings. Constr. Build. Mater. 2016, 107, 203–215. [Google Scholar] [CrossRef]
- Mobasher, B.; Bakhshi, M.; Barsby, C. Backcalculation of Residual Tensile Strength of Regular and High Performance Fiber Reinforced Concrete from Flexural Tests. Constr. Build. Mater. 2014, 70, 243–253. [Google Scholar] [CrossRef] [Green Version]
- Gurusideswar, S.; Shukla, A.; Jonnalagadda, K.N.; Nanthagopalan, P. Tensile Strength and Failure of Ultra-High Performance Concrete (UHPC) Composition over a Wide Range of Strain Rates. Constr. Build. Mater. 2020, 258, 119642. [Google Scholar] [CrossRef]
- Lv, L.-S.; Wang, J.-Y.; Xiao, R.-C.; Fang, M.-S.; Tan, Y. Influence of Steel Fiber Corrosion on Tensile Properties and Cracking Mechanism of Ultra-High Performance Concrete in an Electrochemical Corrosion Environment. Constr. Build. Mater. 2021, 278, 122338. [Google Scholar] [CrossRef]
- Pillai, C.K.S.; Paul, W.; Sharma, C.P. Chitin and Chitosan Polymers: Chemistry, Solubility and Fiber Formation. Prog. Polym. Sci. 2009, 34, 641–678. [Google Scholar] [CrossRef]
- Ahmed, D.; Hongpeng, Z.; Haijuan, K.; Jing, L.; Yu, M.; Muhuo, Y. Microstructural Developments of Poly (p-Phenylene Terephthalamide) Fibers during Heat Treatment Process: A Review. Mater. Res. 2014, 17, 1180–1200. [Google Scholar] [CrossRef] [Green Version]
- Mu, R.; Xing, P.; Yu, J.; Wei, L.; Zhao, Q.; Qing, L.; Zhou, J.; Tian, W.; Gao, S.; Zhao, X.; et al. Investigation on Reinforcement of Aligned Steel Fiber on Flexural Behavior of Cement-Based Composites Using Acoustic Emission Signal Analysis. Constr. Build. Mater. 2019, 201, 42–50. [Google Scholar] [CrossRef]
- Zhang, Z.; Shao, X.-D.; Zhu, P. Direct Tensile Behaviors of Steel-Bar Reinforced Ultra-High Performance Fiber Reinforced Concrete: Effects of Steel Fibers and Steel Rebars. Constr. Build. Mater. 2020, 243, 118054. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation Mechanisms of Natural Fiber in the Matrix of Cement Composites. Cem. Concr. Res. 2015. [Google Scholar] [CrossRef]
- Luna-Galiano, Y.; Leiva, C.; Villegas, R.; Arroyo, F.; Vilches, L.; Fernández-Pereira, C. Carbon Fiber Waste Incorporation in Blast Furnace Slag Geopolymer-Composites. Mater. Lett. 2018, 233, 1–3. [Google Scholar] [CrossRef]
- Liu, Y.; Tian, W.; Wang, M.; Qi, B.; Wang, W. Rapid Strength Formation of On-Site Carbon Fiber Reinforced High-Performance Concrete Cured by Ohmic Heating. Constr. Build. Mater. 2020, 244, 118344. [Google Scholar] [CrossRef]
- Guo, P.; Bao, Y.; Meng, W. Review of Using Glass in High-Performance Fiber-Reinforced Cementitious Composites. Cem. Concr. Compos. 2021, 120, 104032. [Google Scholar] [CrossRef]
- Rodier, L.; da Costa Correia, V.; Savastano Junior, H. Elaboration of Eco-Efficient Vegetable Fibers Reinforced Cement-Based Composites Using Glass Powder Residue. Cem. Concr. Compos. 2020, 110, 103599. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, X.; Cao, J.; Zhao, X.; Qiu, M. Static and Fatigue Flexural Performance of Ultra-High Performance Fiber Reinforced Concrete Slabs. Eng. Struct. 2021, 231, 111728. [Google Scholar] [CrossRef]
