
Gear Wear Detection Based on Statistic Features and Heuristic Scheme by Using Data Fusion of Current and Vibration Signals
 , and
, and 
Abstract
:1. Introduction
2. Theoretical Background
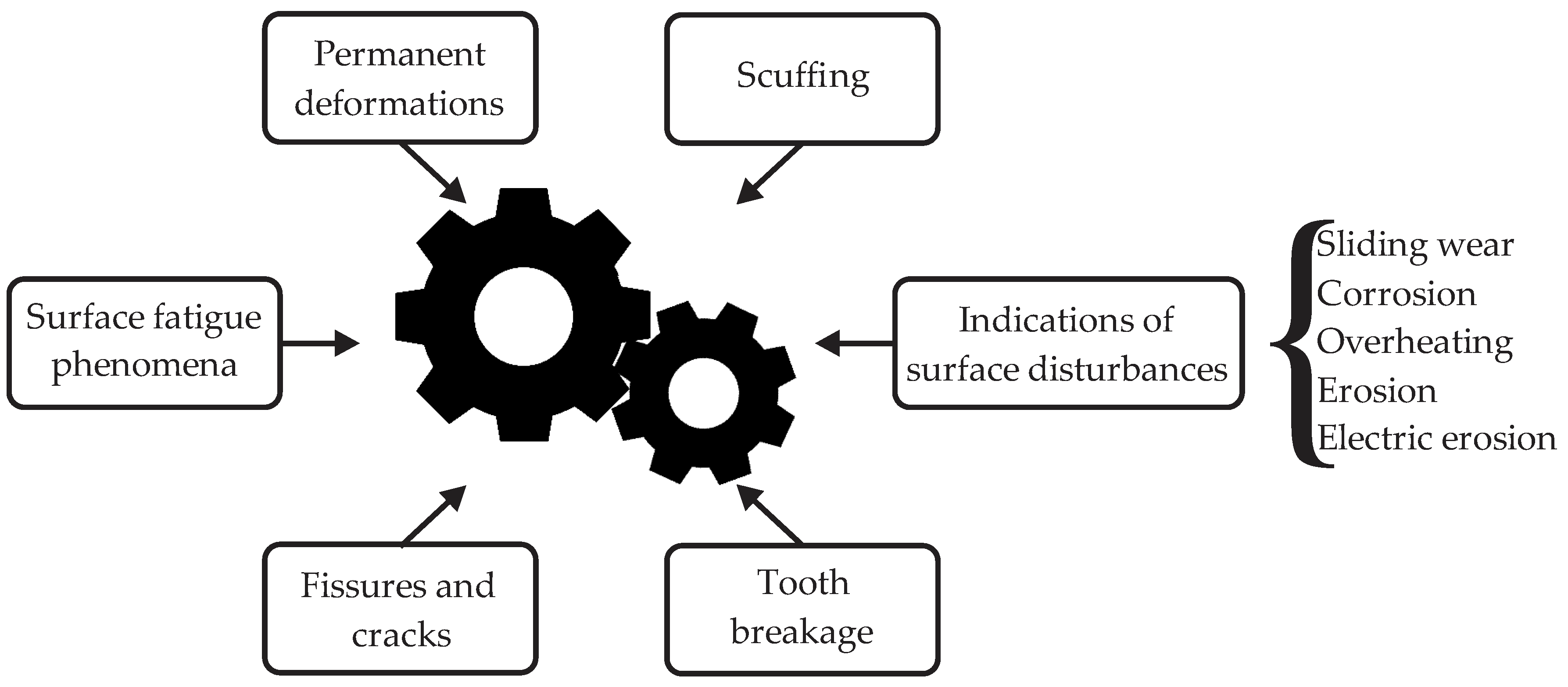
2.1. Gearbox and Gear Wear
2.2. Statistical Features
2.3. Genetic Algorithms
- They are based on an iterative converging process (generations), taking initial values that evolve to the desired solution.
- They are population-based, considering each member of the population (individual) as a potential possible solution that converges to the desired solution.
- Strongly depends on an objective function that returns a value associated with the individual performance (fitness); in fact, this function is the key to adapting the GA to a specific problem.
- The variables for searching or optimizing are known as design variables since they integrate an individual, meaning that multiple optimizations can be run.
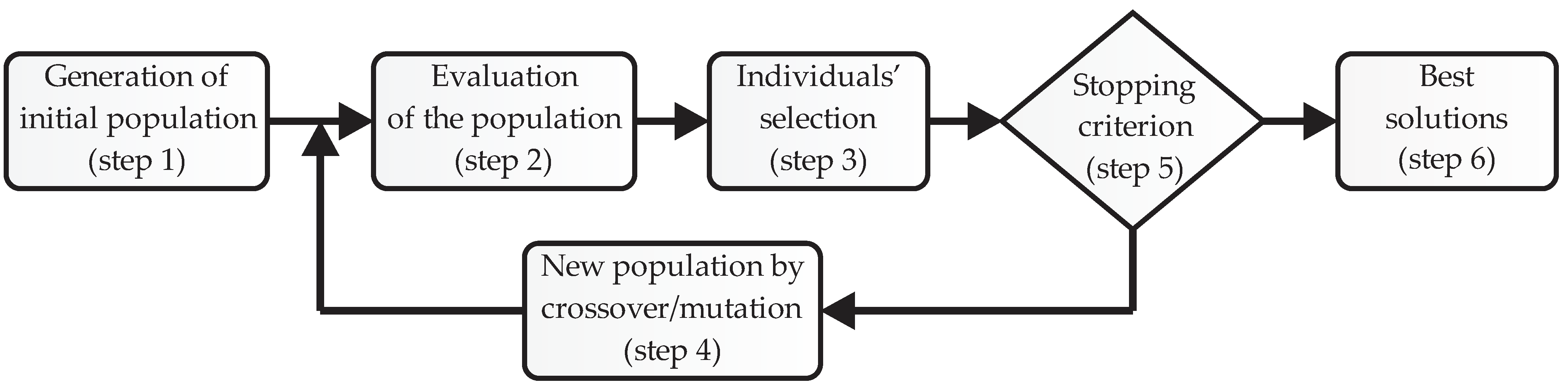
- Step 1: Generate a random initial population and set the initial algorithm parameters.
- Step 2: Evaluate the population performance, which means evaluating the fitness of each member by using the objective function.
- Step 3: Perform individuals’ selection according to their fitness.
- Step 4: Generate a new population, that will substitute the initial population, by means of the genetic operators: crossover and mutation.
- Step 5: Evaluate the stopping criterion (maximum number of generations), if satisfied, then go to Step 6, if not, go to Step 2.
- Step 6: Return the best solutions found.
