An Investigation of the Work Hardening Behavior in Interrupted Cutting Inconel 718 under Cryogenic Conditions

Abstract
:1. Introduction
2. Experiment and Simulation Setup
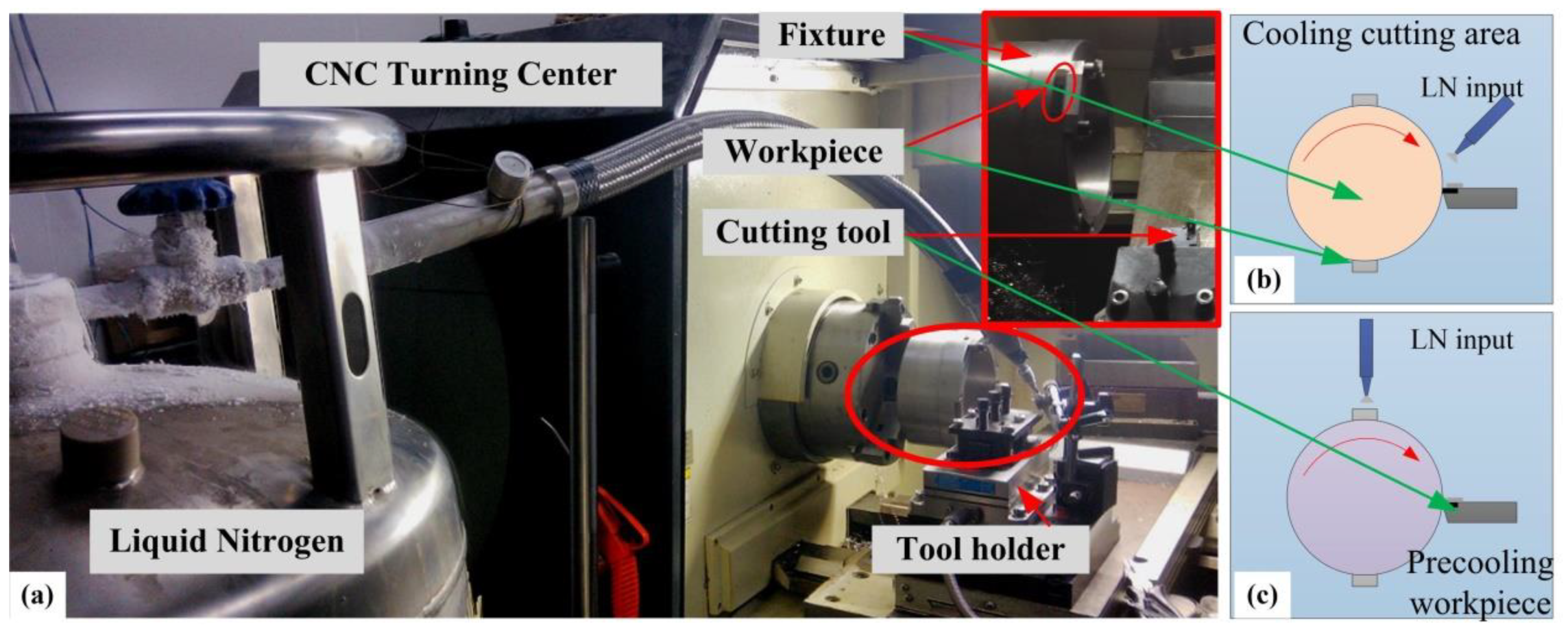
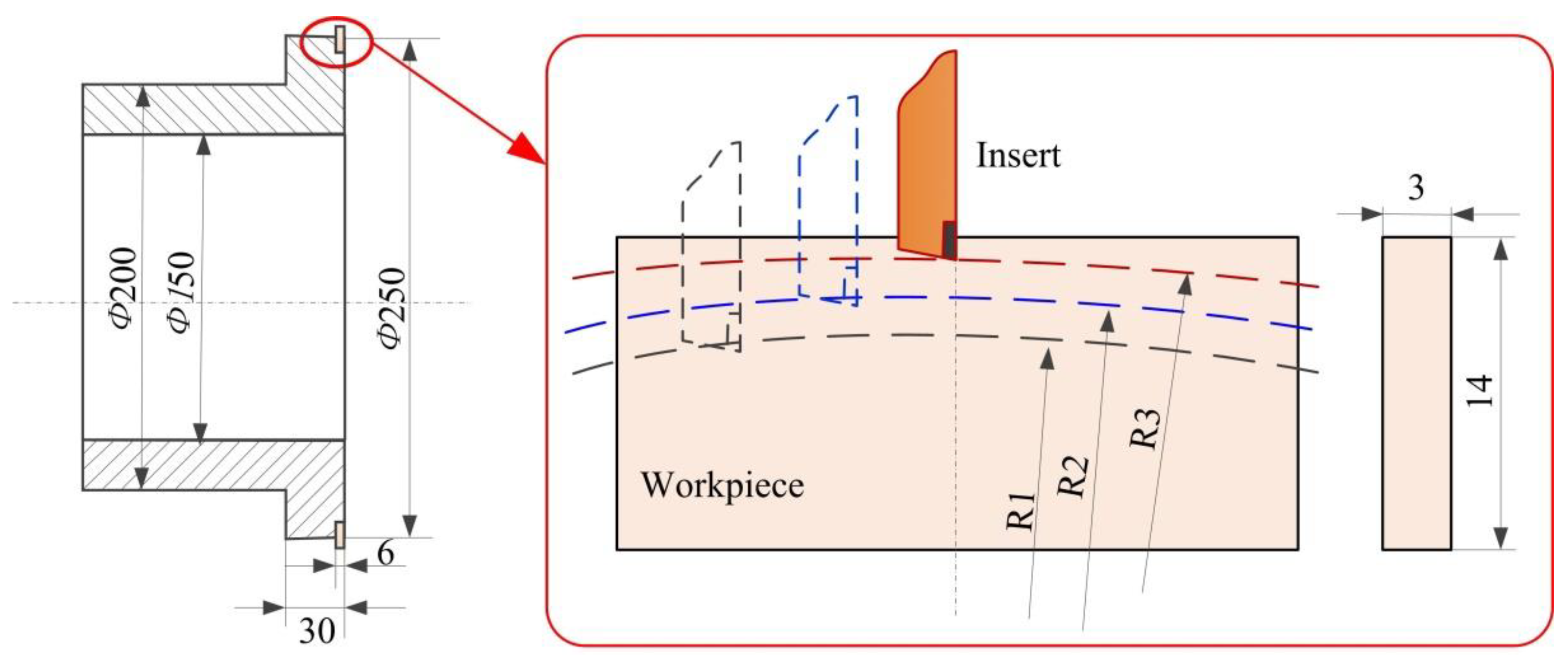