- Ashkezari, G.D.; Fotouhi, F.; Razmara, M. Experimental Relationships between Steel Fiber Volume Fraction and Mechanical Properties of Ultra-High Performance Fiber-Reinforced Concrete. J. Build. Eng. 2020, 32, 101613. [Google Scholar] [CrossRef]
- Ashkezari, G.D.; Razmara, M. Thermal and Mechanical Evaluation of Ultra-High Performance Fiber-Reinforced Concrete and Conventional Concrete Subjected to High Temperatures. J. Build. Eng. 2020, 32, 101621. [Google Scholar] [CrossRef]
- Shin, W.; Yoo, D.-Y. Influence of Steel Fibers Corroded through Multiple Microcracks on the Tensile Behavior of Ultra-High-Performance Concrete. Constr. Build. Mater. 2020, 259, 120428. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Shin, W.; Chun, B. Corrosion Effect on Tensile Behavior of Ultra-High-Performance Concrete Reinforced with Straight Steel Fibers. Cem. Concr. Compos. 2020, 109, 103566. [Google Scholar] [CrossRef]
- Ngo, T.T.; Tran, N.T.; Kim, D.J.; Pham, T.C. Effects of Corrosion Level and Inhibitor on Pullout Behavior of Deformed Steel Fiber Embedded in High Performance Concrete. Constr. Build. Mater. 2021, 280, 122449. [Google Scholar] [CrossRef]
- Gou, H.; Zhu, H.; Zhou, H.; Yang, Z. Reinforcement Mechanism of Orientally Distributed Steel Fibers on Ultra-High-Performance Concrete. Constr. Build. Mater. 2021, 281, 122646. [Google Scholar] [CrossRef]
- Park, T.; Her, S.; Jee, H.; Yoon, S.; Cho, B.; Hwang, S.-H.; Bae, S. Evaluation of Orientation and Distribution of Steel Fibers in High-Performance Concrete Column Determined via Micro-Computed Tomography. Constr. Build. Mater. 2021, 270, 121473. [Google Scholar] [CrossRef]
- Kim, J.-J.; Jang, Y.S.; Yoo, D.-Y. Enhancing the Tensile Performance of Ultra-High-Performance Concrete through Novel Curvilinear Steel Fibers. J. Mater. Res. Technol. 2020, 9, 7570–7582. [Google Scholar] [CrossRef]
- Dingqiang, F.; Yu, R.; Kangning, L.; Junhui, T.; Zhonghe, S.; Chunfeng, W.; Shuo, W.; Zhenfeng, G.; Zhengdong, H.; Qiqi, S. Optimized Design of Steel Fibres Reinforced Ultra-High Performance Concrete (UHPC) Composites: Towards to Dense Structure and Efficient Fibre Application. Constr. Build. Mater. 2021, 273, 121698. [Google Scholar] [CrossRef]
- Afzal, M.T.; Khushnood, R.A. Influence of Carbon Nano Fibers (CNF) on the Performance of High Strength Concrete Exposed to Elevated Temperatures. Constr. Build. Mater. 2021, 268, 121108. [Google Scholar] [CrossRef]
- Jung, M.; Park, J.; Hong, S.-G.; Moon, J. Micro- and Meso-Structural Changes on Electrically Cured Ultra-High Performance Fiber-Reinforced Concrete with Dispersed Carbon Nanotubes. Cem. Concr. Res. 2020, 137, 106214. [Google Scholar] [CrossRef]
- Zhou, A.; Qiu, Q.; Chow, C.L.; Lau, D. Interfacial Performance of Aramid, Basalt and Carbon Fiber Reinforced Polymer Bonded Concrete Exposed to High Temperature. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105802. [Google Scholar] [CrossRef]
- Bilisik, K.; Ozdemir, H. Multiaxis Three-Dimensional (3D) Glass Fiber Preform/Cementitious Matrix Concrete Composites: Experimental Characterizations by Panel Test. Cem. Concr. Compos. 2021, 119, 104020. [Google Scholar] [CrossRef]
- Al-Khafaji, A.F.; Myers, J.J.; Alghazali, H.H. Evaluation of Bond Performance of Glass Fiber Rebars Embedded in Sustainable Concrete. J. Clean. Prod. 2021, 282, 124516. [Google Scholar] [CrossRef]
