
3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics


Abstract
:1. Introduction
2. Rheology
3. Printing Process Requirements
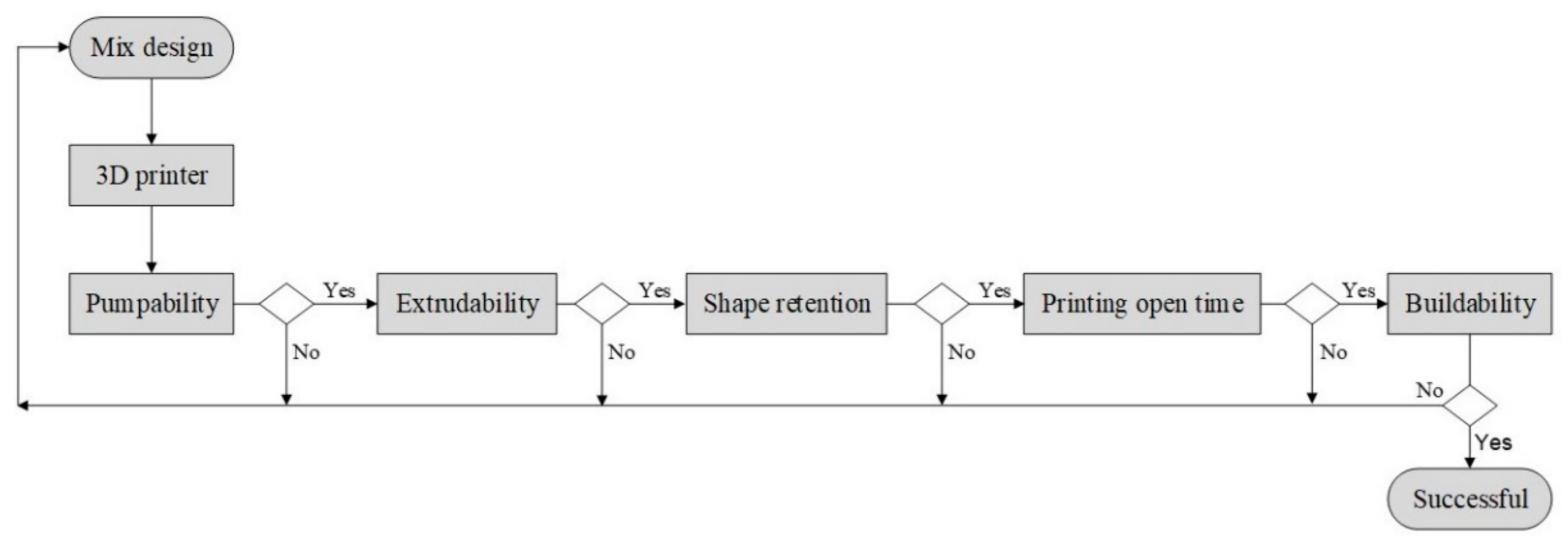
3.1. Pumpability
3.2. Extrudability
- Mix proportion (water-binder ratio, aggregate-binder ratio, aggregate characteristics, chemical admixture dosage);
- Rheological properties of concrete;
- 3D printer (pumping power, pipe length and diameter, inlet and outlet dimensions of the nozzle).
3.3. Shape Retention
3.4. Printing Open Time
3.5. Buildability
4. Printable Mix Designs and Influence of Concrete Ingredients on Rheology
4.1. Eco-Friendly Binders
4.2. Aggregate
4.3. Chemical Admixtures
4.4. Nanomaterials
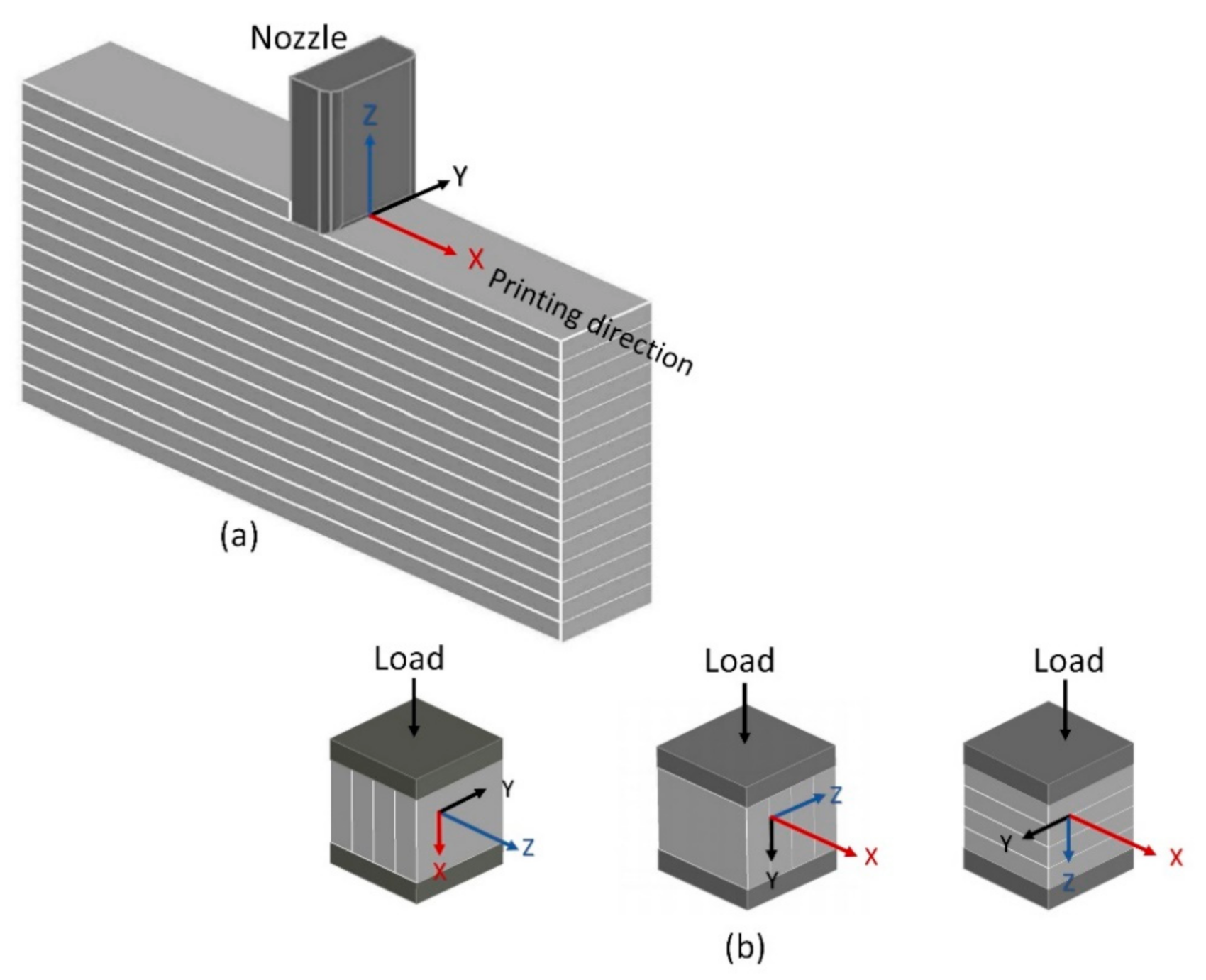
5. Anisotropy in Mechanical Properties of 3D-Printed Concrete
5.1. Compressive Strength
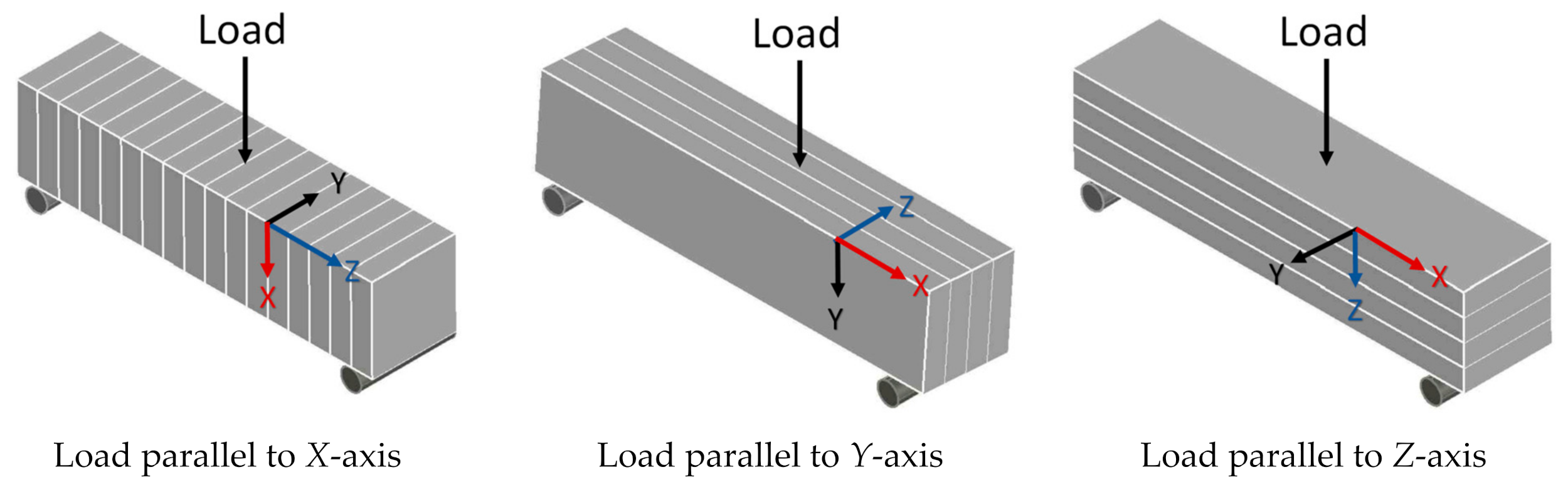
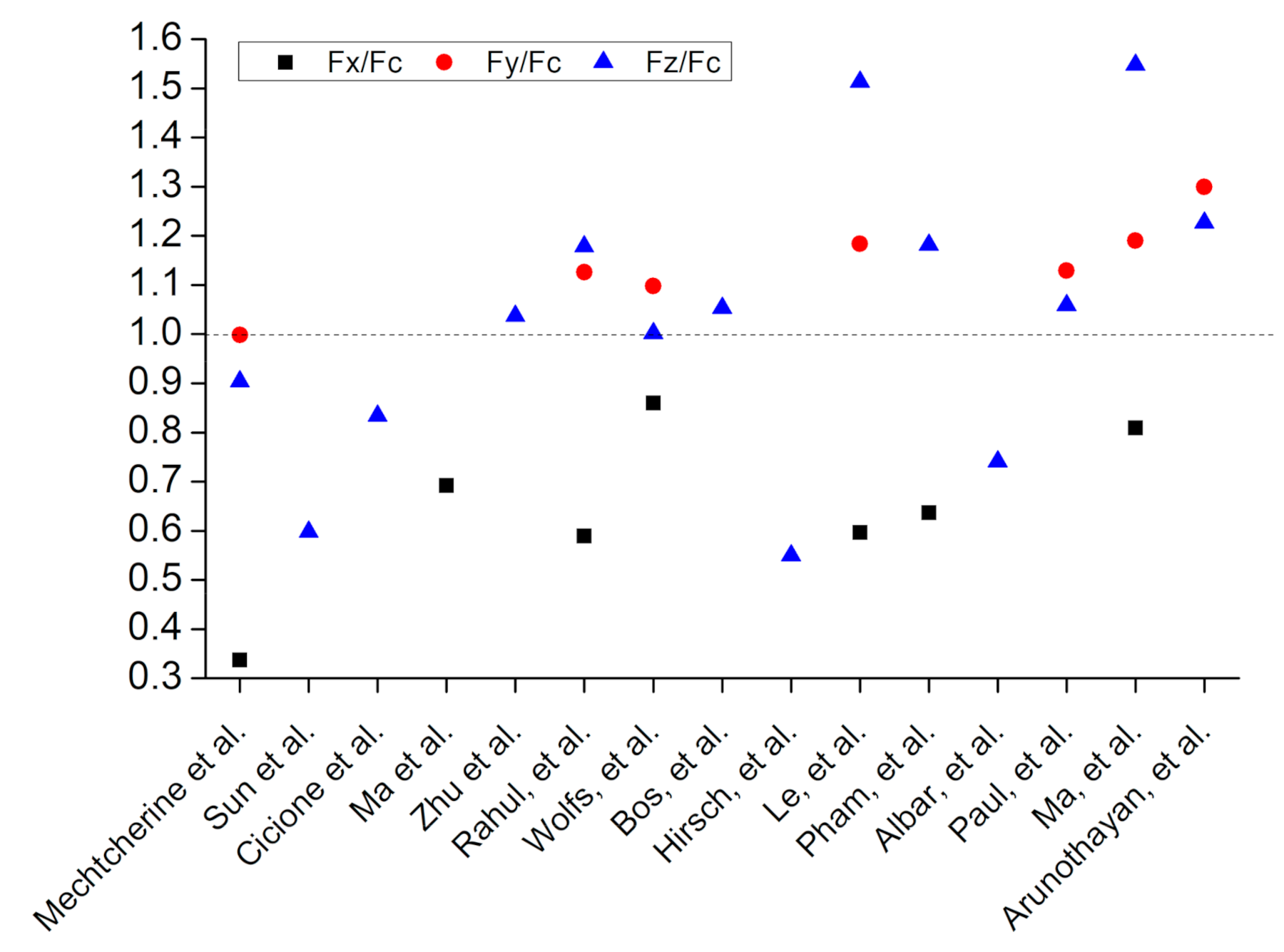
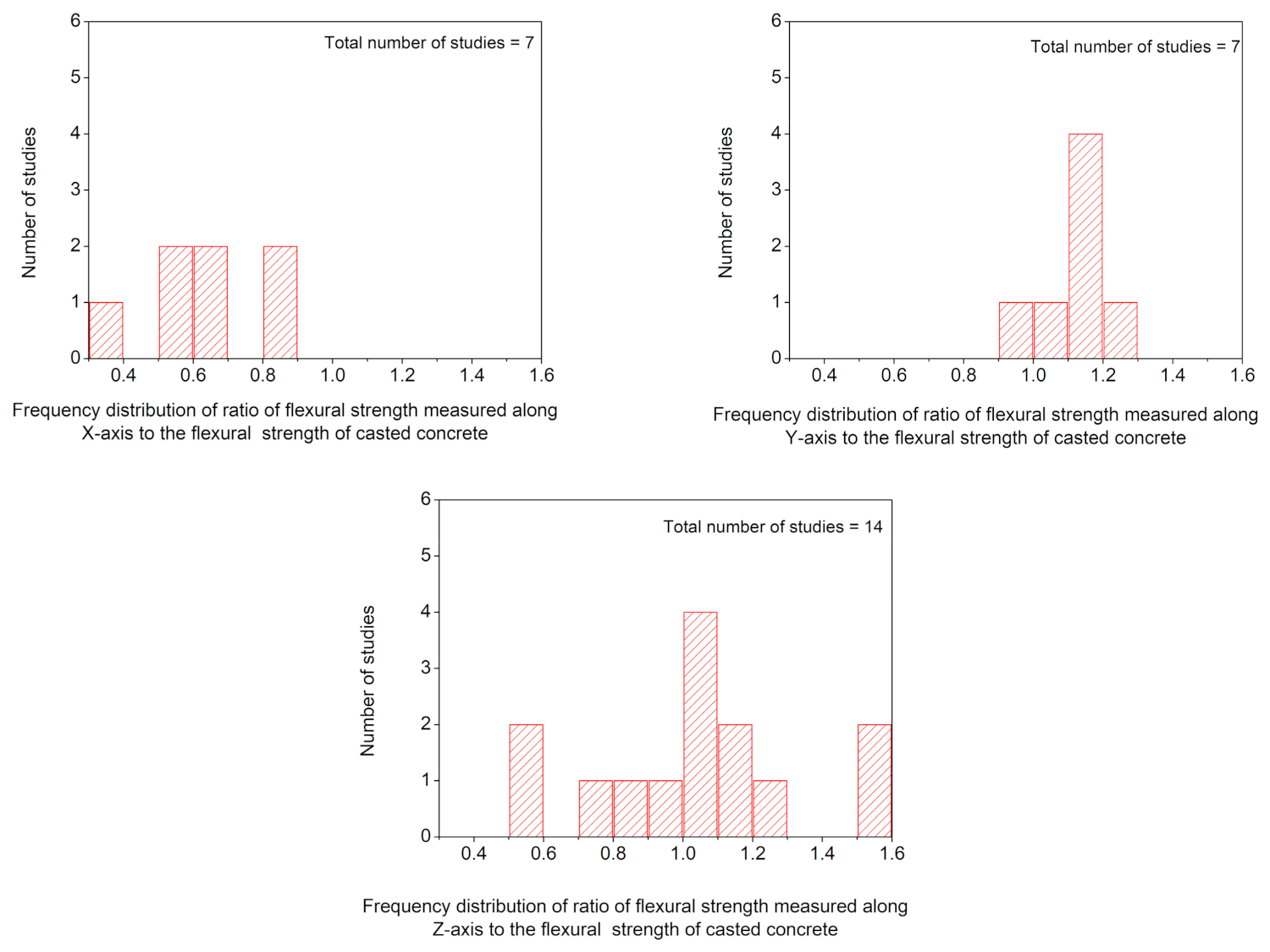
5.2. Flexural Strength
5.3. Tensile Strength
5.4. Ratio of Flexural Strength to the Compressive Strength
6. Effect of Printing Process Parameters on the Mechanical Properties of 3D-Printed Concrete
6.1. Printing Time Gap
6.2. Printing Speed
6.3. Nozzle Gap Distance
7. Reinforcement Strategies for Concrete 3D Printing
7.1. Cable Introduction at the Nozzle
7.2. Insertion of Reinforcing Elements into the Printed Concrete
7.3. Mesh Reinforcement
7.4. Printing over Conventional Bars
7.5. Use of Printed Reinforcement
7.6. Fiber-Reinforced Printable Concrete Mix
7.7. Post-Printed Reinforcement Strategies
8. Microstructure of 3D-Printed Concrete
9. Durability of 3D-Printed Concrete
9.1. Chloride Attack
9.2. Shrinkage Strains
9.3. Freeze-Thaw Attack
9.4. Fire Attack
9.5. Research Needs for Durability Performance of Printed Concrete
10. Conclusions and Future Research Needs
- Consensus on a single geometrical model for the measurement of the buildability of a concrete mix should be developed among researchers and industry practitioners. A standard geometrical model with defined layers width and height, number of layers, radius of curves, printing time gap, nozzle standoff distance, and travel speed should be developed so that buildability test measurements of different concrete types as well as different research groups could be easily compared and transmitted;
- Most of the test methods for the measurement of concrete extrudability and print quality are empirical and manual. These methods rely on human judgment. Inline test methods for calculating shape retention as well as the measurement of print quality in terms of the number of voids per unit length are required. The pumpability of 3D-printable concrete is less discussed in the literature. Lab-scale printers have used small to medium-sized pumps to transport concrete over shorter distances. In commercial projects, concrete would be pumped to larger distances. Investigation of the changes in concrete rheology while pumping it to larger distances and then extruding it through a contracting nozzle needs detailed investigation;
- Eco-friendly binders (silica fume, metakaolin, fly ashes), nanoparticles (nano-silica, nano-attapulgite clay), and chemical additives are very useful for tuning the rheology of concrete according to the requirements of the printing process;
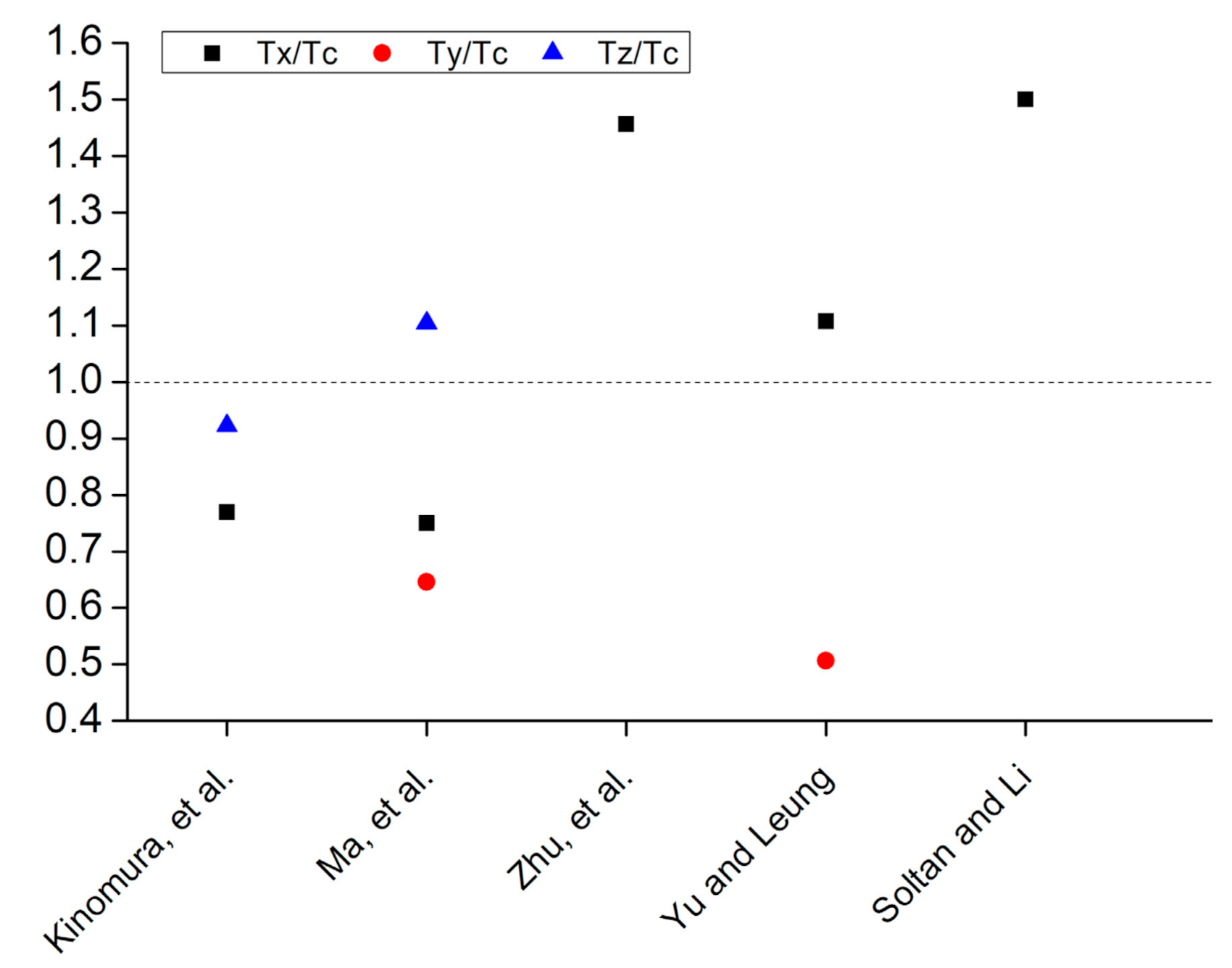
- Compressive strength of printed concrete would be lower than the compressive strength of the corresponding casted concrete mix. The expected order for anisotropic behavior in compressive strength of printed concrete with respect to the casted concrete could be Cx/Cc = Cy/Cc > Cz/Cc. In other words, higher compressive strength is anticipated when load applies along X or Y axes compared to load application along Z-axis. The above order of compressive strength is not valid for fiber-containing concrete mixes;
- Flexural strength of printed concrete along the Y-axis could be higher than the flexural strength of corresponding casted concrete, but flexural strength along the X-axis is anticipated to be poor than the flexural strength of casted concrete. The order for anisotropic in flexural strength of printed concrete could be Fy/Fc > Fz/Fc > Fx/Fc. Higher flexural strength is expected when load applies along Y-axis, followed by Z and X axes (except fiber-containing mixes);
- Inferior tensile strength could be exhibited by printed concrete compared to corresponding casted concrete. However, in the case of using fiber-containing mixes, higher tensile strength is expected for printed concrete when tensile load applies parallel to the X-axis due to the alignment of fibers along the direction of printing;
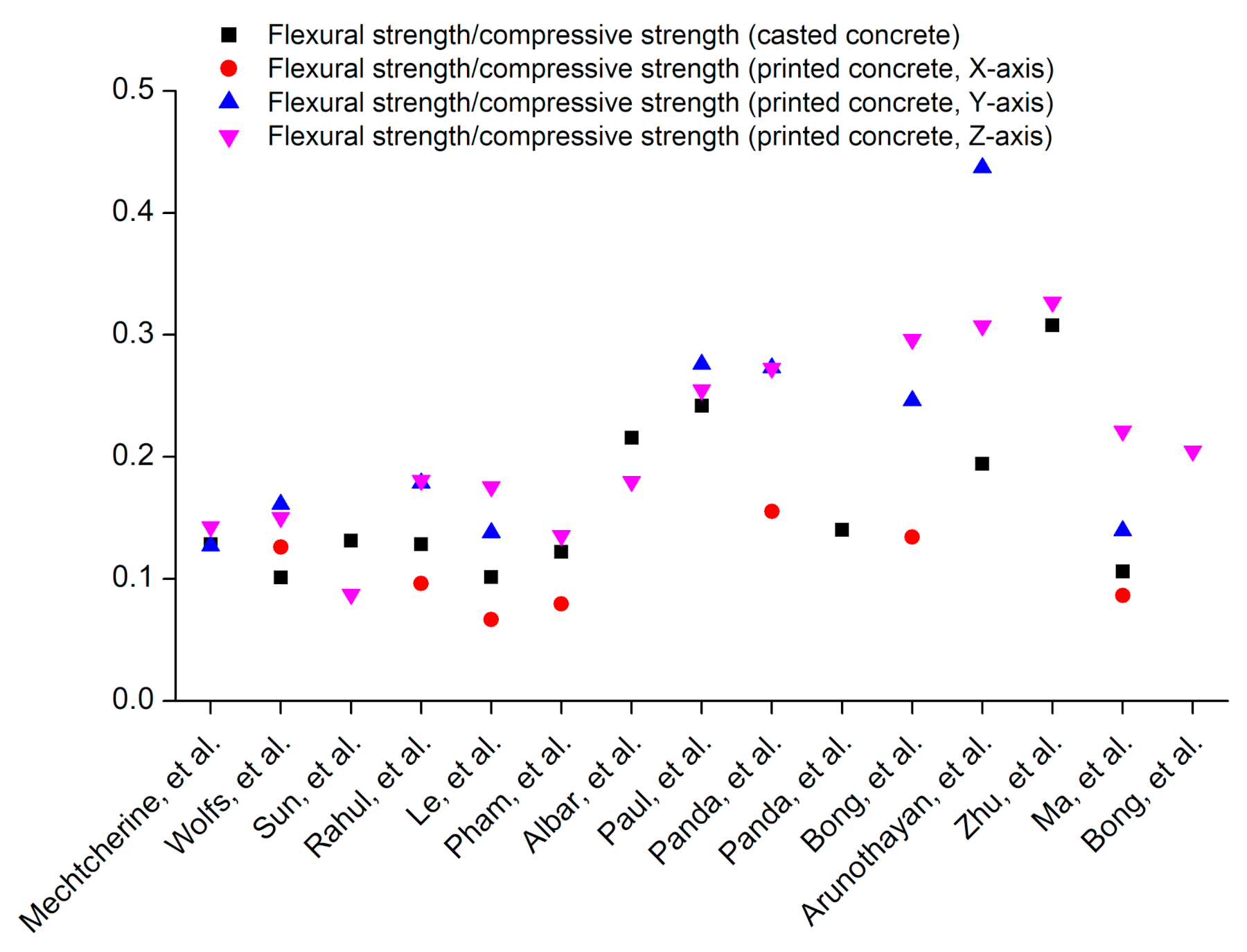
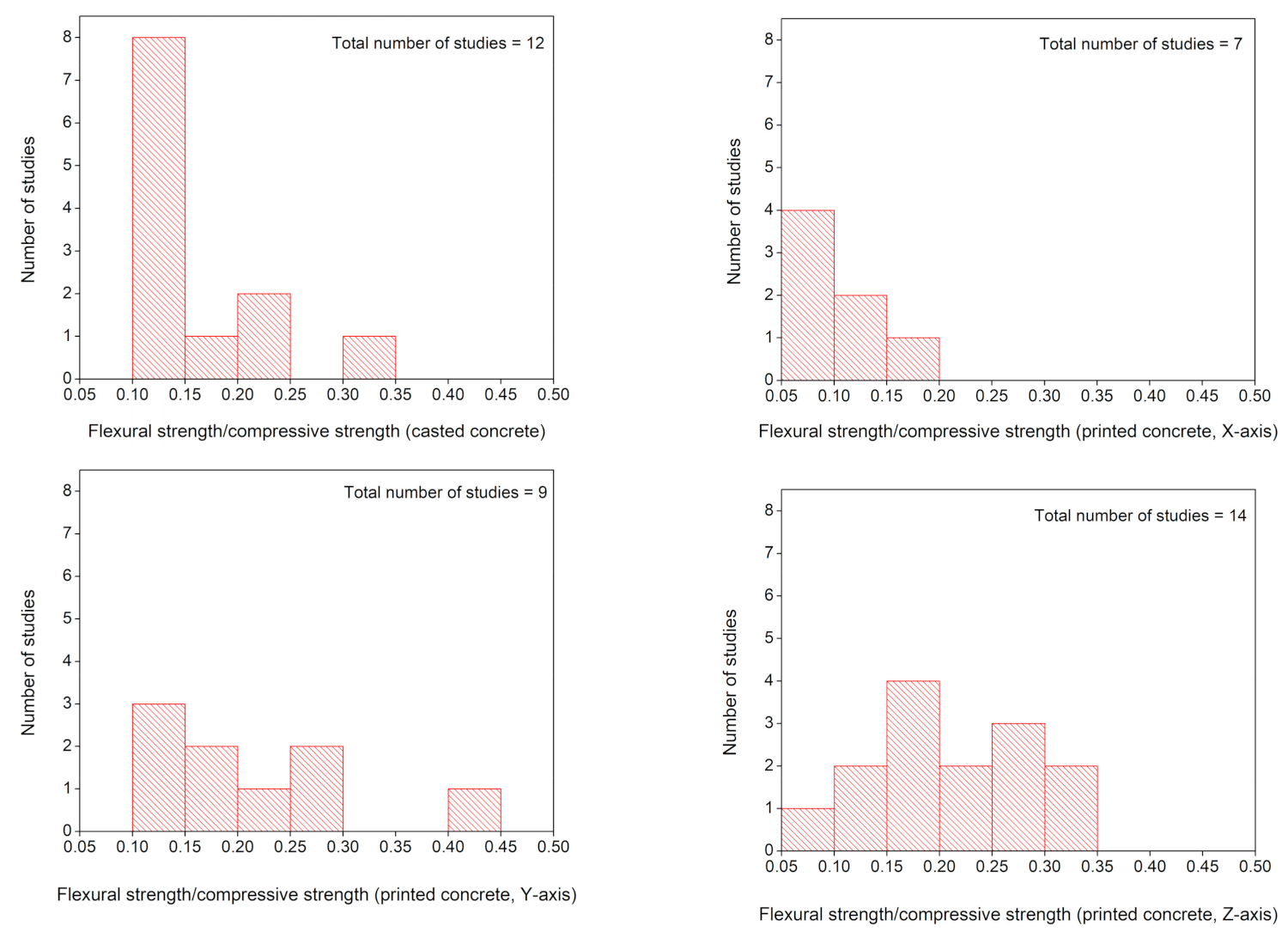
- Flexural strength along the X-axis of printed concrete could be 5–10% of its compressive strength along the X-axis. For Y-axis, flexural strength would be more than 10% of the corresponding compressive strength. Better performance is expected along the Z-axis, where flexural strength would be more than 15% of corresponding compressive strength. Our literature survey also showed that for casted printable concrete mixes (without fibers), flexural strength mostly lies within the range of 10–15% of its compressive strength;
- Impact resistance and seismic performance of printed concrete have not been studied yet. These properties need to be studied for printed structures intended for military and industrial purposes or for construction at a seismic zone. Printed concrete is expected to exhibit a different seismic response than conventional casted concrete due to its anisotropic mechanical properties, which need detailed scientific investigation;
- Among the printing process parameters, the time gap is the more influential parameter to influence the mechanical properties of printed concrete especially interlayer bond strength. Variation of concrete rheology affects interlayer bond strength as well as the bond between steel and concrete;
- Research is needed for integrating reinforcement provision strategies as a part of the automation system. Additionally, reinforcement requirements for resisting shear, flexural, torsional stresses, and impact loads in 3D-printed concrete structures need investigation;
- Bond strength between printed concrete and reinforcement is reduced as compared to bond strength between casted concrete and reinforcing steel. The porous microstructure can develop at the interface of reinforcements and 3D-printed concrete. Densifying this interface as well as improving the bond strength between printed concrete and reinforcement is required;
- Porosity is high at the interface of layers, and at the reinforcement-concrete interface, pores at these interfaces can be connected, which can increase the permeability of printed concrete for aggressive ions. Reducing the porosity of printed concrete to improve its impermeability is a research issue. The higher content of binder used in concrete printing and the absence of the proper curing environment can exaggerate the shrinkage cracks, which can negatively affect the durability performance of concrete. The influence of rheology, printing process parameters, porosity, and shrinkage cracks on the durability performance of printed concrete in terms of alkali-silica reaction, delayed ettringite formation, sulfate, chloride, frost attacks, carbonation, and steel corrosion need investigation;