2.1. Experimental Setup
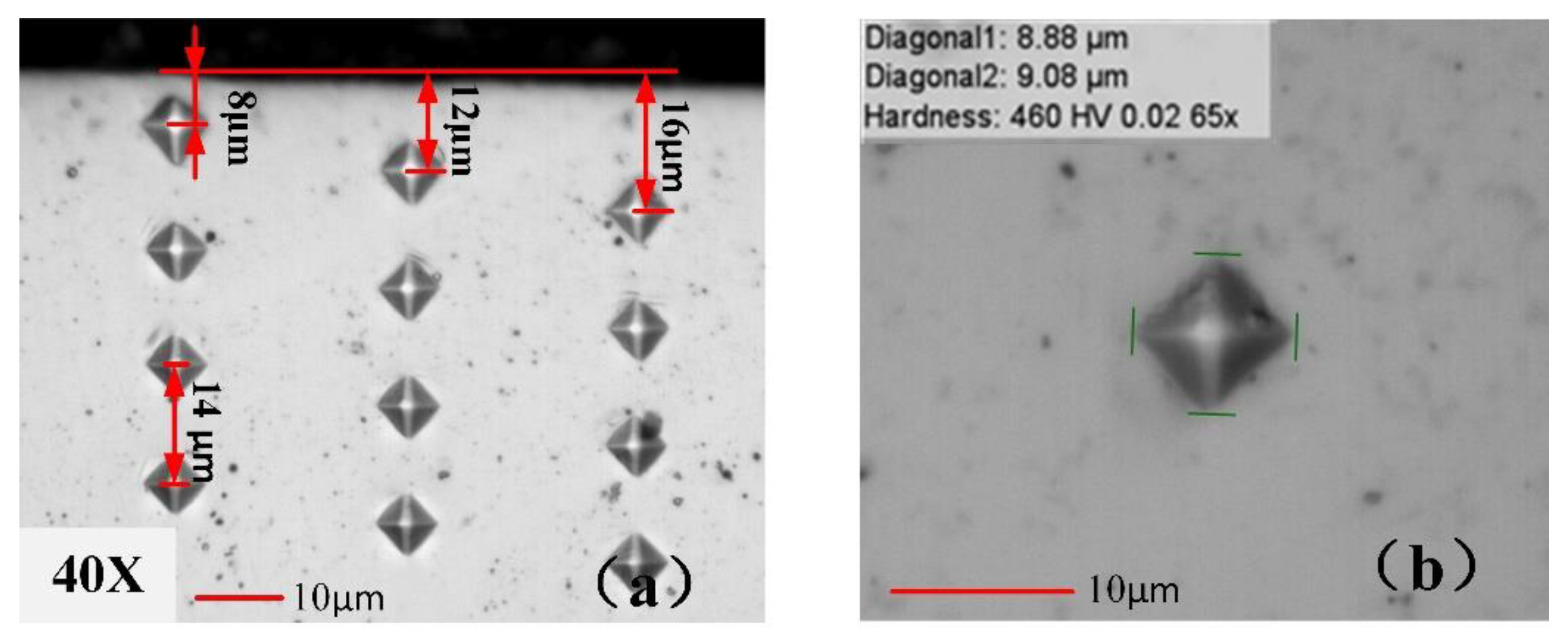
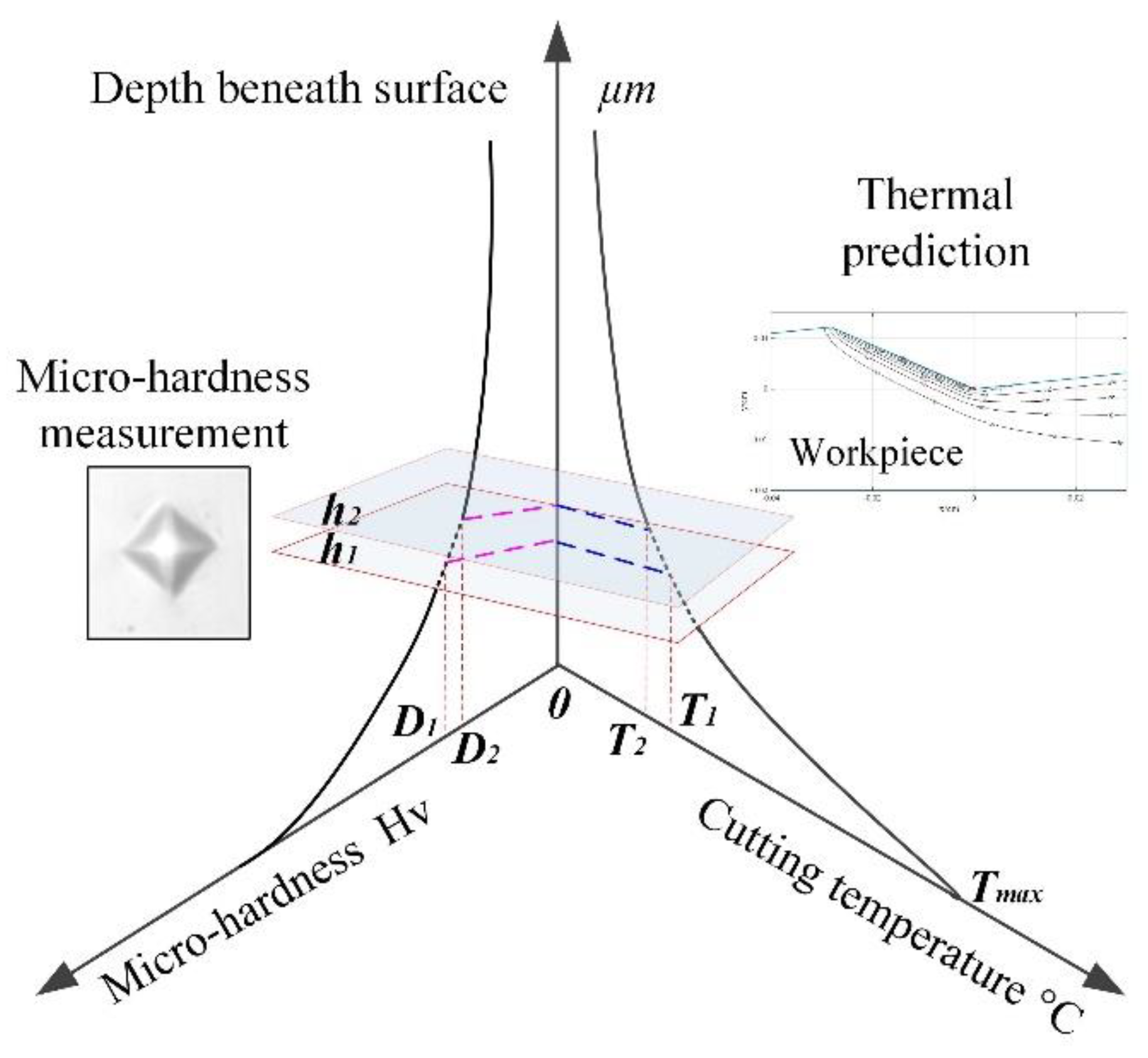
2.2. Measurement and Analysis
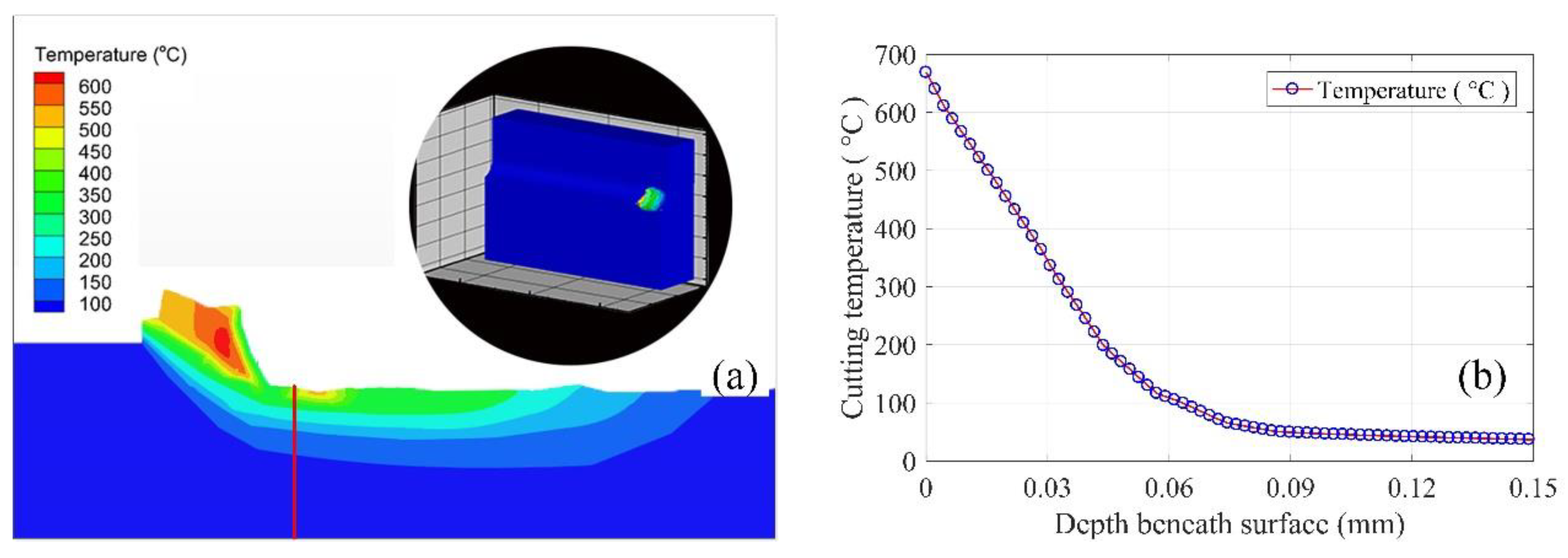
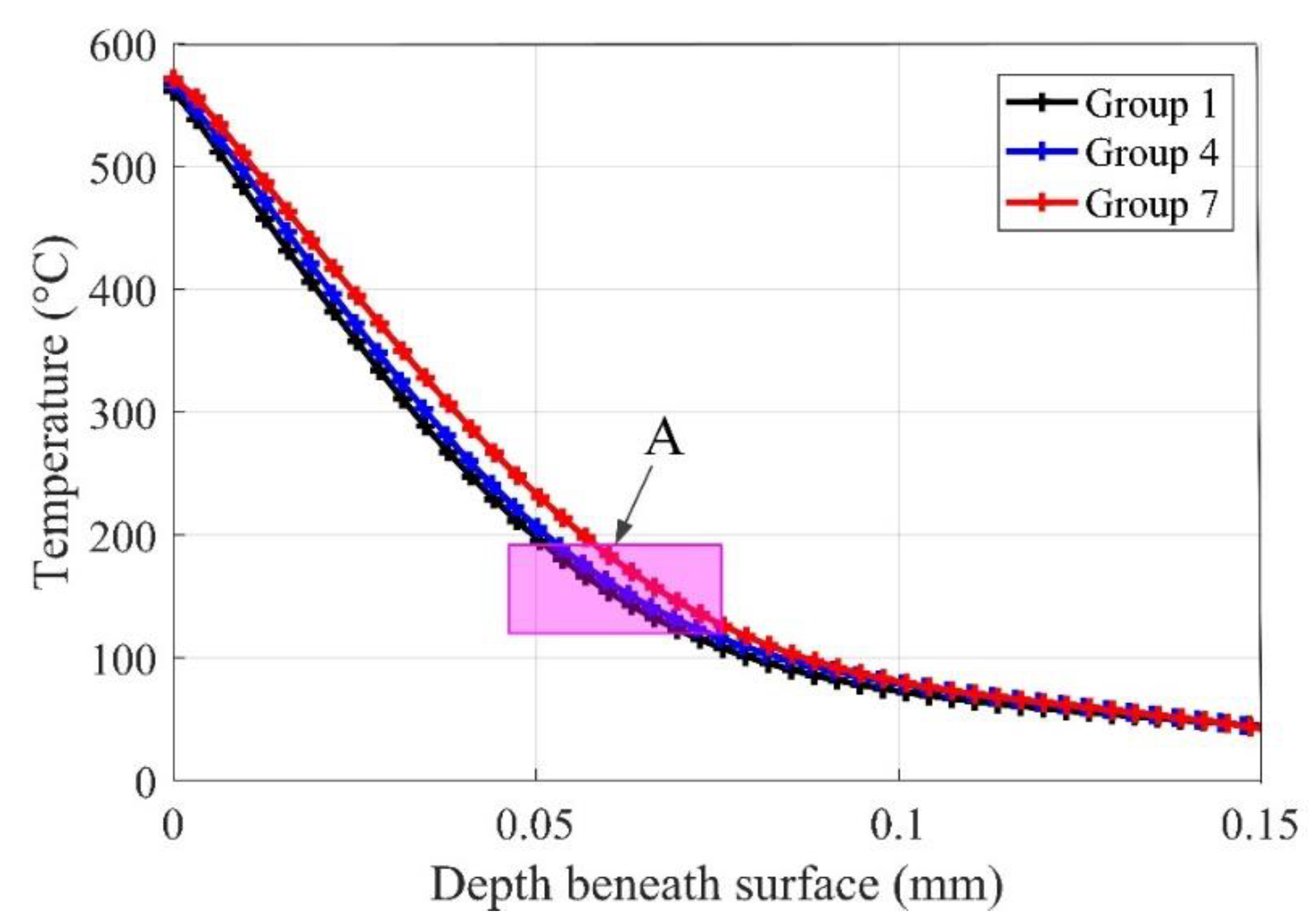
2.3. Simulations with FEM
