
Cracking Analysis of a Brass Clamp Mounted on the Main Transformer in the Power Grid System
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Chemical Examination
3.2. Macroscopic Examination
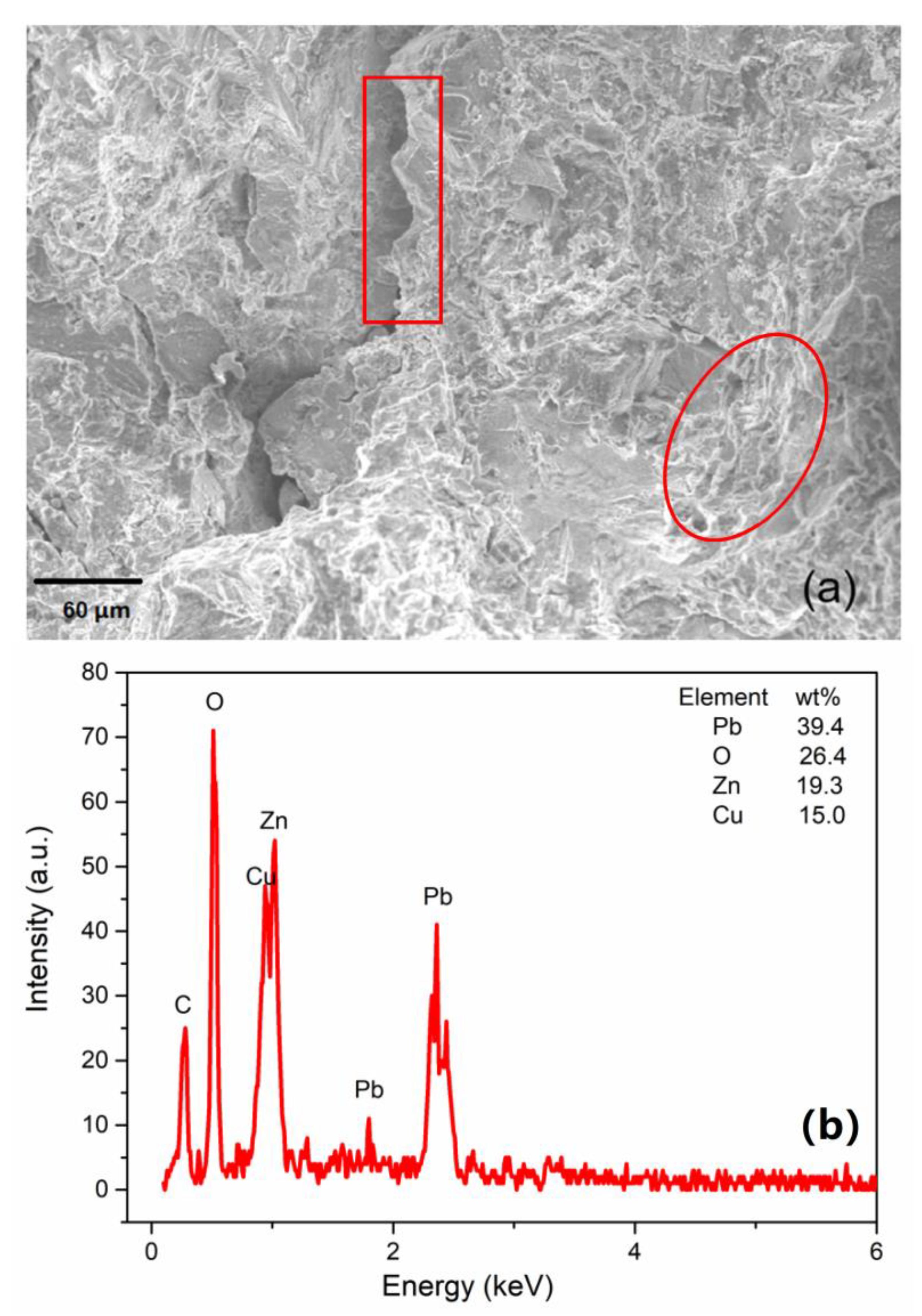
3.3. Microstructural Examination
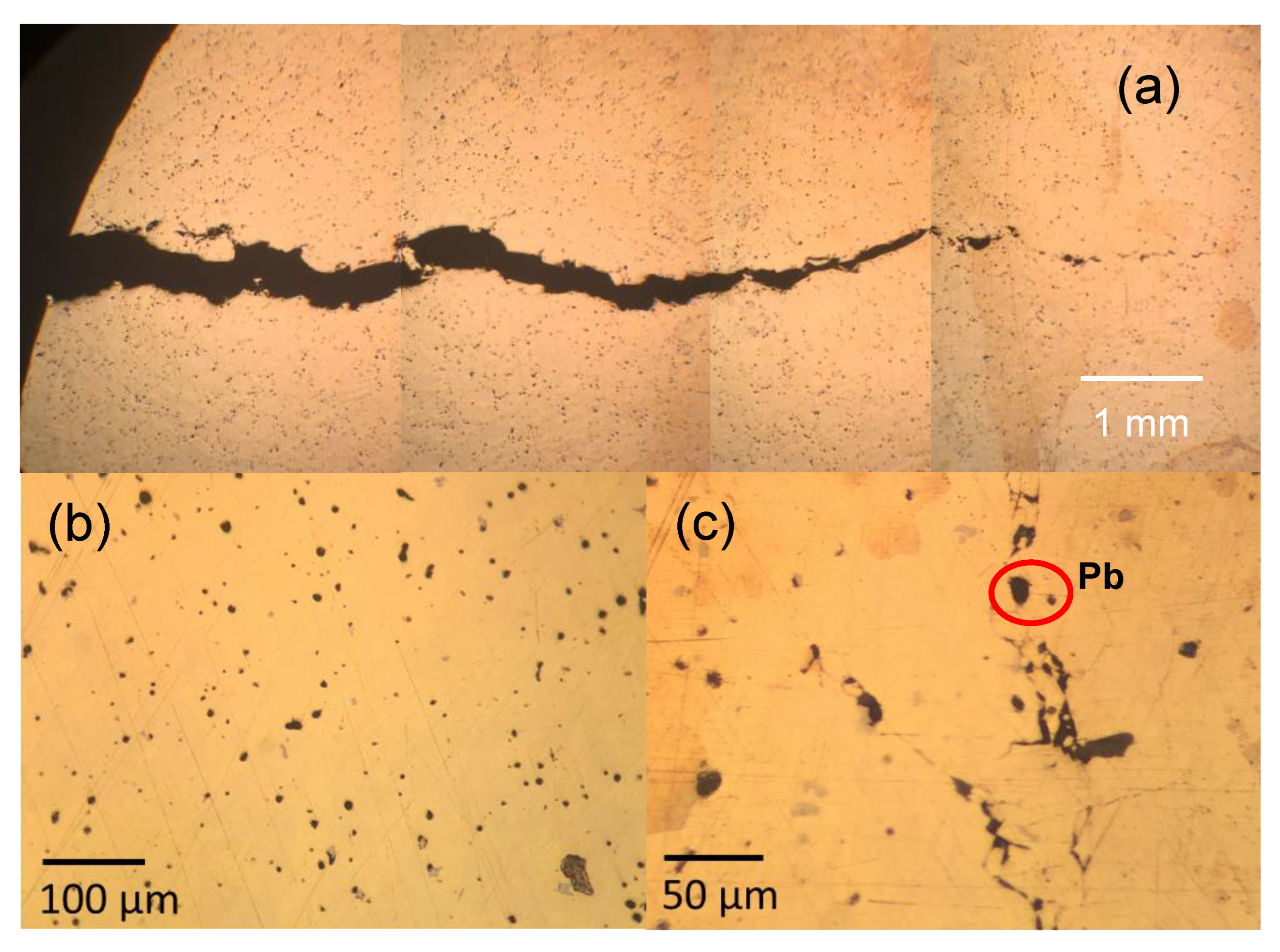
3.4. Metallographic Examination
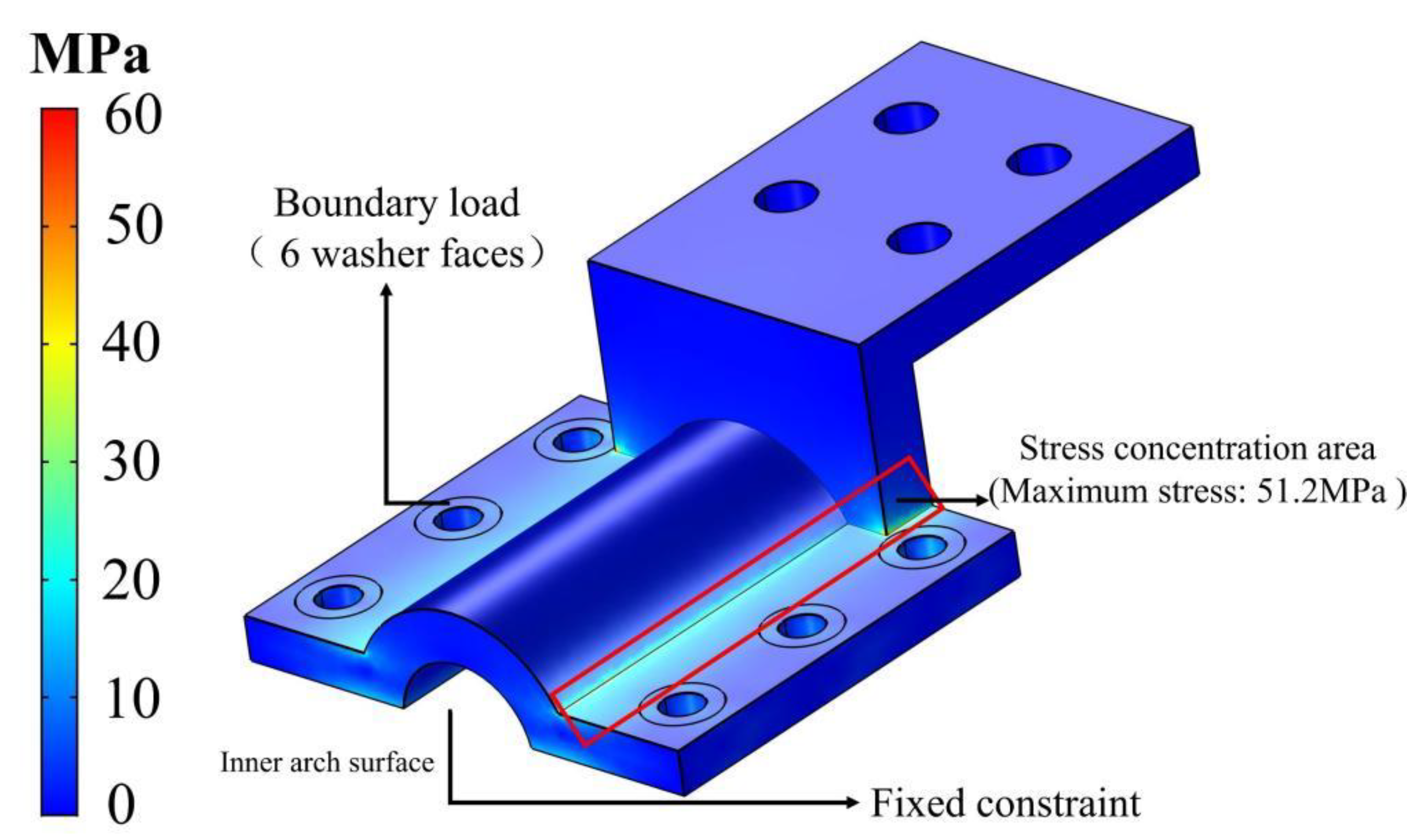
3.5. Stress Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pilar Valles, M.; Pastor, A.; García-Martínez, M. Corrosion study of a water filter. Eng. Fail. Anal. 2022, 137, 106404. [Google Scholar]
- Zhou, J.; Li, Y.; Jing, T.; Sun, Z.; Ma, L. Interactive effect of ant nest corrosion and stress corrosion on the failure of copper tubes. Eng. Fail. Anal. 2018, 83, 9–16. [Google Scholar]
- Toulfatzis, A.; Pantazopoulos, G.; David, C.; Sagris, D.; Paipetis, A. Final Heat Treatment as a Possible Solution for the Improvement of Machinability of Pb-Free Brass Alloys. Metals 2018, 8, 8. [Google Scholar]
- Choucri, J.; Balbo, A.; Zanotto, F.; Grassi, V.; Touhami, M.; Mansouri, I.; Monticelli, C. Corrosion Behavior and Susceptibility to Stress Corrosion Cracking of Leaded and Lead-Free Brasses in Simulated Drinking Water. Materials 2022, 15, 144. [Google Scholar]