- Reinforcement attempts such as the introduction of the steel cable into the concrete filament at the printer nozzle and insertion/stapling of steel in printed concrete creates pores around the steel. These reinforcement methods need further development to simultaneously reinforce the concrete and create a dense interface with the printed concrete;
- Existing durability test methods are designed for casted concrete that has isotropic properties. On the contrary, printed concrete has anisotropic porosity properties. Research is required for the transport mode of aggressive ions into printed concrete and the development of new test methods for the durability behavior of printed concrete. Performance-based standards should be developed to design and print durable 3D-printed concrete structures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction—CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Jeon, K.-H.; Park, M.-B.; Kang, M.-K.; Kim, J.-H. Development of an automated freeform construction system and its construction materials. In Proceedings of the International Symposium on Automation and Robotics in Construction, Montréal, QC, Canada, 11–15 August 2013; pp. 1359–1365. [Google Scholar] [CrossRef] [Green Version]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Lloret-Fritschi, E.; Wangler, T.; Gebhard, L.; Mata-Falcón, J.; Mantellato, S.; Scotto, F.; Burger, J.; Szabo, A.; Ruffray, N.; Reiter, L.; et al. From Smart Dynamic Casting to a growing family of Digital Casting Systems. Cem. Concr. Res. 2020, 134, 106071. [Google Scholar] [CrossRef]
- Jeon, K.H.; Park, M.-B.; Kang, M.-K.; Kim, J.-H. A study on the development of an automated freeform fabrication system and construction materials. J. Korean Soc. Civ. Eng. 2013, 33, 1665–1673. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Salet, T. CCR Digital Concrete 2020 SI: Editorial. Cem. Concr. Res. 2020, 135, 106157. [Google Scholar] [CrossRef]
- Al Rashid, A.; Khan, S.A.; Al-Ghamdi, S.G.; Koç, M. Additive manufacturing: Technology, applications, markets, and opportunities for the built environment. Autom. Constr. 2020, 118, 103268. [Google Scholar] [CrossRef]
- Menna, C.; Mata-Falcón, J.; Bos, F.P.; Vantyghem, G.; Ferrara, L.; Asprone, D.; Salet, T.; Kaufmann, W. Opportunities and challenges for structural engineering of digitally fabricated concrete. Cem. Concr. Res. 2020, 133, 106079. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.R.L.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials—Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Fiske, M.; Edmunson, J.E.; Weite, E.; Fikes, J.C.; Johnston, M.; Mueller, R.P.; Khoshnevis, B. The Disruptive Technology that is Additive Construction: System Development Lessons Learned for Terrestrial and Planetary Applications. In Proceedings of the 2018 AIAA SPACE and Astronautics Forum and Exposition, Orlando, FL, USA, 17–19 September 2018. [Google Scholar]
- Naser, M.Z.; Chehab, A.I. Materials and design concepts for space-resilient structures. Prog. Aerosp. Sci. 2018, 98, 74–90. [Google Scholar] [CrossRef]
- Naser, M.Z. Space-native construction materials for earth-independent and sustainable infrastructure. Acta Astronaut. 2019, 155, 264–273. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Bodiford, M.; Burks, K.; Ethridge, E.; Tucker, D.; Kim, W.; Toutanji, H.; Fiske, M. Lunar Contour Crafting—A Novel Technique for ISRU-Based Habitat Development. In Proceedings of the 43rd AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 2005. [Google Scholar]
- Zhou, C.; Chen, R.; Xu, J.; Ding, L.; Luo, H.; Fan, J.; Chen, E.J.; Cai, L.; Tang, B. In-situ construction method for lunar habitation: Chinese Super Mason. Autom. Constr. 2019, 104, 66–79. [Google Scholar] [CrossRef]
- Troemner, M.; Cusatis, G. Martian Material Sourcing Challenges Propel Earth Construction Opportunities. Matter 2019, 1, 547–549. [Google Scholar] [CrossRef]
- Jagoda, J.; Diggs-McGee, B.; Kreiger, M.; Schuldt, S.J.I. The Viability and Simplicity of 3D-Printed Construction: A Military Case Study. Infrastructures 2020, 5, 35. [Google Scholar] [CrossRef] [Green Version]
- Westerlind, H.; Hernández, J. Knitting Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 988–997. [Google Scholar]
- Arabian Business. Dubai Unveils Largest 3D Printed Two-Storey Structure in the World. Available online: https://www.arabianbusiness.com/construction/431347-dubai-municipality-unveils-the-largest-3d-printed-two-story-structure-in-the-world (accessed on 17 June 2021).
- The Architect’s Newspaper. 3D-Printed Houses Completed for Austin’s Homeless Population. Available online: https://www.archpaper.com/2020/03/3d-printed-houses-completed-for-austins-homeless-population/ (accessed on 17 June 2021).
- Hanaphy, P. US Marines Use Icon 3D Printing to Create Concrete Structures at Camp Pendleton. Available online: https://3dprintingindustry.com/news/u-s-marines-use-icon-3d-printing-to-create-concrete-structures-at-camp-pendleton-174200/#:~:text=Texas%2Dbased%20construction%20firm%20ICON,use%20its%20concrete%203D%20printers (accessed on 17 June 2021).
- COBOD and PERI 3D Print 3.5 Houses in 4 Days at Bautec Exhibition. Available online: https://www.3dprintingmedia.network/cobod-peri-bautec-construction-show/ (accessed on 17 June 2021).
- Sher, D. Winsun Completes World’s First, 500 Meters Long, 3D Printed River Revetment Wall. Available online: https://www.3dprintingmedia.network/winsun-completes-worlds-first-3d-printed-river-revetment-wall-in-largest-construction-3d-printing-project-yet/ (accessed on 25 September 2020).
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef] [Green Version]
- Burry, J.; Sabin, J.E.; Sheil, B.; Skavara, M. Fabricate 2020; UCL Press: London, UK, 2020. [Google Scholar]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D printing cementitious materials via Fuller Thompson theory and Marson-Percy model. Constr. Build. Mater. 2018, 163, 600–610. [Google Scholar] [CrossRef]
- Bong, S.H.; Nematollahi, B.; Nazari, A.; Xia, M.; Sanjayan, J.G. Fresh and hardened properties of 3D printable geopolymer cured in ambient temperature. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 3–11. [Google Scholar]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Weng, Y.; Lu, B.; Li, M.; Liu, Z.; Tan, M.J.; Qian, S. Empirical models to predict rheological properties of fiber reinforced cementitious composites for 3D printing. Constr. Build. Mater. 2018, 189, 676–685. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and mechanical properties of admixtures modified 3D printing sulphoaluminate cementitious materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Ferraris, C.F. Measurement of the Rheological Properties of High Performance Concrete: State of the Art Report. J. Res. Natl. Inst. Stand. Technol. 1999, 104, 461–478. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. An ab initio approach for thixotropy characterisation of (nanoparticle-infused) 3D printable concrete. Constr. Build. Mater. 2019, 224, 372–386. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Roussel, N.; Flatt, R.J. The role of early age structural build-up in digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 86–95. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A.J.M. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Kolawole, J.T.; Combrinck, R.; Boshoff, W.P. Measuring the thixotropy of conventional concrete: The influence of viscosity modifying agent, superplasticiser and water. Constr. Build. Mater. 2019, 225, 853–867. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.; Thorpe, T.J.M. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Rehman, A.U.; Lee, S.-M.; Kim, J.-H. Use of municipal solid waste incineration ash in 3D printable concrete. Process. Saf. Environ. Prot. 2020, 142, 219–228. [Google Scholar] [CrossRef]