3. Results and Discussion
3.1. Depth of Work Hardening
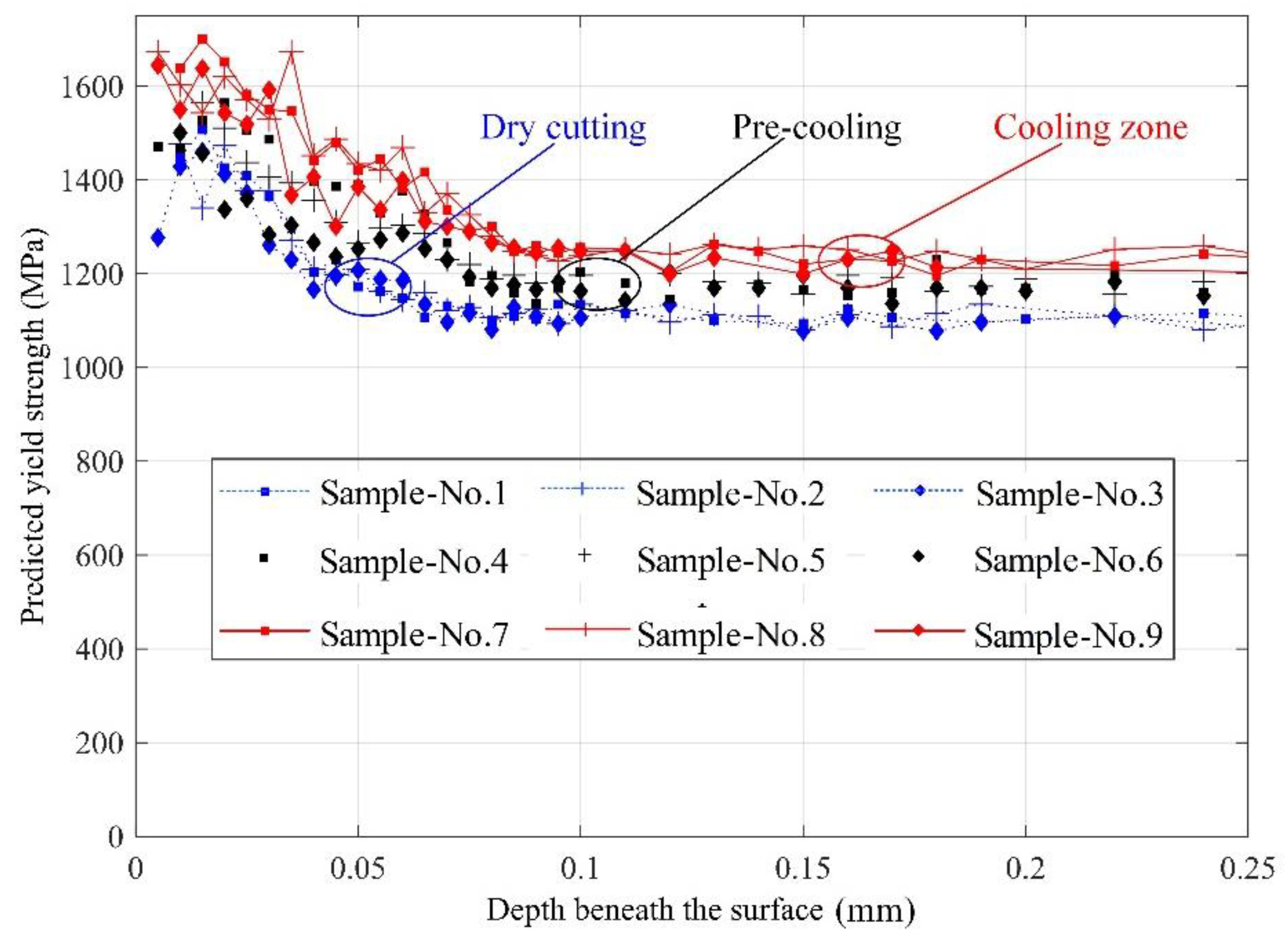
3.2. Yield Strength
3.3. Degree of Work Hardening
4. Conclusions
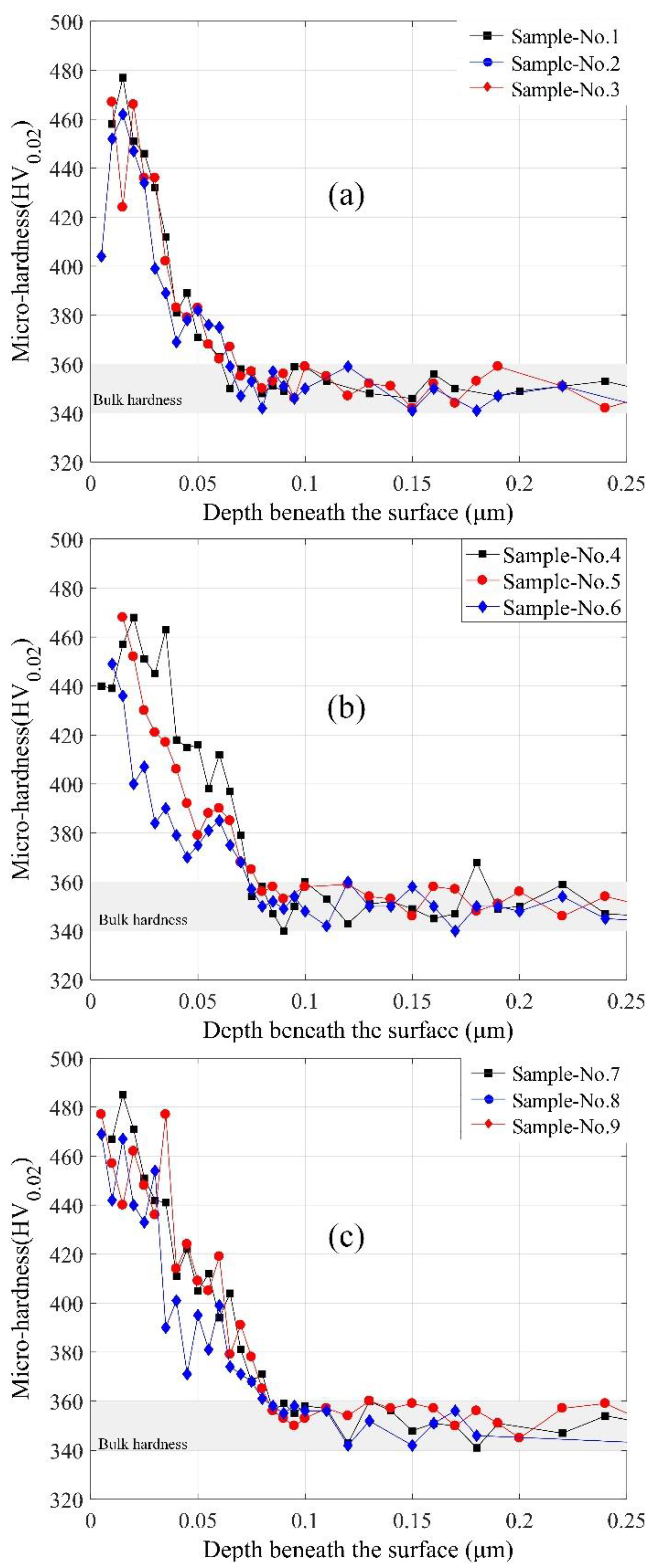
- The microhardness on the machined surface is significantly higher than the bulk material for the deformation that occurs during cutting processes. The cryogenic assisted technology used in turning processes enhances the parts’ surface integrity in turning Inconel 718. Higher surface hardness can be obtained by cooling the cutting zone rather than precooling the bulk material. In contrast, dry machining trends to generate softer and rougher surfaces for the lack of coolant than assisted machining technologies.