- Rajesh Kumar, K.; Shyamala, G.; Adesina, A. Structural Performance of Corroded Reinforced Concrete Beams Made with Fiber-Reinforced Self-Compacting Concrete. Structures 2021, 32, 1145–1155. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A.; Khan, S.U. Flexural Behavior of Glass Fiber-Reinforced Recycled Aggregate Concrete and Its Impact on the Cost and Carbon Footprint of Concrete Pavement. Constr. Build. Mater. 2020, 262, 120820. [Google Scholar] [CrossRef]
- Mohammed, B.H.; Sherwani, A.F.H.; Faraj, R.H.; Qadir, H.H.; Younis, K.H. Mechanical Properties and Ductility Behavior of Ultra-High Performance Fiber Reinforced Concretes: Effect of Low Water-to-Binder Ratios and Micro Glass Fibers. Ain Shams Eng. J. 2021, 12, 1557–1567. [Google Scholar] [CrossRef]
- Hussain, I.; Ali, B.; Akhtar, T.; Jameel, M.S.; Raza, S.S. Comparison of Mechanical Properties of Concrete and Design Thickness of Pavement with Different Types of Fiber-Reinforcements (Steel, Glass, and Polypropylene). Case Stud. Constr. Mater. 2020, 13, e00429. [Google Scholar] [CrossRef]
- Behfarnia, K.; Behravan, A. Application of High Performance Polypropylene Fibers in Concrete Lining of Water Tunnels. Mater. Des. 2014, 55, 274–279. [Google Scholar] [CrossRef]
- Zhu, C.; Niu, J.; Li, J.; Wan, C.; Peng, J. Effect of Aggregate Saturation Degree on the Freeze–Thaw Resistance of High Performance Polypropylene Fiber Lightweight Aggregate Concrete. Constr. Build. Mater. 2017, 145, 367–375. [Google Scholar] [CrossRef]
- Li, Y.; Tan, K.H.; Yang, E.-H. Influence of Aggregate Size and Inclusion of Polypropylene and Steel Fibers on the Hot Permeability of Ultra-High Performance Concrete (UHPC) at Elevated Temperature. Constr. Build. Mater. 2018, 169, 629–637. [Google Scholar] [CrossRef]
- Shen, D.; Liu, X.; Zeng, X.; Zhao, X.; Jiang, G. Effect of Polypropylene Plastic Fibers Length on Cracking Resistance of High Performance Concrete at Early Age. Constr. Build. Mater. 2020, 244, 117874. [Google Scholar] [CrossRef]
- Yoo, D.-Y.; Kim, M.-J. High Energy Absorbent Ultra-High-Performance Concrete with Hybrid Steel and Polyethylene Fibers. Constr. Build. Mater. 2019, 209, 354–363. [Google Scholar] [CrossRef]
- He, S.; Qiu, J.; Li, J.; Yang, E.-H. Strain Hardening Ultra-High Performance Concrete (SHUHPC) Incorporating CNF-Coated Polyethylene Fibers. Cem. Concr. Res. 2017, 98, 50–60. [Google Scholar] [CrossRef]
- Wang, D.; Ju, Y.; Shen, H.; Xu, L. Mechanical Properties of High Performance Concrete Reinforced with Basalt Fiber and Polypropylene Fiber. Constr. Build. Mater. 2019, 197, 464–473. [Google Scholar] [CrossRef]
- Smarzewski, P. Influence of Basalt-Polypropylene Fibres on Fracture Properties of High Performance Concrete. Compos. Struct. 2019, 209, 23–33. [Google Scholar] [CrossRef]
- Naraganti, S.R.; Pannem, R.M.R.; Putta, J. Impact Resistance of Hybrid Fibre Reinforced Concrete Containing Sisal Fibres. Ain Shams Eng. J. 2019, 10, 297–305. [Google Scholar] [CrossRef]
- Elbehiry, A.; Elnawawy, O.; Kassem, M.; Zaher, A.; Uddin, N.; Mostafa, M. Performance of Concrete Beams Reinforced Using Banana Fiber Bars. Case Stud. Constr. Mater. 2020, 13, e00361. [Google Scholar] [CrossRef]