- Brunori, F.; Penzo, M.C.; Torri, D. Soil shear strength: Its measurement and soil detachability. CATENA 1989, 16, 59–71. [Google Scholar] [CrossRef]
- Koehler, E.P.; Fowler, D.W.; Ferraris, C.F.; Amziane, S. A new, portable rheometer for fresh self-consolidating concrete. ACI Spec. Publ. 2005, 233, 97. [Google Scholar]
- Chen, M.; Liu, B.; Li, L.; Cao, L.; Huang, Y.; Wang, S.; Zhao, P.; Lu, L.; Cheng, X. Rheological parameters, thixotropy and creep of 3D-printed calcium sulfoaluminate cement composites modified by bentonite. Compos. Part B Eng. 2020, 186, 107821. [Google Scholar] [CrossRef]
- Panda, B.; Unluer, C.; Tan, M.J. Investigation of the rheology and strength of geopolymer mixtures for extrusion-based 3D printing. Cem. Concr. Compos. 2018, 94, 307–314. [Google Scholar] [CrossRef]
- Manikandan, K.; Wi, K.; Zhang, X.; Wang, K.; Qin, H. Characterizing cement mixtures for concrete 3D printing. Manuf. Lett. 2020, 24, 33–37. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D. 3D Printing in Concrete: Techniques for Extrusion/Casting. In 3D Printing of Concrete; Wiley & Sons Inc.: Hoboken, NJ, USA, 2019; pp. 41–72. [Google Scholar]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Wangler, T. Digital Concrete: Research and Applications. Proc. 10th Int. Concr. Congr 2019, 35, 2–12. [Google Scholar]
- Jeong, H.; Han, S.-J.; Choi, S.-H.; Lee, Y.J.; Yi, S.T.; Kim, K.S. Rheological property criteria for buildable 3D printing concrete. Materials 2019, 12, 657. [Google Scholar] [CrossRef] [Green Version]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Evaluation of workability parameters in 3D printing concrete. Procedia Struct. Integr. 2018, 10, 155–162. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.J. Experimental study on mix proportion and fresh properties of fly ash based geopolymer for 3D concrete printing. Ceram. Int. 2018, 44, 10258–10265. [Google Scholar] [CrossRef]
- Chen, M.; Yang, L.; Zheng, Y.; Huang, Y.; Li, L.; Zhao, P.; Wang, S.; Lu, L.; Cheng, X. Yield stress and thixotropy control of 3D-printed calcium sulfoaluminate cement composites with metakaolin related to structural build-up. Constr. Build. Mater. 2020, 252, 119090. [Google Scholar] [CrossRef]
- Kruger, J.; Cho, S.; Zeranka, S.; Viljoen, C.; van Zijl, G. 3D concrete printer parameter optimisation for high rate digital construction avoiding plastic collapse. Compos. Part B Eng. 2020, 183, 107660. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.; Ahamed, N.; Paul, S.C.; Bhagath Singh, G.; Tan, M.J.; Šavija, B. The effect of material fresh properties and process parameters on buildability and interlayer adhesion of 3D printed concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Wang, J.; Huang, Y.; Wang, S.; Zhao, P.; Lu, L.; Cheng, X. Rheological parameters and building time of 3D printing sulphoaluminate cement paste modified by retarder and diatomite. Constr. Build. Mater. 2020, 234, 117391. [Google Scholar] [CrossRef]
- Nerella, V.; Näther, M.; Iqbal, A.; Butler, M.; Mechtcherine, V.J.C.; Composites, C. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Nair, S.A.O.; Panda, S.; Santhanam, M.; Sant, G.; Neithalath, N. A critical examination of the influence of material characteristics and extruder geometry on 3D printing of cementitious binders. Cem. Concr. Compos. 2020, 112, 103671. [Google Scholar] [CrossRef]
- Kim, J.S.; Kwon, S.H.; Jang, K.P.; Choi, M.S. Concrete pumping prediction considering different measurement of the rheological properties. Constr. Build. Mater. 2018, 171, 493–503. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Chung, J.; Lee, G.; Kim, J.-H. Framework for technical specifications of 3D concrete printers. Autom. Constr. 2021, 127, 103732. [Google Scholar] [CrossRef]
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Effectiveness of the rheometric methods to evaluate the build-up of cementitious mortars used for 3D printing. Constr. Build. Mater. 2020, 257, 119551. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Comparison of Rheology Measurement Techniques Used in 3D Concrete Printing Applications. Lect. Notes Civ. Eng. 2021, 94, 261–273. [Google Scholar] [CrossRef]
- Huang, F.; Li, H.; Yi, Z.; Wang, Z.; Xie, Y. The rheological properties of self-compacting concrete containing superplasticizer and air-entraining agent. Constr. Build. Mater. 2018, 166, 833–838. [Google Scholar] [CrossRef]
- Li, H.; Huang, F.; Xie, Y.; Yi, Z.; Wang, Z. Effect of water–powder ratio on shear thickening response of SCC. Constr. Build. Mater. 2017, 131, 585–591. [Google Scholar] [CrossRef]
- Benaicha, M.; Roguiez, X.; Jalbaud, O.; Burtschell, Y.; Alaoui, A.H. Influence of silica fume and viscosity modifying agent on the mechanical and rheological behavior of self compacting concrete. Constr. Build. Mater. 2015, 84, 103–110. [Google Scholar] [CrossRef]
- Gálvez-Moreno, D.; Durán-Herrera, A.; González-López, J.; Khayat, K. Robustness of powder-type SCC with fly ash and limestone crushed aggregates. In Proceedings of the SCC 2016 8th International RILEM Symposium on Self-Compacting Concrete, Washington, DC, USA, 15–18 May 2016; pp. 107–119. [Google Scholar]
- Koehler, E.P.; Fowler, D.W. Comparison of workability test methods for self-consolidating concrete. J. ASTM Int. 2009, 7, 1–19. [Google Scholar] [CrossRef]
- Vallurupalli, K.; Farzadnia, N.; Khayat, K.H. Effect of flow behavior and process-induced variations on shape stability of 3D printed elements—A review. Cem. Concr. Compos. 2021, 118, 103952. [Google Scholar] [CrossRef]
- Keita, E.; Bessaies-Bey, H.; Zuo, W.; Belin, P.; Roussel, N. Weak bond strength between successive layers in extrusion-based additive manufacturing: Measurement and physical origin. Cem. Concr. Res. 2019, 123, 105787. [Google Scholar] [CrossRef]
- Sakka, F.E.; Assaad, J.J.; Hamzeh, F.R.; Nakhoul, C. Thixotropy and interfacial bond strengths of polymer-modified printed mortars. Mater. Struct. 2019, 52, 79. [Google Scholar] [CrossRef]
- Mendoza Reales, O.A.; Duda, P.; Silva, E.C.C.M.; Paiva, M.D.M.; Filho, R.D.T. Nanosilica particles as structural buildup agents for 3D printing with Portland cement pastes. Constr. Build. Mater. 2019, 219, 91–100. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Kloft, H.; Krauss, H.-W.; Hack, N.; Herrmann, E.; Neudecker, S.; Varady, P.A.; Lowke, D. Influence of process parameters on the interlayer bond strength of concrete elements additive manufactured by Shotcrete 3D Printing (SC3DP). Cem. Concr. Res. 2020, 134, 106078. [Google Scholar] [CrossRef]
- Chen, Y.; Rodriguez, C.R.; Li, Z.; Chen, B.; Çopuroğlu, O.; Schlangen, E. Effect of different grade levels of calcined clays on fresh and hardened properties of ternary-blended cementitious materials for 3D printing. Cem. Concr. Compos. 2020, 103708. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Nerella, V.N.; Mechtcherine, V. Extrusion of cement-based materials-an overview. RILEM Tech. Lett. 2018, 3, 91–97. [Google Scholar] [CrossRef] [Green Version]