- The cooling condition has significant influence on the machine-affected zone (MAZ) and degree of work hardening (DWH). The depth of work hardening layer maintains at about 60 μm without coolant, about 70 μm with the pre cooling by liquid nitrogen while reaches about 80 μm with the liquid nitrogen cooling the cutting zone.
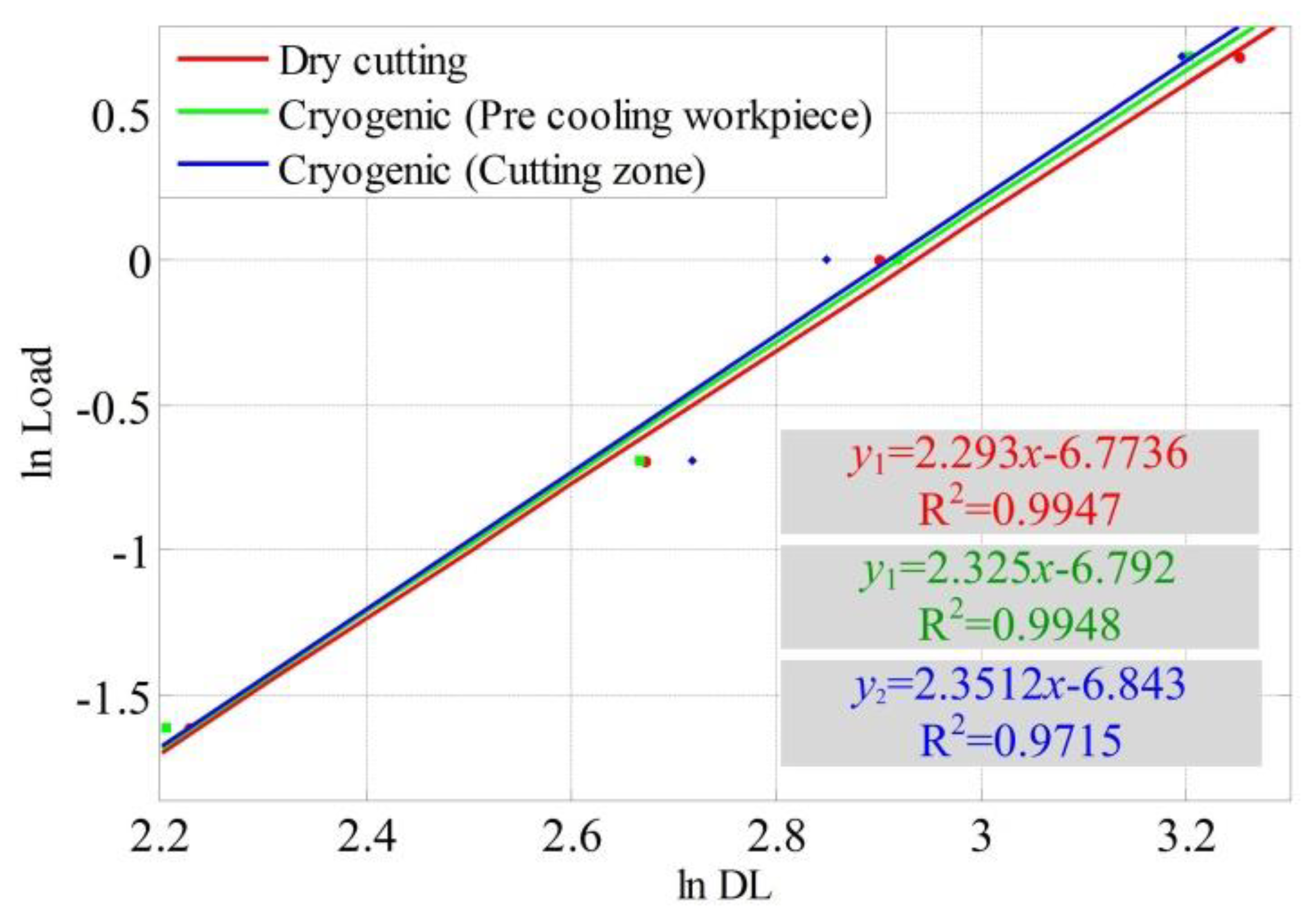
- The surface yield strength of workpiece is predicted by Meyer’s law with the measured microhardness, as well as the indentation diagonal length. The yield strength of the surface with liquid nitrogen cooling is larger than that of dry cutting from this investigation, which enhanced the function performance of the components.