- Chang, L.; Lee, J.; Fung, Y. Prediction of lead leaching from galvanic corrosion of lead-containing components in copper pipe drinking water supply systems. J. Hazard. Mater. 2022, 436, 129169. [Google Scholar]
- Siu, K.; Kwok, J.; Ngan, A. Thermo-mechanical processing of brass components for potable-water usage increases risks of Pb leaching. Water Res. 2020, 186, 116414. [Google Scholar]
- Metcalfe, G.; Pearce-Boltec, N. Stress corrosion cracking of a copper elbow fitting. Eng. Fail. Anal. 2018, 90, 197–201. [Google Scholar] [CrossRef]
- Olofinjana, A.; Haque, R. Analysis of failure in a nickel coated brass dolphin striker Component. Eng. Fail. Anal. 2017, 72, 48–57. [Google Scholar] [CrossRef]
- Choucri, J.; Zanotto, F.; Grassi, V.; Balbo, A.; Touhami, A.; Mansouri, I.; Monticelli, C. Corrosion Behavior of Different Brass Alloys for Drinking Water Distribution Systems. Metals 2019, 9, 649. [Google Scholar]
- Lisenko, N.; Evans, C.; Yao, Y. Effect of brass composition and phases on stress corrosion mitigation by laser shock peening. Manuf. Lett. 2020, 23, 5–8. [Google Scholar]
- Galai, M.; Choucri, J.; Hassani, Y.; Benqlilou, H.; Mansouri, I.; Ouaki, B.; Ebn Touhami, M.; Monticelli, C.; Zucchi, F. Moisture content and chloride ion effect on the corrosion behavior of fitting brass (gate valves) used as a connection of PVC’s conduits in aggressive sandy soil. Chem. Data Coll. 2019, 19, 100171. [Google Scholar] [CrossRef]