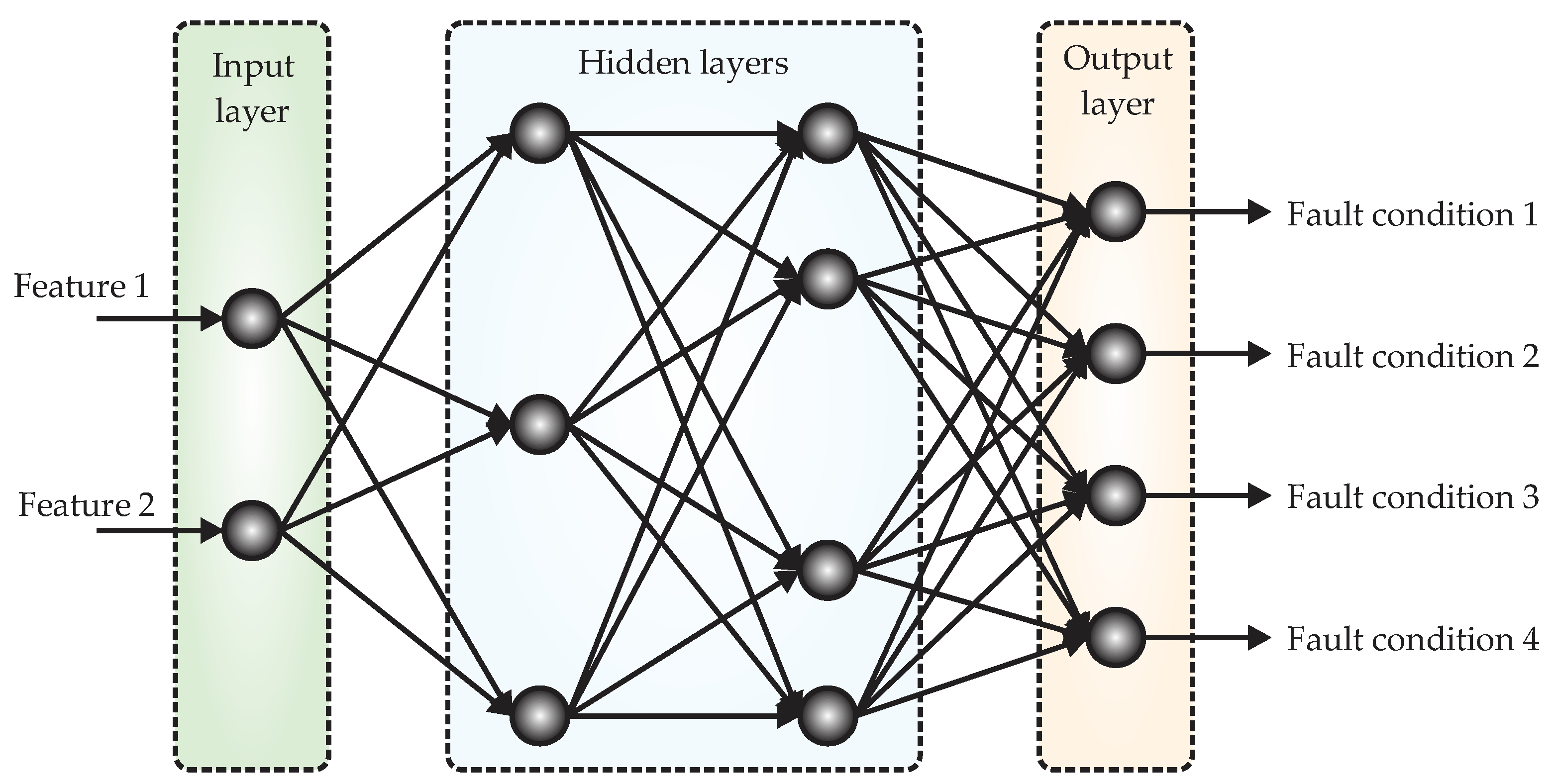
2.4. Linear Discriminant Analysis and Artificial Neural Networks
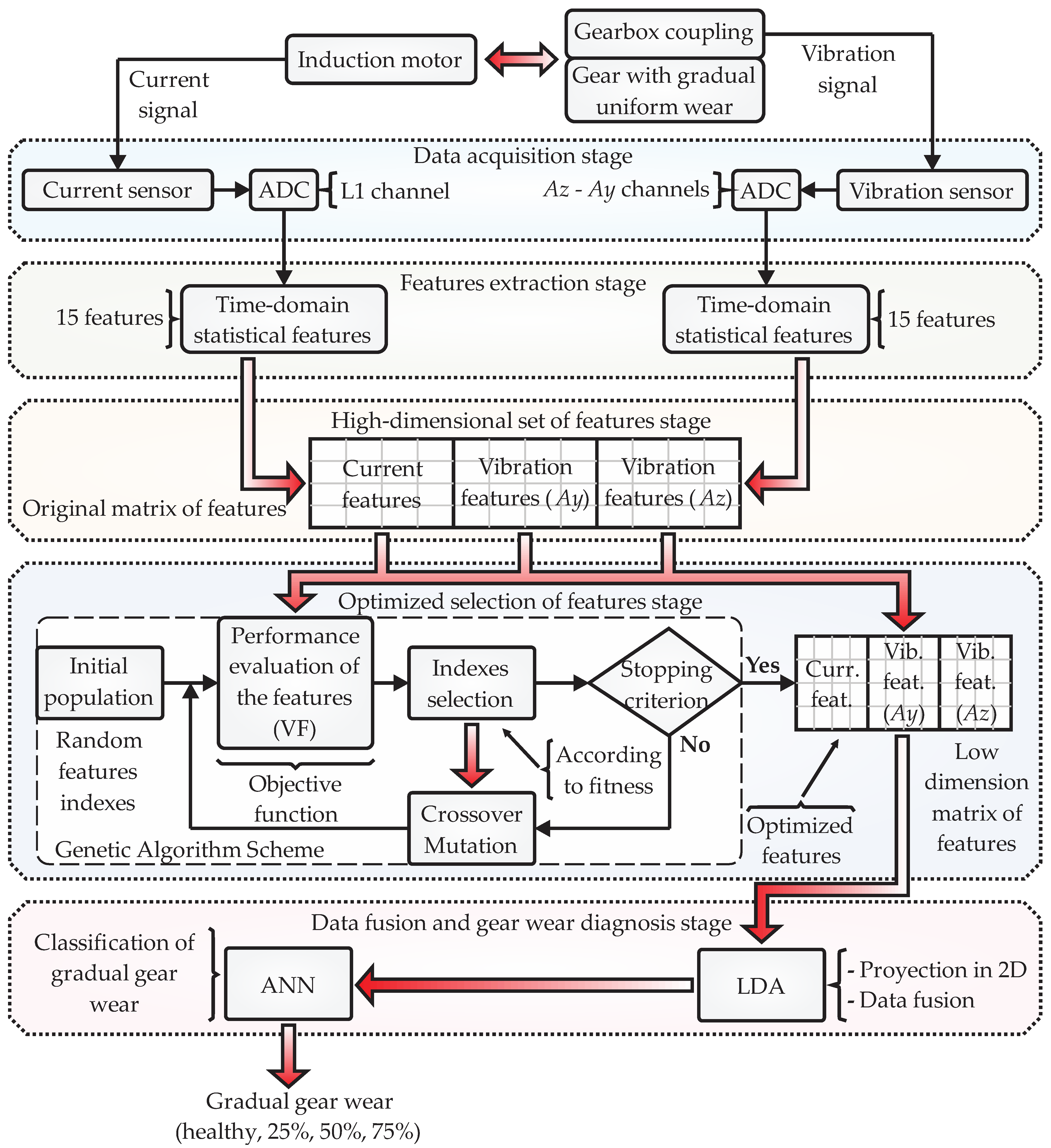
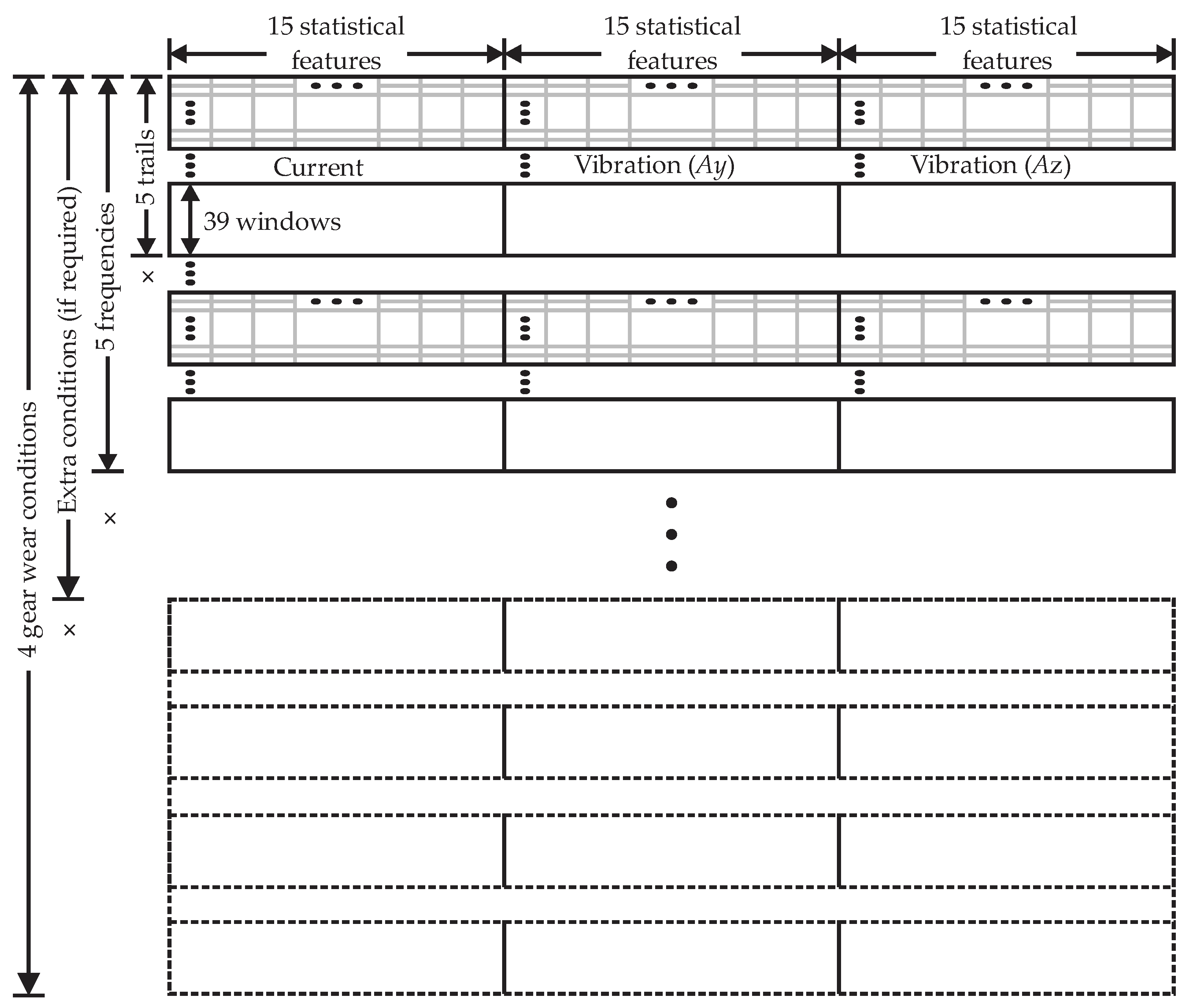
3. Methodology
4. Results and Discussion
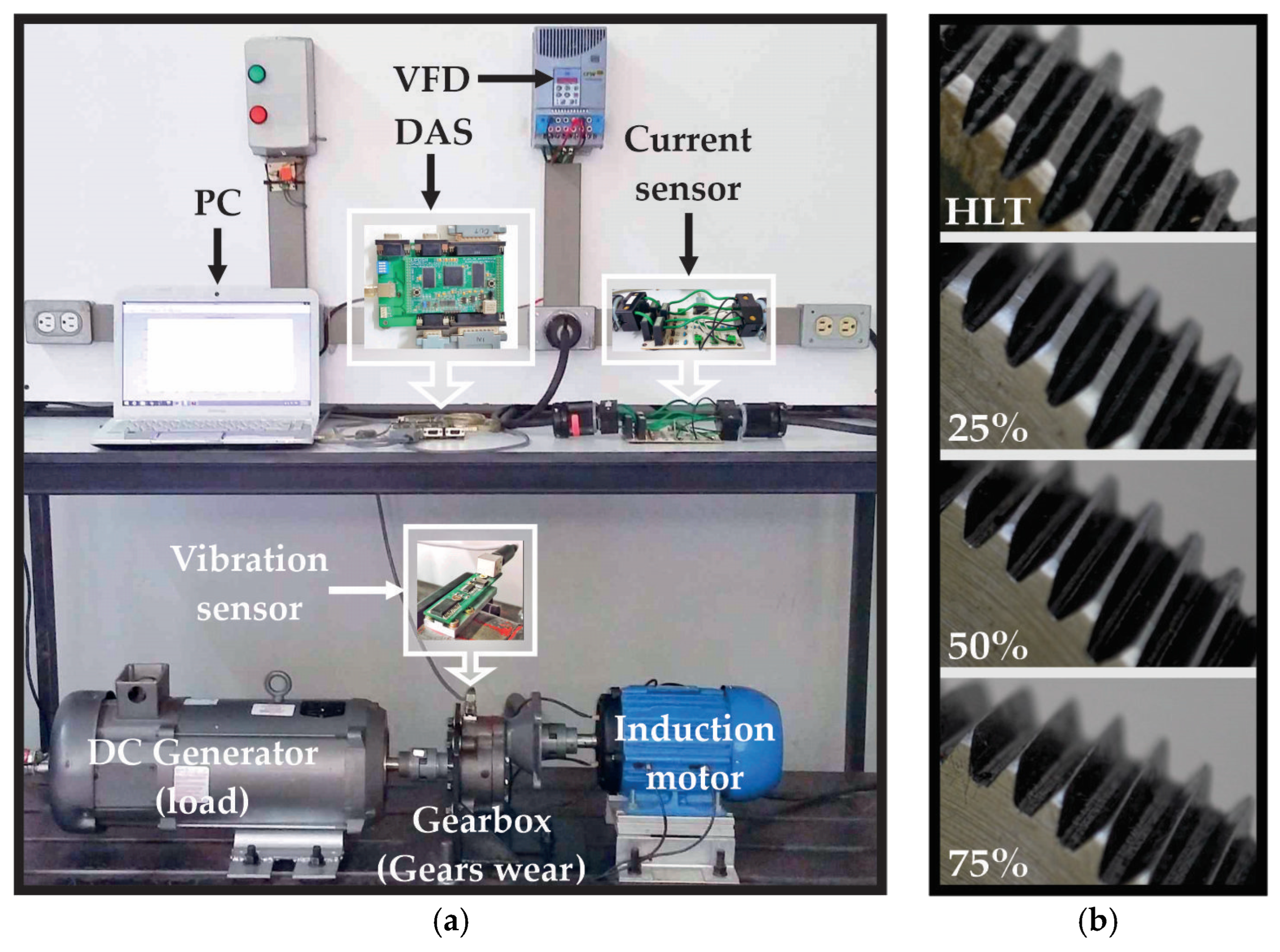
4.1. Experimental Setup
4.2. Case Study: Fault Diagnosis without Features Optimization
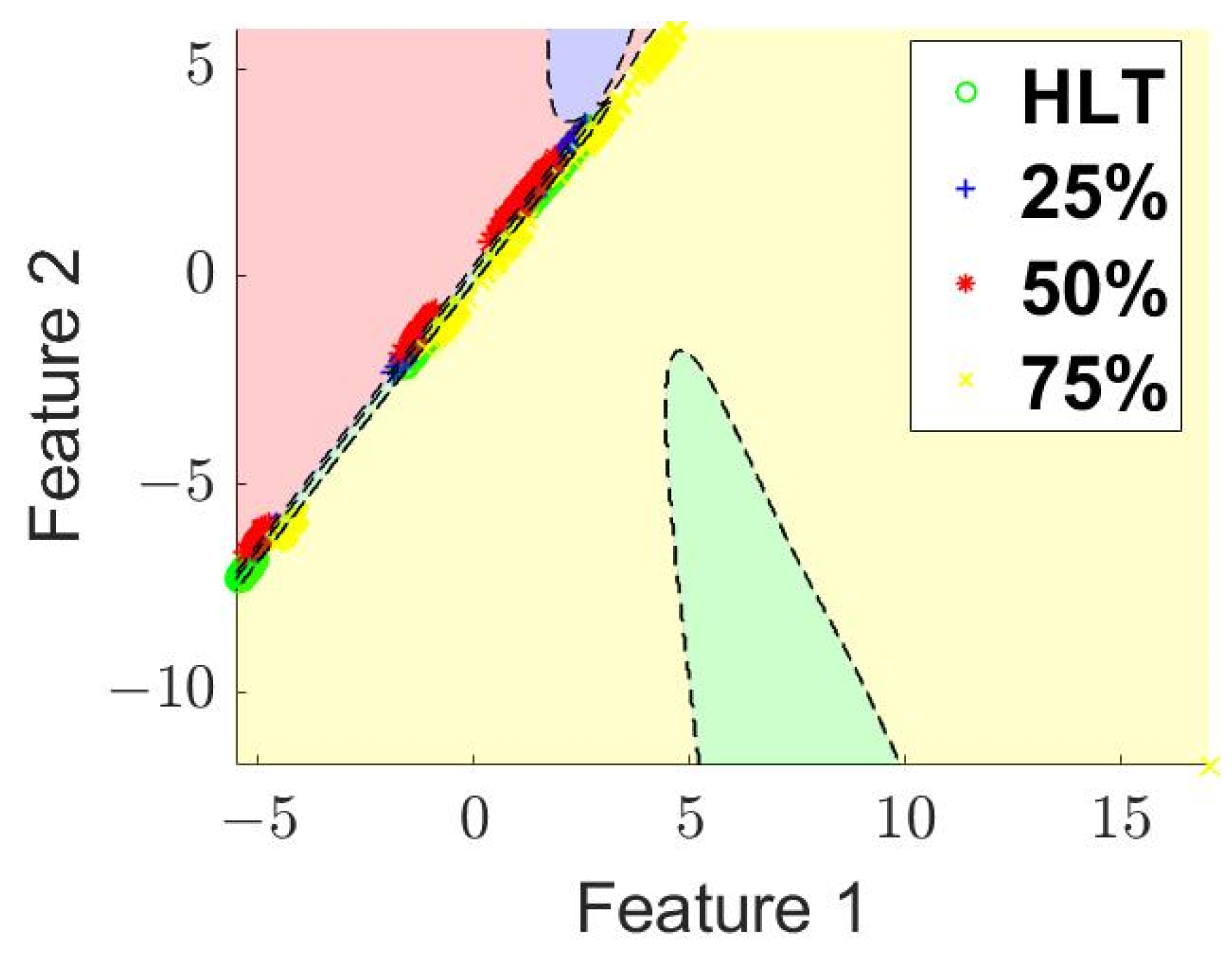
4.3. Case Study: Fault Diagnosis with Features Optimization withouth Data Fusion
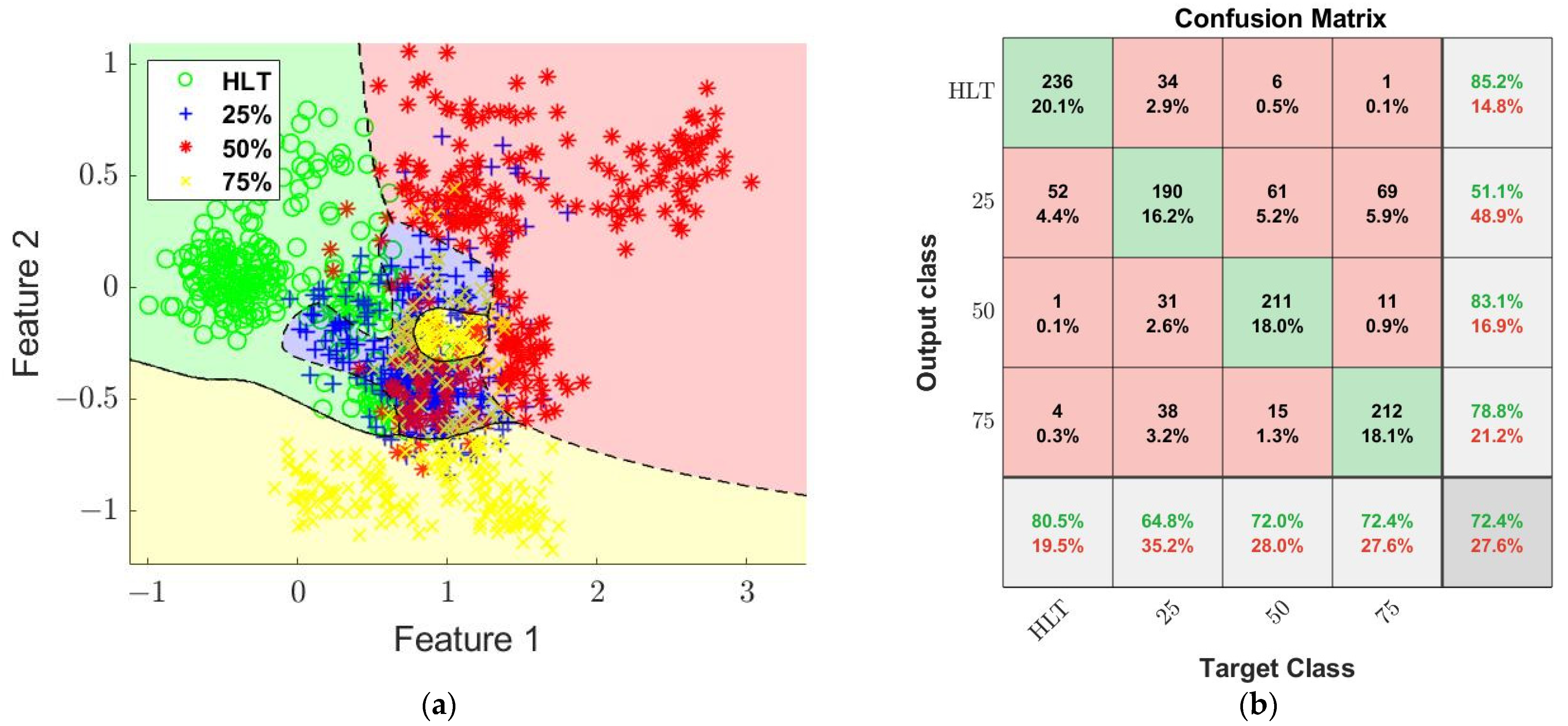
4.4. Case Study: Fault Diagnosis with Features Optimization and with Data Fusion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature | Equation | |
|---|---|---|
| Mean | (A1) | |
| Maximum Value (Max) | (A2) | |
| Root Mean Square (RMS) | (A3) | |
| Square Root Mean (SRM) | (A4) | |
| Standard Deviation (SD) | (A5) | |
| Variance (Var) | (A6) | |
| Form Factor with RMS (FF-RMS) | (A7) | |
| Form Factor with SRM (FF-SRM) | (A8) | |
| Crest Factor (CF) | (A9) | |
| Latitude Factor (LF) | (A10) | |
| Impulse Factor (IF) | (A11) | |
| Skewness 1 (Sk) | (A12) | |
| Kurtosis 1 (Kur) | (A13) | |
| 5th Moment 1 (5thM) | (A14) | |
| 6th Moment 1 (6thM) | (A15) |
References
- Liang, X.; Zuo, M.J.; Feng, Z. Dynamic Modeling of Gearbox Faults: A Review. Mech. Syst. Signal Process. 2018, 98, 852–876. [Google Scholar] [CrossRef]
- Zhang, R.; Wang, K.; Shi, Y.; Sun, X.; Gu, F.; Wang, T. The Influences of Gradual Wears and Bearing Clearance of Gear Transmission on Dynamic Responses. Energies 2019, 12, 4731. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.; Li, Z.; He, Q.; Yang, Y.; Du, M.; Peng, Z. Gearbox Fault Diagnosis Based on Bearing Dynamic Force Identification. J. Sound Vib. 2021, 511, 116360. [Google Scholar] [CrossRef]
- Bejger, A.; Frank, E.; Bartoszko, P. Failure Analysis of Wind Turbine Planetary Gear. Energies 2021, 14, 6768. [Google Scholar] [CrossRef]