Author Contributions
Funding
Conflicts of Interest
References
- Smithberg, D. Inconel 718 machining manual. In Report 6M59-559, Manufacturing Research and Development; Boeing Commercial Airplane Company: Seattle, WA, USA, 1987. [Google Scholar]
- Alauddin, M.; Mazid, M.; El Baradi, M.; Hashmi, M. Cutting forces in the end milling of inconel 718. J. Mater. Process. Technol. 1998, 77, 153–159. [Google Scholar] [CrossRef]
- Radavich, J.F. The Physical Metallurgy of Cast and Wrought Alloy 718; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1989; pp. 229–240. [Google Scholar]
- Díaz-Álvarez, J.; Criado, V.; Miguélez, H.; Cantero, J.L. Pcbn performance in high speed finishing turning of inconel 718. Metals 2018, 8, 582. [Google Scholar] [CrossRef] [Green Version]
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Shen, Q.; Liu, Z.; Hua, Y.; Zhao, J.; Lv, W.; Mohsan, A.U.H. Effects of cutting edge microgeometry on residual stress in orthogonal cutting of inconel 718 by fem. Materials 2018, 11, 1015. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhuang, K.; Zhu, D.; Zhang, X.; Ding, H. Notch wear prediction model in turning of inconel 718 with ceramic tools considering the influence of work hardened layer. Wear 2014, 313, 63–74. [Google Scholar] [CrossRef]
- Touazine, H.; Jahazi, M.; Bocher, P. Influence of hard turning on microstructure evolution in the subsurface layers of inconel 718. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar]
- Pawade, R.; Joshi, S.S.; Brahmankar, P. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 15–28. [Google Scholar] [CrossRef]
- Ezugwu, E.; Wang, Z.; Okeke, C. Tool life and surface integrity when machining inconel 718 with pvd-and cvd-coated tools. Tribol. Trans. 1999, 42, 353–360. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Effect of cutting parameters on the degree of work hardening and tool life during high-speed machining of inconel 718. Int. J. Adv. Manuf. Technol. 2012, 59, 483–489. [Google Scholar] [CrossRef]
- Ren, X.; Liu, Z. Influence of cutting parameters on work hardening behavior of surface layer during turning superalloy inconel 718. Int. J. Adv. Manuf. Technol. 2016, 86, 2319–2327. [Google Scholar] [CrossRef]
- Rinaldi, S.; Imbrogno, S.; Rotella, G.; Umbrello, D.; Filice, L. Physics based modeling of machining inconel 718 to predict surface integrity modification. Procedia CIRP 2019, 82, 350–355. [Google Scholar] [CrossRef]
- Cantero, J.; Díaz-Álvarez, J.; Infante-García, D.; Rodríguez, M.; Criado, V. High speed finish turning of inconel 718 using pcbn tools under dry conditions. Metals 2018, 8, 192. [Google Scholar] [CrossRef] [Green Version]
- Xu, R.; Zhou, Y.; Li, X.; Yang, S.; Han, K.; Wang, S. The effect of milling cooling conditions on the surface integrity and fatigue behavior of the gh4169 superalloy. Metals 2019, 9, 1179. [Google Scholar] [CrossRef] [Green Version]
- Hegab, H.; Kishawy, H. Towards sustainable machining of inconel 718 using nano-fluid minimum quantity lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef] [Green Version]
- Hegab, H.; Umer, U.; Soliman, M.; Kishawy, H.A. Effects of nano-cutting fluids on tool performance and chip morphology during machining inconel 718. Int. J. Adv. Manuf. Technol. 2018, 96, 3449–3458. [Google Scholar] [CrossRef]
- Musfirah, A.H.; Ghani, J.A.; Haron, C.H.C. Tool wear and surface integrity of inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 2017, 376–377, 125–133. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.E.; Jawahir, I.S. Cutting speed dependent microstructure and transformation behavior of niti alloy in dry and cryogenic machining. J. Mater. Eng. Perform. 2015, 24, 452–460. [Google Scholar] [CrossRef]
- Pusavec, F.; Hamdi, H.; Kopac, J.; Jawahir, I. Surface integrity in cryogenic machining of nickel based alloy—inconel 718. J. Mater. Process. Technol. 2011, 211, 773–783. [Google Scholar] [CrossRef]
- Umbrello, D.; Micari, F.; Jawahir, I. The effects of cryogenic cooling on surface integrity in hard machining: A comparison with dry machining. CIRP Ann-Manuf. Technol. 2012, 61, 103–106. [Google Scholar] [CrossRef]
