Study on the Directional Solidification Process of an Aluminum Alloy Bar in Multishell Mold Being Gradually Immersed in Water

Abstract
:1. Introduction
2. Experiment Procedures
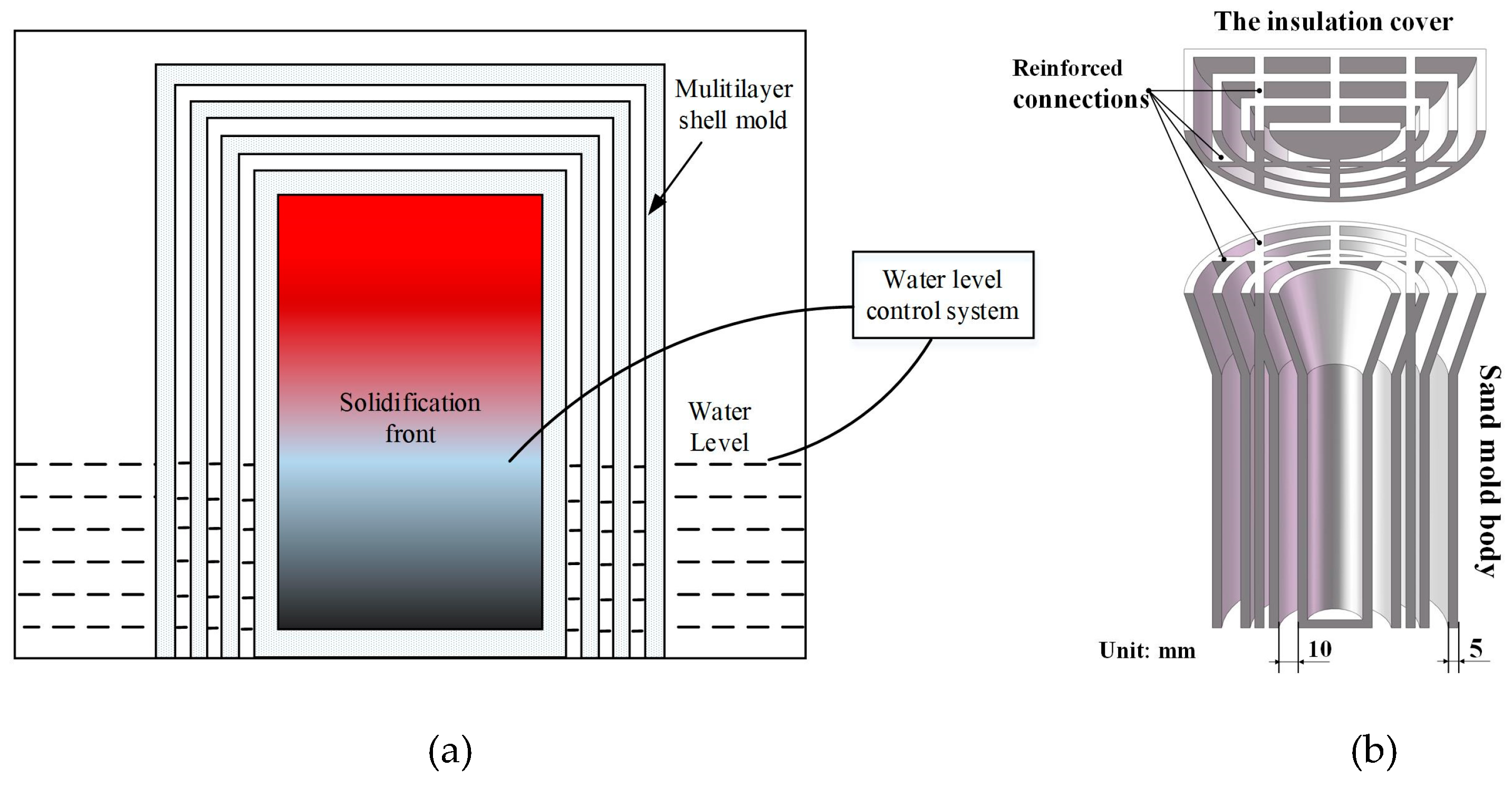
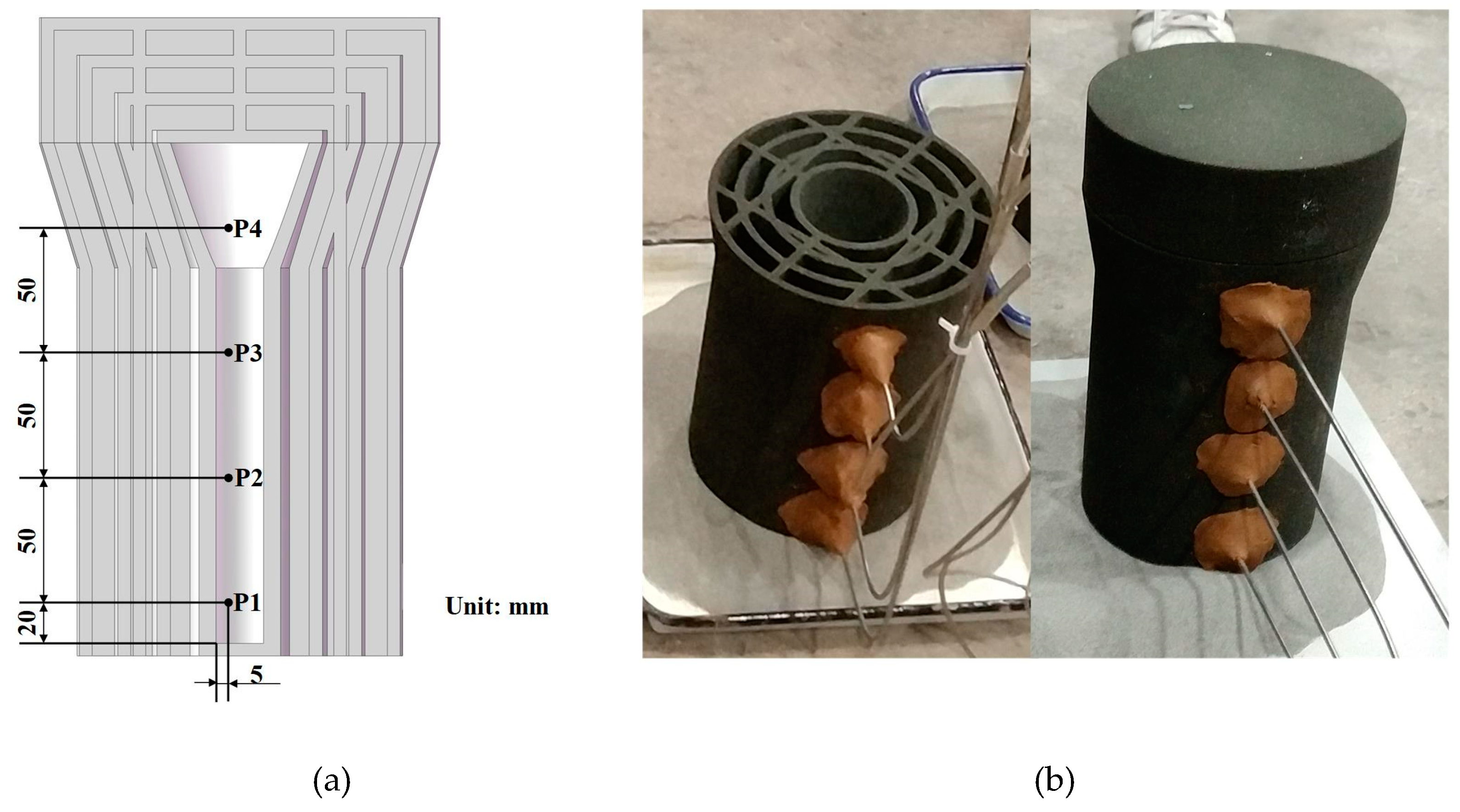
2.1. Design and Manufacture of Multishell Sand Mold
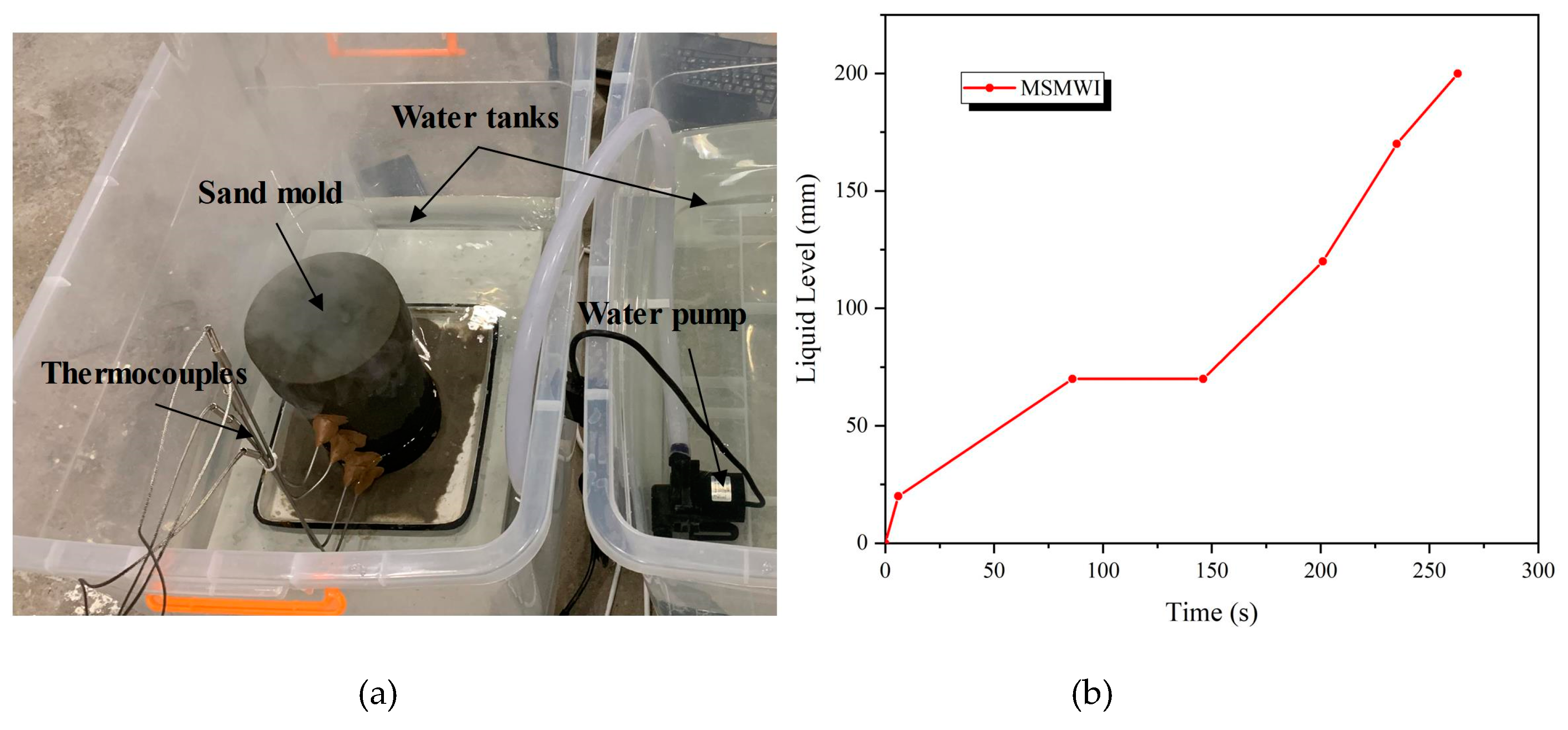
2.2. Experiment
3. Results and Discussion
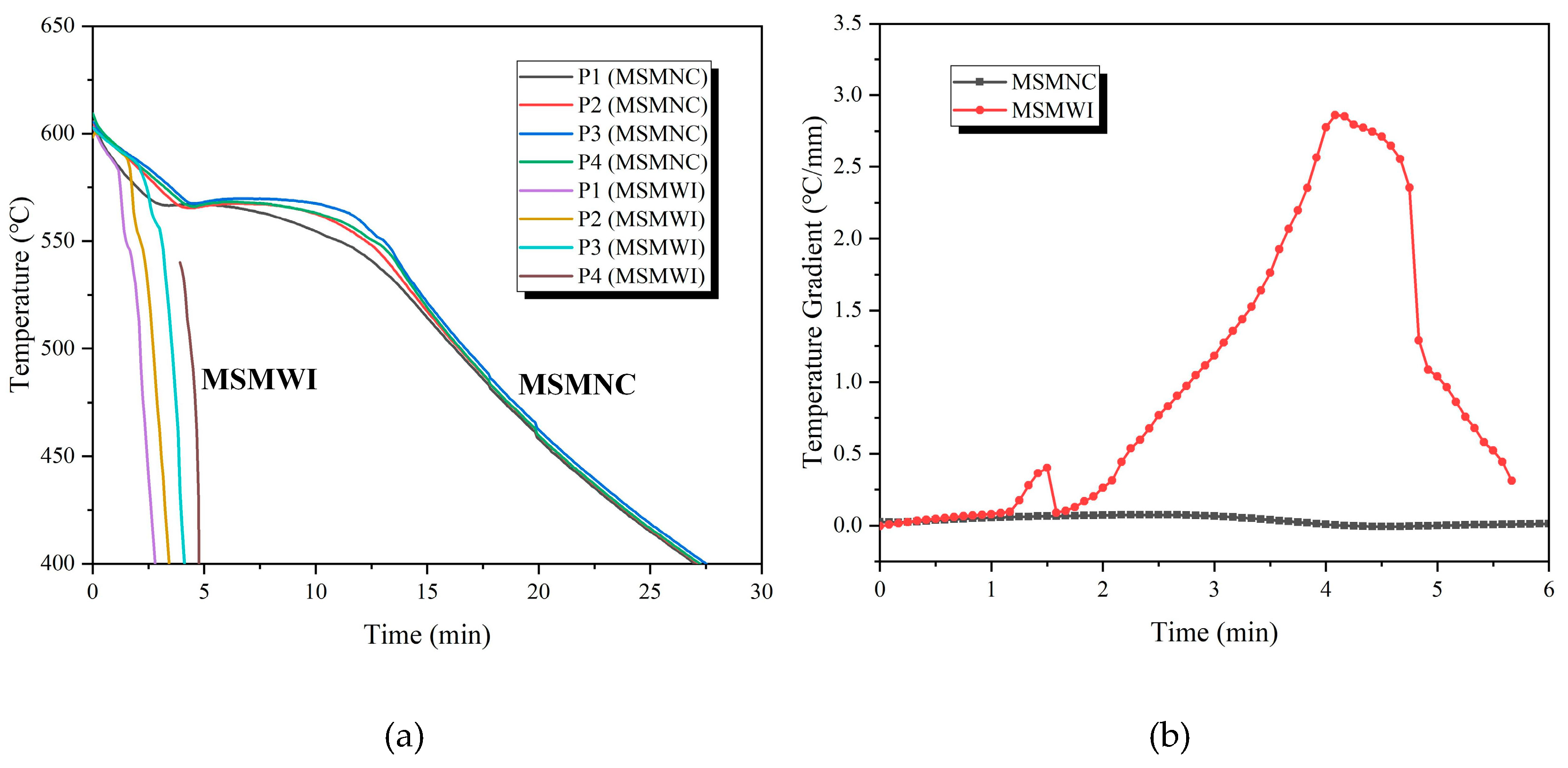
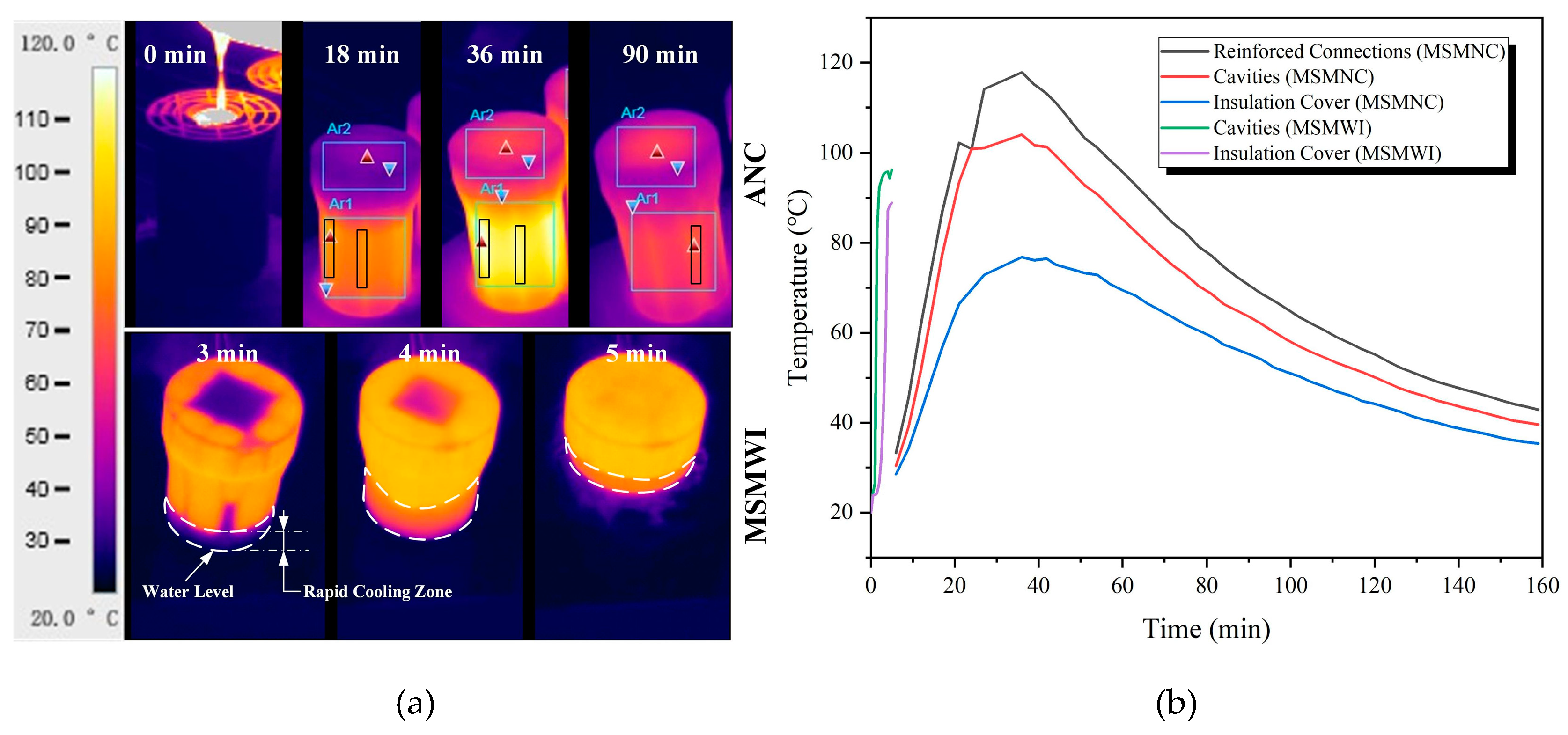
3.1. Cooling and Solidification
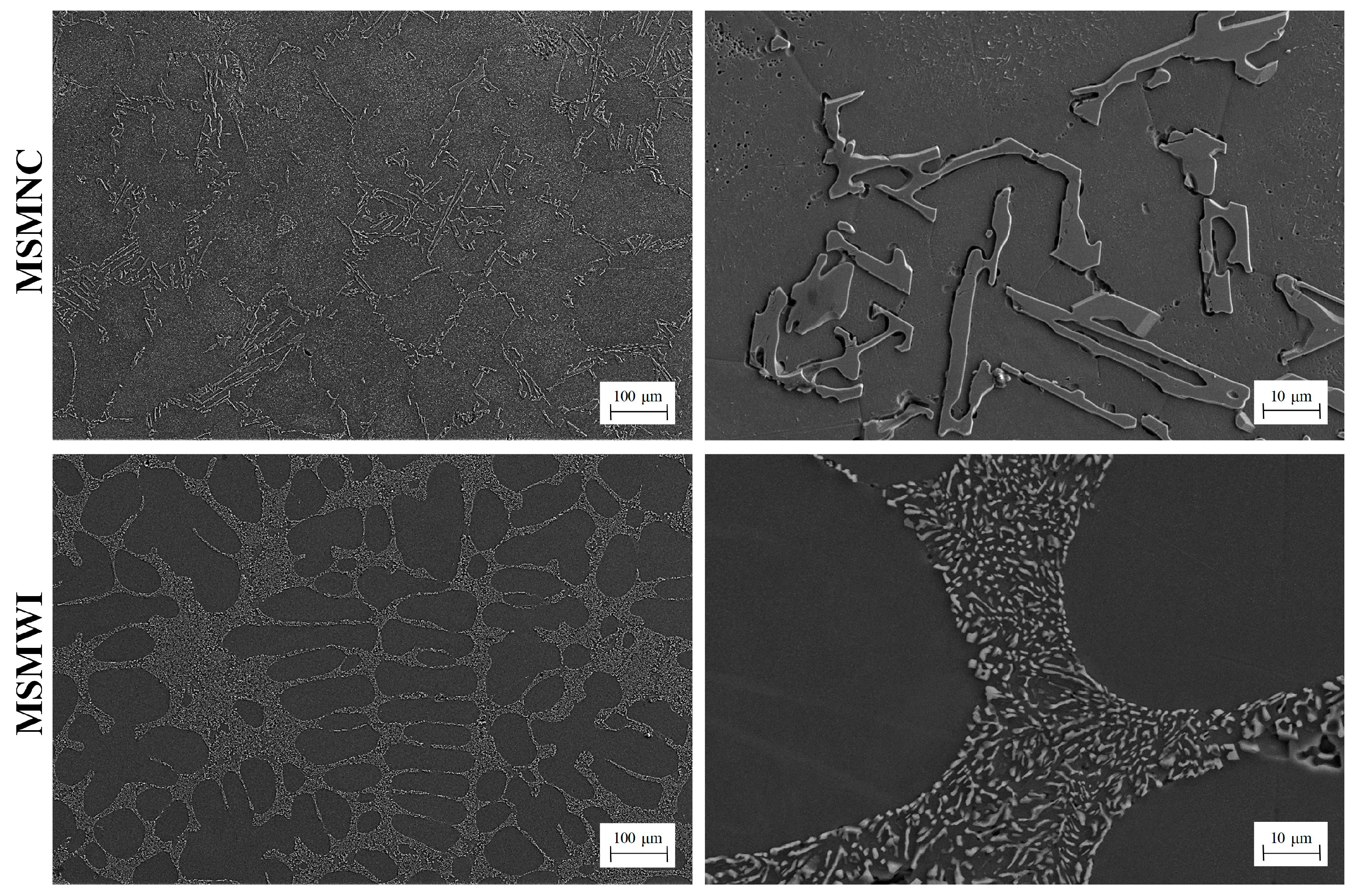
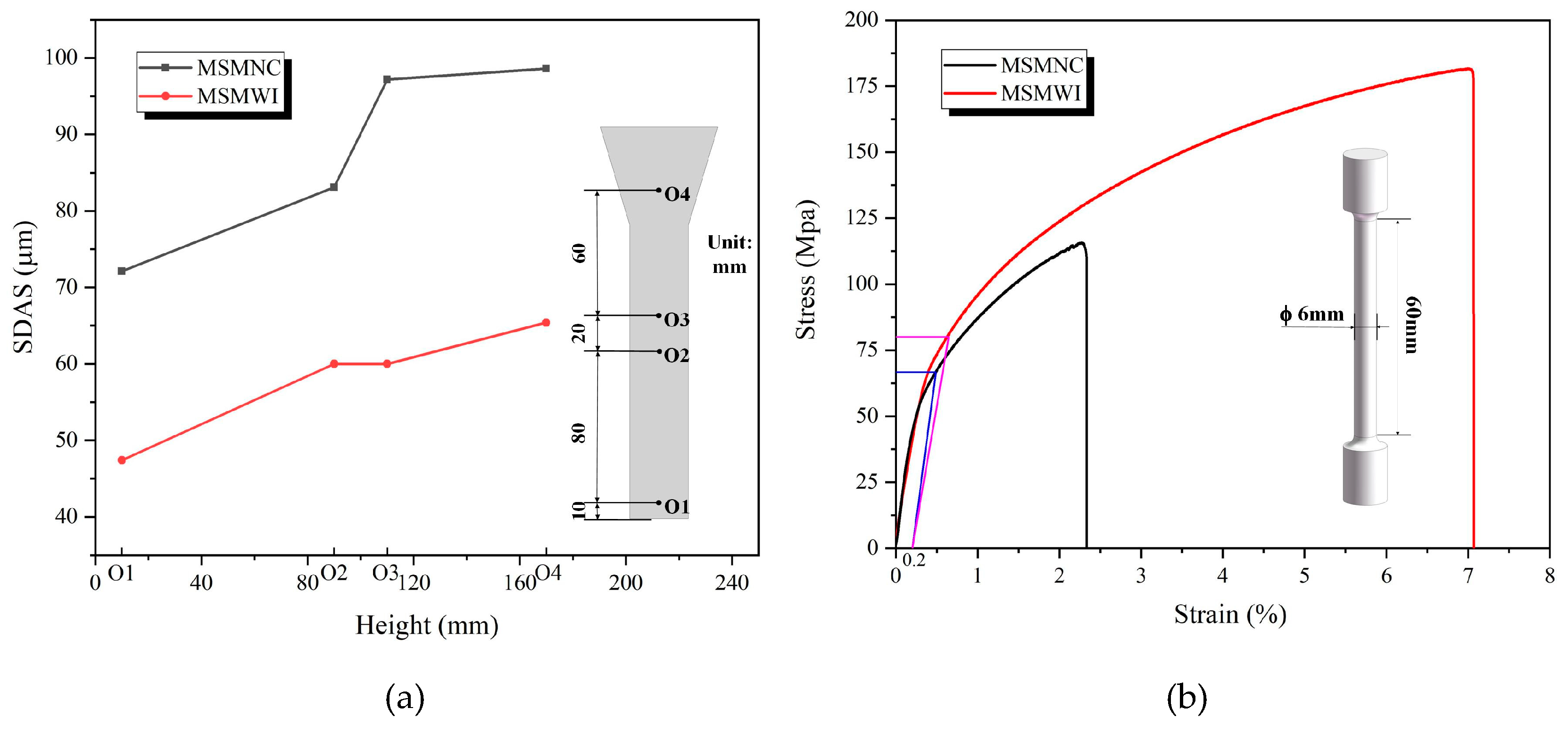
3.2. Microstructures
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lavernia, E.; Srivatsan, T.S. The rapid solidification processing of materials: Science, principles, technology, advances, and applications. J. Mater. Sci. 2010, 45, 287–325. [Google Scholar] [CrossRef]