- Wolfs, R.; Bos, F.; Salet, T. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Evaluating the Influence of Aggregate Content on Pumpability of 3D Printable Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 333–341. [Google Scholar]
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Rheological and pumping behaviour of 3D printable cementitious materials with varying aggregate content. Cem. Concr. Res. 2021, 139, 106258. [Google Scholar] [CrossRef]
- Matthäus, C.; Back, D.; Weger, D.; Kränkel, T.; Scheydt, J.; Gehlen, C. Effect of Cement Type and Limestone Powder Content on Extrudability of Lightweight Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 312–322. [Google Scholar]
- Pattaje Sooryanarayana, K.; Stynoski, P.; Lange, D. Effect of Vibration on the Rheology of Concrete for 3D Printing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 353–359. [Google Scholar]
- Sanjayan, J.G.; Jayathilakage, R.; Rajeev, P. Vibration induced active rheology control for 3D concrete printing. Cem. Concr. Res. 2021, 140, 106293. [Google Scholar] [CrossRef]
- Esnault, V.; Labyad, A.; Chantin, M.; Toussaint, F. Experience in online modification of rheology and strength acquisition of 3D printable mortars. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 24–38. [Google Scholar]
- Chen, Y.; Chaves Figueiredo, S.; Li, Z.; Chang, Z.; Jansen, K.; Çopuroğlu, O.; Schlangen, E. Improving printability of limestone-calcined clay-based cementitious materials by using viscosity-modifying admixture. Cem. Concr. Res. 2020, 132, 106040. [Google Scholar] [CrossRef]
- Chougan, M.; Hamidreza Ghaffar, S.; Jahanzat, M.; Albar, A.; Mujaddedi, N.; Swash, R. The influence of nano-additives in strengthening mechanical performance of 3D printed multi-binder geopolymer composites. Constr. Build. Mater. 2020, 250, 118928. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.-H.J.; Moon, J.-H.; Kim, W.-W.; Seo, E.-A. Evaluation of the Mechanical Properties of a 3D-Printed Mortar. Materials 2019, 12, 4104. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.; Kruger, J.; van Rooyen, A.; Zeranka, S.; van Zijl, G. Rheology of 3D Printable Lightweight Foam Concrete Incorporating Nano-Silica. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 373–381. [Google Scholar]
- Sikora, P.; Chung, S.-Y.; Liard, M.; Lootens, D.; Dorn, T.; Kamm, P.H.; Stephan, D.; Abd Elrahman, M. The effects of nanosilica on the fresh and hardened properties of 3D printable mortars. Constr. Build. Mater. 2021, 281, 122574. [Google Scholar] [CrossRef]
- Chougan, M.; Ghaffar, S.H.; Sikora, P.; Chung, S.-Y.; Rucinska, T.; Stephan, D.; Albar, A.; Swash, M.R. Investigation of additive incorporation on rheological, microstructural and mechanical properties of 3D printable alkali-activated materials. Mater. Des. 2021, 202, 109574. [Google Scholar] [CrossRef]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Improving the 3D printability of high volume fly ash mixtures via the use of nano attapulgite clay. Compos. Part B Eng. 2019, 165, 75–83. [Google Scholar] [CrossRef]
- Douba, A.; Chan, C.; Berrios, S.; Kawashima, S. Synthesis of Hybridized Rheological Modifiers for 3D Concrete Printing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 32–41. [Google Scholar]
- Panda, B.; Lim, J.H.; Tan, M.J.J.C.P.B.E. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Liu, Z.; Li, M.; Tay, Y.W.D.; Weng, Y.; Wong, T.N.; Tan, M.J. Rotation nozzle and numerical simulation of mass distribution at corners in 3D cementitious material printing. Addit. Manuf. 2020, 34, 101190. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B.J.C.; materials, b. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Wolfs, R.; Bos, F.; Salet, T. Triaxial compression testing on early age concrete for numerical analysis of 3D concrete printing. Cem. Concr. Compos. 2019, 104, 103344. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J.G. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Suiker, A.S.J. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef] [Green Version]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Reiter, L.; Wangler, T.; Anton, A.; Flatt, R.J. Setting on demand for digital concrete—Principles, measurements, chemistry, validation. Cem. Concr. Res. 2020, 132, 106047. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Buildability of Geopolymer Concrete for 3D Printing with Microwave Heating. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 926–935. [Google Scholar]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of microwave heating on interlayer bonding and buildability of geopolymer 3D concrete printing. Constr. Build. Mater. 2020, 265, 120786. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Santhanam, M. Enhancing Buildability of 3D Printable Concrete by Spraying of Accelerating Admixture on Surface. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 13–22. [Google Scholar]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and economic assessment on 3D printed buildings with recycled concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Qian, Y.; De Schutter, G. Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE). Cem. Concr. Res. 2018, 111, 15–22. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.-H.J.; Moon, J.-H.; Kim, W.-W.; Seo, E.-A. Experimental analysis on rheological properties for control of concrete extrudability. Adv. Concr. Constr. 2020, 9, 93–102. [Google Scholar] [CrossRef]
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. 3D-printable lightweight foamed concrete and comparison with classical foamed concrete in terms of fresh state properties and mechanical strength. Constr. Build. Mater. 2020, 254, 119271. [Google Scholar] [CrossRef]
- Falliano, D.; Crupi, G.; De Domenico, D.; Ricciardi, G.; Restuccia, L.; Ferro, G.; Gugliandolo, E. Investigation on the Rheological Behavior of Lightweight Foamed Concrete for 3D Printing Applications; Springer: Cham, Switzerland, 2020; pp. 246–254. [Google Scholar]
- Mazhoud, B.; Perrot, A.; Picandet, V.; Rangeard, D.; Courteille, E. Underwater 3D printing of cement-based mortar. Constr. Build. Mater. 2019, 214, 458–467. [Google Scholar] [CrossRef]
- Lu, B.; Zhu, W.; Weng, Y.; Liu, Z.; Yang, E.-H.; Leong, K.F.; Tan, M.J.; Wong, T.N.; Qian, S. Study of MgO-activated slag as a cementless material for sustainable spray-based 3D printing. J. Clean. Prod. 2020, 258, 120671. [Google Scholar] [CrossRef]
- Beersaerts, G.; Lucas, S.S.; Pontikes, Y. An Fe-Rich Slag-Based Mortar for 3D Printing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 3–12. [Google Scholar]
- Weng, Y.; Ruan, S.; Li, M.; Mo, L.; Unluer, C.; Tan, M.J.; Qian, S. Feasibility study on sustainable magnesium potassium phosphate cement paste for 3D printing. Constr. Build. Mater. 2019, 221, 595–603. [Google Scholar] [CrossRef]
- Khalil, A.; Wang, X.; Celik, K. 3D printable magnesium oxide concrete: Towards sustainable modern architecture. Addit. Manuf. 2020, 33, 101145. [Google Scholar] [CrossRef]
- Chaves Figueiredo, S.; Romero Rodríguez, C.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Courteille, E. 3D printing of earth-based materials: Processing aspects. Constr. Build. Mater. 2018, 172, 670–676. [Google Scholar] [CrossRef]
- Arunothayan, R.; Nematollahi, B.; Bong, S.H.; Ranade, R.; Sanjayan, J. Hardened Properties of 3D Printable Ultra-High Performance Fiber-Reinforced Concrete for Digital Construction Applications. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 355–362. [Google Scholar]