- Srikar Reddy, B.; Mahato, K.K. Calculation, Design and Analysis of Two Stage Single Speed Gearbox for All Terrain Vehicle for Baja Sae. Mater. Today Proc. 2021, 46, 7187–7203. [Google Scholar] [CrossRef]
- Touimi, K.; Benbouzid, M.; Tavner, P. Tidal Stream Turbines: With or without a Gearbox? Ocean Eng. 2018, 170, 74–88. [Google Scholar] [CrossRef]
- Elasha, F.; Greaves, M.; Mba, D.; Addali, A. Application of Acoustic Emission in Diagnostic of Bearing Faults within a Helicopter Gearbox. Procedia CIRP 2015, 38, 30–36. [Google Scholar] [CrossRef] [Green Version]
- Wodecki, J.; Zdunek, R.; Wyłomańska, A.; Zimroz, R. Nonnegative Factorization of Spectrogram for Local Damage Detection of Belt Conveyor Gearboxes. IFAC-Pap. 2017, 50, 4714–4718. [Google Scholar] [CrossRef]
- Takacs, G.; Kis, L. A New Model to Find Optimum Counterbalancing of Sucker-Rod Pumping Units Including a Rigorous Procedure for Gearbox Torque Calculations. J. Pet. Sci. Eng. 2021, 205, 108792. [Google Scholar] [CrossRef]
- Tang, X.; Xu, Y.; Sun, X.; Liu, Y.; Jia, Y.; Gu, F.; Ball, A.D. Intelligent Fault Diagnosis of Helical Gearboxes with Compressive Sensing Based Non-Contact Measurements. ISA Trans. 2022. [Google Scholar] [CrossRef]
- Yang, X.; Wei, D.; Zuo, M.J.; Tian, Z. Analysis of Vibration Signals and Detection for Multiple Tooth Cracks in Spur Gearboxes. Mech. Syst. Signal Process. 2023, 185, 109780. [Google Scholar] [CrossRef]
- Lu, D.; Qiao, W.; Gong, X. Current-Based Gear Fault Detection for Wind Turbine Gearboxes. IEEE Trans. Sustain. Energy 2017, 8, 1453–1462. [Google Scholar] [CrossRef]
- Cheng, F.; Wang, J.; Qu, L.; Qiao, W. Rotor-Current-Based Fault Diagnosis for DFIG Wind Turbine Drivetrain Gearboxes Using Frequency Analysis and a Deep Classifier. IEEE Trans. Ind. Appl. 2018, 54, 1062–1071. [Google Scholar] [CrossRef]
- Feng, Z.; Chen, X.; Zuo, M.J. Induction Motor Stator Current AM-FM Model and Demodulation Analysis for Planetary Gearbox Fault Diagnosis. IEEE Trans. Ind. Inform. 2019, 15, 2386–2394. [Google Scholar] [CrossRef]
