(Bio)Degradable Polymeric Materials for Sustainable Future—Part 3: Degradation Studies of the PHA/Wood Flour-Based Composites and Preliminary Tests of Antimicrobial Activity

 ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Degradation Environments
2.2.1. Aging Test under Laboratory Composting Conditions
2.2.2. Biodegradation Test under Industrial Composting Conditions
2.2.3. Abiotic Degradation
2.2.4. Testing for Antimicrobial Activity
2.3. Characterization of the Samples
2.3.1. Visual Examination
2.3.2. Thermal Properties
2.3.3. Water Uptake Measurement
2.3.4. Multistage Electrospray Ionization Mass Spectrometry
2.3.5. Mechanical Properties
3. Results and Discussion
3.1. Mechanical Properties
3.2. Macroscopic Changes
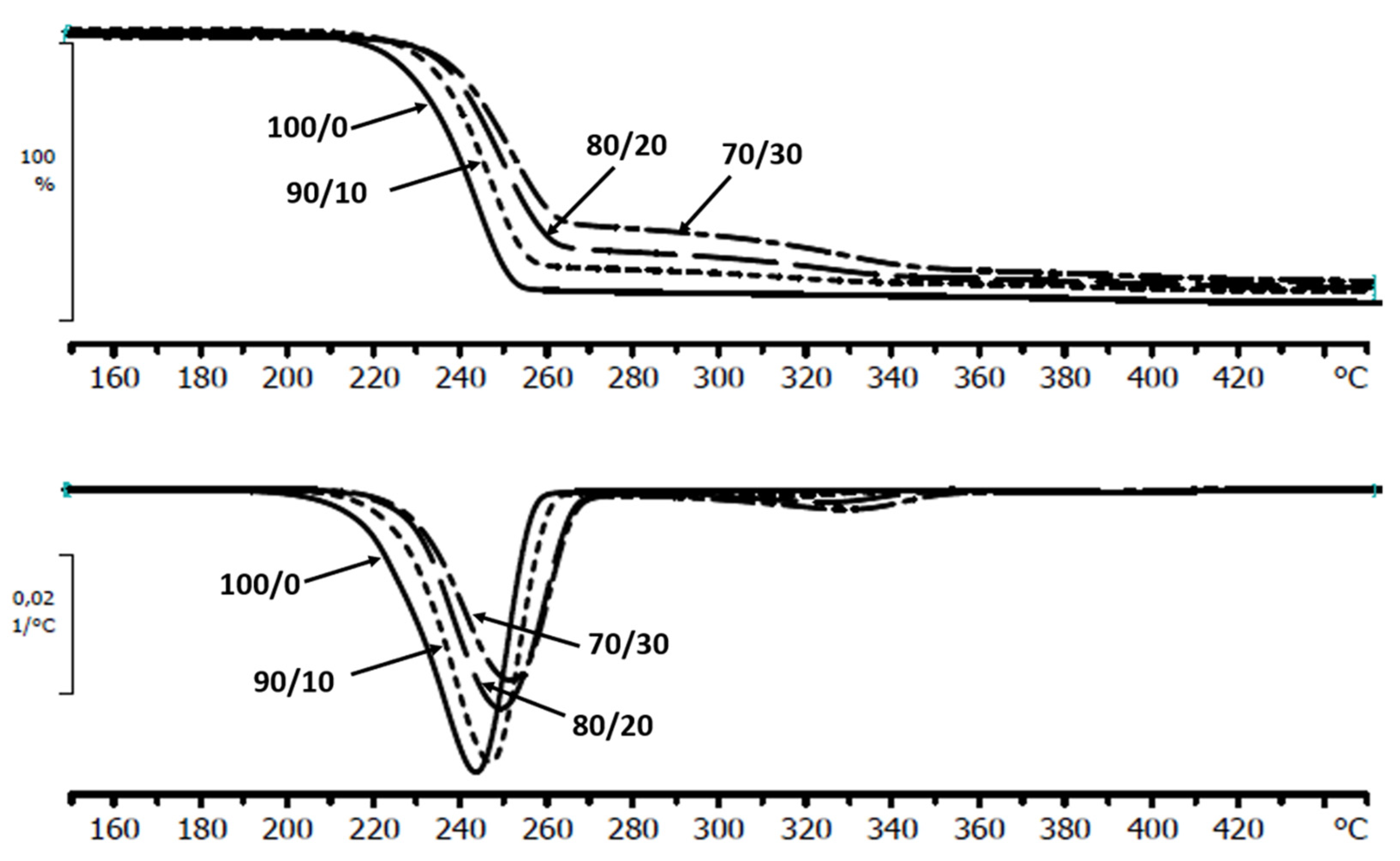
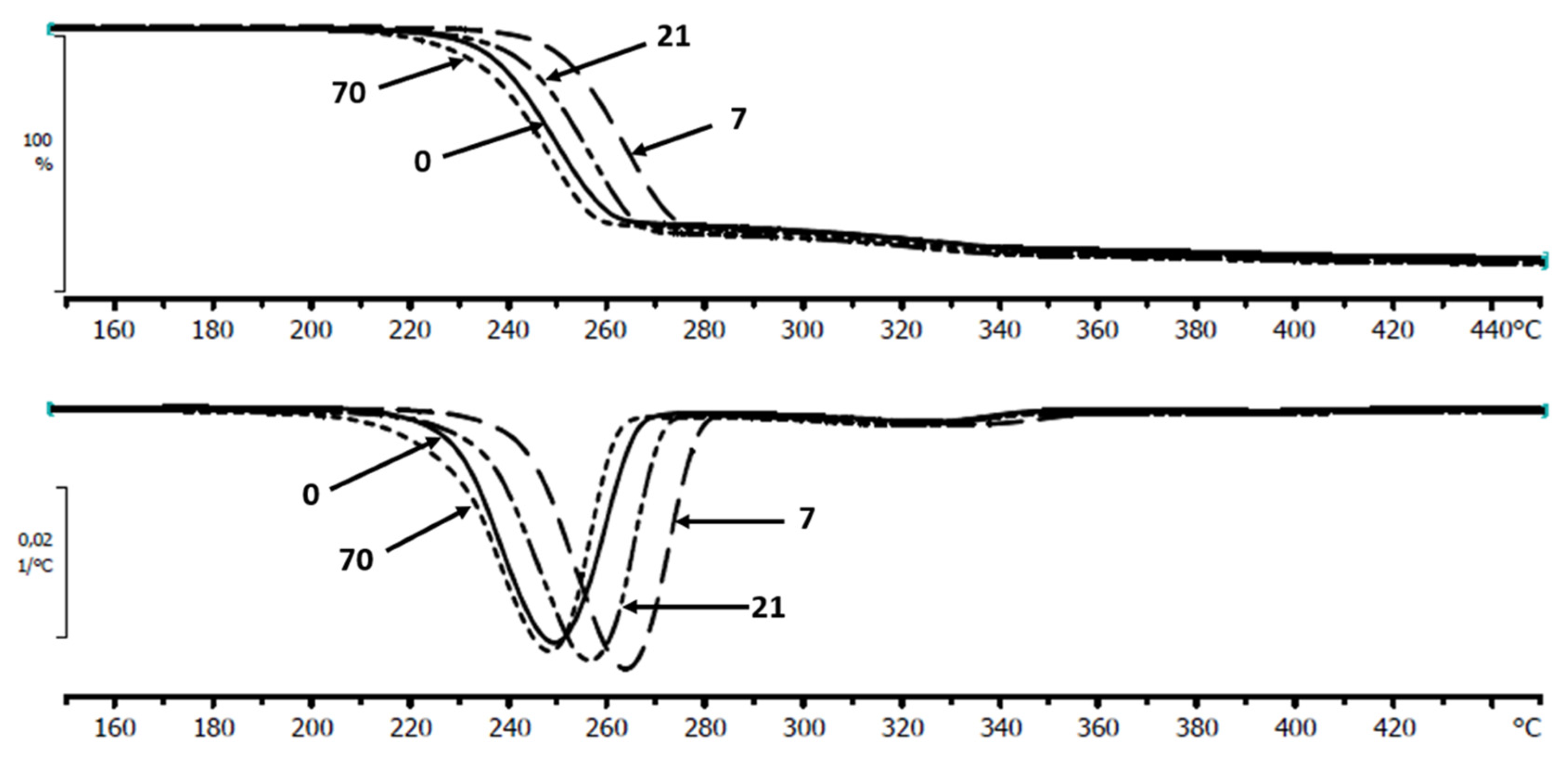
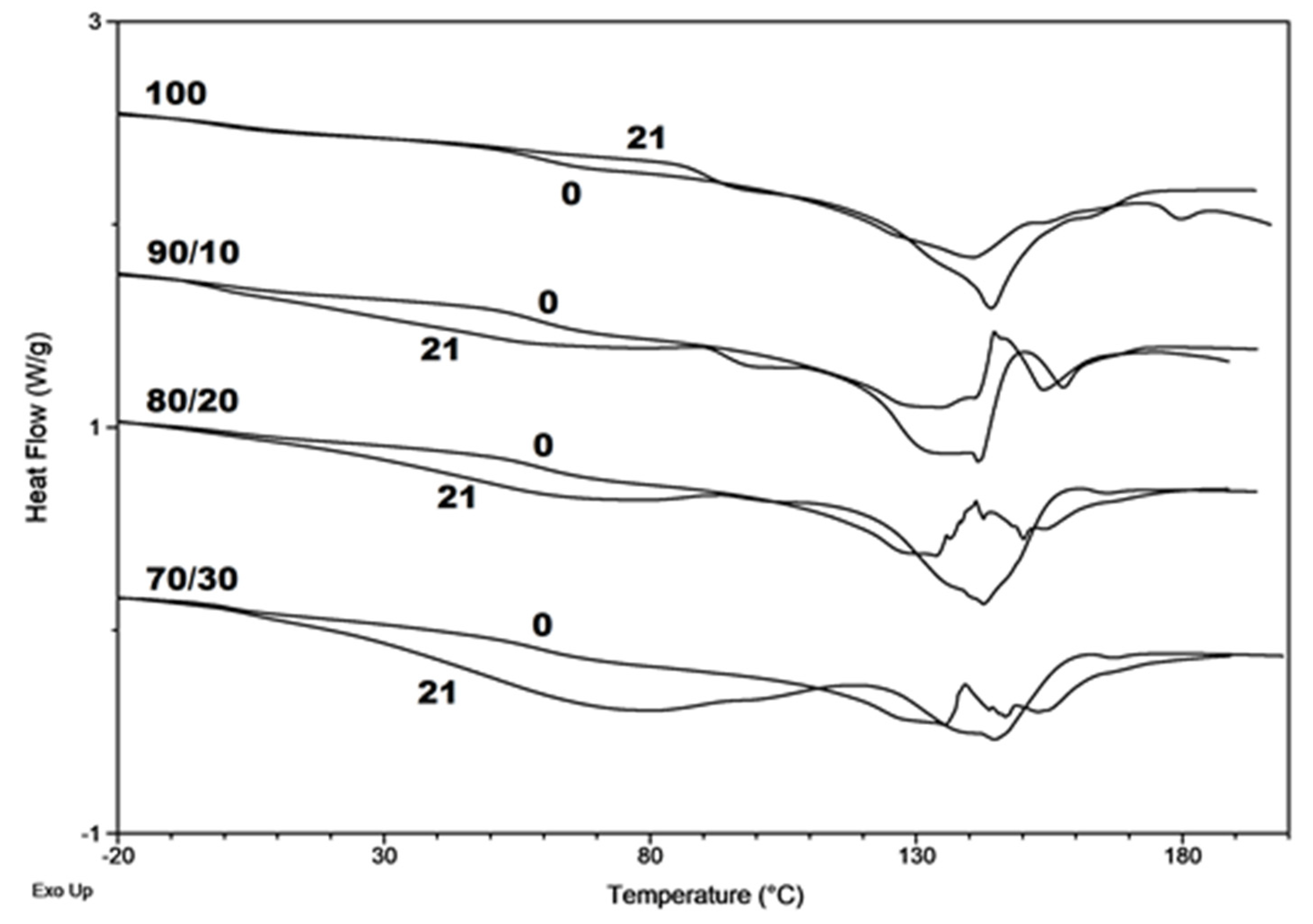
3.3. Thermal Behavior
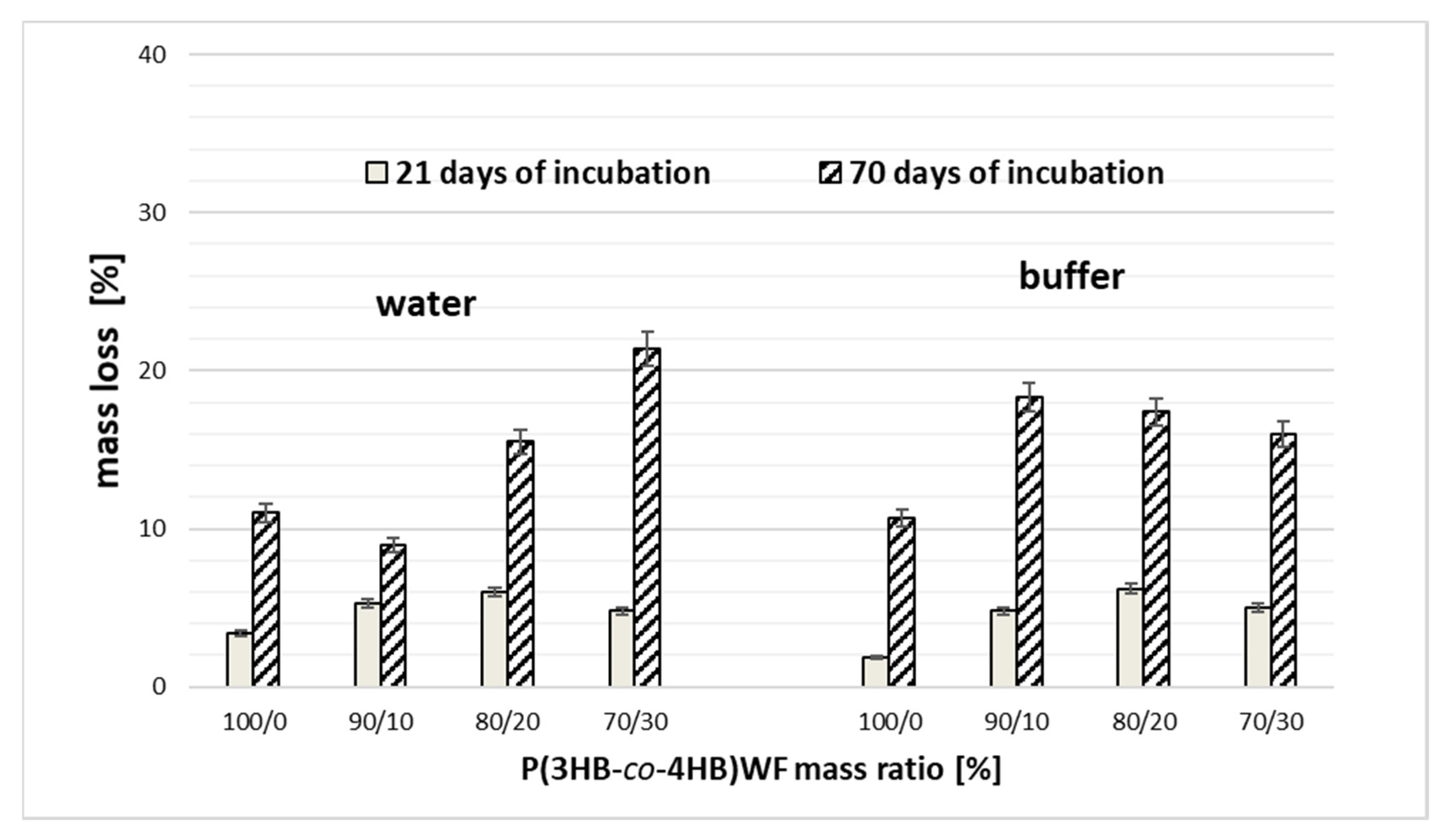
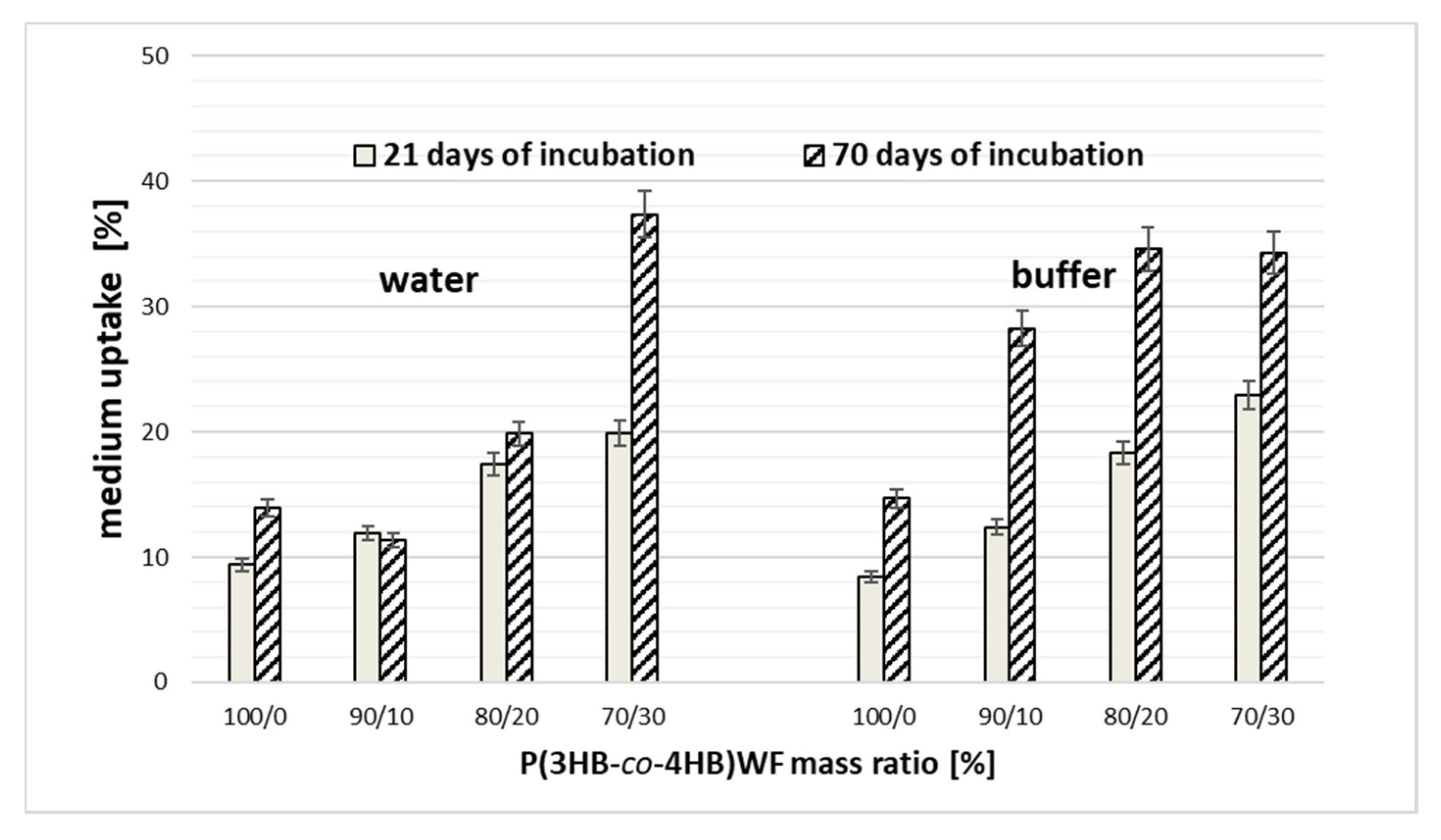
3.4. Abiotic Degradation
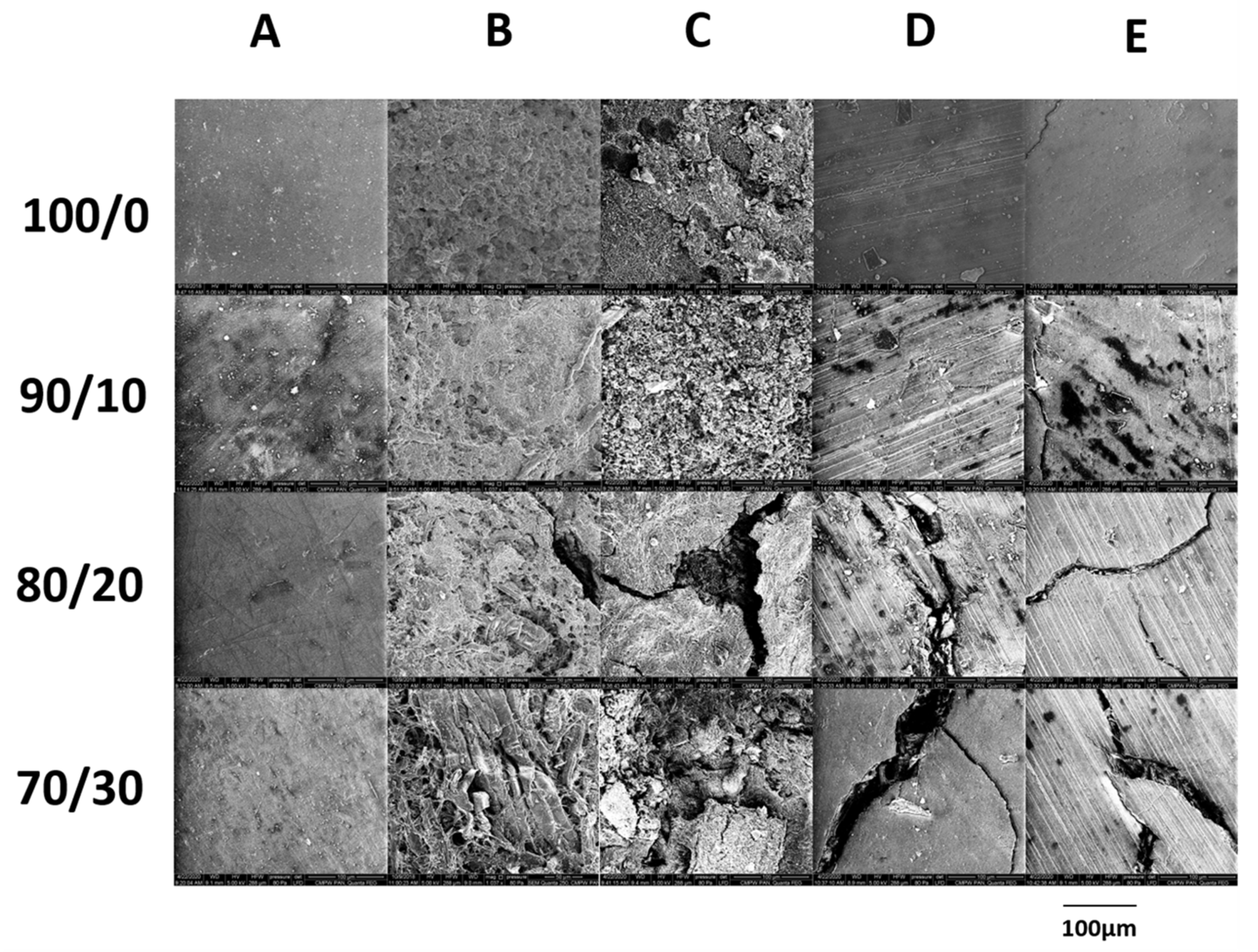
3.4.1. Material Examination
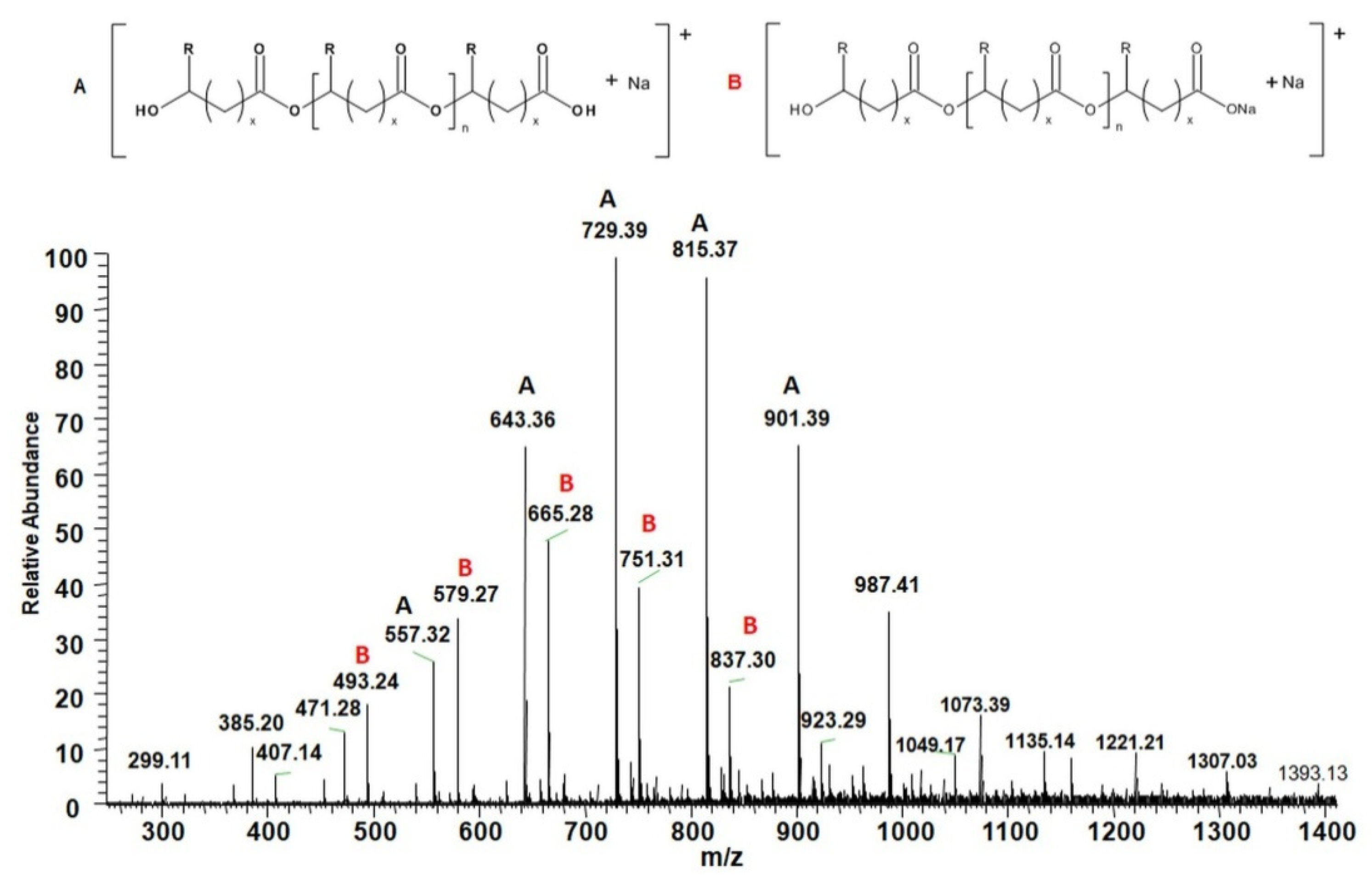
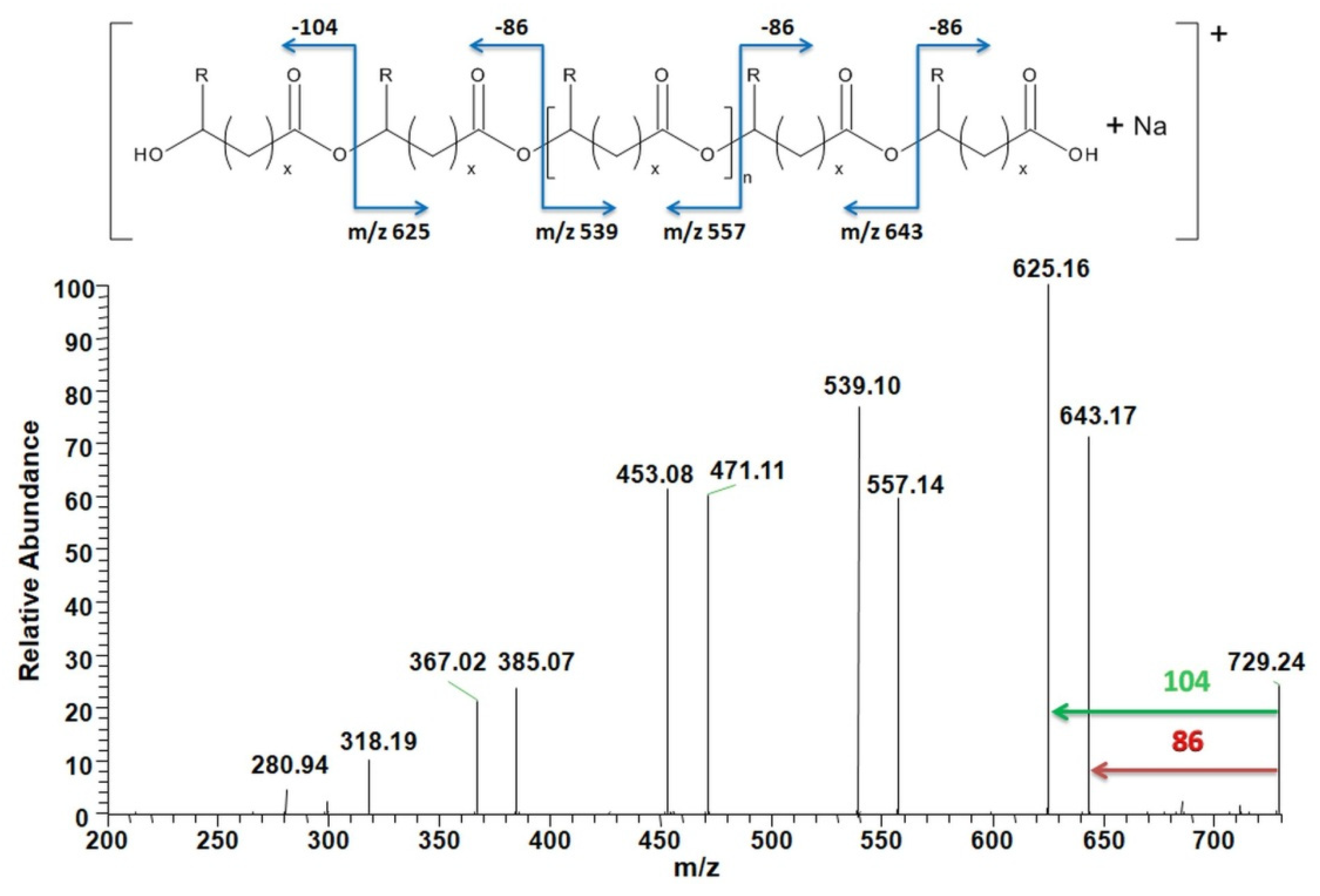
3.4.2. Analysis of Degradation Products
3.5. Testing for Antimicrobial Activity
4. Conclusions
Supplementary Materials
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Koller, M. Poly(hydroxyalkanoates) for food packaging: Application and attempts towards implementation. Appl. Food Biotechnol. 2014, 1, 3–15. [Google Scholar]
- Ahmeda, J.; Varshney, S.K. Polylactides—Chemistry, properties and green packaging technology: A review. Int. J. Food Prop. 2011, 14, 37–58. [Google Scholar] [CrossRef]
- Musioł, M.; Janeczek, H.; Jurczyk, S.; Kwiecień, I.; Sobota, M.; Marcinkowski, A.; Rydz, J. (Bio) degradation studies of degradable polymer composites with jute in different environments. Fibers Polym. 2015, 16, 1362–1369. [Google Scholar] [CrossRef]
- Barkoula, N.M.; Garkhail, S.K.; Peijs, T. Biodegradable composites based on flax/polyhydroxybutyrate and its copolymer with hydroxyvalerate. Ind. Crops Prod. 2010, 31, 34–42. [Google Scholar] [CrossRef]