- Elbehiry, A.; Elnawawy, O.; Kassem, M.; Zaher, A.; Mostafa, M. FEM Evaluation of Reinforced Concrete Beams by Hybrid and Banana Fiber Bars (BFB). Case Stud. Constr. Mater. 2021, 14, e00479. [Google Scholar] [CrossRef]
- da Gloria, M.Y.R.; Toledo Filho, R.D. Innovative Sandwich Panels Made of Wood Bio-Concrete and Sisal Fiber Reinforced Cement Composites. Constr. Build. Mater. 2021, 272, 121636. [Google Scholar] [CrossRef]
- Sabarish, K.V.; Paul, P.; Bhuvaneshwari; Jones, J. An Experimental Investigation on Properties of Sisal Fiber Used in the Concrete. Mater. Today Proc. 2020, 22, 439–443. [Google Scholar] [CrossRef]
- Marvila, M.T.; de Azevedo, A.R.G.; Vieira, C.M.F. Reaction Mechanisms of Alkali-Activated Materials. Rev. Ibracon Estrut. Mater. 2021, 14–28. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.; Delaqua, G.C.G.; Mendes, B.C.; Pedroti, L.G.; Vieira, C.M.F. Performance of Geopolymer Tiles in High Temperature and Saturation Conditions. Constr. Build. Mater. 2021, 286, 122994. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.; Marvila, M.T.; Rocha, H.A.; Cruz, L.R.; Vieira, C.M.F. Use of Glass Polishing Waste in the Development of Ecological Ceramic Roof Tiles by the Geopolymerization Process. Int. J. Appl. Ceram. Technol. 2020, 17, 2649–2658. [Google Scholar] [CrossRef]
- Marvila, M.T.; de Azevedo, A.R.G.; de Matos, P.R.; Monteiro, S.N.; Vieira, C.M.F. Rheological and the Fresh State Properties of Alkali-Activated Mortars by Blast Furnace Slag. Materials 2021, 14, 2069. [Google Scholar] [CrossRef] [PubMed]
- Ramos, G.A.; de Matos, P.R.; Pelisser, F.; Gleize, P.J.P. Effect of Porcelain Tile Polishing Residue on Eco-Efficient Geopolymer: Rheological Performance of Pastes and Mortars. J. Build. Eng. 2020, 32, 101699. [Google Scholar] [CrossRef]
- Turner, L.K.; Collins, F.G. Carbon Dioxide Equivalent (CO2-e) Emissions: A Comparison between Geopolymer and OPC Cement Concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Van Den Heede, P.; De Belie, N. Environmental Impact and Life Cycle Assessment (LCA) of Traditional and “green” Concretes: Literature Review and Theoretical Calculations. Cem. Concr. Compos. 2012, 34, 431–442. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. LCA Allocation Procedure Used as an Incitative Method for Waste Recycling: An Application to Mineral Additions in Concrete. Resour. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef] [Green Version]
- Habert, G.; d’Espinose de Lacaillerie, J.B.; Roussel, N. An Environmental Evaluation of Geopolymer Based Concrete Production: Reviewing Current Research Trends. J. Clean. Prod. 2011, 19, 1229–1238. [Google Scholar] [CrossRef]
- Longhi, M.A.; Walkley, B.; Rodríguez, E.D.; Kirchheim, A.P.; Zhang, Z.; Wang, H. New Selective Dissolution Process to Quantify Reaction Extent and Product Stability in Metakaolin-Based Geopolymers. Compos. Part B Eng. 2019, 176, 107172. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.; Vieira, C.M.F.; Ferreira, W.M.; Faria, K.C.P.; Pedroti, L.G.; Mendes, B.C. Potential Use of Ceramic Waste as Precursor in the Geopolymerization Reaction for the Production of Ceramic Roof Tiles. J. Build. Eng. 2020, 29, 101156. [Google Scholar] [CrossRef]