- Moriarty, M.; Wu, Y.; Murray, T.; Hutchinson, T. The effect of phase fraction, size and shape on the dezincification of duplex brasses. Corros. Sci. 2021, 184, 109366. [Google Scholar] [CrossRef]
- Zhou, P.; Hutchison, M.J.; Erning, J.W.; Scully, J.R.; Ogle, K. An in situ kinetic study of brass dezincification and corrosion. Electrochim. Acta 2017, 229, 141–154. [Google Scholar]
- Karpagavalli, R.; Balasubramaniam, R. Influence of arsenic, antimony and phosphorous on the microstructure and corrosion behavior of brasses. J. Mater. Sci. 2007, 42, 5954–5958. [Google Scholar]
- Schultheiss, F.; Windmark, C.; Sjöstrand, S.; Rasmusson, M.; Ståhl, J. Machinability and manufacturing cost in low-lead brass. Int. J. Adv. Manuf. Technol. 2018, 99, 2101–2110. [Google Scholar] [CrossRef] [Green Version]
- García, P.; Rivera, S.; Palacios, M.; Belzunce, J. Comparative study of the parameters influencing the machinability of leaded brasses. Eng. Fail. Anal. 2010, 17, 771–776. [Google Scholar]
- El-Bahloul, A.M.; Samuel, M.; Fadhil, A.A. Copper-zinc-lead alloys, common defects through production stages and remedy methods. TOJSAT 2015, 5, 17–22. [Google Scholar]