- Javadi, A.; Srithep, Y.; Pilla, S.; Lee, J.; Gong, S.; Turng, L.-S. Processing and characterization of solid and microcellular PHBV/coir fiber composites. Mater. Sci. Eng. C 2010, 30, 749–757. [Google Scholar] [CrossRef]
- Liu, R.; Cao, J.; Ou-Yang, L. Degradation of wood flour/poly(lactic acid) composites reinforced by coupling agents and organo-montmorillonite in a compost test. Wood Fiber 2013, 45, 105–118. [Google Scholar]
- Daian, G.; Ozarska, B. Wood waste management practices and strategies to increase sustainability standards in the Australian wooden furniture manufacturing sector. J. Clean. Prod. 2009, 17, 1594–1602. [Google Scholar] [CrossRef]
- Directive (EU) 2019/904 of the European Parliament and of the Council of 5 June 2019 on the Reduction of the Impact of Certain Plastic Products on the Environment. Available online: https://eur-lex.europa.eu/eli/dir/2019/904/oj (accessed on 1 August 2019).
- Fernandes, E.G.; Pietrini, M.; Chiellini, E. Bio-based polymeric composites comprising wood Flour as filler. Biomacromolecules 2004, 5, 1200–1205. [Google Scholar] [CrossRef]
- Luo, S.; Netravali, A.N. Interfacial and mechanical properties of environment-friendly “green” composites made from pineapple fibers and poly(hydroxybutyrate-co-valerate) resin. J. Mater. Sci. 1999, 34, 3709–3719. [Google Scholar] [CrossRef]
- Teymoorzadeh, H.; Rodrigue, D. Biocomposites of wood flour and polylactic acid: Processing and properties. J. Biobased Mater. Bioenergy 2015, 9, 252–257. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, X.; Haryono, H.; Xia, K. Natural polymer biocomposites produced from processing raw wood Flour by severe shear deformation. Carbohydr. Polym. 2014, 113, 46–52. [Google Scholar] [CrossRef]
- Rodríguez, F.J.; Torres, A.; Peñaloza, Á.; Sepúlveda, H.; Galotto, M.J.; Guarda, A.; Bruna, J. Development of an antimicrobial material based on a nanocomposite cellulose acetate film for active food packaging. Food Addit. Contam. Part A 2014, 31, 342–353. [Google Scholar] [CrossRef] [PubMed]