- Kovářík, T.; Rieger, D.; Kadlec, J.; Křenek, T.; Kullová, L.; Pola, M.; Bělský, P.; Franče, P.; Říha, J. Thermomechanical Properties of Particle-Reinforced Geopolymer Composite with Various Aggregate Gradation of Fine Ceramic Filler. Constr. Build. Mater. 2017, 143, 599–606. [Google Scholar] [CrossRef]
- Kamseu, E.; Catania, V.; Djangang, C.; Sglavo, V.M.; Leonelli, C. Correlation between Microstructural Evolution and Mechanical Properties of A-Quartz and Alumina Reinforced K-Geopolymers during High Temperature Treatments. Adv. Appl. Ceram. 2012, 111, 120–128. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Monzó, M.; Vicent, M.; Barba, A.; Palomo, A. Alkaline Activation of Metakaolin–Fly Ash Mixtures: Obtain of Zeoceramics and Zeocements. Microporous Mesoporous Mater. 2008, 108, 41–49. [Google Scholar] [CrossRef]
- White, C.E.; Provis, J.L.; Proffen, T.; Riley, D.P.; van Deventer, J.S.J. Density Functional Modeling of the Local Structure of Kaolinite Subjected to Thermal Dehydroxylation. J. Phys. Chem. A 2010, 114, 4988–4996. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Wang, H.; Provis, J.L.; Bullen, F.; Reid, A.; Zhu, Y. Quantitative Kinetic and Structural Analysis of Geopolymers. Part 1. The Activation of Metakaolin with Sodium Hydroxide. Thermochim. Acta 2012, 539, 23–33. [Google Scholar] [CrossRef]
- Wu, Y.; Lu, B.; Bai, T.; Wang, H.; Du, F.; Zhang, Y.; Cai, L.; Jiang, C.; Wang, W. Geopolymer, Green Alkali Activated Cementitious Material: Synthesis, Applications and Challenges. Constr. Build. Mater. 2019, 224, 930–949. [Google Scholar] [CrossRef]
- Sindhunata; van Deventer, J.S.J.; Lukey, G.C.; Xu, H. Effect of Curing Temperature and Silicate Concentration on Fly-Ash-Based Geopolymerization. Ind. Eng. Chem. Res. 2006, 45, 3559–3568. [Google Scholar] [CrossRef]
- Longhi, M.A.; Zhang, Z.; Rodríguez, E.D.; Kirchheim, A.P.; Wang, H. Efflorescence of Alkali-Activated Cements (Geopolymers) and the Impacts on Material Structures: A Critical Analysis. Front. Mater. 2019, 6, 1–13. [Google Scholar] [CrossRef]
- Longhi, M.A.; Zhang, Z.; Walkley, B.; Rodríguez, E.D.; Kirchheim, A.P. Strategies for Control and Mitigation of Efflorescence in Metakaolin-Based Geopolymers. Cem. Concr. Res. 2021, 144, 106431. [Google Scholar] [CrossRef]
- Kuenzel, C.; Vandeperre, L.J.; Donatello, S.; Boccaccini, A.R.; Cheeseman, C. Ambient Temperature Drying Shrinkage and Cracking in Metakaolin-Based Geopolymers. J. Am. Ceram. Soc. 2012, 95, 3270–3277. [Google Scholar] [CrossRef] [Green Version]
- HASNAOUI, A.; GHORBEL, E.; WARDEH, G. Performance of Metakaolin/Slag-Based Geopolymer Concrete Made with Recycled Fine and Coarse Aggregates. J. Build. Eng. 2021, 42, 102813. [Google Scholar] [CrossRef]
- Gomes, R.F.; Dias, D.P.; Silva, F. de A. Determination of the Fracture Parameters of Steel Fiber-Reinforced Geopolymer Concrete. Theor. Appl. Fract. Mech. 2020, 107, 102568. [Google Scholar] [CrossRef]
- Dias, D.P.; de Andrade Silva, F. Effect of Na2O/SiO2 and K2O/SiO2 Mass Ratios on the Compressive Strength of Non-Silicate Metakaolin Geopolymeric Mortars. Mater. Res. Express 2019, 6, 075514. [Google Scholar] [CrossRef]