- Bong, S.H.; Nematollahi, B.; Xia, M.; Nazari, A.; Sanjayan, J.; Pan, J. Properties of 3D-Printable Ductile Fibre-Reinforced Geopolymer Composite for Digital Construction Applications. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 363–372. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Bao, Y.; Xu, M.; Soltan, D.; Xia, T.; Shih, A.; Clack, H.L.; Li, V.C. Three-dimensional printing multifunctional engineered cementitious composites (ECC) for structural elements. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 115–128. [Google Scholar]
- Van Der Putten, J.; De Schutter, G.; Van Tittelboom, K. Surface modification as a technique to improve inter-layer bonding strength in 3D printed cementitious materials. RILEM Tech. Lett. 2019, 4, 33–38. [Google Scholar] [CrossRef]
- Xu, J.; Ding, L.; Cai, L.; Zhang, L.; Luo, H.; Qin, W. Volume-forming 3D concrete printing using a variable-size square nozzle. Autom. Constr. 2019, 104, 95–106. [Google Scholar] [CrossRef]
- Schröfl, C.; Nerella, V.N.; Mechtcherine, V. Capillary water intake by 3D-printed concrete visualised and quantified by neutron radiography. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 217–224. [Google Scholar]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Remond, S. Effect of the printing method and mortar’s workability on pull-out strength of 3D printed elements. Constr. Build. Mater. 2020, 230, 117002. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Effect of Limestone Powder Substitution on Fresh and Hardened Properties of 3D Printable Mortar. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 135–143. [Google Scholar]
- Suntharalingam, T.; Nagaratnam, B.; Poologanathan, K.; Hackney, P.; Ramli, J. Effect of Polypropylene Fibres on the Mechanical Properties of Extrudable Cementitious Material. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 516–526. [Google Scholar]
- Xu, Y.; Schlangen, E.; Šavija, B. Auxetic Behavior of Cementitious Cellular Composites Under Uniaxial Compression and Cyclic Loading. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 547–556. [Google Scholar]
- Wang, W.; Konstantinidis, N.; Austin, S.A.; Buswell, R.A.; Cavalaro, S.; Cecinia, D. Flexural Behaviour of AR-Glass Textile Reinforced 3D Printed Concrete Beams. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 728–737. [Google Scholar]
- Cicione, A.; Kruger, J.; Walls, R.S.; Van Zijl, G. An experimental study of the behavior of 3D printed concrete at elevated temperatures. Fire Saf. J. 2020, 120, 103075. [Google Scholar] [CrossRef]
- Bong, S.H.; Xia, M.; Nematollahi, B.; Shi, C. Ambient temperature cured ‘just-add-water’ geopolymer for 3D concrete printing applications. Cem. Concr. Compos. 2021, 121, 104060. [Google Scholar] [CrossRef]
- Moini, M.; Olek, J.; Magee, B.; Zavattieri, P.; Youngblood, J. Additive manufacturing and characterization of architectured cement-based materials via X-ray micro-computed tomography. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 176–189. [Google Scholar]
- Chen, Y.; Li, Z.; Chaves Figueiredo, S.; Çopuroğlu, O.; Veer, F.; Schlangen, E.J.A.S. Limestone and Calcined Clay-Based Sustainable Cementitious Materials for 3D Concrete Printing: A Fundamental Study of Extrudability and Early-Age Strength Development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef] [Green Version]
- Panda, B.; Tan, M.J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2019, 237, 348–351. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.O.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Kua, H.W.; Yu, L.N.; Chung, J.K.H. Fresh Properties of Cementitious Materials Containing Rice Husk Ash for Construction 3D Printing. J. Mater. Civ. Eng. 2020, 32, 04020195. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Álvarez-Fernández, M.-I.; Prendes-Gero, M.-B.; González-Nicieza, C.; Guerrero-Miguel, D.-J.; Martínez-Martínez, J.E. Optimum Mix Design for 3D Concrete Printing Using Mining Tailings: A Case Study in Spain. Sustainability 2021, 13, 1568. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Sambucci, M.; Valente, M.; Sibai, A.; Marini, D.; Quitadamo, A.; Musacchi, E. Rubber-Cement Composites for Additive Manufacturing: Physical, Mechanical and Thermo-Acoustic Characterization. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 113–124. [Google Scholar]
- Cuevas, K.; Chougan, M.; Martin, F.; Ghaffar, S.H.; Stephan, D.; Sikora, P. 3D printable lightweight cementitious composites with incorporated waste glass aggregates and expanded microspheres—Rheological, thermal and mechanical properties. J. Build. Eng. 2021, 44, 102718. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Xiao, J.; Zou, S.; Yu, Y.; Wang, Y.; Ding, T.; Zhu, Y.; Yu, J.; Li, S.; Duan, Z.; Wu, Y.; et al. 3D recycled mortar printing: System development, process design, material properties and on-site printing. J. Build. Eng. 2020, 32, 101779. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Qian, Y.; Tan, M.J.J.J.o.M.C.; Management, W. Utilization of recycled glass for 3D concrete printing: Rheological and mechanical properties. J. Mater. Cycles Waste Manag. 2019, 21, 994–1003. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Yu, J. Flexural properties of 3D printed fibre-reinforced concrete with recycled sand. Constr. Build. Mater. 2021, 288, 123077. [Google Scholar] [CrossRef]
- Craveiro, F.; Nazarian, S.; Bartolo, H.; Bartolo, P.J.; Pinto Duarte, J. An automated system for 3D printing functionally graded concrete-based materials. Addit. Manuf. 2020, 33, 101146. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in Contour Crafting—Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Pang, B.; Liu, Z.; Liu, G. Extrusion-based 3D printing concrete with coarse aggregate: Printability and direction-dependent mechanical performance. Constr. Build. Mater. 2021, 296, 123624. [Google Scholar] [CrossRef]
- Dorn, T.; Hirsch, T.; Stephan, D. Study on the Influence of Accelerators on the Hydration of Portland Cement and Their Applicability in 3D Printing. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 382–390. [Google Scholar]
- Chen, M.; Guo, X.; Zheng, Y.; Li, L.; Yan, Z.; Zhao, P.; Lu, L.; Cheng, X.J.M. Effect of Tartaric Acid on the Printable, Rheological and Mechanical Properties of 3D Printing Sulphoaluminate Cement Paste. Materials 2018, 11, 2417. [Google Scholar] [CrossRef] [Green Version]
- Qian, Y.; De Schutter, G.J.M. Different effects of NSF and PCE superplasticizer on adsorption, dynamic yield stress and thixotropy of cement pastes. Materials 2018, 11, 695. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Chaves Figueiredo, S.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E.J.M. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3D concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [Green Version]
- Sun, C.; Xiang, J.; Xu, M.; He, Y.; Tong, Z.; Cui, X. 3D extrusion free forming of geopolymer composites: Materials modification and processing optimization. J. Clean. Prod. 2020, 258, 120986. [Google Scholar] [CrossRef]
- Song, H.; Li, X. An Overview on the Rheology, Mechanical Properties, Durability, 3D Printing, and Microstructural Performance of Nanomaterials in Cementitious Composites. Materials 2021, 14, 2950. [Google Scholar] [CrossRef]