- Sirviö, J.A.; Liimatainen, H.; Niinimäki, J.; Hormi, O. Sustainable packaging materials based on wood cellulose. RSC Adv. 2013, 3, 16590–16596. [Google Scholar] [CrossRef]
- Laxmeshwar, S.S.; Kumar, D.J.M.; Viveka, S.; Nagaraja, G.K. Preparation and properties of biodegradable film composites using modified cellulose fibre-reinforced with PVA. Polym. Sci. 2012, 2012, 154314. [Google Scholar] [CrossRef] [Green Version]
- Vandi, L.-J.; Chan, C.M.; Werker, A.; Richardson, D.; Laycock, B.; Pratt, S. Wood-PHA composites: Mapping opportunities. Polymers 2018, 10, 751. [Google Scholar] [CrossRef] [Green Version]
- Swift, G. Degradable polymers and plastics in landfill sites. In Encyclopedia of Polymer Science and Technology; Wiley Online Library: New York, NY, USA, 2015; pp. 1–13. [Google Scholar]
- Musioł, M.; Sikorska, W.; Adamus, G.; Janeczek, H.; Kowalczuk, M.; Rydz, J. (Bio)degradable polymers as a potential material for food packaging: Studies on the(bio)degradation process of PLA/(R,S)-PHB rigid foils under industrial composting conditions. Eur. Food Res. Technol. 2015, 242, 815–823. [Google Scholar] [CrossRef]
- Sikorska, W.; Musiol, M.; Nowak, B.; Pajak, J.; Labuzek, S.; Kowalczuk, M.; Adamus, G. Degradability of polylactide and its blend with poly [(R,S)-3-hydroxybutyrate] in industrial composting and compost extract. Int. Biodeterior. Biodegrad. 2015, 101, 32–41. [Google Scholar] [CrossRef]
- Rydz, J.; Sikorska, W.; Kyulavska, M.; Christova, D. Polyester-based (bio)degradable polymers as environmentally friendly materials for sustainable development. Int. J. Mol. Sci. 2015, 16, 564–596. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Musioł, M.; Sikorska, W.; Janeczek, H.; Wałach, W.; Hercog, A.; Johnston, B.; Rydz, J. (Bio)degradable polymeric materials for a sustainable future—Part 1: Organic recycling of PLA/PBAT blends in the form of prototype packages with long shelf-life. Waste Manag. 2018, 77, 447–454. [Google Scholar] [CrossRef] [Green Version]