- Albidah, A.; Altheeb, A.; Alrshoudi, F.; Abadel, A.; Abbas, H.; Al-Salloum, Y. Bond Performance of GFRP and Steel Rebars Embedded in Metakaolin Based Geopolymer Concrete. Structures 2020, 27, 1582–1593. [Google Scholar] [CrossRef]
- da Silva Rocha, T.; Dias, D.P.; França, F.C.C.; de Salles Guerra, R.R.; de Oliveira Marques, L.R.d.C. Metakaolin-Based Geopolymer Mortars with Different Alkaline Activators (Na+ and K+ ). Constr. Build. Mater. 2018, 178, 453–461. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A Review on the Utilization of Fly Ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Cai, J.; Li, X.; Tan, J.; Vandevyvere, B. Thermal and Compressive Behaviors of Fly Ash and Metakaolin-Based Geopolymer. J. Build. Eng. 2020, 30, 101307. [Google Scholar] [CrossRef]
- Sun, Z.; Vollpracht, A.; van der Sloot, H.A. PH Dependent Leaching Characterization of Major and Trace Elements from Fly Ash and Metakaolin Geopolymers. Cem. Concr. Res. 2019, 125, 105889. [Google Scholar] [CrossRef]
- Cai, J.; Pan, J.; Li, X.; Tan, J.; Li, J. Electrical Resistivity of Fly Ash and Metakaolin Based Geopolymers. Constr. Build. Mater. 2020, 234, 117868. [Google Scholar] [CrossRef]
- Luo, Z.; Li, W.; Wang, K.; Castel, A.; Shah, S.P. Comparison on the Properties of ITZs in Fly Ash-Based Geopolymer and Portland Cement Concretes with Equivalent Flowability. Cem. Concr. Res. 2021, 143, 106392. [Google Scholar] [CrossRef]
- Charkhtab Moghaddam, S.; Madandoust, R.; Jamshidi, M.; Nikbin, I.M. Mechanical Properties of Fly Ash-Based Geopolymer Concrete with Crumb Rubber and Steel Fiber under Ambient and Sulfuric Acid Conditions. Constr. Build. Mater. 2021, 281, 122571. [Google Scholar] [CrossRef]
- Pasupathy, K.; Singh Cheema, D.; Sanjayan, J. Durability Performance of Fly Ash-Based Geopolymer Concrete Buried in Saline Environment for 10 Years. Constr. Build. Mater. 2021, 281, 122596. [Google Scholar] [CrossRef]
- Buchwald, A.; Hohmann, M.; Posern, K.; Brendler, E. The Suitability of Thermally Activated Illite/Smectite Clay as Raw Material for Geopolymer Binders. Appl. Clay Sci. 2009, 46, 300–304. [Google Scholar] [CrossRef]
- González-García, D.M.; Téllez-Jurado, L.; Jiménez-Álvarez, F.J.; Balmori-Ramírez, H. Structural Study of Geopolymers Obtained from Alkali-Activated Natural Pozzolan Feldspars. Ceram. Int. 2017, 43, 2606–2613. [Google Scholar] [CrossRef]
- Tian, L.; Feng, W.; Ma, H.; Zhang, S.; Shi, H. Investigation on the Microstructure and Mechanism of Geopolymer with Different Proportion of Quartz and K-Feldspar. Constr. Build. Mater. 2017, 147, 543–549. [Google Scholar] [CrossRef]
- Yankwa Djobo, J.N.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Mechanical Activation of Volcanic Ash for Geopolymer Synthesis: Effect on Reaction Kinetics, Gel Characteristics, Physical and Mechanical Properties. RSC Adv. 2016, 6, 39106–39117. [Google Scholar] [CrossRef]
- Xu, H.; van Deventer, J.S.J. Factors Affecting the Geopolymerization of Alkali-Feldspars. Mining Metall. Explor. 2002, 19, 209–214. [Google Scholar] [CrossRef]