- Vilarinho, C.; Davim, J.P.; Soares, D.; Castro, F.; Barbosa, J. Influence of the chemical composition on the machinability of brasses. J. Mater. Process. Technol. 2005, 170, 441–447. [Google Scholar]
- Felli, F.; Brotzu, A.; Pilone, D. Analysis of the fracture criticality of biphasic brass. Procedia Struct. Integr. 2016, 2, 2959–2965. [Google Scholar]
- Ismail, K.M.; Elsherif, R.M.; Badawy, W.A. Effect of Zn and Pb contents on the electrochemical behavior of brass alloys in chloride-free neutral sulfate solutions. Electrochim. Acta 2004, 49, 5151–5160. [Google Scholar]
- Pantazopoulos, G.A. A review of defects and failures in brass rods and related components. J. Fail. Anal. Prev. 2003, 3, 14–22. [Google Scholar] [CrossRef]
- Seuss, F.; Gaag, N.; Virtanen, S. Corrosion mechanism of CuZn21Si3P in aggressive tap water. Mater. Corros. 2017, 68, 42–49. [Google Scholar] [CrossRef]
- Li, J. Metallographic Diagrams of Metallic Materials; China Mechine Press: Beijing, China, 2006. [Google Scholar]
- GB/T 5231; State Standard of the People’s Republic of China, Wrought Copper and Copper Alloys Chemical Composition Limits and Forms of Wrought Products. Standards Press of China: Beijing, China, 2001.