- Polyaka, P.; Szemerszkia, D.; Voros, G.; Pukanszky, B. Mechanism and kinetics of the hydrolytic degradation of amorphous poly(3-hydroxybutyrate). Polym. Degrad. Stab. 2017, 140, 1–8. [Google Scholar] [CrossRef]
- Musioł, M.; Sikorska, W.; Adamus, G.; Kowalczuk, M. Forensic engineering of advanced polymeric materials. Part III—Biodegradation of thermoformed rigid PLA packaging under industrial composting conditions. Waste Manag. 2016, 2, 69–76. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rydz, J.; Wolna-Stypka, K.; Adamus, G.; Janeczek, H.; Musioł, M.; Sobota, M.; Marcinkowski, A.; Krzan, A.; Kowalczuk, M. Forensic engineering of advanced polymeric materials. Part 1—Degradation studies of polylactide blends with atactic poly[(R,S)-3-hydroxybutyrate] in paraffin. Chem. Biochem. Eng. Q. 2015, 29, 247–259. [Google Scholar] [CrossRef]
- Sikorska, W.; Rydz, J.; Wolna-Stypka, K.; Musioł, M.; Adamus, G.; Kwiecień, I.; Janeczek, H.; Duale, K.; Kowalczuk, M. Forensic engineering of advanced polymeric materials—Part V: Prediction studies of aliphatic-aromatic copolyester and polylactide commercial blends in view of potential applications as compostable cosmetic packages. Polymers 2017, 9, 257. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sikorska, W.; Richert, J.; Rydz, J.; Musioł, M.; Adamus, G.; Janeczek, H.; Kowalczuk, M. Degradability studies of poly(L-lactide) after multi-reprocessing experiments in extruder. Polym. Degrad. Stab. 2012, 97, 1891–1897. [Google Scholar] [CrossRef]
- Gonzalez Ausejo, J.; Rydz, J.; Musioł, M.; Sikorska, W.; Sobota, M.; Włodarczyk, J.; Adamus, G.; Janeczek, H.; Kwiecień, I.; Hercog, A.; et al. A comparative study of three-dimensional printing directions: The degradation and toxicological profile of a PLA/PHA blend. Polym. Degrad. Stab. 2018, 152, 191–207. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez Ausejo, J.; Rydz, J.; Musioł, M.; Sikorska, W.; Janeczek, H.; Sobota, M.; Włodarczyk, J.; Szeluga, U.; Hercog, A.; Kowalczuk, M. Three-dimensional printing of PLA and PLA/PHA dumbbell-shaped specimens of crisscross and transverse patterns as promising materials in emerging application areas: Prediction study. Polym. Degrad. Stab. 2018, 156, 100–110. [Google Scholar] [CrossRef] [Green Version]
- Jurczyk, S.; Musioł, M.; Sobota, M.; Klim, M.; Hercog, A.; Kurcok, P.; Janeczek, H.; Rydz, J. (Bio)degradable polymeric materials for sustainable future—Part 2: Degradation studies of polymer-cork composites in different environments. Polymers 2019, 11, 547. [Google Scholar] [CrossRef] [Green Version]
- Meira, S.M.M.; Zehetmeyer, G.; Jardim, Z.A.; Scheibel, J.M.; Vinicius, R.; de Oliveira, R.V.B.; Brandelli, A. Polypropylene/montmorillonite nanocomposites containing nisin as antimicrobial food packaging. Food Bioprocess Technol. 2014, 7, 3349–3357. [Google Scholar] [CrossRef]
- Shiroodi, S.G.; Nesaei, S.; Ovissipour, M.; Al-Qadiri, H.M.; Rasco, B.; Sablani, S. Biodegradable polymeric films incorporated with nisin: Characterization and efficiency against Listeria monocytogenes. Food Bioprocess Technol. 2016, 9, 958–969. [Google Scholar] [CrossRef]
- ISO 527-2:2012. Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; ISO/TC 61/SC 2; Technical Committee: Geveva, Switzerland, 2012. [Google Scholar]
- ISO 178:2019. Plastics—Determination of Flexural Properties; ISO/TC 61/SC 2; Technical Committee: Vernier, Switzerland, 2019. [Google Scholar]
- Columbus Instruments. Available online: http://www.colinst.com (accessed on 1 August 2019).
- International Standard: ISO 15814. Implants for Surgery—Copolymers and Blends Based on Polylactide—In Vitro Degradation Testing; International Organization for Standardization: Vernier, Switzerland, 1999. [Google Scholar]
- Zahari, W.Z.W.; Badri, R.N.R.L.; Ardyananta, H.; Kurniawan, D.; Nor, F.M. Mechanical properties and water absorption behavior of polypropylene/Ijuk fiber composite by using silane treatment. Procedia Manuf. 2015, 2, 573–578. [Google Scholar] [CrossRef] [Green Version]