- Djobo, Y.J.N.; Elimbi, A.; Dika Manga, J.; Djon Li Ndjock, I.B. Partial Replacement of Volcanic Ash by Bauxite and Calcined Oyster Shell in the Synthesis of Volcanic Ash-Based Geopolymers. Constr. Build. Mater. 2016, 113, 673–681. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Volcanic Ash-Based Geopolymer Cements/Concretes: The Current State of the Art and Perspectives. Environ. Sci. Pollut. Res. 2017, 24, 4433–4446. [Google Scholar] [CrossRef] [PubMed]
- Mo, L.; Lv, L.; Deng, M.; Qian, J. Influence of Fly Ash and Metakaolin on the Microstructure and Compressive Strength of Magnesium Potassium Phosphate Cement Paste. Cem. Concr. Res. 2018, 111, 116–129. [Google Scholar] [CrossRef]
- Marvila, M.T.; Azevedo, A.R.G.; Zanelato, E.B.; Lima, T.E.S.; Delaqua, G.C.G.; Vieira, C.M.F.; Pedroti, L.G.; Monteiro, S.N. Study of Pathologies in Alkali-Activated Materials Based on Slag; Springer International Publishing: Cham, Switzerland, 2021; pp. 523–531. [Google Scholar]
- Provis, J.L. Geopolymers and Other Alkali Activated Materials: Why, How, and What? Mater. Struct. Constr. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer Technology: The Current State of the Art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Geopolymerisation Kinetics. 2. Reaction Kinetic Modelling. Chem. Eng. Sci. 2007, 62, 2318–2329. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Geopolymerisation Kinetics. 1. In Situ Energy-Dispersive X-ray Diffractometry. Chem. Eng. Sci. 2007, 62, 2309–2317. [Google Scholar] [CrossRef]
- Chen, W.; Li, B.; Wang, J.; Thom, N. Effects of Alkali Dosage and Silicate Modulus on Autogenous Shrinkage of Alkali-Activated Slag Cement Paste. Cem. Concr. Res. 2021, 141, 106322. [Google Scholar] [CrossRef]
- He, J.; Bai, W.; Zheng, W.; He, J.; Sang, G. Influence of Hydrated Lime on Mechanical and Shrinkage Properties of Alkali-Activated Slag Cement. Constr. Build. Mater. 2021, 289, 123201. [Google Scholar] [CrossRef]
- Neupane, K.; Hadigheh, S.A. Sodium Hydroxide-Free Geopolymer Binder for Prestressed Concrete Applications. Constr. Build. Mater. 2021, 293, 123397. [Google Scholar] [CrossRef]
- Kotop, M.A.; El-Feky, M.S.; Alharbi, Y.R.; Abadel, A.A.; Binyahya, A.S. Engineering Properties of Geopolymer Concrete Incorporating Hybrid Nano-Materials. Ain Shams Eng. J. 2021, 65–73. [Google Scholar] [CrossRef]
- Mahmood, A.H.; Foster, S.J.; Castel, A. High-Density Geopolymer Concrete for Port Kembla Breakwater Upgrade. Constr. Build. Mater. 2020, 262, 120920. [Google Scholar] [CrossRef]
- Mendes, B.C.; Pedroti, L.G.; Fontes, M.P.F.; Ribeiro, J.C.L.; Vieira, C.M.F.; Pacheco, A.A.; de Azevedo, A.R.G. Technical and Environmental Assessment of the Incorporation of Iron Ore Tailings in Construction Clay Bricks. Constr. Build. Mater. 2019, 227, 116669. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concrete | Abbreviation | Compressive Strength (MPa) | w/b Ratio | Workability (mm) | Cement Consumption (kg/m3) |
|---|---|---|---|---|---|
| Conventional | CC | 20–50 | 0.45–0.65 | NA | 260–380 |
| High Strength | HSC | 55–100 | NA | NA | 400–700 |
| High Performance | HPC | 55–100 50–100 | <0.4 | 455–810 (slump flow) | 400–700 |
| Ultra-High Performance | UHPC | >100 >120 >150 | 0.2–0.3 | >260 (flow table without drops) | 800–1000 |
| CaO (%) | SiO2 (%) | Fe2O3 (%) | Al2O3 (%) | SO3 (%) | MgO (%) | Loss on Ignition (%) | Reference |
|---|---|---|---|---|---|---|---|