- Hu, C.; Smith, W.A.; Randall, R.B.; Peng, Z. Development of a Gear Vibration Indicator and Its Application in Gear Wear Monitoring. Mech. Syst. Signal Process. 2016, 76–77, 319–336. [Google Scholar] [CrossRef]
- Feng, K.; Smith, W.A.; Randall, R.B.; Wu, H.; Peng, Z. Vibration-Based Monitoring and Prediction of Surface Profile Change and Pitting Density in a Spur Gear Wear Process. Mech. Syst. Signal Process. 2022, 165, 108319. [Google Scholar] [CrossRef]
- Cao, W.; Han, Z.; Yang, Z.Z.; Wang, N.; Qu, J.X.; Wang, D. Deterioration State Diagnosis and Wear Evolution Evaluation of Planetary Gearbox Using Vibration and Wear Debris Analysis. Measurement 2022, 193, 110978. [Google Scholar] [CrossRef]
- Resendiz-Ochoa, E.; Saucedo-Dorantes, J.J.; Benitez-Rangel, J.P.; Osornio-Rios, R.A.; Morales-Hernandez, L.A. Novel Methodology for Condition Monitoring of Gear Wear Using Supervised Learning and Infrared Thermography. Appl. Sci. 2020, 10, 506. [Google Scholar] [CrossRef] [Green Version]
- Cheng, F.; Peng, Y.; Qu, L.; Qiao, W. Current-Based Fault Detection and Identification for Wind Turbine Drivetrain Gearboxes. IEEE Trans. Ind. Appl. 2017, 53, 878–887. [Google Scholar] [CrossRef]
- Peng, Y.; Qiao, W.; Cheng, F.; Qu, L. Wind Turbine Drivetrain Gearbox Fault Diagnosis Using Information Fusion on Vibration and Current Signals. IEEE Trans. Instrum. Meas. 2021, 70, 1–11. [Google Scholar] [CrossRef]
- Samuel, D.-Y.; Nabhan, A.; Mousa, M.-O. Survey of Gear Fault Diagnosis Using Various Statistical Signals Parameters. J. Egypt. Soc. Tribol. 2022, 19, 14–27. [Google Scholar] [CrossRef]
- Göktas, T.; Arkan, M.; Özgüven, Ö.F. A New Method to Separate Broken Rotor Failures and Low Frequency Load Oscillations in Three-Phase Induction Motor. In Proceedings of the 2013 9th IEEE International Symposium on Diagnostics for Electric Machines, Power Electronics and Drives (SDEMPED), Valencia, Spain, 27–30 August 2013; pp. 122–127. [Google Scholar]