- Farsi, M. Wood-plastic composites: Influence of wood flour chemical modification on the mechanical performance. J. Reinf. Plast. Compos. 2010, 29, 3587–3592. [Google Scholar] [CrossRef]
- Poletto, M.; Zattera, A.J.; Forte, M.M.C.; Santana, R.M.C. Thermal decomposition of wood: Influence of wood components and cellulose crystallite size. Bioresour. Technol. 2012, 109, 148–153. [Google Scholar] [CrossRef] [PubMed]
- Febrianto, F.; Setyawati, D.; Karina, M.; Bakar, E.S.; Hadi, Y.S. Influence of wood flour and modifier contents on the physical and mechanical properties of wood Flour-recycle polypropylene composites. J. Biol. Sci. 2006, 6, 337–343. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Mano, J.F. Influence of melting conditions on the thermal behavior of poly(l-lactic acid). Eur. Polym. J. 2005, 41, 2335–2342. [Google Scholar] [CrossRef]
- Han, X.; Pan, J. A model for simultaneous crystallization and biodegradation of biodegradable polymers. Biomaterials 2009, 30, 423–430. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Petinakis, E.; Liu, X.; Yu, L.; Way, C.; Sangwan, P.; Dean, K.; Bateman, S.; Edward, G. Biodegradation and thermal decomposition of poly(lactic acid)-based materials reinforced by hydrophilic fillers. Polym. Degrad. Stab. 2010, 95, 1704–1707. [Google Scholar] [CrossRef]
- Johnston, B.; Radecka, I.; Chiellini, E.; Barsi, D.; IvanovaIlieva, V.; Sikorska, W.; Musioł, M.; Zięba, M.; Chaber, P.; Marek, A.A.; et al. Mass spectrometry reveals molecular structure of polyhydroxyalkanoates attained by bioconversion of oxidized polypropylene waste fragments. Polymers 2019, 11, 1580. [Google Scholar] [CrossRef] [Green Version]
- Kwiecień, M.; Kawalec, M.; Kurcok, P.; Kowalczuk, M.; Adamus, G. Selective carboxylate induced thermal degradation of bacterial poly(3-hydroxybutyrate-co-4-hydroxybutyrate)—Source of linear uniform 3HB4HB oligomers. Polym. Degrad. Stab. 2014, 110, 71–79. [Google Scholar] [CrossRef]