- Xu, Q. Influence of nucleation and growth phenomena on microstructural evolution during droplet-based deposition. Acta Mater. 2001, 49, 3849–3861. [Google Scholar] [CrossRef]
- Sudarshan, T.S.; Srivatsan, T.S. Rapid Solidification Technology: An Engineering Guide; Marcel Dekker Publications: New York, NY, USA, 1993. [Google Scholar]
- Karkkainen, M.; Nastac, L. Numerical modeling of convective heat transfer for turbulent flow in “bubbler” cooling channels. JOM 2018, 71, 772–778. [Google Scholar] [CrossRef]
- Norwood, A.; Dickens, P.; Soar, R.; Harris, R.; Gibbons, G.; Hansell, R. Analysis of cooling channels performance. Int. J. Comput. Integr. Manuf. 2004, 17, 669–678. [Google Scholar] [CrossRef] [Green Version]
- Eskin, D.G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloys; CRC Press: London, UK, 2008. [Google Scholar]
- Luo, Y.; Zhang, Z.; Li, B.; Gao, M.; Qiu, Y.; He, M. Effects of annular electromagnetic stirring coupled with intercooling on grain refinement and homogeneity during direct chill casting of large-sized 7005 alloy billet. JOM 2017, 69, 2640–2643. [Google Scholar] [CrossRef]
- Zhang, L.; Jiang, Y.; Ma, Z.; Shan, S.; Jia, Y.; Fan, C.; Wang, W. Effect of cooling rate on solidified microstructure and mechanical properties of aluminium-A356 alloy. J. Mater. Process. Technol. 2008, 207, 107–111. [Google Scholar] [CrossRef]
- Nakayama, H.; Tada, S.; Nishio, T.; Kobayashi, K. Cooling properties of frozen sand molds for casting of lead free bronze. In Shape Casting: 3rd International Symposium, San Francisco, CA, USA, 2009; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2009; pp. 113–119. [Google Scholar]
- Sullivan, C.P. Unidirectionally solidified superalloy airfoils. Foundry Manag. Technol. 1976, 104, 118–122. [Google Scholar]