- Göktaş, T.; Arkan, M.; Özgüven, Ö.F. Detection of Rotor Fault in Three-Phase Induction Motor in Case of Low-Frequency Load Oscillation. Electr Eng 2015, 97, 337–345. [Google Scholar] [CrossRef]
- Morinigo-Sotelo, D.; Romero-Troncoso, R.d.J.; Panagiotou, P.A.; Antonino-Daviu, J.A.; Gyftakis, K.N. Reliable Detection of Rotor Bars Breakage in Induction Motors via MUSIC and ZSC. IEEE Trans. Ind. Appl. 2018, 54, 1224–1234. [Google Scholar] [CrossRef]
- Shin, J.; Park, Y.; Lee, S.B. Flux-Based Detection and Classification of Induction Motor Eccentricity, Rotor Cage, and Load Defects. IEEE Trans. Ind. Appl. 2021, 57, 2471–2480. [Google Scholar] [CrossRef]
- Ali, M.Z.; Shabbir, M.N.S.K.; Liang, X.; Zhang, Y.; Hu, T. Machine Learning-Based Fault Diagnosis for Single- and Multi-Faults in Induction Motors Using Measured Stator Currents and Vibration Signals. IEEE Trans. Ind. Appl. 2019, 55, 2378–2391. [Google Scholar] [CrossRef]
- Gritli, Y.; Rossi, C.; Zarri, L.; Filippetti, F.; Chatti, A.; Casadei, D. Double Frequency Sliding and Wavelet Analysis for Rotor Fault Diagnosis in Induction Motors under Time-Varying Operating Condition. In Proceedings of the 8th IEEE Symposium on Diagnostics for Electrical Machines, Power Electronics & Drives, Bologna, Italy, 5–8 September 2011; pp. 676–683. [Google Scholar]
- Vedreño-Santos, F.; Riera-Guasp, M.; Henao, H.; Pineda-Sénchez, M.; Antonino-Daviu, J.A. Diagnosis of Eccentricity in Induction Machines Working under Fluctuating Load Conditions, through the Instantaneous Frequency. In Proceedings of the IECON 2012—38th Annual Conference on IEEE Industrial Electronics Society, Montreal, QC, Canada, 25–28 October 2012; pp. 5108–5113. [Google Scholar]
- El Hachemi Benbouzid, M. A Review of Induction Motors Signature Analysis as a Medium for Faults Detection. IEEE Trans. Ind. Electron. 2000, 47, 984–993. [Google Scholar] [CrossRef] [Green Version]