- Kwiecień, I.; Radecka, I.; Kowalczuk, M.; Adamus, G. Transesterification of PHA to Oligomers Covalently Bonded with (Bio)Active Compounds Containing Either Carboxyl or Hydroxyl Functionalities. PLoS ONE 2015, 10, e0120149. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P(3HB-co-4HB)/WF (Mass Ratio) | Temperature of Plasticizing Zone (°C) | Injection Temperature (°C) | Injection Pressure (bar) |
|---|---|---|---|
| 100 | 140 | 140 | 350 |
| 90/10 | 140 | 140 | 450 |
| 80/20 | 140 | 140 | 550 |
| 70/30 | 150 | 150 | 700 |
| (100)/5 wt. % of nisin | 140 | 140 | 350 |
| (80/20)/5 wt. % of nisin | 140 | 140 | 550 |
| P(3HB-co-4HB)/WF (Mass Ratio) | Tensile Strength σm | Young Modulus Εt | Elongation at Break εb | |||
|---|---|---|---|---|---|---|
| Mean (MPa) | Sd (MPa) | Mean (MPa) | Sd (MPa) | Mean (%) | Sd (%) | |
| 100/0 | 24.9 | 1.0 | 964 | 29 | 8.5 | 1.0 |
| 90/10 | 22.2 | 0.3 | 974 | 38 | 7.1 | 1.1 |
| 80/20 | 21.8 | 1.2 | 1326 | 56 | 4.1 | 0.3 |
| 70/30 | 20.7 | 1.1 | 1632 | 48 | 3.7 | 0.5 |
| P(3HB-co-4HB)/WF (Mass Ratio) | Flexural Strength σfM | Modulus of Elasticity in Flexure Εf | ||
|---|---|---|---|---|
| Mean (MPa) | Sd (MPa) | Mean (MPa) | Sd (MPa) | |
| 100/0 | 38.6 | 1.0 | 1169 | 55 |
| 90/10 | 35.1 | 1.4 | 1412 | 96 |
| 70/30 | 28.2 | 1.8 | 1791 | 258 |
| P(3HB-co-4HB)/WF (Mass Ratio) | Environment | Tmax (°C) |
|---|---|---|
| 100/0 | Before degradation | 243 |
| 90/10 | 247/316 | |
| 80/20 | 249/324 | |
| 70/30 | 251/329 | |
| 100/0 | BIODEGMA | 258 |
| 90/10 | 268/336 | |
| 80/20 | 272/339 | |
| 70/30 | 270/333 | |
| 100/0 | Respirometer | 263 |
| 90/10 | 283/360 | |
| 80/20 | 279/359 | |
| 70/30 | 287/366 |
| P(3HB-co-4HB)/WF (Mass Ratio) | Environment | Tg (°C) | Tm (°C) | ΔHm (J/g) |
|---|---|---|---|---|
| 100/0 | Before degradation | −8.7 | 140.7/179.4 | 21.0 |
| 90/10 | −5.9 | 141.2/162.8 | 32.2 | |
| 80/20 | −3.7 | 139.3/158.7 | 48.2 | |
| 70/30 | −1.4 | 140.7/154.9 | 81.2 | |
| 100/0 | BIODEGMA | −4.2 | 147.0 | 42.1 |
| 90/10 | −1.9 | 142.5/161.4 | 43.6 | |
| 80/20 | 1.0 | 102.6/140.1/154.5 | 61.1 | |