- Carter, P.; Cox, D.; Gandin, C.-A.; Reed, R. Grain selection in single-crystal superalloy castings. Solidif. Cast. 2016, 106–120. [Google Scholar] [CrossRef]
- Giamei, A.F.; Tschinkel, J.G. Liquid metal cooling: A new solidification technique. Met. Mater. Trans. A 1976, 7, 1427–1434. [Google Scholar] [CrossRef]
- Cao, L.; Liao, D.; Lu, Y.; Chen, T. Heat transfer model of directional solidification by LMC process for superalloy casting based on finite element method. Met. Mater. Trans. A 2016, 47, 4640–4647. [Google Scholar] [CrossRef]
- Grassi, J.; Campbell, J.; Hartlieb, M.; Major, F. The ablation casting process. Mater. Sci. Forum 2009, 618, 591–594. [Google Scholar] [CrossRef] [Green Version]
- Taghipourian, M.; Mohammadaliha, M.; Boutorabi, S.M.A.; Mirdamadi, S. The effect of waterjet beginning time on the microstructure and mechanical properties of A356 aluminum alloy during the ablation casting process. J. Mater. Process. Technol. 2016, 238, 89–95. [Google Scholar] [CrossRef]
- Bohlooli, V.; Mahalli, M.S.; Boutorabi, S.M.A. Effect of ablation casting on microstructure and casting properties of A356 aluminium casting alloy. Acta Met. Sin. Engl. Lett. 2013, 26, 85–91. [Google Scholar] [CrossRef] [Green Version]
- Kang, J.; Hao, X.; Nie, G.; Long, H.; Liu, B. Intensive riser cooling of castings after solidification. J. Mater. Process. Technol. 2015, 215, 278–286. [Google Scholar] [CrossRef]
- Kang, J.; Ma, Q.-X. The role and impact of 3D printing technologies in casting. China Foundry 2017, 14, 157–168. [Google Scholar] [CrossRef] [Green Version]
- Sama, S.R.; Wang, J.; Manogharan, G. Non-conventional mold design for metal casting using 3D sand-printing. J. Manuf. Process. 2018, 34, 765–775. [Google Scholar] [CrossRef]