- Mac, T.T.; Iba, D.; Matsushita, Y.; Mukai, S.; Inoue, T.; Fukushima, A.; Miura, N.; Iizuka, T.; Masuda, A.; Moriwaki, I. Application of Genetic Algorithms for Parameters Identification in a Developing Smart Gear System. Forsch. Im Ing. 2022, 86, 433–450. [Google Scholar] [CrossRef]
- Cerrada, M.; Zurita, G.; Cabrera, D.; Sánchez, R.-V.; Artés, M.; Li, C. Fault Diagnosis in Spur Gears Based on Genetic Algorithm and Random Forest. Mech. Syst. Signal Process. 2016, 70–71, 87–103. [Google Scholar] [CrossRef]
- Li, X.; Li, J.; Qu, Y.; He, D. Semi-Supervised Gear Fault Diagnosis Using Raw Vibration Signal Based on Deep Learning. Chin. J. Aeronaut. 2020, 33, 418–426. [Google Scholar] [CrossRef]
- Saucedo-Dorantes, J.J.; Delgado-Prieto, M.; Osornio-Rios, R.A.; de Jesus Romero-Troncoso, R. Multifault Diagnosis Method Applied to an Electric Machine Based on High-Dimensional Feature Reduction. IEEE Trans. Ind. Appl. 2017, 53, 3086–3097. [Google Scholar] [CrossRef]
- Feng, K.; Ji, J.C.; Ni, Q.; Beer, M. A Review of Vibration-Based Gear Wear Monitoring and Prediction Techniques. Mech. Syst. Signal Process. 2023, 182, 109605. [Google Scholar] [CrossRef]
- Daniel, R.; Paulus, T. Chapter 11—Introduction to Gate Drives. In Lock Gates and Other Closures in Hydraulic Projects; Daniel, R., Paulus, T., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 705–784. ISBN 978-0-12-809264-4. [Google Scholar]
- Smith, R.; Mobley, R.K. Chapter 13—Gears and Gearboxes*. In Rules of Thumb for Maintenance and Reliability Engineers; Smith, R., Mobley, R.K., Eds.; Butterworth-Heinemann: Burlington, VT, USA, 2008; pp. 225–238. ISBN 978-0-7506-7862-9. [Google Scholar]
- ISO 10825-1:2022; Gears—Wear and Damage to Gear Teeth—Part 1: Nomenclature and Characteristics. Available online: https://standards.iteh.ai/catalog/standards/iso/183dbb21-7022-442c-aaad-ab240de89aaa/iso-10825-1-2022 (accessed on 16 November 2022).