- Sikora, P.; Chougan, M.; Cuevas, K.; Liebscher, M.; Mechtcherine, V.; Ghaffar, S.H.; Liard, M.; Lootens, D.; Krivenko, P.; Sanytsky, M.; et al. The effects of nano- and micro-sized additives on 3D printable cementitious and alkali-activated composites: A review. Appl. Nanosci. 2021. [Google Scholar] [CrossRef]
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Use of the Chemical and Mineral Admixtures to Tailor the Rheology and the Green Strength of 3D Printing Cementitious Mixtures. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 73–82. [Google Scholar]
- Szostak, B.; Golewski, G.L. Modification of early strength parameters of concrete by the addition of fly ash and admixture of nano CSH for application in 3D printing. In Proceedings of the MATEC Web of Conferences, Lubin, Poland, 21–23 October 2020; p. 01016. [Google Scholar]
- Chu, S.H.; Li, L.G.; Kwan, A.K.H. Development of extrudable high strength fiber reinforced concrete incorporating nano calcium carbonate. Addit. Manuf. 2020, 37, 101617. [Google Scholar] [CrossRef]
- Rushing, T.S.; Stynoski, P.B.; Barna, L.A.; Al-Chaar, G.K.; Burroughs, J.F.; Shannon, J.D.; Kreiger, M.A.; Case, M.P. Investigation of concrete mixtures for additive construction. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 137–160. [Google Scholar]
- Tarhan, Y.; Şahin, R. Fresh and Rheological Performances of Air-Entrained 3D Printable Mortars. Materials 2021, 14, 2409. [Google Scholar] [CrossRef]
- Ting, G.H.A.; Tay, Y.W.D.; Tan, M.J. Experimental measurement on the effects of recycled glass cullets as aggregates for construction 3D printing. J. Clean. Prod. 2021, 300, 126919. [Google Scholar] [CrossRef]
- Feng, P.; Meng, X.; Chen, J.-F.; Ye, L. Mechanical properties of structures 3D printed with cementitious powders. Constr. Build. Mater. 2015, 93, 486–497. [Google Scholar] [CrossRef] [Green Version]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Van Der Putten, J.; De Schutter, G.; Van Tittelboom, K. The effect of print parameters on the (micro) structure of 3D printed cementitious materials. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 234–244. [Google Scholar]
- Van Der Putten, J.; Deprez, M.; Cnudde, V.; De Schutter, G.; Van Tittelboom, K.J.M. Microstructural Characterization of 3D Printed Cementitious Materials. Materials 2019, 12, 2993. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Hirsch, T.; Dorn, T.; Ehm, C.; Stephan, D. Comparison of Printable Inorganic Binders—Key Properties for 3D Printable Materials. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 53–63. [Google Scholar]
- Van den Heever, M.; Bester, F.; Pourbehi, M.; Kruger, J.; Cho, S.; van Zijl, G. Characterizing the Fissility of 3D Concrete Printed Elements via the Cohesive Zone Method. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 489–499. [Google Scholar]
- Kinomura, K.; Murata, S.; Yamamoto, Y.; Obi, H.; Hata, A. Application of 3D Printed Segments Designed by Topology Optimization Analysis to a Practical Scale Prestressed Pedestrian Bridge. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 658–668. [Google Scholar]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef] [Green Version]
- Albar, A.; Chougan, M.; Al- Kheetan, M.J.; Swash, M.R.; Ghaffar, S.H. Effective extrusion-based 3D printing system design for cementitious-based materials. Results Eng. 2020, 6, 100135. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Yu, J.; Leung, C.K. Impact of 3D printing direction on mechanical performance of strain-hardening cementitious composite (SHCC). In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Zurich, Switzerland, 9–12 September 2018; pp. 255–265. [Google Scholar]
- Bos, F.; Bosco, E.; Salet, T. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2019, 14, 160–174. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Gaudillière, N.; Duballet, R.; Bouyssou, C.; Mallet, A.; Roux, P.; Zakeri, M.; Dirrenberger, J. Large-Scale Additive Manufacturing of Ultra-High-Performance Concrete of Integrated Formwork for Truss-Shaped Pillars; Springer: Cham, Switzerland, 2019; pp. 459–472. [Google Scholar]
- Zhu, Y.; Wen, C.K.; Xu, G.D.; Liu, D.; Chen, J. The Preparation and Performance of the Cement-Based Concrete 3D Printing Materials. Mater. Sci. Forum 2018, 932, 131–135. [Google Scholar] [CrossRef]
- Panda, B.; Chandra Paul, S.; Jen Tan, M. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Mohamed, N.A.N.; Tay, Y.W.D.; Tan, M.J. Measurement of tensile bond strength of 3D printed geopolymer mortar. Measurement 2018, 113, 108–116. [Google Scholar] [CrossRef]
- Bong, S.H.; Nematollahi, B.; Arunothayan, A.R.; Xia, M.; Sanjayan, J. Effect of Wollastonite Micro-Fiber Addition on Properties of 3D-Printable ‘Just-Add-Water’ Geopolymers. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 23–31. [Google Scholar]
- Chen, Y.; Jansen, K.; Zhang, H.; Romero Rodriguez, C.; Gan, Y.; Çopuroğlu, O.; Schlangen, E. Effect of printing parameters on interlayer bond strength of 3D printed limestone-calcined clay-based cementitious materials: An experimental and numerical study. Constr. Build. Mater. 2020, 262, 120094. [Google Scholar] [CrossRef]
- Napolitano, R.; Menna, C.; Asprone, D.; Del Giudice, L. Mechanical Characterization of Layer-by-Layer Interface in Concrete Elements Obtained by Additive Manufacturing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 468–477. [Google Scholar]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Ma, G. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. Part B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Lee, J.-W. Realization of Real-Time Height Control in 3D Concrete Printing Using Depth Sensor. Master Thesis, College of Engineering, Yonsei University, Seoul, Korea, 2020. [Google Scholar]
- Kim, J.-H.; Park, M. Visualization of Concrete Slump Flow Using the Kinect Sensor. Sensors 2018, 18, 771. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.M.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.J.M. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [Green Version]
- Mechtcherine, V.; Michael, A.; Liebscher, M.; Schmeier, T. Extrusion-Based Additive Manufacturing with Carbon Reinforced Concrete: Concept and Feasibility Study. Materials 2020, 13, 2568. [Google Scholar] [CrossRef]
- Ducoulombier, N.; Demont, L.; Chateau, C.; Bornert, M.; Caron, J.-F. Additive Manufacturing of Anisotropic Concrete: A Flow-Based Pultrusion of Continuous Fibers in a Cementitious Matrix. Procedia Manuf. 2020, 47, 1070–1077. [Google Scholar] [CrossRef]
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Bos, F.; Dezaire, S.; Ahmed, Z.; Hoekstra, A.; Salet, T. Bond of Reinforcement Cable in 3D Printed Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 584–600. [Google Scholar]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Concrete 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bester, F.; van den Heever, M.; Kruger, J.; Cho, S.; van Zijl, G. Steel Fiber Links in 3D Printed Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 398–406. [Google Scholar]
- Geneidy, O.; Kumarji, S.; Dubor, A.; Sollazzo, A. Simultaneous Reinforcement of Concrete While 3D Printing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 895–905. [Google Scholar]
- Marchment, T.; Sanjayan, J. Penetration Reinforcing Method for 3D Concrete Printing. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 680–690. [Google Scholar]
- Marchment, T.; Sanjayan, J. Bond properties of reinforcing bar penetrations in 3D concrete printing. Autom. Constr. 2020, 120, 103394. [Google Scholar] [CrossRef]