- Wang, J.; Sama, S.R.; Manogharan, G. Re-thinking design methodology for castings: 3D sand-printing and topology optimization. Int. J. Met. 2018, 13, 2–17. [Google Scholar] [CrossRef]
- Snelling, D.A.; Li, Q.; Meisel, N.; Williams, C.B.; Batra, R.C.; Druschitz, A.P. Lightweight metal cellular structures fabricated via 3D printing of sand cast molds. Adv. Eng. Mater. 2015, 17, 923–932. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Deng, C.; Hu, Y.; Huang, T. 3D-printed shell-truss sand mold for aluminum castings. J. Mater. Process. Technol. 2017, 250, 247–253. [Google Scholar] [CrossRef]
- Deng, C.-Y.; Kang, J.-W.; Shangguan, H.-L.; Huang, T.; Zhang, X.-P.; Hu, Y.-Y.; Huang, T.-Y. Insulation effect of air cavity in sand mold using 3D printing technology. China Foundry 2018, 15, 37–43. [Google Scholar] [CrossRef]
- Kang, J.; Wang, J.; Shangguan, H.; Zheng, L.; Deng, C.; Hu, Y.; Yi, J. Modeling and simulation of the casting process with skeletal sand mold. Materials 2020, 13, 1596. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deng, C.; Kang, J.; Shangguan, H.; Hu, Y.; Huang, T.; Liu, Z. Effects of hollow structures in sand mold manufactured using 3D printing technology. J. Mater. Process. Technol. 2018, 255, 516–523. [Google Scholar] [CrossRef]
- Metallic Materials—Tensile Testing at Ambient Temperature; GB/T 228-2002; The General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China (AQSIQ): Beijing, China, 2002.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (wt.%) | |||||||
|---|---|---|---|---|---|---|---|
| Si | Mg | Fe | Cu | Zn | Mn | Ti | Al |
| 6.5–7.5 | 0.25–0.45 | 0.12 | 0.05 | 0.05 | 0.05 | 0.08–0.20 | Remaining |
| Items | SDAS (μm) | UTS (MPa) | 0.2% PS (MPa) | Elongation (%) | Hardness (HBW) | |||
|---|---|---|---|---|---|---|---|---|
| O1 | O2 | O3 | O4 | |||||
| Casting 1 | 72.1 | 83.1 | 97.2 | 98.6 | 116 | 67 | 2.6 | 24.3 |
| Casting 2 | 47.4 | 60 | 60 | 65.4 | 181 | 81 | 7.4 | 39.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zheng, L.; Kang, J.; Hu, Y. Study on the Directional Solidification Process of an Aluminum Alloy Bar in Multishell Mold Being Gradually Immersed in Water. Materials 2020, 13, 2197. https://doi.org/10.3390/ma13092197
Wang J, Zheng L, Kang J, Hu Y. Study on the Directional Solidification Process of an Aluminum Alloy Bar in Multishell Mold Being Gradually Immersed in Water. Materials. 2020; 13(9):2197. https://doi.org/10.3390/ma13092197
Chicago/Turabian StyleWang, Jiwu, Lele Zheng, Jinwu Kang, and Yongyi Hu. 2020. "Study on the Directional Solidification Process of an Aluminum Alloy Bar in Multishell Mold Being Gradually Immersed in Water" Materials 13, no. 9: 2197. https://doi.org/10.3390/ma13092197