- Jayalakshmi, S.L.; Chandrakala, S.; Nedunchelian, R. Global Statistical Features-Based Approach for Acoustic Event Detection. Appl. Acoust. 2018, 139, 113–118. [Google Scholar] [CrossRef]
- Osornio-Rios, R.A.; Jaen-Cuellar, A.Y.; Alvarado-Hernandez, A.I.; Zamudio-Ramirez, I.; Cruz-Albarran, I.A.; Antonino-Daviu, J.A. Fault Detection and Classification in Kinematic Chains by Means of PCA Extraction-Reduction of Features from Thermographic Images. Measurement 2022, 197, 111340. [Google Scholar] [CrossRef]
- Holland, J.H. Adaptation in Natural and Artificial Systems: An Introductory Analysis with Applications to Biology, Control, and Artificial Intelligence, 1st ed.; Complex adaptive systems; MIT Press: Cambridge, MA, USA, 1992; ISBN 978-0-262-08213-6. [Google Scholar]
- Rao, S.S. Engineering Optimization: Theory and Practice, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009; ISBN 978-0-470-18352-6. [Google Scholar]
- Bhoskar, M.T.; Kulkarni, M.O.K.; Kulkarni, M.N.K.; Patekar, M.S.L.; Kakandikar, G.M.; Nandedkar, V.M. Genetic Algorithm and Its Applications to Mechanical Engineering: A Review. Mater. Today: Proc. 2015, 2, 2624–2630. [Google Scholar] [CrossRef]
- Said, Y.H. 13—On Genetic Algorithms and Their Applications. In Handbook of Statistics; Rao, C.R., Wegman, E.J., Solka, J.L., Eds.; Data Mining and Data Visualization; Elsevier: Amsterdam, The Netherlands, 2005; Volume 24, pp. 359–390. [Google Scholar]
- Telgaonkar-Archana, H.; Deshmukh, S. Dimensionality Reduction and Classification through PCA and LDA. Int. J. Comput. Appl. 2015, 122, 4–8. [Google Scholar]