- Hass, L.; Bos, F. Bending and Pull-Out Tests on a Novel Screw Type Reinforcement for Extrusion-Based 3D Printed Concrete. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 632–645. [Google Scholar]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Dörfler, K.; Hack, N.; Sandy, T.; Giftthaler, M.; Lussi, M.; Walzer, A.N.; Buchli, J.; Gramazio, F.; Kohler, M. Mobile robotic fabrication beyond factory conditions: Case study Mesh Mould wall of the DFAB HOUSE. Constr. Robot. 2019, 3, 53–67. [Google Scholar] [CrossRef] [Green Version]
- Lin, A.; Tan, Y.K.; Wang, C.-H.; Kua, H.W.; Taylor, H. Utilization of waste materials in a novel mortar–polymer laminar composite to be applied in construction 3D-printing. Compos. Struct. 2020, 253, 112764. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Leblond, P.; Al-Mansouri, O.; D’Hondt, M.; Remond, S. Mechanical assessment of concrete—Steel bonding in 3D printed elements. Constr. Build. Mater. 2020, 256, 119457. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Weger, D.; Baier, D.; Straßer, A.; Prottung, S.; Kränkel, T.; Bachmann, A.; Gehlen, C.; Zäh, M. Reinforced Particle-Bed Printing by Combination of the Selective Paste Intrusion Method with Wire and Arc Additive Manufacturing—A First Feasibility Study. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 978–987. [Google Scholar]
- Katzer, J.; Szatkiewicz, T. Properties of concrete elements with 3-D printed formworks which substitute steel reinforcement. Constr. Build. Mater. 2019, 210, 157–161. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Zainuri, M.I.; Wahab, M.S.; Ibrahim, M.H.; Marwah, O.M.; Sa’ude, N. Emerging Natural Fiber-Reinforced Cement Materials and Technology for 3D Concrete Printing: A Review. Int. J. Integr. Eng. 2020, 12, 161–177. [Google Scholar]
- Zhang, Y.; Zhang, Y.; Yang, L.; Liu, G.; Chen, Y.; Yu, S.; Du, H. Hardened properties and durability of large-scale 3D printed cement-based materials. Mater. Struct. 2021, 54, 45. [Google Scholar] [CrossRef]
- Kruger, J.; du Plessis, A.; van Zijl, G. An investigation into the porosity of extrusion-based 3D printed concrete. Addit. Manuf. 2021, 37, 101740. [Google Scholar] [CrossRef]
- Chen, Y.; Çopuroğlu, O.; Romero Rodriguez, C.; Mendonca Filho, F.F.d.; Schlangen, E. Characterization of air-void systems in 3D printed cementitious materials using optical image scanning and X-ray computed tomography. Mater. Charact. 2021, 173, 110948. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.-H.J.; Moon, J.-H.; Kim, W.-W.; Seo, E.-A. Correlation between pore characteristics and tensile bond strength of additive manufactured mortar using X-ray computed tomography. Constr. Build. Mater. 2019, 226, 712–720. [Google Scholar] [CrossRef]
- Heras Murcia, D.; Genedy, M.; Reda Taha, M.M. Examining the significance of infill printing pattern on the anisotropy of 3D printed concrete. Constr. Build. Mater. 2020, 262, 120559. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Freund, N.; Dressler, I.; Lowke, D. Studying the Bond Properties of Vertical Integrated Short Reinforcement in the Shotcrete 3D Printing Process. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 612–621. [Google Scholar]
- Marchment, T.; Sanjayan, J. Reinforcement method for 3D concrete printing using paste-coated bar penetrations. Autom. Constr. 2021, 127, 103694. [Google Scholar] [CrossRef]
- ASTM C20-00. Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water; ASTM Internationals: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Van Der Putten, J.; De Volder, M.; Van den Heede, P.; De Schutter, G.; Van Tittelboom, K. 3D Printing of Concrete: The Influence on Chloride Penetration. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 500–507. [Google Scholar]
- NT Build. Concrete, Hardened: Accelerated Chloride Penetration; NT Build 443; NT Build: Darwin, Australia, 1995; pp. 1–5. [Google Scholar]
- Blaakmeer, J.; Lobo, B. A Robust Mortar and Printing System; Springer: Cham, Switzerland, 2020; pp. 1091–1103. [Google Scholar]
- NT Build. Concrete. Mortar and Cement-Based Repair Materials: Chloride Migration Coefficient from Non-Steady-State Migration Experiments. NT Build 492; NT Build: Darwin, Australia, 1999; pp. 1–8. [Google Scholar]
- Weger, D.; Kim, H.; Talke, D.; Henke, K.; Kränkel, T.; Gehlen, C. Lightweight Concrete 3D Printing by Selective Cement Activation—Investigation of Thermal Conductivity, Strength and Water Distribution. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 162–171. [Google Scholar]
- Van Der Putten, J.; Azima, M.; Van den Heede, P.; Van Mullem, T.; Snoeck, D.; Carminati, C.; Hovind, J.; Trtik, P.; De Schutter, G.; Van Tittelboom, K. Neutron radiography to study the water ingress via the interlayer of 3D printed cementitious materials for continuous layering. Constr. Build. Mater. 2020, 258. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Plastic shrinkage cracking in 3D printed concrete. Compos. Part B Eng. 2020, 200, 108313. [Google Scholar] [CrossRef]
- Federowicz, K.; Kaszyńska, M.; Zieliński, A.; Hoffmann, M.J.M. Effect of Curing Methods on Shrinkage Development in 3D-Printed Concrete. Materials 2020, 13, 2590. [Google Scholar] [CrossRef]
- Assaad, J.J.; Hamzeh, F.; Hamad, B. Qualitative assessment of interfacial bonding in 3D printing concrete exposed to frost attack. Case Stud. Constr. Mater. 2020, 13, e00357. [Google Scholar] [CrossRef]
- Chatterji, S. Freezing of air-entrained cement-based materials and specific actions of air-entraining agents. Cem. Concr. Compos. 2003, 25, 759–765. [Google Scholar] [CrossRef]
- Das, A.; Song, Y.; Mantellato, S.; Wangler, T.; Flatt, R.J.; Lange, D.A. Influence of Pumping/Extrusion on the Air-Void System of 3D Printed Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 417–427. [Google Scholar]
- D’Hondt, M.; Rémond, S.; Leblond, P.; Iea, B.; Hynek, E.; Pinoteau, N. Fire Behavior of a Printed Sample for Building. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 428–438. [Google Scholar]
- Kruger, J.; Cicione, A.; Bester, F.; van den Heever, M.; Cho, S.; Walls, R.; van Zijl, G. Facilitating Ductile Failure of 3D Printed Concrete Elements in Fire. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 449–458. [Google Scholar]
- Xiao, J.; Han, N.; Zhang, L.; Zou, S. Mechanical and microstructural evolution of 3D printed concrete with polyethylene fiber and recycled sand at elevated temperatures. Constr. Build. Mater. 2021, 293, 123524. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concrete Ink Type | Reference | Testing Apparatus | Static Yield Stress (kPa) |
|---|---|---|---|
| Cement-based mortar | Perrot et al. [38] | Anton Paal Rheolab rheometer | 4 |
| Cement-SCM * blended mortar | Le et al. [40] | Shear vane test | 0.3−0.9 |
| Rahul et al. [57] | Shear vane test | 1.5−2.5 | |
| Kruger et al. [36] | ICAR rheometer | 2.7−3.9 | |
| Kruger et al. [55] | ICAR rheometer | 1.9 | |
| Papachristoforou et al. [52] | ICAR rheometer | 0.5−1.8 | |
| Weng et al. [29] | Viskomat XL | 3.3 | |
| Panda et al. [56] | Anton Par MCR 102 rotational rheometer | 3.2−6.8 | |
| Moeini et al. [66] | Anton Paar MCR 302 rheometer | 0.2−0.7 | |
| Geopolymer mortar | Panda and Tan [53] | Anton Par MCR 102 rotational rheometer | 0.4−1 |
| Cement paste | Chen et al. [54] | Rotational rheometer | 0.2−0.7 |
| Concrete Ink Type | Reference | Testing Apparatus | Dynamic Yield Stress (kPa) | Plastic Viscosity (Pa·s) |
|---|---|---|---|---|