- Yang, S.; Umbrello, D.; Dillon, O.W.; Puleo, D.A.; Jawahir, I. Cryogenic cooling effect on surface and subsurface microstructural modifications in burnishing of co–cr–mo biomaterial. J. Mater. Process. Technol. 2015, 217, 211–221. [Google Scholar] [CrossRef]
- Pereira, W.H.; Delijaicov, S. Surface integrity of inconel 718 turned under cryogenic conditions at high cutting speeds. Int. J. Adv. Manuf. Technol. 2019, 104, 2163–2177. [Google Scholar] [CrossRef]
- Zhao, W.; Ren, F.; Iqbal, A.; Gong, L.; He, N.; Xu, Q. Effect of liquid nitrogen cooling on surface integrity in cryogenic milling of ti-6al-4 v titanium alloy. Int. J. Adv. Manuf. Technol. 2020, 106, 1497–1508. [Google Scholar] [CrossRef]
- Zhou, J.; Bushlya, V.; Avdovic, P.; Ståhl, J.E. Study of surface quality in high speed turning of inconel 718 with uncoated and coated cbn tools. Int. J. Adv. Manuf. Technol. 2012, 58, 141–151. [Google Scholar] [CrossRef]
- Ortega, N.; Alonso, U.; Sánchez, J.A.; Pombo, I.; Plaza, S.; Izquierdo, B. Modelling of the hardening and finishing stages of grind-hardened workpieces. Int. J. Adv. Manuf. Technol. 2016, 82, 435–449. [Google Scholar] [CrossRef]
- Han, S.; Melkote, S.N.; Haluska, M.S.; Watkins, T.R. White layer formation due to phase transformation in orthogonal machining of aisi 1045 annealed steel. Mater. Sci. Eng. A 2008, 488, 195–204. [Google Scholar] [CrossRef]
- DeGarmo, E.P.; Black, J.T.; Kosher, R.A. Material and Processing in Manufacturing; John Wiley and Sons: New York, NY, USA, 2003. [Google Scholar]
- Rotella, G.; Dillon, O., Jr.; Umbrello, D.; Settineri, L.; Jawahir, I. The effects of cooling conditions on surface integrity in machining of ti6al4v alloy. Int. J. Adv. Manuf. Technol. 2014, 71, 47–55. [Google Scholar] [CrossRef] [Green Version]
- Gill, A.S.; Kalainathan, S. Microhardness properties of 4-methoxy benzaldehyde n-methyl 4-stilbazolium tosylate. Mater. Lett. 2011, 65, 53–55. [Google Scholar] [CrossRef]
- Cahoon, J.; Broughton, W.; Kutzak, A. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. [Google Scholar]
- Zhang, Y.; Cao, X.; Wanjara, P. Microstructure and hardness of fiber laser deposited inconel 718 using filler wire. Int. J. Adv. Manuf. Technol. 2013, 69, 2569–2581. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | Ni | Cr | Mo | Ti | Nb | Co | B | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.03 | 0.02 | 0.09 | 0.003 | 52.48 | 18.94 | 3.03 | 0.98 | 5.13 | 0.02 | 0.003 | 0.51 | other |
| No. | Cooling Method | Cutting Speed (m/min) |
|---|---|---|
| 1 | Dry | 40 |
| 2 | 60 | |
| 3 | 80 | |
| 4 | Cryogenic (pre-cooling workpiece) | 40 |
| 5 | 60 | |
| 6 | 80 | |
| 7 | Cryogenic (cooling cutting zone) | 40 |
| 8 | 60 | |
| 9 | 80 |
| Sample | Diagonal Length at Different Loads (μm) | m | R2 | |||
|---|---|---|---|---|---|---|
| 20 g | 50 g | 100 g | 200 g | |||
| 1 | 9.28 | 14.47 | 18.17 | 25.76 | 2.293 | 0.9947 |
| 2 | 8.95 | 14.57 | 18.31 | 24.18 | 2.326 | 0.9895 |
| 3 | 9.12 | 14.78 | 17.99 | 25.11 | 2.310 | 0.9886 |
| 4 | 9.43 | 13.46 | 16.98 | 25.59 | 2.332 | 0.9854 |
| 5 | 9.08 | 14.39 | 18.51 | 24.55 | 2.325 | 0.9948 |
| 6 | 9.01 | 14.37 | 17.29 | 24.19 | 2.374 | 0.9879 |
| 7 | 8.96 | 14.18 | 16.98 | 23.77 | 2.405 | 0.9876 |
| 8 | 9.02 | 15.13 | 17.25 | 24.38 | 2.351 | 0.9715 |
| 9 | 8.89 | 14.79 | 17.93 | 23.09 | 2.406 | 0.9775 |
| Sample | Depth | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| DWH (%) | 30 μm | 26.77 | 22.77 | 24.25 | 31.41 | 28.46 | 19.59 | 33.82 | 27.62 | 25.72 |
| DWH (%) | 50 μm | 8.51 | 6.76 | 6.79 | 15.22 | 10.30 | 6.3 | 15.26 | 14.90 | 10.91 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, X.; Zhuang, K.; Pu, D.; Zhang, W.; Ding, H. An Investigation of the Work Hardening Behavior in Interrupted Cutting Inconel 718 under Cryogenic Conditions. Materials 2020, 13, 2202. https://doi.org/10.3390/ma13092202
Dai X, Zhuang K, Pu D, Zhang W, Ding H. An Investigation of the Work Hardening Behavior in Interrupted Cutting Inconel 718 under Cryogenic Conditions. Materials. 2020; 13(9):2202. https://doi.org/10.3390/ma13092202
Chicago/Turabian StyleDai, Xing, Kejia Zhuang, Donglin Pu, Weiwei Zhang, and Han Ding. 2020. "An Investigation of the Work Hardening Behavior in Interrupted Cutting Inconel 718 under Cryogenic Conditions" Materials 13, no. 9: 2202. https://doi.org/10.3390/ma13092202