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Process. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Liu, L.; Wang, J.; Zhou, J. Characterization and analysis on micro-hardness and microstructure evolution of brass subjected to laser shock peening. Opt. Laser Technol. 2019, 115, 325–330. [Google Scholar] [CrossRef]
- Jiao, Z.; Zheng, X.; Dai, K. Cause of Fracture on transformer drainage hoop clamp of current transformers. PTAC (Part A PHYS.TEST.) 2021, 57, 50–54. [Google Scholar]
- Rao, A.; Vasu, V.; Govindaraju, M.; Srinadh, K. Stress corrosion cracking behaviour of 7xxx aluminum alloys: A literature review. Trans. Nonferr. Metal Soc. 2016, 26, 1447–1471. [Google Scholar] [CrossRef]
- Loto, C.A. Stress corrosion cracking: Characteristics, mechanisms and experimental study. Mor. J. Chem. 2017, 5, 622–640. [Google Scholar] [CrossRef]
- Layer, J.; Adler, T.; Ahmed, R.; Aliya, D.; Antolovich, S.D.; Baggerly, R.G. ASM handbook-failure analysis and prevention. ASM Int. 2002, 11, 14–65. [Google Scholar]
- Lynch, S. Failures of metallic components involving environmental degradation and material- selection issues. Corros. Rev. 2017, 35, 191–204. [Google Scholar] [CrossRef]
- Elayaperumal, K.; Raja, V.S. Corrosion Failures Theory, Case Studies, and Solutions; Revie, R.W., Ed.; Wiley Series in Corrosion; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 96–97. [Google Scholar]
- Pantazopoulos, G.A.; Toulfatzis, A.I. Failure analysis of a machinable brass connector in a boiler unit installation. Case Stud. Eng. Fail. Anal. 2013, 1, 18–23. [Google Scholar] [CrossRef] [Green Version]
- Brandl, E.; Malke, R.; Beck, T.; Wanner, A.; Hack, T. Stress corrosion cracking and selective corrosion of copper-zinc alloys for the drinking water installation. Mater. Corros. 2009, 60, 251–258. [Google Scholar] [CrossRef]
- Johansson, J.; Persson, H.; Ståhl, J.E.; Zhou, J.M.; Bushlya, V.; Schultheiss, F. Machinability evaluation of low-lead brass alloys. Procedia Manuf. 2019, 38, 1723–1730. [Google Scholar] [CrossRef]
- Schultheiss, F.; Johansson, D.; Bushlya, V.; Zhou, J.; Nilsson, K.; Ståhl, J.E. Comparative study on the machinability of lead-free brass. J. Clean. Prod. 2017, 149, 366–377. [Google Scholar] [CrossRef]
- Fragiel, A.; Serna, S.; Malo-Tamayo, J.; Silva, P.; Campillo, B.; Martínez-Martínez, E.; Cota, L.; Staia, M.H.; Puchi-Cabrera, E.S.; Perez, R. Effect of microstructure and temperature on the stress corrosion cracking of two microalloyed pipeline steels in H2S environment for gas transport. Eng. Fail. Anal. 2019, 105, 1055–1068. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Zn | Pb | Sn | Al | Sb | P | Fe |
|---|---|---|---|---|---|---|---|---|
| Detection value | 58.8 | 36.5 | 2.5 | 0.9 | 0.5 | 0.07 | 0.01 | - |
| Standard value | 60.5–63.5 | Surplus | 0.08 | - | - | - | - | 0.08 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Feng, J.; Wang, F.; Peng, Q.; Lan, G.; Zhao, L.; Wu, L. Cracking Analysis of a Brass Clamp Mounted on the Main Transformer in the Power Grid System. Energies 2023, 16, 3460. https://doi.org/10.3390/en16083460
Chen J, Feng J, Wang F, Peng Q, Lan G, Zhao L, Wu L. Cracking Analysis of a Brass Clamp Mounted on the Main Transformer in the Power Grid System. Energies. 2023; 16(8):3460. https://doi.org/10.3390/en16083460
Chicago/Turabian StyleChen, Jiahui, Jie Feng, Fangqiang Wang, Qian Peng, Guitian Lan, Lihua Zhao, and Longwen Wu. 2023. "Cracking Analysis of a Brass Clamp Mounted on the Main Transformer in the Power Grid System" Energies 16, no. 8: 3460. https://doi.org/10.3390/en16083460