| 70/30 | 0.4 | 99.0/140.0/153.3 | 66.5 | |
| 100/0 | Respirometer | 1.8 | 146.3/164.3 | 37.4 |
| 90/10 | 0.3 | 144.1/163.5 | 50.2 | |
| 80/20 | −0.1 | 82.8/137.1/149.7 | 57.8 | |
| 70/30 | 0.4 | 82.2/135.2/151.5 | 79.0 | |
| 100/0 | water | −1.6 | 144.1 | 43.8 |
| 90/10 | −3.1 | 141.6/157.4 | 47.7 | |
| 80/20 | −3.8 | 142.7/165.5 | 47.3 | |
| 70/30 | −2.3 | 77.5/144.4/167.2 | 77.4 | |
| 100/0 | buffer | −3.0 | 144.7 | 36.4 |
| 90/10 | −6.2 | 141.9/158.4 | 29.7 | |
| 80/20 | −3.6 | 145.2 | 46.2 | |
| 70/30 | −6.6 | 87.6/150.4 | 63.7 |
| Sample | Staphylococcus aureus ZOI (mm) |
|---|---|
| A-Nisin-1 | 5.0 ± 1 |
| B-Nisin-2 | 7.0 ± 1 |
| P(3HB-co-4HB) with 5 wt. % of B-Nisin-2 | not detected |
| P(3HB-co-4HB)/20WF with 5 wt. % of B-Nisin-2 | not detected |
| P(3HB-co-4HB) coated with B-Nisin-2 | 3.5 ± 1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musioł, M.; Jurczyk, S.; Sobota, M.; Klim, M.; Sikorska, W.; Zięba, M.; Janeczek, H.; Rydz, J.; Kurcok, P.; Johnston, B.; et al. (Bio)Degradable Polymeric Materials for Sustainable Future—Part 3: Degradation Studies of the PHA/Wood Flour-Based Composites and Preliminary Tests of Antimicrobial Activity. Materials 2020, 13, 2200. https://doi.org/10.3390/ma13092200
Musioł M, Jurczyk S, Sobota M, Klim M, Sikorska W, Zięba M, Janeczek H, Rydz J, Kurcok P, Johnston B, et al. (Bio)Degradable Polymeric Materials for Sustainable Future—Part 3: Degradation Studies of the PHA/Wood Flour-Based Composites and Preliminary Tests of Antimicrobial Activity. Materials. 2020; 13(9):2200. https://doi.org/10.3390/ma13092200
Chicago/Turabian StyleMusioł, Marta, Sebastian Jurczyk, Michał Sobota, Magdalena Klim, Wanda Sikorska, Magdalena Zięba, Henryk Janeczek, Joanna Rydz, Piotr Kurcok, Brian Johnston, and et al. 2020. "(Bio)Degradable Polymeric Materials for Sustainable Future—Part 3: Degradation Studies of the PHA/Wood Flour-Based Composites and Preliminary Tests of Antimicrobial Activity" Materials 13, no. 9: 2200. https://doi.org/10.3390/ma13092200