| Case | GA Optimized Features | Data Fusion | Overall Performance (%) |
|---|---|---|---|
| Current + Vibrations (Ay, Az) | No (all features used) | No | Not achieved |
| Current | Mean, Max, SRM, CF, IF, 5thM, 6thM | No | 72.5 |
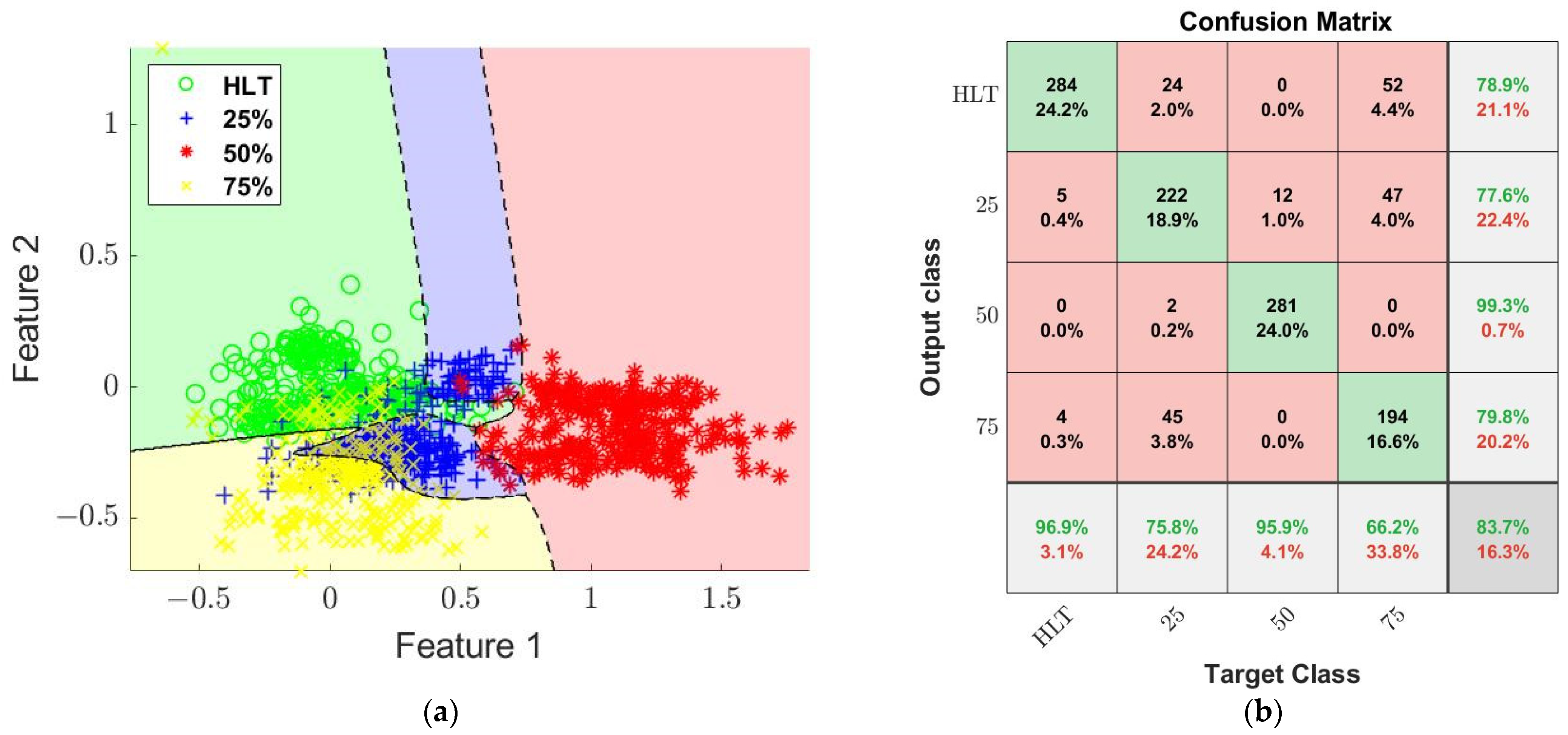
| Vibrations (Ay, Az) | Mean, SRM, Kur, 6thM | No | 83.7 |
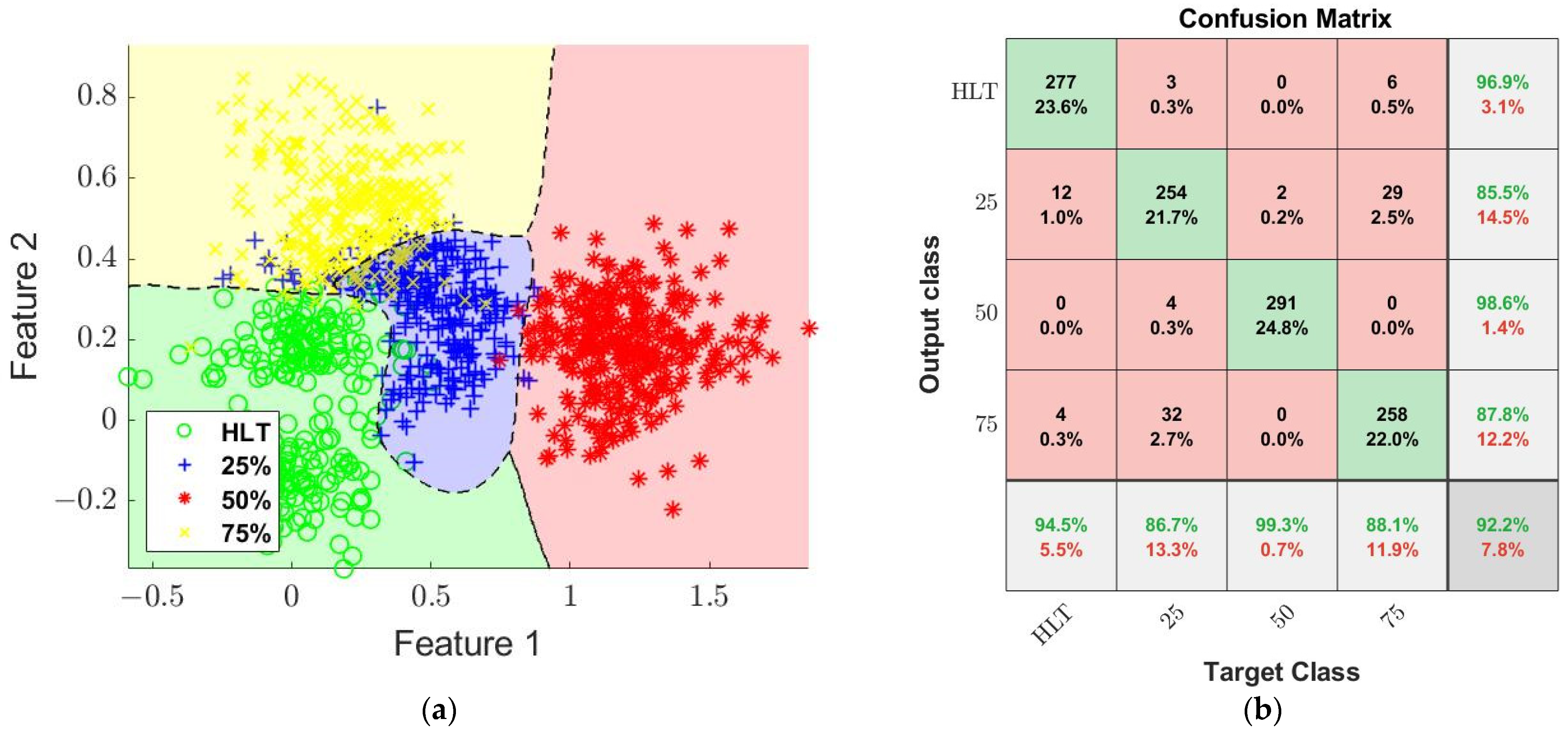
| Current + Vibrations (Ay, Az) | Mean, Max, SRM, CF, IF, 5thM, 6thM | Yes | 92.2 |
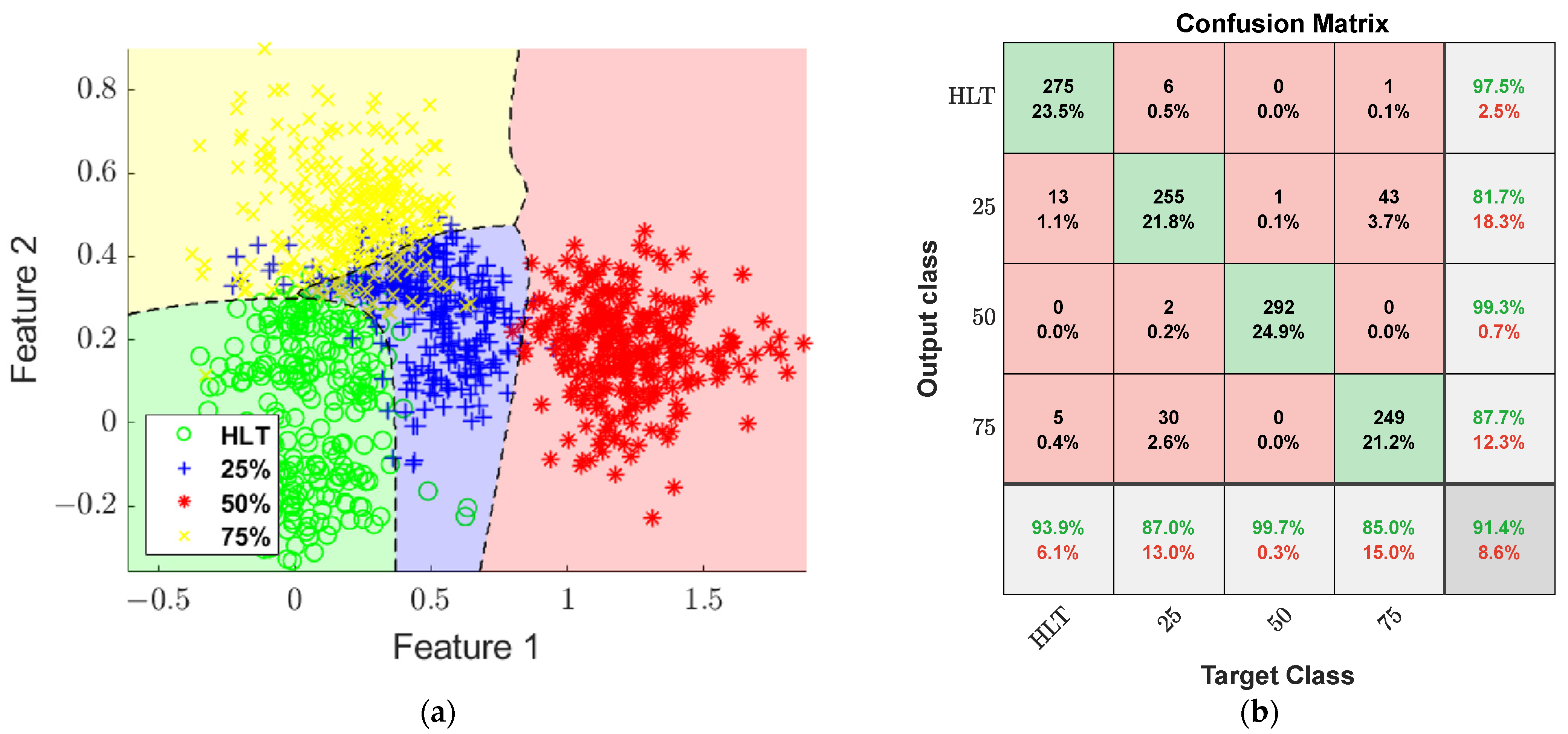
| Current + Vibrations (Ay, Az) + white Gaussian noise | Mean, SRM, Sk, Kur, 5thM | Yes | 91.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaen-Cuellar, A.Y.; Trejo-Hernández, M.; Osornio-Rios, R.A.; Antonino-Daviu, J.A. Gear Wear Detection Based on Statistic Features and Heuristic Scheme by Using Data Fusion of Current and Vibration Signals. Energies 2023, 16, 948. https://doi.org/10.3390/en16020948
Jaen-Cuellar AY, Trejo-Hernández M, Osornio-Rios RA, Antonino-Daviu JA. Gear Wear Detection Based on Statistic Features and Heuristic Scheme by Using Data Fusion of Current and Vibration Signals. Energies. 2023; 16(2):948. https://doi.org/10.3390/en16020948
Chicago/Turabian StyleJaen-Cuellar, Arturo Yosimar, Miguel Trejo-Hernández, Roque Alfredo Osornio-Rios, and Jose Alfonso Antonino-Daviu. 2023. "Gear Wear Detection Based on Statistic Features and Heuristic Scheme by Using Data Fusion of Current and Vibration Signals" Energies 16, no. 2: 948. https://doi.org/10.3390/en16020948