| 62.91 | 20.34 | 4.58 | 4.47 | 2.58 | 1.24 | 3.27 | [70] |
| 61.33 | 21.01 | 3.12 | 6.40 | 2.30 | 3.02 | - | [61] |
| 63.62 | 19.70 | 2.93 | - | - | 1.28 | - | [71] |
| 66.45 | 17.84 | 3.58 | 4.26 | 4.10 | 2.14 | - | [72] |
| 63.07 | 19.38 | 3.28 | 4.58 | 3.50 | 2.79 | 1.54 | [3] |
| 64.62 | 20.18 | 3.24 | 4.98 | 3.15 | 1.98 | 2.59 | [12] |
| 62.60 | 20.60 | 3.20 | 5.10 | 3.60 | 3.00 | - | [73] |
| 67.97 | 16.19 | 3.79 | 3.59 | 4.05 | 1.71 | 0.51 | [56] |
| 71.22 | 14.80 | 3.48 | 4.54 | 4.11 | - | 4.02 | [50] |
| 68.91 | 15.74 | 4.80 | 3.18 | 3.80 | 2.00 | 1.00 | [1] |
| 62.90 | 18.90 | 2.80 | 3.70 | 3.10 | 4.20 | 3.20 | [53] |
| 62.15 | 20.95 | 3.80 | 4.85 | 2.00 | 3.10 | - | [74] |
| Density (g/cm3) | Blaine Fineness (cm2/g) | Retained in Sieve #200 (%) | Reference |
|---|---|---|---|
| - | 3600 | - | [71] |
| 3.10 | 3600 | - | [72] |
| 3.12 | 4430 | 0.20 | [13] |
| 3.15 | 3500 | - | [73] |
| - | - | 2.00 | [56] |
| 3.06 | - | 1.38 | [51] |
| 3.09 | 4070 | - | [53] |
| 3.15 | - | 1.80 | [12] |
| Composition | Compressive Strength after 1 Day (MPa) | Compressive Strength after 3 Days (MPa) | Compressive Strength after 28 Days (MPa) |
|---|---|---|---|
| Reference | 7.1 (100%) | 19.57 (100%) | 40.53 (100%) |
| 1st generation | 12.32 (174%) | 31.89 (163%) | 57.55 (142%) |
| 1st generation (naphthalene) | 12.81 (180%) | 32.42 (166%) | 51.70 (128%) |
| Polyfunctional | 13.76 (194%) | 29.01 (148%) | 46.15 (114%) |
| Polyoxyethylene derivatives of polymethacrylic acid (PAA) | 22.53 (331%) | 46.38 (237%) | 62.81 (155%) |
| Copolymer based on polyether carboxylates (PCE) | 19.62 (276%) | 45.01 (230%) | 65.72 (162%) |
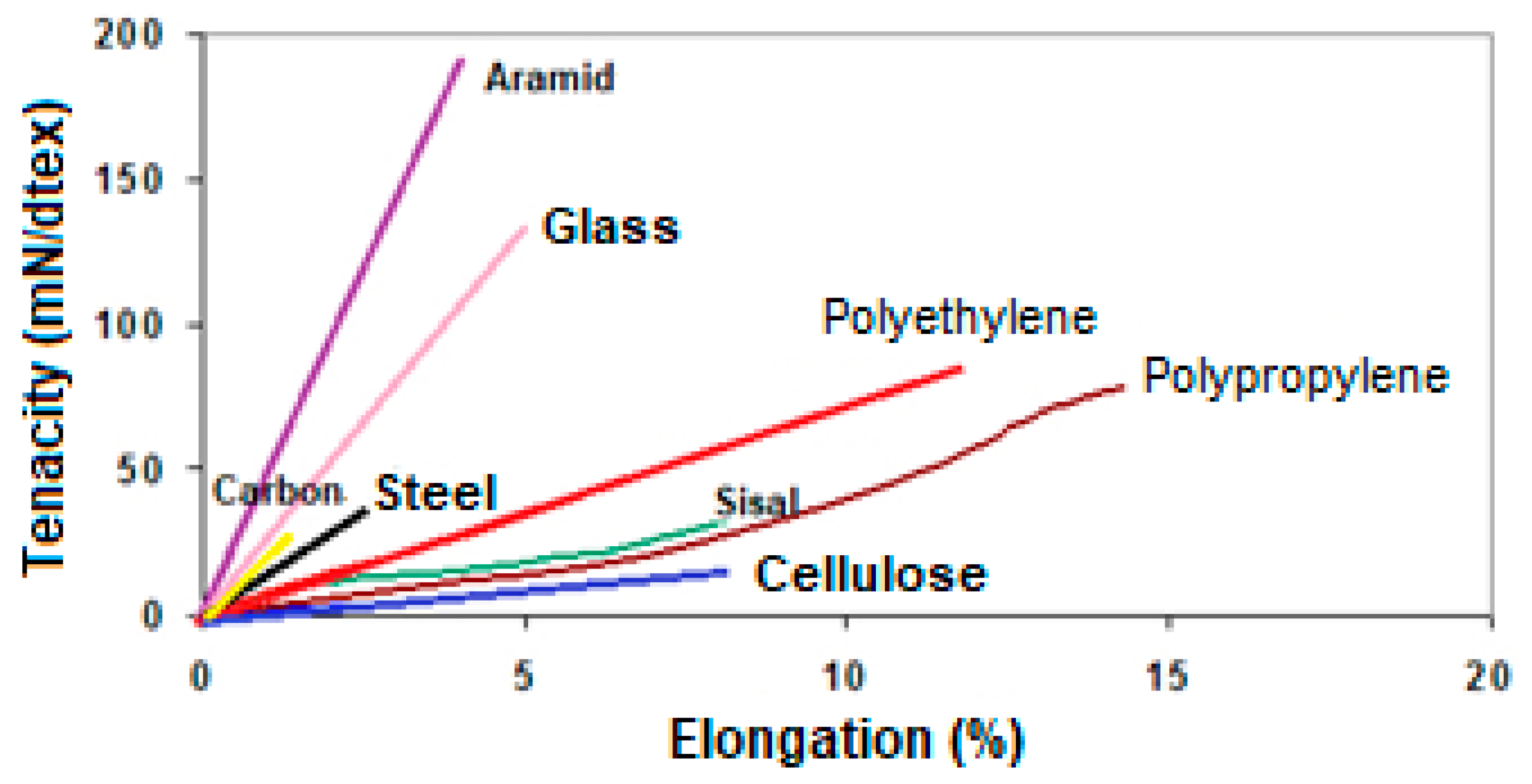
| Fibers | Diameter (mm) | Density (g/cm3) | Modulus of Elasticity (GPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|
| Matrix (comparison) | - | 2.7 | 10–45 | 3.5–8 | 0.02 |
| Steel | 5–500 | 7.84 | 200 | 500–2580 | 0.5–3.5 |
| Carbon | 5 | 1.9 | 65–135 | 2600 | 1 |
| Glass | 9–15 | 2.6 | 70–80 | 2000–4000 | 2–4.5 |
| Polypropylene | 20–200 | 0.9 | 164 | 500–750 | 9 |
| Polyethylene | 20–200 | 0.95 | 14–19.5 | 200–300 | 7.5 |
| Asbesto | 0.02–0.4 | 2.6–3.4 | 196 | 33000 | 2–3 |
| Kevlar | 10 | 1.45 | 5–17 | 3600 | 2.1–4 |
| Cellulose | - | 1.2 | 4 | 300–500 | - |
| Sisal | 10–50 | 1.5 | 15–20 | 800 | 7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marvila, M.T.; de Azevedo, A.R.G.; de Matos, P.R.; Monteiro, S.N.; Vieira, C.M.F. Materials for Production of High and Ultra-High Performance Concrete: Review and Perspective of Possible Novel Materials. Materials 2021, 14, 4304. https://doi.org/10.3390/ma14154304
Marvila MT, de Azevedo ARG, de Matos PR, Monteiro SN, Vieira CMF. Materials for Production of High and Ultra-High Performance Concrete: Review and Perspective of Possible Novel Materials. Materials. 2021; 14(15):4304. https://doi.org/10.3390/ma14154304
Chicago/Turabian StyleMarvila, Markssuel Teixeira, Afonso Rangel Garcez de Azevedo, Paulo R. de Matos, Sergio Neves Monteiro, and Carlos Maurício Fontes Vieira. 2021. "Materials for Production of High and Ultra-High Performance Concrete: Review and Perspective of Possible Novel Materials" Materials 14, no. 15: 4304. https://doi.org/10.3390/ma14154304