| Cement-SCM blended mortar | Moeini et al. [66] | Anton Paar MCR 302 rheometer | 0.1 | 1.9 |
| Zhang et al. [60] | - | 0.1–0.2 | 3.5–4.1 | |
| Jayathilakage et al. [67] | Rotational rheometer | 1.2–1.8 | 24.2–47.1 | |
| Printable ECC * | Zhu et al. [61] | Brookfield RST-SST rheometer | 0.2–0.5 | 3.7–11.7 |
| Cement paste | Nair et al. [62] | Dynamic shear rheometer | 0.1–0.3 | 1.6–4.2 |
| Chen et al. [54] | Rotational rheometer | 0.5–0.6 | 2.4–2.6 | |
| Chen et al. [58] | 0.5–0.7 | 2.4–2.9 | ||
| Chen et al. [44] | 0.6–0.7 | 2.2–3.4 |
| Concrete Mix Type | Reference | Binder | Water-Binder Ratio | Sand-Binder Ratio | Sand Size | Admixture (% Wob) | PP Fibers, Otherwise, as Stated (% Wob) |
|---|---|---|---|---|---|---|---|
| Cement-based mix | Perrot et al. [38] | Portland cement | 0.41 | 1 | 0–0.1 mm | HRWRA = 0.3 | - |
| Van Der Putten et al. [129] | Portland cement | 0.36 | 2 | 0–2 mm | HRWRA = 0.15 | - | |
| Xu et al. [130] | Portland cement | 0.35 | 1 | 0–1.2 mm | HRWRA = 0.1, Cellulose ether = 0.05 | - | |
| Schröfl et al. [131] | Portland cement | 0.42 | 1.7 | 0–2 mm | HRWRA = 0.7 | - | |
| Ding et al. [132] | Portland cement | 0.39 | 1 | 0–1.2 mm | HRWRA = 0.18, VMA = 0.12 | ||
| Marchment et al. [133] | Portland cement | 0.36 | 1.5 | 0–2 mm | - | - | |
| Khalil et al. [134] | Portland cement | 0.35 | 1.18 | 0–2 mm | HRWRA = 0.2, calcium sulfoaluminate = 7 | - | |
| Cement-SCM blended mix | Lee et al. [92] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.28 | 1.38 | 0.16–0.2 mm | HRWRA =1, VMA = 0.2 | - |
| Le et al. [40] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.28 | 1.5 | 0–2 mm | 1 | 0.19 | |
| Nerella et al. [59] | Portland cement, fly ash, silica fume (0.26:0.26:0.48) | 0.42 | 1.54 | 0–2 mm | HRWRA = 2–3 | - | |
| Zhang et al. [60] | Portland cement, silica fume, nano-clay (0.96:0.02:0.02) | 0.35 | 1 | 0–1 mm | HRWRA = 0.26, VMA = 0.01, nano-clay = 2 | - | |
| Cement-SCM blended mix | Paul et al. [135] | Portland cement, fly ash, silica fume (0.41:0.39:0.20) | 0.4 | 1.7 | 0–1 mm | HRWRA = 1 | - |
| Tay et al. [81] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.49 | 1.7 | 0–2.36 mm | - | - | |
| Rahul and Santhanam [136] | Portland cement, fly ash (0.80:0.20) | 0.32 | 1.5 | - | HRWRA = 0.08, VMA = 0.25 | - | |
| Baz et al. [137] | Portland cement, silica fume (0.90:0.10) | 0.4 | 1.25 | 0–1.5 mm | HRWRA = 0.26–0.40 | - | |
| Mechtcherine et al. [1] | Portland cement, fly ash, silica fume (0.59:0.23:0.17) | 0.3 | 2.5 | 0.06–8 mm | HRWRA = 0.84 | - | |
| Tao et al. [138] | Portland cement, limestone powder (0.75:0.25) | 0.36 | 1.55 | 0.1–2 mm | HRWRA = 0.5, VMA = 0.2 | - | |
| Suntharalingam et al. [139] | Portland cement, slag, fly ash (0.55:0.3:0.15) | 0.31 | 1.18 | - | HRWRA = 1.2, VMA = 0.6 | - | |
| Xu et al. [140] | Portland cement, fly ash (0.44:0.56) | 0.42 | 0.374 | - | HRWRA = 0.08, VMA = 0.03 | - | |
| Wang et al. [141] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.26 | 1.5 | - | HRWRA = 1, Retarder = 0.5, | 0.14 | |
| Cicione et al. [142] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.45 | 1.41 | 0–4.75 mm | HRWRA = 0.7 | - | |
| Rahul et al. [57] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.32 | 1.5 | 0–2 mm | HRWRA = 0.17 | 0.2 | |
| Kazemian et al. [101] | OPC type II, silica fume (0.90:0.10) | 0.43 | 2.3 | 0–2.36 mm | HRWRA = 0.15, nano-clay = 0.3 | - | |
| Moeini et al. [66] | Portland cement, fly ash, silica fume (0.70:0.25:0.05) | 0.35 | 0.75 | 0–1 mm | HRWRA = 0.3, clay = 0.5 | - | |
| Geopolymer concrete mix | Panda and Tan [53] | Fly ash, Slag, silica fume, potassium silicate, | 1.5 | 0–2 mm | Nano-clay = 1.2, fiber = 0.25 | - | |
| Bong et al. [143] | Fly ash, slag (0.50:0.50) | 0.36 | 1.5 | - | Retarder = 0.5, alkali activator = 10 | ||
| Fiber-reinforced composite | Ma et al. [127] | Portland cement, fly ash, silica fume (0.70:0.20:0.10) | 0.26 | 1.19 | average size = 0.39 mm | HRWRA = 1.8 | Basalt fiber, 0.5 |
| Arunothayan et al. [125] | Portland cement, silica fume (0.70:0.30) | 0.16 | 1 | - | HRWRA = 1.5, VMA = 0.1 | Steel fibers, 2% by volume | |
| Engineered cementitious composite (ECC) | Zhu et al. [61] | Portland cement, sulfoaluminate cement, fly ash (0.40:0.03:0.57) | 0.28 | 0.40 | 0–0.3 mm | HRWRA = 1.2, VMA = 0.1 | Polyethylene fiber, 2% by volume |
| Bao et al. [128] | Portland cement, calcium aluminate cement, Fly ash, (0.30:0.02:0.68) | 0.25 | 0.38 | - | Nano-clay = 0.3, VMA = 0.3, HRWRA = 0.9, nano-TiO2 =5 | PVA fiber, 2% | |
| Underwater concrete | Mazhoud et al. [118] | Portland cement and limestone (0.65:0.35) | 0.38 | 1 | 0–2 mm | HRWRA = 0.5%,1%,1.5%, 3% Anti-wash agent = 0.5, 1.1, 1.5 | - |
| Cement paste-based ink | Chen et al. [54] | Calcium sulfoaluminate cement, metakaolin (0.97:0.03) | 0.35 | Cement paste | Superplasticizer = 0.3, VMA = 0.4, retarder = 0.15 | - | |
| Manikandan et al. [46] | Cement type II, silica fume (0.975:0.025) | 0.3 | Cement paste | 1.5 | - | ||
| Moini et al. [144] | Portland cement | 0.26 | Cement paste | HRWRA = 0.4, VMA = 1.2 | - | ||
| Workability | Yield Stress | Plastic Viscosity | Setting Time | Extrusion Pressure | Thixotropy | Green Strength | Shape Stability | Buildability | Print Quality | Reference | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Metakaolin | ↓ | ↓ | ↑ | ↑ | ↑ | ↑ | [54,145] | ||||
| Silica fume | ↓ | ↑ | ↑ | ↑ | ↑ | ↑ | [101,102,146] | ||||
| Rice husk ash | ↓ | ↑ | ↑ | [148] | |||||||
| Municipal solid waste incinerated fly ash | ↓ | ↑ | ↓ | ↑ | ↑ | [41] | |||||
| Fly ash | ↑ | ↑ | [171] | ||||||||
| Limestone | ↓ | ↓ | ↓ | ↑ | ↑ | [86,145,147] | |||||
| Mine tailings | ↑ | ↓ | [151] | ||||||||
| Accelerator | ↓ | ↑ | [134,161] | ||||||||
| Retarder | ↑ | [162] | |||||||||
| Superplasticizer | ↑ | ↓ | ↓ | [163] | |||||||
| VMA | ↑ | ↓ | ↑ | ↑ | ↑ | [49,90,164] | |||||
| Nano-attapulgite clay | ↑ | ↑ | ↑ | ↑ | [95,96,97,98] | ||||||
| Nano-CSH | ↓ | ↑ | [169] | ||||||||
| Nano-silica | ↑ | ↓ | ↑ | ↑ | ↑ | [36,93,94] | |||||
| Nano-calcium carbonate | ↑ | ↑ | ↑ | ↑ | [7] | ||||||
| Nano-graphite platelets | ↑ | ↑ | [91] | ||||||||
| Bentonite | ↑ | [44] | |||||||||
| Air-entraining admixture | ↓ | ↓ | [172] | ||||||||
| Recycled glass cutlets | ↓ | ↑ | ↓ | [173] | |||||||
| Poly-vinyl alcohol fibers | ↑ | ↑ | ↑ | [95] | |||||||
| Expanded thermoplastic microspheres | ↑ | ↑ | ↑ | [153] |
| Study | Concrete Type | Test Method | Casted Concrete | Printed Concrete |
|---|---|---|---|---|
| Porosity (%) | Porosity (%) | |||
| [178] | OPC-SCM blended concrete | Vacuum saturation method | 9.7 | Core part = 9.12, horizontal interface = 11.0, vertical interface = 11.2 |
| [224] | OPC-SCM blended concrete | X-ray computed tomography | 6.8 | horizontal interface = 7.7, vertical interface = 8.0 |
| [185] | Ultra-high-performance fiber-reinforced concrete | ASTM C20 [232] | 10.3 | 10.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, A.U.; Kim, J.-H. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials 2021, 14, 3800. https://doi.org/10.3390/ma14143800
Rehman AU, Kim J-H. 3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics. Materials. 2021; 14(14):3800. https://doi.org/10.3390/ma14143800
Chicago/Turabian StyleRehman, Atta Ur, and Jung-Hoon Kim. 2021. "3D Concrete Printing: A Systematic Review of Rheology, Mix Designs, Mechanical, Microstructural, and Durability Characteristics" Materials 14, no. 14: 3800. https://doi.org/10.3390/ma14143800